2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 52965-2008 Хвостовики цилиндрические для фрез. Основные размеры
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1574-91 Пазы Т-образные обработанные. Размеры
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 9013-59 Металлы. Методы измерения твердости по Роквеллу
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
Примечание— При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Что это такое и для чего нужны?
Торцевая фреза для ручного фрезера – инструмент (расходник), в котором торец оснащён режущими кромками. В отличие от цилиндрической фрезы, используемой преимущественно на горизонтально-фрезерном станке, торцевая фреза используется на устройстве с вертикальной фрезеровкой. У торцевой фрезы ось вращения ставится под углом в 90 градусов относительно растачиваемой в данный момент плоскости заготовки.

По сравнению с теми же цилиндровыми фрезами, у которых все рабочие точки разрезающих граней участвуют непосредственно в шлифовке и пропиливании обрабатываемой поверхности, торцевая фреза работает в основном лишь верхушками разрезающих кромок. Торцевые разрезающие грани выполняют завершающую стадию обработки. Основная стадия торцовочного фрезерования – задача боковых разрезающих кромок, имеющихся с наружных сторон.
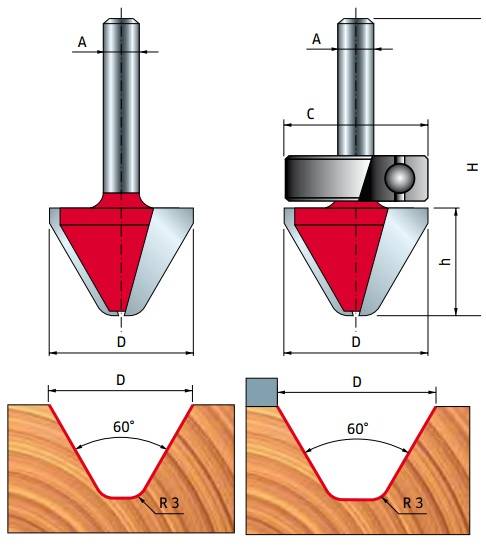
На каждом из зубьев торцевой фрезы верхушки разрезающих кромок – профилеобразующие. Форма этих кромок принимает разные очертания, заданные производителем. Реально в деле используются торцевые фрезы, имеющие режущие кромки в виде ломаной или ровной окружности. Угол на торцевой фрезе равен 45-90 градусам. Наиболее распространены режущие кромки с Ф-углом в 45-60 градусов. Чем меньше этот угол, тем более устойчивой и долговечной является фреза.
Торцевая фреза даёт возможность работать чётко и аккуратно даже при незначительной ширине отбортовки. Дело в том, что ширина этого припуска не влияет на угол соприкосновения, а больше зависит от ширины зоны обточки и диаметра рабочей части инструмента. Торцовочная фреза обладает повышенными весом и жёсткостью, чего не скажешь о цилиндровых инструментах. Высокая массивность и прочность даёт дополнительные возможности для нанесения на фрезу более твёрдых покрытий (или припаиванию более твёрдых зубцов) – например, алмазного напыления, победитовых кромок и т. д.


Закрепляется такая фреза в патроне привода заметно надёжнее, чем расходники, не обладающие увеличенным весом. По сравнению с цилиндрическими фрезами, торцевые позволяют обработать больше деталей. На плоскости такие фрезы работают дольше. Они увеличивают число обработанных деталей, в т. ч. и в единицу времени, что позитивно влияет на производственные процессы и эффективность отдела предприятия, чьи функции – фрезерование. Для торцевых фрез различного форм-фактора действуют требования ГОСТ №26595-85.

Конструкция и принцип работы
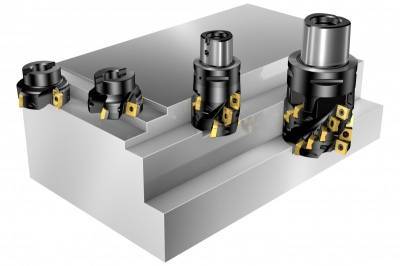
Основные требования, предъявляемые к инструменту этого класса – строгое соблюдение параметров, заявленных в технических условиях или ТУ. Для этого потребуется высокоточная обработка элементов фрезы, которую удается реализовать лишь с помощью торцевого инструмента с большим набором зубьев. Высокая чистота выборки (до микрона) обеспечивается за счет специальных регулируемых резцовых вставок.
К особенностям их конструкции следует отнести наличие рабочих граней, представляющих собой отдельный твердосплавный резец.
Важно! При изготовлении вставок применяются такие сверхпрочные материалы, как алмазы, керамика, а также специальная кардная проволока и подобные им. Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки
Добавим, что по конструкции его принято делить на цельный и разборный
Большой ассортимент фрезерного инструмента, отличающегося конструктивными деталями, позволяет выбрать образец, подходящий для тех или иных условий обработки. Добавим, что по конструкции его принято делить на цельный и разборный.
Принцип работы состоит в точной выборке металла на наиболее сложных участках обрабатываемой заготовки, что позволяет придать ей нужную форму. После этого исходная болванка превращается в изделие или деталь, пригодную для дальнейшей обработки.
Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

По конструктивному признаку
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
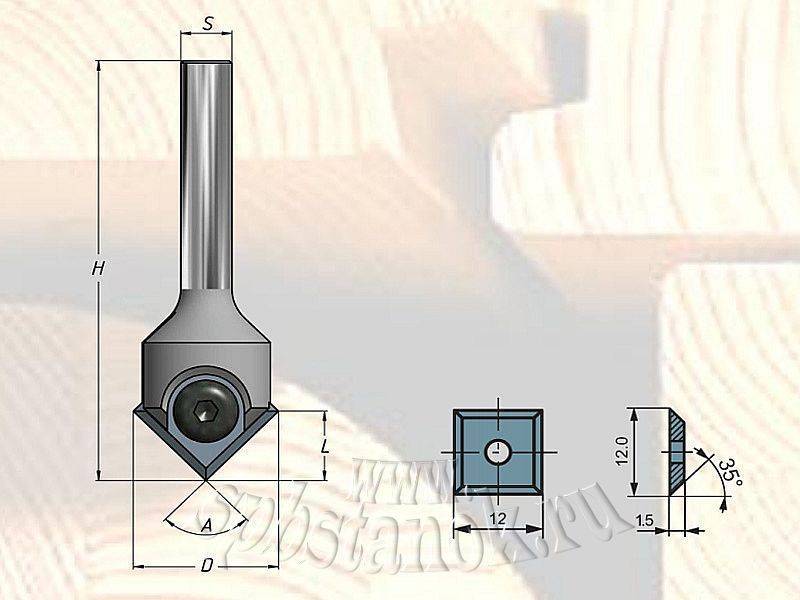
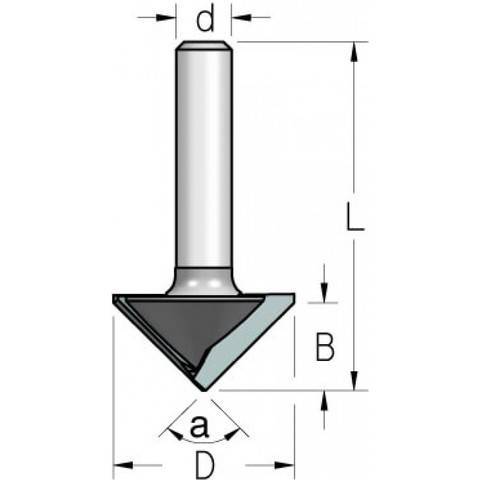
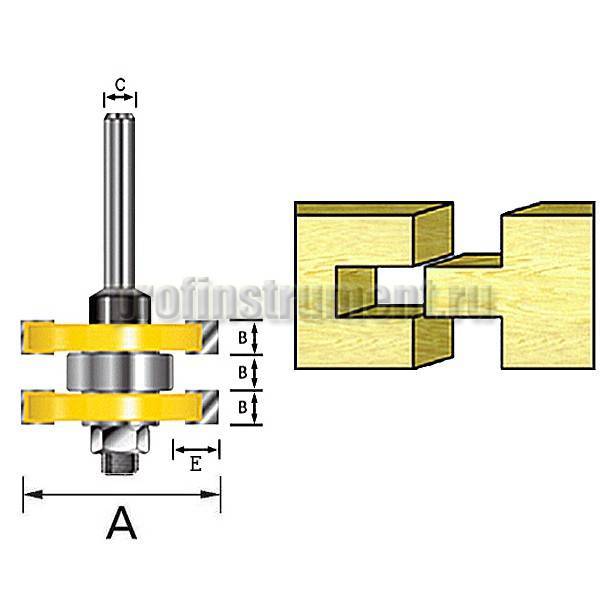
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
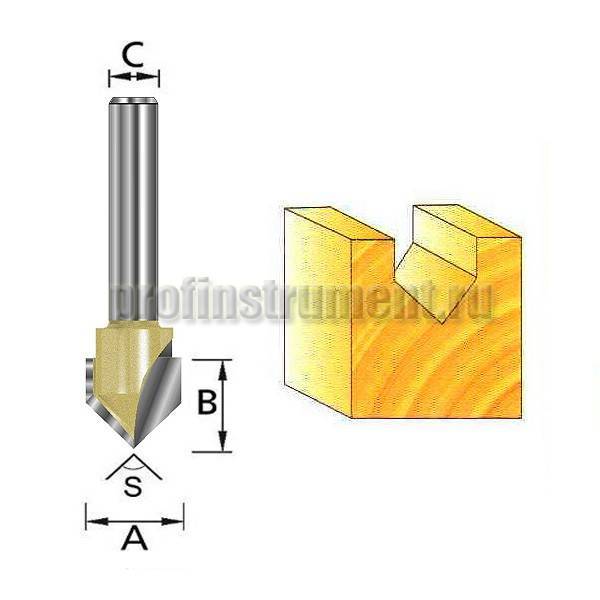
- угловая концевая фреза;
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.
