

Самодельный электрический профилегиб
Электрический профилегиб, доступный для самостоятельного изготовления, представляет собой ту же ручную конструкцию, отличие которой состоит в наличии электропривода для вращения роликов. Необходимо один из опорных роликов сделать приводным, установив на него шестерню зубчатой передачи. Она входит в зацепление с соответствующей шестерней понижающего редуктора, который соединен ременной передачей с электродвигателем. Подобным образом можно изготовить профилегиб как целиком, так и доработать имеющийся ручной вариант конструкции.
Необходимые инструменты и материалы
Для изготовления электрического трубогиба потребуются те же материалы и инструменты, которые перечислены выше. В дополнение к ним понадобятся:
- понижающий редуктор;
- электродвигатель с частотой вращения около 100 об/мин;
- натяжное устройство для ременной передачи (может быть совмещено с посадочной площадкой для двигателя).
Ни двигатель, ни редуктор самостоятельно изготовить не удастся, поэтому придется их приобретать в готовом виде.
Размеры и чертежи
Размер профилегиба с электроприводом ничем не отличается от величины ручной установки. Единственным изменением конструкции является площадка под редуктор и посадочная натяжная площадка под электродвигатель. Они могут быть установлены на станину с внутренней или наружной стороны, что определяется в процессе проектирования или по ходу сборки, если производится модернизация уже имеющегося станка. Принципиального отличия в конструкционном отношении не имеется, дополнительные элементы устанавливаются на свободный участок внутри станины.
Пошаговая инструкция по изготовлению
Порядок действий при сборке профилегибов с электроприводом практически не отличается от уже рассмотренной технологии создания ручного станка.
Отличием является установка редуктора и электродвигателя.
Оба узла крепятся на нижней части станины, кинематически соединяются в соответствии с особенностями конструкции.
Если используется сборка двигатель-редуктор, конструктивно выполненная как единый узел, задачей мастера станет лишь фиксация в определенном положении и соединение зубчатой передачей с опорным роликом. При использовании отдельных узлов сначала производится монтаж и соединение с роликом редуктора, после чего устанавливается электродвигатель и с помощью ременной передачи соединяется с редуктором.
Необходимо установить кнопку пуск-остановка, расположенную на видимой части станка, удобной для использования в случае возникновения экстренной ситуации.
Самостоятельно изготовить профилегиб могут только люди, имеющие опыт и навыки пользования слесарным инструментом и сварочным аппаратом. Если возникают сомнения в результате, лучше приобрести готовый станок или выйти из положения иным способом. Приобретение готового станка обойдется недешево, но, если планируется большой объем работы, расходы могут оказаться не слишком большими, а экономия времени — более предпочтительной, чес изготовление самодельного станка с непредсказуемым результатом.
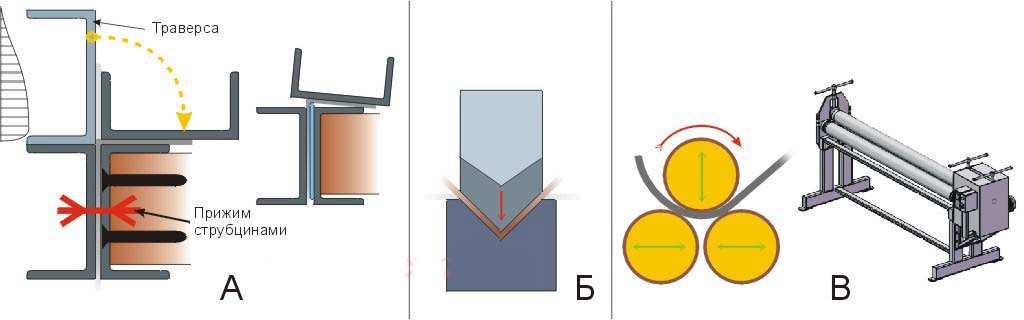
Классификация схем гибки листового металла
В зависимости от поставленных задач различают:
- свободную гибку, при которой деформирование металла производится в результате приложения изгибающего момента к определенному участку поверхности заготовки. в большинстве случаев свободная гибка выполняется непрофилированным инструментом, его главной особенностью является точное соблюдение радиуса гибки;
- гибку с калибрующим ударом, при которой заготовка обжимается по специальной матрице. для повышения уровня универсальности гибочного инструмента для калибрующей гибки, его часто выполняют сегментированным. деформирование производится приложением к заготовке усилия, а не момента;
- гибку с растяжением. процесс применяется для деформирования малопластичных металлов и сплавов (в частности, высокоуглеродистых сталей, сплавов алюминия с марганцем). при этом к краям заготовки во время деформирования прилагаются растягивающие напряжения;
- гибку роликовым инструментом, которую часто совмещают с профилированием непрерывного листового материала и отрезкой ножами. такая гибка носит локальный характер. усилие при этом незначительно, что позволяет вести процесс на автоматизированном оборудовании повышенной производительности.
Схемы гибки на листогибочных станках
Выбор оптимального способа гибки устанавливается следующими факторами:
- характером изменения оси заготовки после гибки;
- физико-механическими характеристиками деформируемого материала;
- производительностью гибки и последующей отрезки ножами;
- возможностью оперативной переналадки оборудования на выпуск продукции с другой конфигурацией готовой поверхности;
- уровнем суммарных энергетических затрат на гибку.
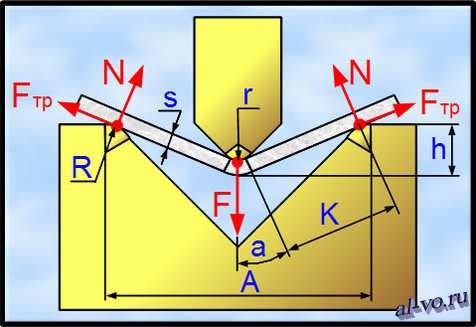
Силы, действующие при гибке на листогибе
Компактные роликовые листогибы
Все гениальное — просто!
ТО что изобрели владелецы фирмы WUKO Maschinenbau GmbH и есть — просто гениальные инструменты! Типичные компактные листопрокатные машины устроены так — металлический лист прогоняется через вращающиеся пары роликов специального профиля. Для этого нужна громоздкая и рама для крепления роликов, двигатель, привод (резиновые ролики) и сами профилирующие ролики. Минус — размеры, вес, дороговизна, сложность настройки и то что ролики спрофилированы только под один профиль.