Концевая фреза — для чего предназначена
Концевые фрезы от угловых отличаются конструктивно, и по предназначению. Концевые насадки нашли свое применение не только на станочном стационарном оборудовании, но и на ручном электроинструменте. Как уже упоминалось, концевая фреза имеет прямое сходство с обычным сверлом по металлу на дрель. Однако есть отличие, которое обусловлено наличием прямых режущих кромок на торце цилиндрического основания.
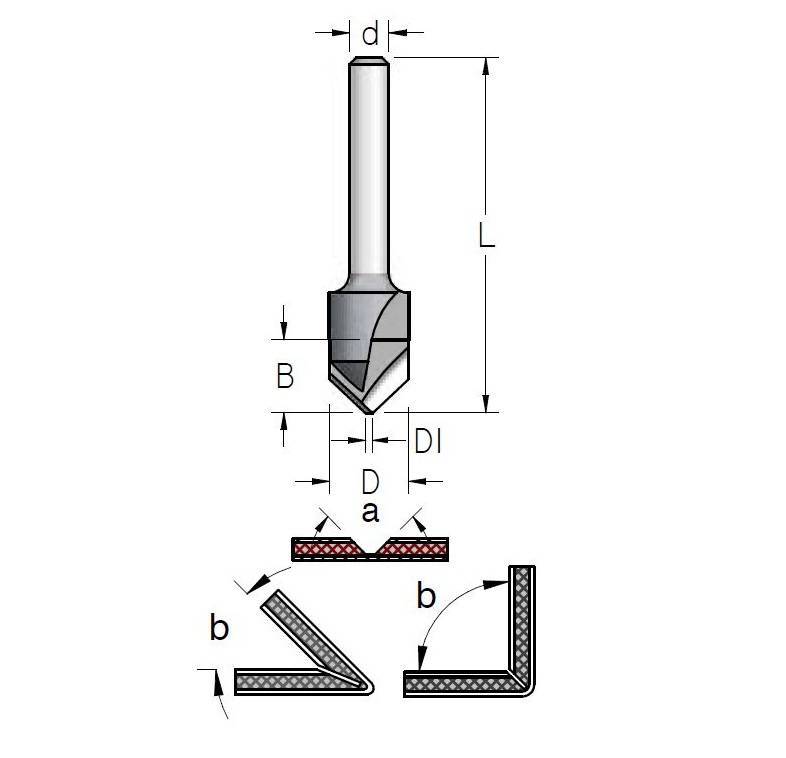
Концевая фреза предназначена не для сквозного сверления металла, а для изготовления пазов в заготовках. Изготавливается оснастка преимущественно из быстрорежущей и легированной стали. Конструкция концевой фрезы представлена на фото.

Основная фрезеровка находится на торцевой части насадки, а сбоку располагаются дополнительные лезвия. Эти лезвия могут иметь винтовую и наклонную форму, и предназначены они для отвода стружки из области реза. Другое название концевых фрез — пальчиковые, которые делятся на следующие виды по соответствующим признакам:
- Монолитные или соединенные с хвостовиком посредством сварочного соединения
- С цилиндрическим и коническим хвостовиком. Оснастку с цилиндрическим хвостовиком можно использовать на дрели
- С мелкими и крупными зубьями. Мелкозубые концевые фрезы позволяют осуществлять чистовую обработку, а крупнозубые служат для грубой обработки металла

На основании концевых фрез по металлу появились насадки сферической формы, посредством которых осуществляется обработка выемок, имеющих сферическую конструкцию. Такие фрезы еще называют шаровыми, так как имеют они форму шара. Есть еще радиусные шарошки, которые служат для выборки пазов, и грибковые, нашедшие свое применение для обработки Т-образных пазов на заготовках из чугуна, стали и цветных металлов.

Оснастка с цилиндрическим хвостовиком выпускается согласно стандарту ГОСТ 17025-81.
https://youtube.com/watch?v=gVJI7YAaQK8%3F


Назначение фрез по металлу
Назначение большинства образцов фрезерного инструмента определяется их типом. Так, торцевые фрезы, в частности, применяются в следующих производственных областях:
- В автомобилестроении (при обработке картеров коробок передач, например).
- При изготовлении оборудования, эксплуатируемого в нефтегазовой отрасли, а также арматуры для трубопроводов и других типов магистральных коммуникаций.
- При производстве специального инструмента, оснастки и других конструктивных форм.
Они востребованы и при производстве заготовок, входящих в состав сложного оборудования таких отраслей как общее машиностроение, энергетика и строительство.
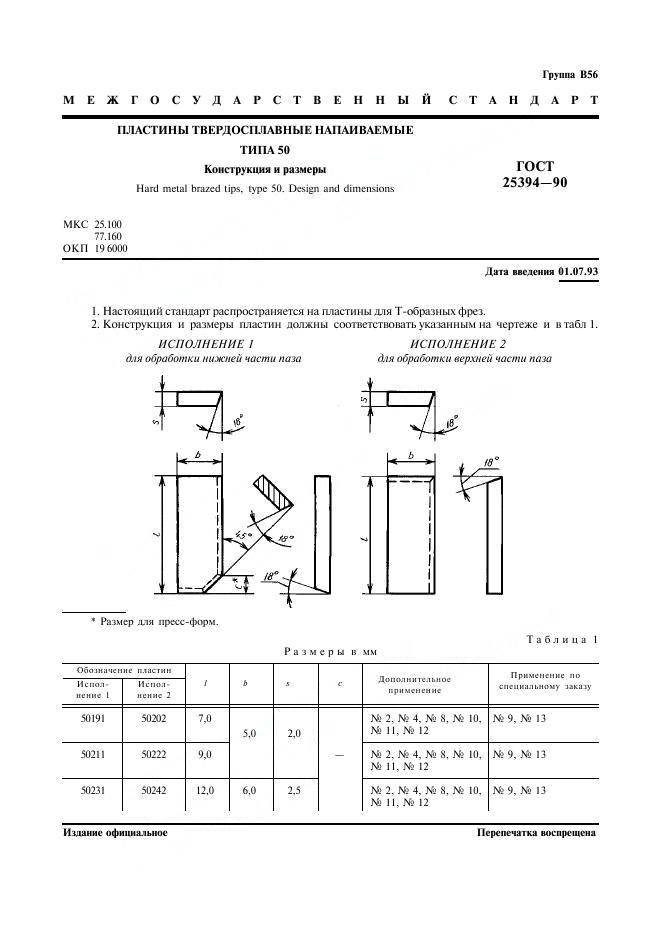
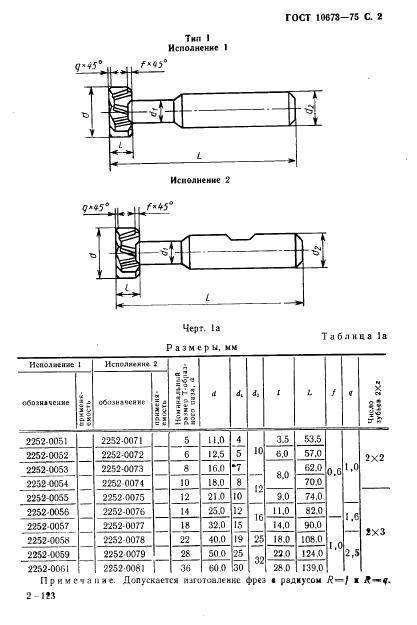
3.1 Типы и основные размеры
3.1.1 Фрезы следует изготовлять типов:
1 — с нормальными зубьями;
2 — с крупными зубьями.
3.1.2 Фрезы типа 1 изготовляют исполнений:
1 — с гладким цилиндрическим хвостовиком;
2 — с цилиндрическим хвостовиком с лыской;
3 — с цилиндрическим хвостовиком с резьбой;
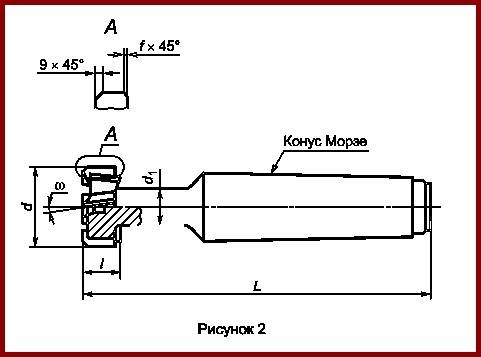
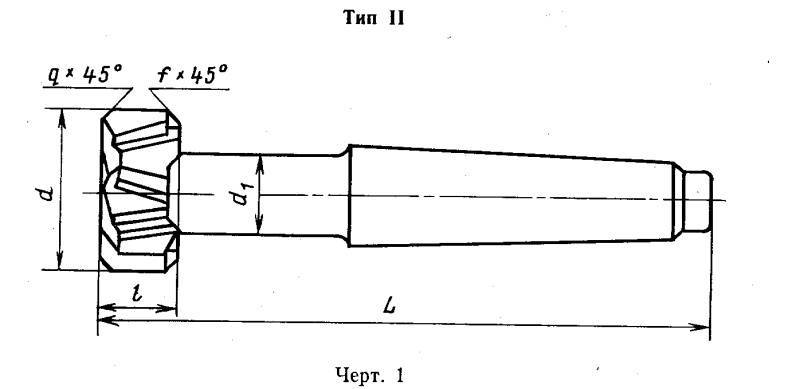
Фрезы типа 2 изготовляют только исполнения 4 — с коническим хвостовиком Морзе.
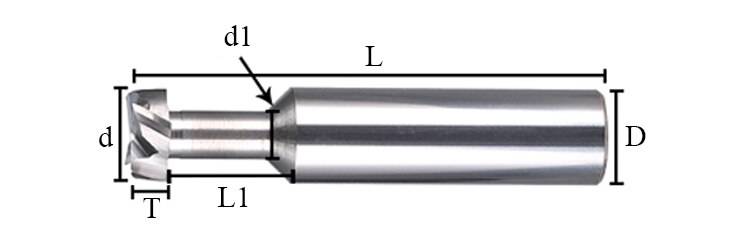
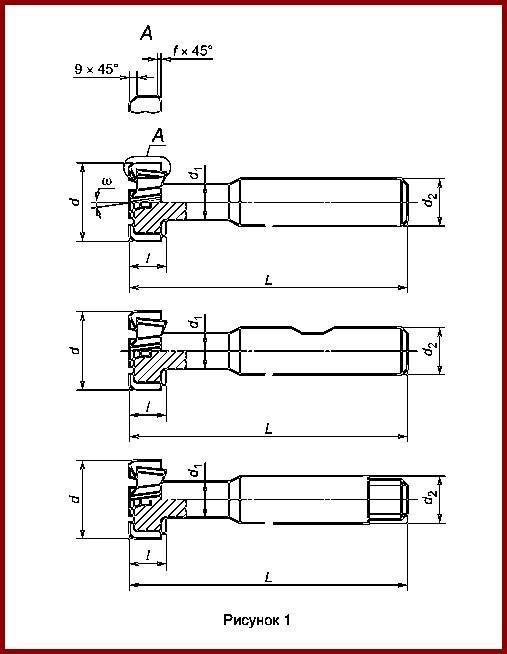
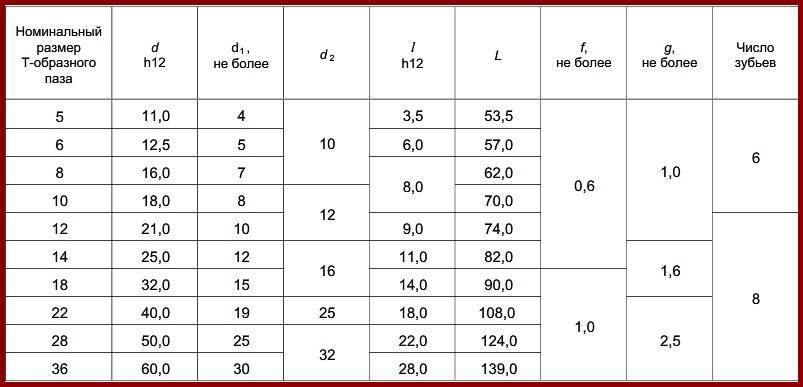
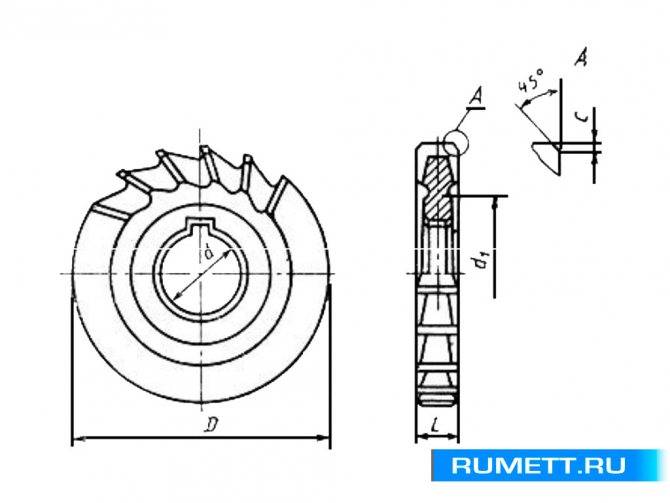
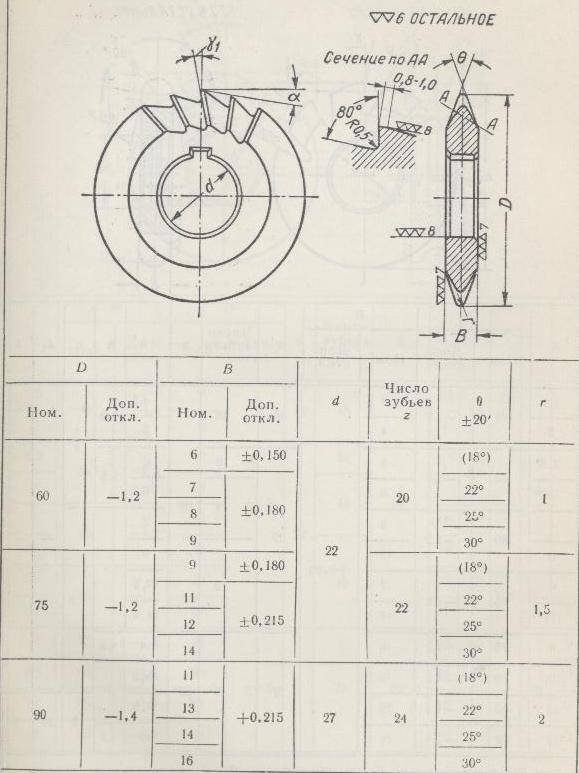
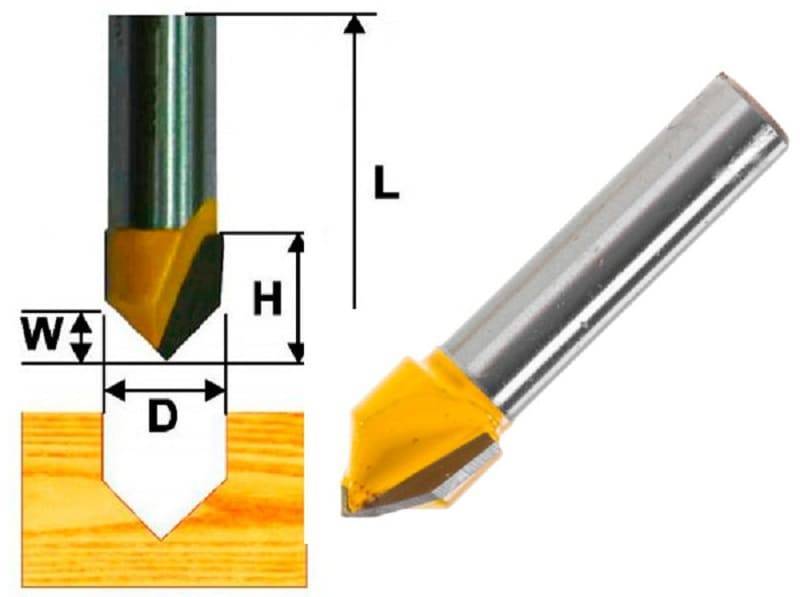