Перти Хакала соединил максимально универсальную пару роликов и ручной привод (лист неподвижен — ролики движутся руками). В результате созданный ручной профилегиб достиг «карманных» размеров и способен на бесконечное количество разных профилей!!!! Еще огромный плюс этот минипрофилер -Бендер (от английского To Bend -гнуть) можен двигаться вдоль плавной кривой кромки металла!!!
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| Стоимость: 395.00 eur | ||||||||||||||||||||||||||||||||||||||||||||||||||
Описание: Листогиб роликовый с 2-мя опорными роликами Самый маленький в мире кромкогибочный механизм роликового типа позволяет создавать без особых усилий как доборные элементы, так и кровельные картины. Это – потрясающая экономия средств и пространства. Без ограничения длины гиба+ гнет по радиусу , мах высота отгиба 200 мм. 1400г. смотреть видео ….
|
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
Технология и оборудование для гибки листового металла
Листовая гибка – одна из наиболее распространённых операций обработки давлением. Её популярности способствует немалые технологические возможности получаемых изделий, а также относительная простота конструктивных схем деформирующего оборудования. Достаточной известностью пользуются польские (Metalmaster), китайские (Decker, Stalex), российские листогибы, листогибочные станки, производимые в США (Тапко, Ван Марк), а многие конструктивные исполнения листогибов доступны для изготовления своими руками. Производство листогибов занимает важный сегмент в профиле выпуска продукции прессостроительными компаниями.