3.1.3 Основные размеры фрез исполнений 1, 2, 3 должны соответствовать указанным на рисунке и в таблице .
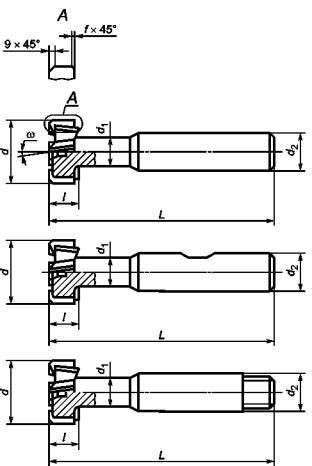
Рисунок 1
Таблица 1
Размеры в миллиметрах
dh2 | d1, не более | d2 | l h12 | L | f, не более | q, не более | Число зубьев | |
5 | 11,0 | 4 | 10 | 3,5 | 53,5 | 0,6 | 1,0 | 6 |
6 | 12,5 | 5 | 6,0 | 57,0 | ||||
8 | 16,0 | 7 | 8,0 | 62,0 | ||||
10 | 18,0 | 8 | 12 | 70,0 | ||||
12 | 21,0 | 10 | 9,0 | 74,0 | 8 | |||
14 | 25,0 | 12 | 16 | 11,0 | 82,0 | 1,6 | ||
18 | 32,0 | 15 | 14,0 | 90,0 | 1,0 | |||
22 | 40,0 | 19 | 25 | 18,0 | 108,0 | 2,5 | ||
28 | 50,0 | 25 | 32 | 22,0 | 124,0 | |||
36 | 60,0 | 30 | 28,0 | 139,0 |
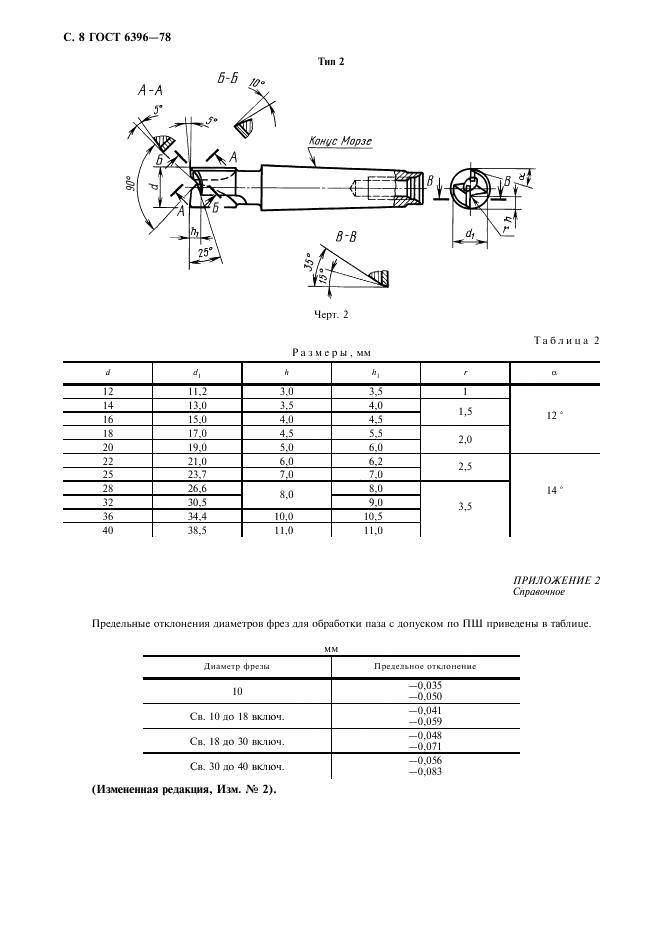
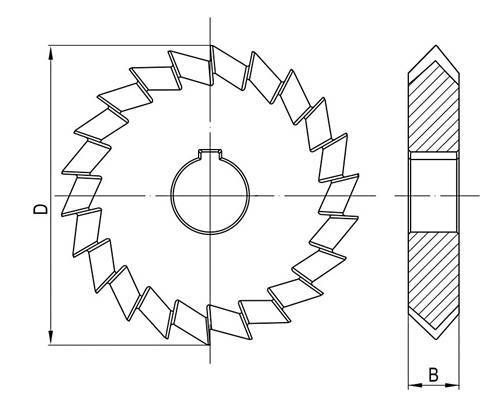
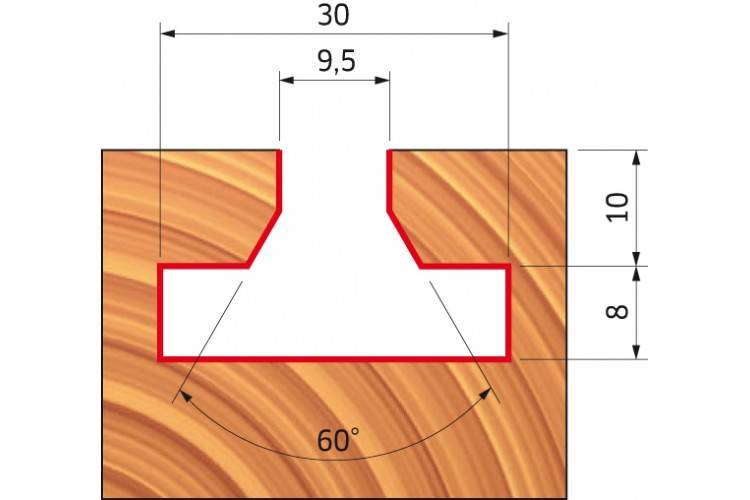
3.1.4 Основные размеры фрез исполнения 4 должны соответствовать указанным на рисунке и в таблице .