Ручной мобильный листогиб
3 Алгоритм гиба металла на листогибах с гидроцилиндрами
Технология обработки листовых металлических заготовок на рассматриваемом оборудовании не имеет особых сложностей. При этом она обеспечивает максимальную производительность листогибов и высокую безопасность выполнения работ.
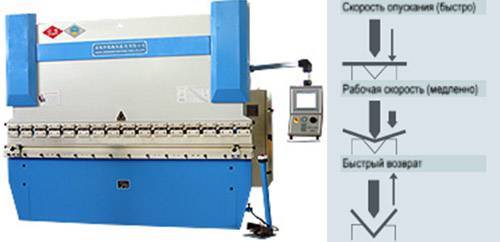
В целом процесс сгибания заготовок на интересующих нас агрегатах осуществляется в семь стадий:
- Траверсу надежно фиксируют в так называемой “мертвой верхней точке”.
- Запускают траверсу при помощи педали либо кнопки управления. Перемещение балки происходит с запланированной оператором скоростью сверху вниз. Указанная скорость именуется свободным падением за счет того, что до некоторого заданного момента она выше скорости непосредственно гибочной операции. При этом необходимо понимать – действительно свободного (то есть неконтролируемого) падения как такового не происходит – аппаратура, которой располагает любой современный гидравлический листогибочный пресс, контролирует каждое движение оборудования.
- Рабочую скорость балка получает в интервале переключения скоростей. На данном этапе отмечается синхронизация объема и скорости подачи в гидроцилиндры гидравлической жидкости, функционирования двух сторон траверсы и выбора запланированной рабочей скорости. Все озвученные процессы идут одновременно, за правильность их выполнения отвечают аппаратные регулировочные средства либо датчики.
- Траверса после получения нужной для работы скорости устремляется к другой мертвой точке (теперь уже к нижней). В этом положении балка остается определенное время, которого достаточно для обеспечения равномерной нагрузки на деталь, подвергаемую сгибанию.
- Траверсу начинают поднимать с четко обозначенной скоростью на необходимую по условиям техпроцесса величину. Данная стадия носит название декомпрессии. Она контролируется автоматически, правильность поднятия балки влияет на качество получаемого изделия не меньше, чем сама операция гибки.
- Траверса возвращается до мертвой верхней точки с достаточно большой скоростью.
- Отключение оборудования.
Добавим, что обработка заготовок на листогибах с гидроцилиндрами описывается тремя основными параметрами – рабочая длина станка, мощность развиваемой нагрузки на деталь, производительность за определенное время, а также несколькими добавочными характеристиками (дистанция между стойками агрегата, скорость выполнения рабочих операций, амплитуда, с которой может перемещаться траверса и другие).
Виды и конструктивные схемы оборудования для листовой гибки
Соответственно приведенным выше технологических схем гибки, производимое для указанных целей оборудование классифицируется по следующим показателям:
- по виду привода. Для гибки в конкретных производственных условиях может быть применён ручной листогибочный станок, или оборудование с механизированным приводом рабочего инструмента. Чаще других используются: листогиб механический (привод которого производится от кривошипно-шатунного механизма), листогиб с гидравлическим приводом, электромеханический и электромагнитный листогиб, магнитный листогиб. При наличии сети сжатого воздуха весьма эффективен листогибочный станок с пневматическим приводом;
- по кинематике перемещения механизма главного привода. Например, листогиб механический изготавливается с возвратно-поступательным перемещением рабочей балки. Ручной станок для гибки чаще всего выполняется как листогиб с поворотной балкой. Агрегат непрерывного действия представляет собой роликовый листогиб, в составе которого предусмотрен отрезной нож для отделения окончательно спрофилированных изделий друг от друга. Роликовый листогиб относится к гибочному оборудованию ротационного типа;
- по степени механизации процесса гибки различают листогибочный электромеханический станок с ЧПУ, который программируется индивидуально под конкретную операцию деформирования, и электромеханический листогибочный станок универсального назначения, в котором настройка листогиба производится путём установки нового комплекта сегментированного инструмента. Электромеханические агрегаты непрерывного действия (например, листогиб для профнастила), а также с программным управлением рентабельны при значительных программах выпуска гнутых изделий, в то время как прочее электромеханическое оборудование целесообразнее применять в мелкосерийном производстве;
- по точности производимых операций. Наибольшей точностью обладает листогибочный станок с гидравлическим приводом прижима рабочей балки. Длительность контактирования заготовки с инструментом снижает производительность процесса, зато обеспечивает лучшее качество гибки, когда при длительном прижиме ликвидируется инерционный эффект от пружинения. Ручной или электромеханический листогиб с поворотной балкой также гарантирует высокую точность готового изделия, поскольку поворотную балку можно удерживать в конечном положении ровно столько времени, сколько необходимо для полного снятия эффекта пружинения. Электромеханический Сегментальный листогиб с кривошипно-шатунным рабочим механизмом отличается кратковременностью силового воздействия инструмента на заготовку. Поэтому электромеханический пресс может быть эффективно использован лишь при гибке высокопластичных металлов (алюминия, низкоуглеродистых сталей);
- по способу фиксации заготовки во время проведения операции гибки и последующей отрезки ножом. Современный электромеханический сегментный листогиб, например, оснащается системой трёхкоординатного прижима, которая может оперативно переналаживаться под заготовку с иными значениями длины, толщины, угла гиба. Электромагнитный листогиб производит фиксацию заготовки при помощи встроенного электромагнита (что, впрочем, не может быть использовано при гибке изделий из нержавеющих сталей). Электромагнитный листогиб ненадёжен в условиях нестабильно подачи электроэнергии в помещения, где установлено оборудование такого типа. Магнитный листогиб (как правило, ручного исполнения) использует магнитную силу, требуемую для регулировки упоров, для гибки заготовки при фиксировании по координатам.
Область применения и разновидности
По своей сути листогиб представляет собой пресс, предназначенный для сгибания различных заготовок из листового металла. Преимуществом гибки с помощью станка является отсутствие деформаций металла, которые неизбежны при ручной гибке с помощью киянки. Гибочная балка обычно снабжается резиновыми накладками, которые обеспечивают сохранность поверхности при работе с окрашенными листами.