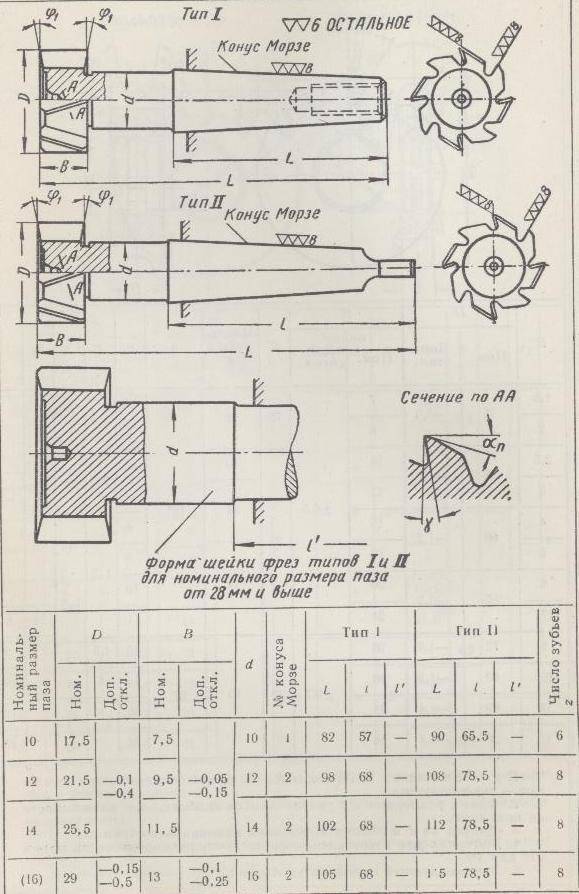
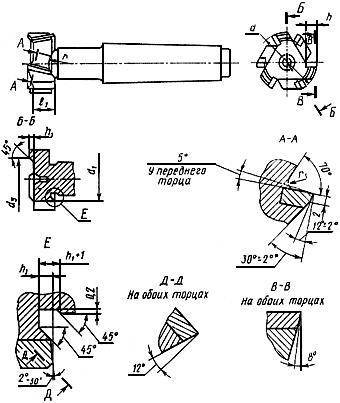
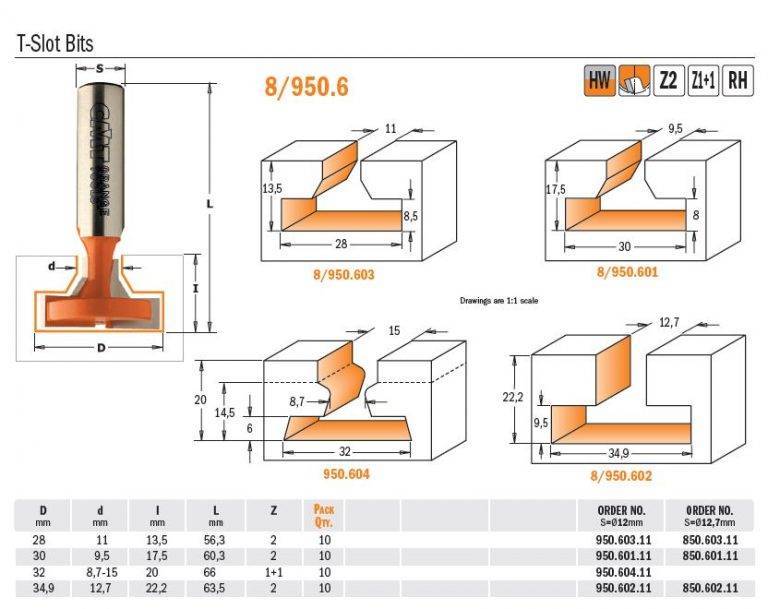
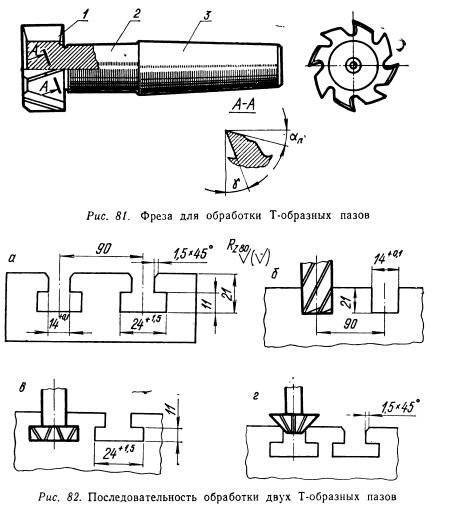
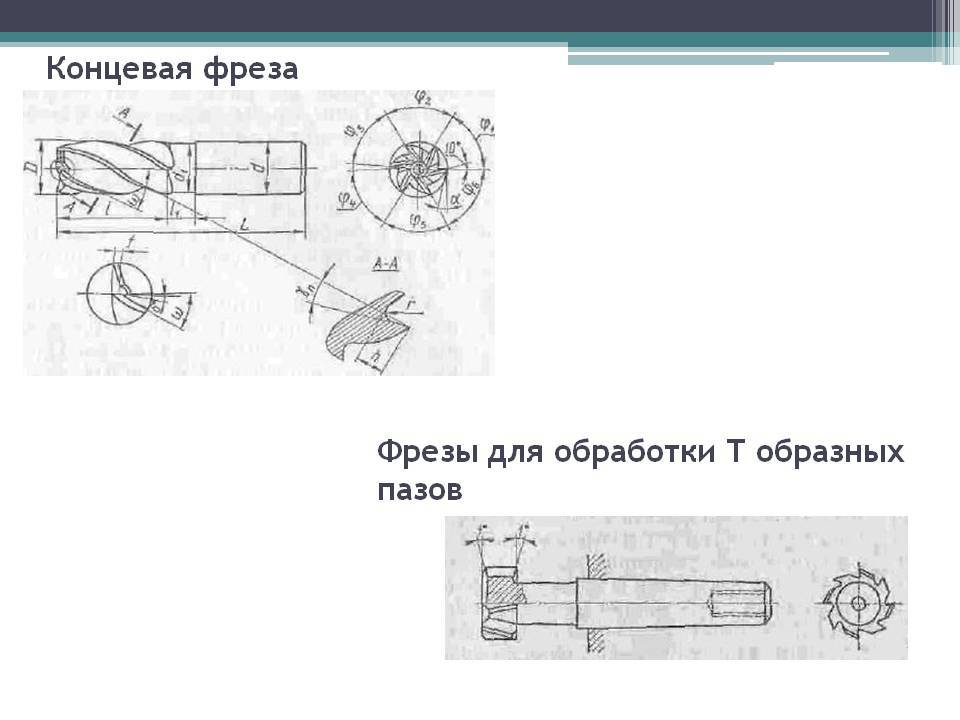
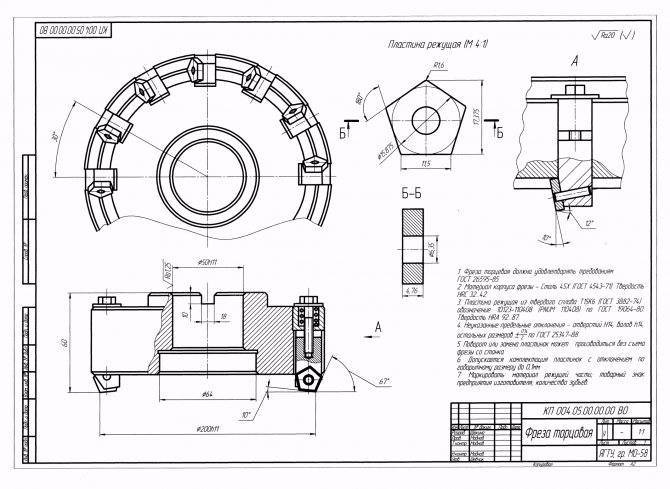

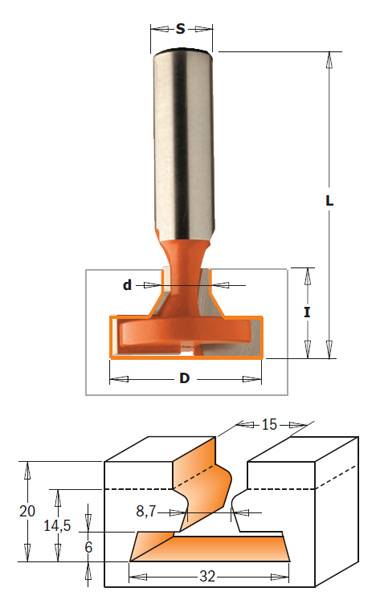
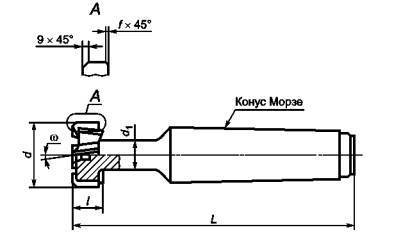
Рисунок 2
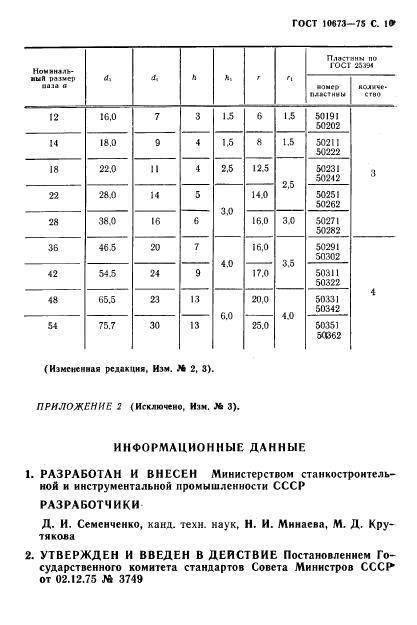
Таблица 2
Размеры в миллиметрах
Т-образного паза | d h12 | d1 не более | l h12 | L | f, не более | q, не более | Конус Морзе | Число зубьев для фрез типов | |
1 | 2 | ||||||||
6 | 12,5 | 5 | 6 | 73 | 0,6 | 1,0 | 1 | 6 | — |
8 | 16,0 | 7 | 7 | 77 | |||||
10 | 18,0 | 8 | 8 | 82 | 4 | ||||
12 | 21,0 | 10 | 9 | 98 | 0,6 | 1,0 | 2 | 8 | 6 |
14 | 25,0 | 12 | 11 | 103 | 1,6 | ||||
18 | 32,0 | 15 | 14 | 111 | 1,0 | ||||
22 | 40,0 | 19 | 18 | 138 | 2,5 | 3 | — | ||
28 | 50,0 | 25 | 22 | 173 | 4 | ||||
36 | 60,0 | 30 | 28 | 188 | 8 | ||||
42 | 72,0 | 36 | 35 | 229 | 1,6 | 4,0 | 5 | ||
48 | 85,0 | 42 | 40 | 240 | 2,0 | 6,0 | |||
54 | 95,0 | 44 | 44 | 251 |
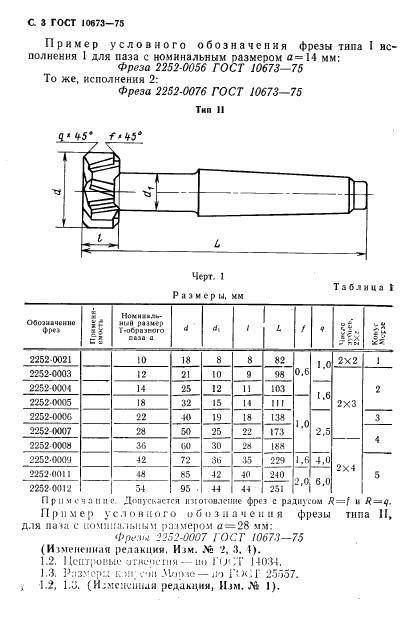
Пример условного обозначения фрезы типа 1, исполнения 1, с номинальным размером паза 6 мм:
Фреза 1 — 1 — 6 ГОСТ Р 53004-2008
То же, исполнения 2:
Фреза 1 — 2 — 6 ГОСТ Р 53004-2008
То же, исполнения 3:
Фреза 1 — 3 — 6 ГОСТ Р 53004-2008
То же, исполнения 4:
Фреза 1 — 4 — 6 ГОСТ Р 53004-2008
То же, фрезы типа 2, исполнения 4, с номинальным размером паза 12 мм:
Фреза 2 — 4 — 12 ГОСТ Р 53004-2008
3.1.5 Хвостовики фрез исполнений 1,2,3 — по ГОСТ Р 52965.





3.1.6 Размеры конусов Морзе — по ГОСТ 25557.
3.1.7 Центровые отверстия — по ГОСТ 14034.
3.1.8 Фрезы типа 1 изготовляют с углом наклона стружечной канавки w = 10°; фрезы типа 2 — с углом наклона стружечной канавки w = 15. . .25°.
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5
В корзине нет товаров В корзине нет товаров
+7(495)105-59-19
Русский Металл
RUMETT
»Инструмент »Режущий инструмент »Фрезы »Фрезы дисковые 3-х сторонние
Фреза дисковая трехсторонняя 100х16х32 Z=20 Р6М5 тип 1 (прямые зубья) производится по ГОСТ 28527-90, она предназначена для обработки пазов общего назначения и шпоночных пазов. Диаметр фрезы (D) 100 мм, ширина фрезы (L) 16 мм (поле допуска k11 — фреза общего назначения), посадочный диаметр 32 мм. Изготовлена из быстрорежущей стали Р6М5 и предназначена для обработки конструкционной стали и чугуна. Пример маркировки — фреза 2240-0214 Р6М5 ГОСТ 28527-90. |
Свойства и характеристики
| Диаметр фрезы (D), мм | 100 |
| Число зубьев, Z | 20 |
| Ширина (L), мм | 16 |
| d, посадочный диаметр (мм) | 32 |
| Обрабатываемый материал | конструкционная сталь и чугун |
| Номер по ГОСТ | 2240-0214 |
| Тип | тип 1 (прямые зубья) |
| Материал | Р6М5 (HSS) |
| ГОСТ | 28527-90 |
Связаные товары и скидки
ОбъявленияПоиск надежного поставщика металлопрокатаДействует до 28 февраля 2020гКупим паронит листовой любого размера толщиной 1,5 — 2 и 3 ммДействует до 31 декабря 2020г
RUMETT
Приглашаем партнёров к размещению товаров и услуг
- Спецразделы
- Горячие ссылки
- Услуги
- Для справки
Регионы поставки товаров: Россия, Казахстан, Беларусь, Молдова, страны Евросоюза. Монтажные работы только на территории РФ. Вся представленная на сайте информация, касающаяся технических характеристик, наличия на складе, стоимости товаров, носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ. Окончательные цены и условия указывает менеджер в выставляемом счет-договоре поставки в соответствии с ст. 506 ГК РФ.