Гидравлический листогиб может сгибать листы из жести, меди, алюминия, а также из стали. При этом достигается очень высокая точность сгиба. На подобных аппаратах в основном изготавливают металлические детали для кровли и наружной отделки зданий — откосы, коньки, внешние и внутренние уголки. Также листогибы применяют в автомобильной, авиационной, судостроительной промышленности — везде, где человек имеет дело с листовым металлом.

Современные листогибы бывают трех основных типов:
- Ручные. В таких станках для сгиба применяется мускульная сила работника, передающаяся через систему блоков на механизм.
- Электрические. В них работа производится с помощью электрических двигателей.
- Гидравлические. Самый распространенный тип. Работает за счет энергии жидкости, подаваемой из цилиндров высокого давления.
Гидравлический листогиб может снабжаться программным оборудованием. Такие станки, снабженные ЧПУ (числовым программным управлением) обеспечивают более высокую производительность работы. Листогибы с ЧПУ могут программироваться на изготовление всевозможных деталей в автоматическом режиме.

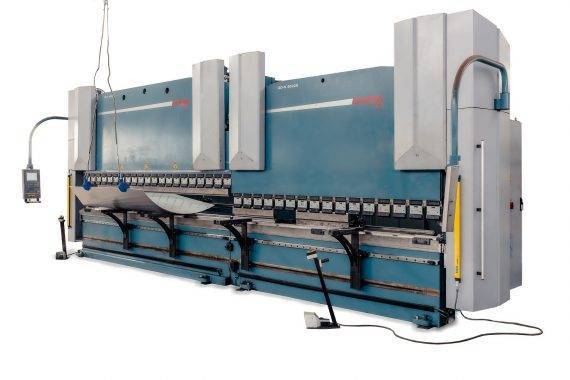
Современные аппараты не только могут читать чертежи и самостоятельно производить гибку, но даже могут снабжаться аппаратурой, подобной той, что устанавливается на 3D принтеры. Таким образом новейшие приборы с ЧПУ могут гнуть объемные детали и заготовки. Стоимость таких станков очень сильно различается — от десятков тысяч за механические, до нескольких миллионов за сложные гидравлические станки с электронным управлением. На фото вы можете видеть различные виды листогибов.
Как выбрать
В линейке инструментов от фирмы WUKO присутствует несколько моделей различных ручных листогибов, подходящих под разные требования. Принцип их действия одинаков: роликовый механизм загибает кромку при протягивании инструмента вдоль листа вручную. Инженерами компании в конструкции листогиба оригинально реализован процесс отбортовки металлического листа: роликовые направляющие одновременно служат рукоятью инструмента и метрической шкалой, позволяющей выставить необходимое расстояние для гибки. Видео демонстрирует, как работает инструмент.
Wuko Mini Bender. Самая простая модель ручного листогиба – Wuko Mini Bender имеет одну пару роликов. Модель 2020 позволяет делать загиб от 5 до 20 мм. Существуют варианты с возможностью получения более высокого борта: 2030 и 2050.

WUKO DUO BENDER. Для более высокой производительности выпускаются модели с двумя парами роликов. Они также различаются по величине загиба – от 200 мм (модель 3200) до 350 (модель 3350). Так же есть разновидность WUKO DUO Bender 3350 PLUS, укомплектованная дополнительной съемной ручкой и планкой для опоры. Модели с двумя рядами роликов предназначены для работы на прямолинейных участках.