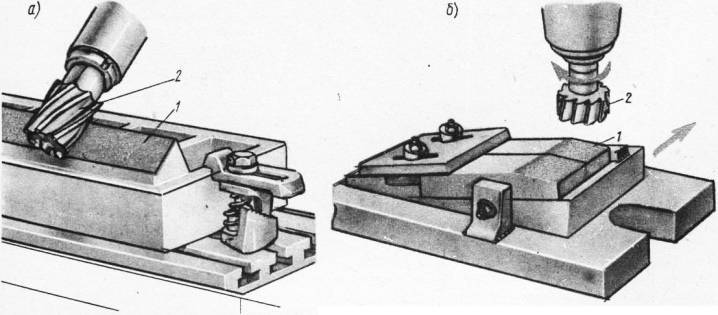
6 Шпоночно-фрезерные агрегаты для обработки валов
Если пазы должны иметь максимально точную ширину, их обработку следует выполнять на специальных шпоночных станках. Они работают шпоночным двузубым режущим инструментом, а подача на таких агрегатах выполняется по маятниковой схеме.
Шпоночно-фрезерное станочное оборудование обеспечивает обработку паза по всей его протяженности при врезании рабочего инструмента на глубину от 0,2 до 0,4 миллиметров. Причем фрезерование проводится дважды (врезание и подача в одну сторону, затем – те же операции в обратную сторону).
Описываемые станки оптимальны для массового и серийного изготовления шпоночных валов. Работают они в автоматическом режиме – после обработки изделия подача бабки в продольном направлении отключается автоматически и шпиндельный узел перемещается в начальное положение.

Кроме того, данные агрегаты гарантируют высокую точность получаемого паза, а фреза по периферии почти совсем не изнашивается, так как фрезерование ведется ее торцовыми частями. Минусом применения такой технологии считается ее длительность. Стандартная обработка пазов за два или один проход осуществляется в несколько раз быстрее.
Размеры пазов при использовании шпоночно-фрезерного оборудования контролируется либо калибрами, либо измерительным штрих-инструментом. В качестве калибров применяют круглые пробки. Замеры при помощи штангенглубиномера и штангенциркуля выполняются стандартно (устанавливается сечение, ширина, длина, толщина паза).
На современных предприятиях активно эксплуатируются два шпоночных станка: 6Д92 – для обработки концевым немерным инструментом закрытых пазов, и МА-57 – для фрезерования трехсторонним инструментом открытых пазов. Эти агрегаты, как правило, интегрируют в автоматизированные технологические линии.
Что предлагает компания «Абамет» и как сделать заказ
Компания «Абамет» может предложить не только станок, но и режущий инструмент, технологическую и инструментальную оснастку, СОЖ, т.е. все необходимое для его успешной работы. Инструмент, оснастка, СОЖ подбираются исходя из технологической проработки полученного технического задания. Наша служба сервиса обеспечивает всестороннюю оперативную поддержку и качественное гарантийное и постгарантийное обслуживание.
Чтобы сделать запрос на портальный фрезерный станок с ЧПУ свяжитесь с нами, пожалуйста, по бесплатному контактному телефону 8-800-333-0-222 или отправьте заявку с техническим заданием на электронный адрес info@abamet.ru. Сделать запрос можно также с помощью форм обратной связи на нашем сайте или обратившись в представительство компании «Абамет» Вашего региона.
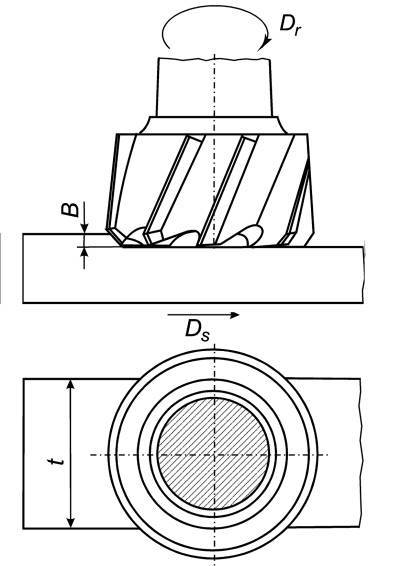
Выбор метода фрезерования поверхностей тел вращения
Торцевое фрезерование поверхностей тел вращения – 4/5 осей
Основной метод наружной обработки.
+ Небольшой вылет инструмента+ Небольшой диаметр инструмента/низкий крутящий момент+ Наружная обработка/нежёсткие заготовки+ Профильная обработка− Неидеальная цилиндрическая поверхность− Не подходит для внутренней обработки
Периферийное фрезерование поверхностей тел вращения – 3/4 оси
Тот же принцип, что и при круговой интерполяции (наружной/внутренней), но при одновременном вращении заготовки и фрезы.
Используется, в основном, для внутренней обработки.
+ Внутренняя обработка+ Цилиндрическая поверхность+ Узкие пазы+ Фрезерование резьбы+ Круглость− Не подходит для профильной обработки− Больший диаметр/высокий крутящий момент− Большой вылет
Государственные стандарты
Производство всех инструментов проводится при применении ГОСТа. В противном случае изделие не будет соответствовать установленным требованиям. Был составлен ГОСТ 9140-78 на шпоночные фрезы для стандартизации размеров и основных параметров. Кроме этого, ГОСТ 6396-78 на шпоночные фрезы также позволяет исключить вероятность приобретения изделия с плохими характеристиками.
Соответствие стандартам подтверждается соответствующей маркировкой. В нормативной документации встречается следующая информация:
- Диаметральный размер. Диаметр рабочей части и хвостовика может варьироваться в достаточно большом диапазоне. Зачастую диаметр выбирается с учетом того, что обработка должна проводится за один проход.
- Угол заточки. Режущая кромка может быть расположена под различным углом относительно оси инструмента. От этого показателя также зависит эффективность применения изделия и другие параметры.
- Длина стержня. В некоторых случаях нужно получить канавку с большой глубиной. Для подобных случаев выбирают вариант изделия с большой длиной стержня.
- Основные характеристики используемого сплава при изготовлении. Как ранее было отмечено, при изготовлении изделия могут применяться самые различные сплавы. Перечень марок также указывается в стандартах.
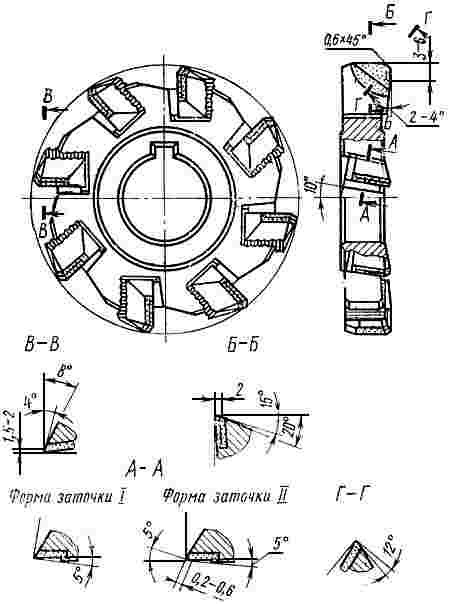
В нормативной документации также встречаются чертежи с подробным обозначением всех элементов. Она позволяет определить то, каким образом будет проводится заточка поверхности при обслуживании.
Производство одноугловых по ГОСТ 3960-78 проводят на территории стран СНГ. Во всех других странах применяются совсем другие стандарты, но параметры практически идентичны, есть таблицы для перевода.

Рассматриваемый инструмент рекомендуется приобретать исключительно у проверенных поставщиков
При выборе уделяется внимание маркировке, популярности бренда. Кроме этого, нужно проводить визуальный осмотр, так как даже незначительные дефекты могут указывать на низкое качество производство
Геометрические параметры
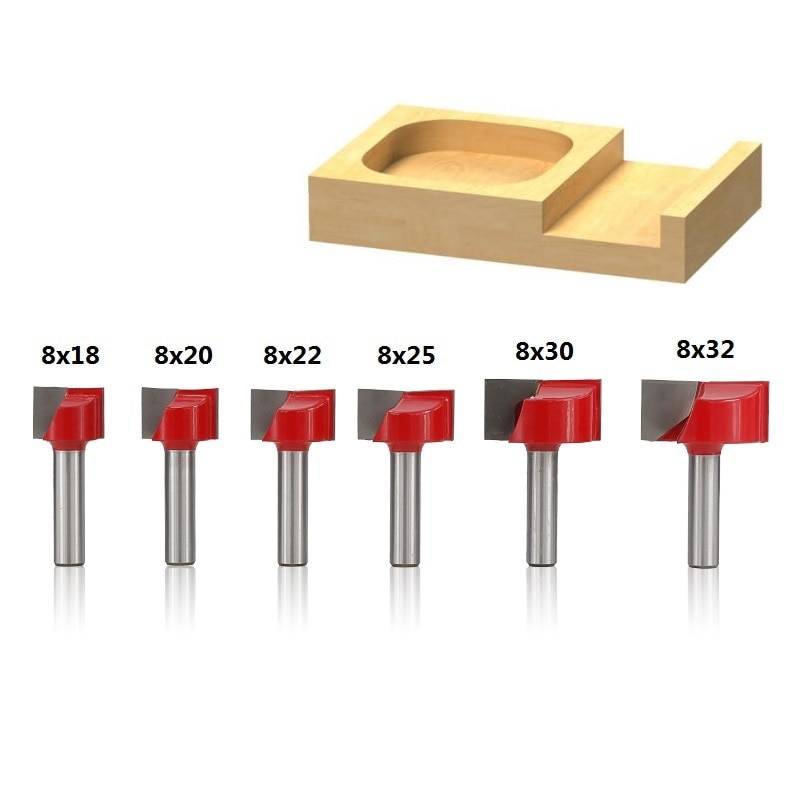
Совместимость фрезера или станка с конкретным фрезом определяется геометрическим параметрами. В частности, размер хвостика влияет на то, сможет ли установится цанговый зажим. Цанги используются с диаметром в миллиметрах 6,12 или 18. Определяется это сугубо индивидуально, иногда мастера даже слегка подстраивают инструменты, если наблюдается колебание даже в десятой части.
Внимательно следите за тем, чтоб не допустить использования инструментов и фрез, не рассчитанных на работу друг с другом. В частности, не допускается монтировать в дюймовую цангу фрезы с миллиметровым хвостиком и наоборот. Прибор может заработать и вам сначала будет казаться, что все нормально. Но в конечном итоге он поломает инструмент.
Также внимание обратите на способ установки, а точнее на то, насколько он комплектуется с исходным. Предназначаются:
- насадочного типа фрезы для шпинделя стационарного прибора 32 миллиметра;
- пальчиковые с диаметром от 6 миллиметров.
Несоответствие характеристик приведет к поломке инструментария.
Диаметр и размер хвостовика
Хвостик используется для фиксации оборудования. Выполняется:
- конический;
- цилиндрический;
- с лыской для избегания проскальзывания.
Монтируется подшипник, который выступает в роли упора — его легко заменяют в процессе износа. Диаметр может достигать 6 до 12 миллиметров — подбирается индивидуально для конкретной модели.
Материал лезвий
Насадки выполнятся из теодолитных или сборных конструкций. Выделяют фрезы из:
- быстрорежущей стали HSS;
- твердосплавных пластин НМ.
Первые действенные на мягкие породы, вторые — твердые.
Расположение режущих элементов
Конструкции могут располагаться по-разному:
- вертикальные;
- наклонные.
Конечно, меняется диаметр насадки, что позволяет делать разные отверстия, форма заточки, то есть самого инструмента в наклонных, что влияет на возможности поверхностной работы. В продаже сейчас встречаются многочисленные фрезы для ручного прибора, позволяющие проводить целый комплекс работ по дереву.
Нюансы выбора
Каждый тип рассмотренной в предыдущих разделах оснастки подходит для конкретных работ, так что его применение связано с определенным видом металлообработки. Так, в определенных ситуациях востребован монолитный фрезерный комплект, а иногда необходим инструмент со сменными пластинами.
При выборе подходящего для заданных условий типа оснастки рекомендуется учитывать следующие факторы:
- Объем фрезеровальных работ и их ассортимент.
- Качество обработки, в которой нуждается выбранная заготовка (первичная или вторичная).
- Тип и характеристики обрабатываемого металла.
- Конфигурация выборок, подготавливаемых при фрезеровании заготовок (обычная обработка, формирование пазов или отверстий и т. п.)

При выборе подходящего инструмента учитывается заданная точность обработки, позволяющая выдержать требуемые размеры.
Важно! Если потребуется выполнять однотипные операции, связанные с формованием контуров или фасонных выборок, внимание обращается на универсальные наборы фрезерного инструмента. В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке
В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке
В заключительной части обзора отметим, что грамотный и взвешенный подход к выбору нужного комплекта оснасток позволит сэкономить не только на стоимости самого инструмента, но на расходе металла, выбираемого при обработке.
Дисковые
- Прорезка пазов.
- Выборка металла на узком сегменте.
- Обрезка заготовок.
- Снятие фасок и для других целей.
Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Разновидности:
- Прорезные.
- Отрезные.
- Пазовые.
- Для резания с двух или трех сторон.
Торцевые
В основном применяются для обработки деталей с поверхностями ступенчатыми или плоскими. Инструмент ставится так, чтобы его продольная ось была перпендикулярна обрабатываемой поверхности.
Особенности – повышенная плотность зубьев на участке соприкосновения с заготовкой. Это обеспечивает равномерность и высокую скорость обработки металла. Наличие дополнительных режущих кромок (в торцевой части) позволяет добиться более «чистой» поверхности при обработке на фрезерном станке.
Цилиндрические фрезы — их разновидности и назначение
Для работы со сложными деталями и заготовками применяются цилиндрические фрезы. Для изготовления оснастки применяются такие виды сталей, как легированная, углеродистая и быстрорежущая. Выпускается оснастка с режущими кромками прямого и наклонного (винтового) типа. Оснастка эффективно справляется не только со сложными и многослойными поверхностями, но еще и с такими видами материалов, как чугун, конструкционная и жаропрочная сталь, оргстекло, а также стеклопластик.
Особой популярностью пользуются устройства, которые имеют винтовую форму режущей части. Они более эффективны, но самое главное, позволяют выполнять работку качественно
Для достижения высокой точности обработки, фрезеровщику немаловажно учитывать нагрузку, которую испытывает конструкция (зависит от типа обрабатываемого материала)
Цилиндрическая фреза с прямыми зубьями нашла свое применение в обрабатывании поверхностей на заготовках, к которым имеется прямой доступ. Найти такой вид режущей оснастки достаточно трудно, так как они не пользуются популярностью, и выпускаются далеко не всеми производителями. Фреза цилиндрическая с винтовой формой зубьев используется для обрабатывания поверхностей заготовок с узкими участками или труднодоступными местами. Чтобы уменьшить осевую нагрузку, применяются оснастки, имеющие разные углы наклона рабочей части. Их еще называют сдвоенными, так как их зубцы имеют разные углы наклона. За счет такой конструкции режущих кромок, в процессе резки происходит уравновешивание нагрузки.
В группе цилиндрических фрез имеются насадки, которые также называются «кукуруза». Свое название они получили посредством прямого сходства с овощной культурой. Применяется «кукуруза» для обработки уступов, а также с целью прорезывания канавок.