- WUKO Uni Bender. Для работы на криволинейных участках, особенно при устройстве купольных конструкций, целесообразно применять специальные ручные роликовые листогибы. Они имеют дополнительный опорный ролик, упрощающий движение инструмента по радиусу.
- DISC-O-BENDER. Этот инструмент предназначен для формирования лежачего фальца при изготовлении горизонтальных швов, примыканий ендов, и прочих работах.
Модельный ряд роликового инструмента для ручной гибки предназначен для профессиональных кровельщиков и жестянщиков, выполняющих различные задачи по устройству фальцевой кровли и других изделий из листового металла. Ручные листогибы применяются как дополнительные удобные инструменты к листогибным и фальцеобразующим станкам, но при необходимости можно использовать ручной роликовый листогиб и для изготовления небольшого объема картин при монтаже кровли своими руками. Если вы решили использовать ручной роликовый листогиб для создания картин на кровлю, не забывайте, что формирование каждого изгиба происходит в несколько приёмов: инструмент отбортовывает кромку постепенно, за несколько проходов, поэтому изготовление всего необходимого объёма картин даже для относительно небольшой крыши загородного дома займёт довольно продолжительное время.
Самостоятельное изготовление
Конструкция ручного бендера проста и элегантна. В интернете можно найти чертежи, позволяющие при наличии доступа к токарному и фрезерному станкам и умении ими пользоваться повторить инструмент самостоятельно. Однако нужно учитывать, что инструмент заводского изготовления имеет специальное покрытие роликов – наиболее нагружаемой части.
Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
Эффективный листогибочный станок из металлических балок
Чтобы изготовить данный вариант вам необходим верстак с относительно гладкой и ровной поверхностью, материал — предпочтительно металл, но и дерево подойдет. Также понадобятся уголки с размерами полок 4-5 см, толщина — не более 5 мм.









Размеры данных деталей зависят в первую очередь от того, какой объем работ вы собираетесь выполнять. Вы можете также взять металлические балки, которые пригодятся только в том случае, если сложность и тяжесть работ действительно высока.

Вам будут необходимы: петля для дверей в размере двух штук, винты с диаметром от 1,5 см до 2,5, пружины. Обязательно нужен аппарат для сварки и перфоратор.







Чтобы сделать листогибочный станок из балок следуйте следующим инструкциям:
- Две балки кладут вместе, на концах врезают петли для дверей. Край должен быть срезан под сорок пять градусов. Третью балку должны срезать идентично, учитывайте что глубину нужно увеличить, потому как данная деталь должна быть более подвижной, в отличие от остальных.
- К одной из балок вы должны приварить две детали с обеих сторон. Их задача заключается в том, что они позволяют прикрепить фиксирующий болт.
- К деталям нужно прикрепить болты.
- Теперь необходимо прикрепить третью балку, а сверху прикрепить пластинки из металла, по центру которых необходимо сделать отверстия с диаметром больше, чем у болтов.
- Обрежьте пружины так, чтобы она приподнимала третью балку на один сантиметр максимум.
- К верхней части винта обязательно прикрепить два обрезка, которые будут использоваться как ручки.
- На третью балку теперь приваривайте ручку из любого понравившегося вам материала. После этого вы можете начинать работать.

Благодаря данному рецепту у вас получится такой станок, с помощью которого можно будет гнуть детали действительно внушительных размеров и толщины. Такой станок обязательно пригодится при строительстве чего-либо, ведь балки большого размера в магазине стоят действительно немало.


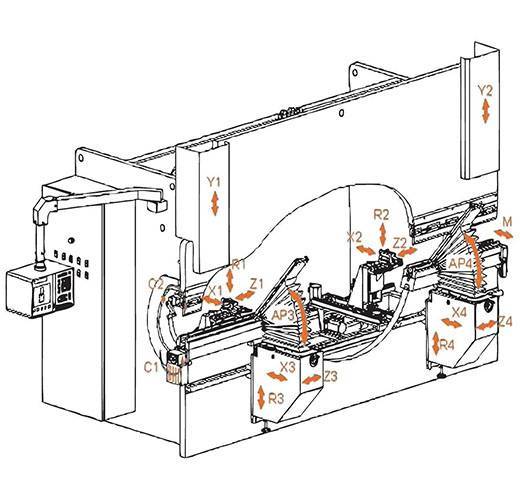
Что даёт оснащение оборудования числовым программным управлением?
Листогибочные прессы под наблюдением системы автоматики производят изделия повышенной точности. Датчики положения расположены на гидроцилиндрах и способны уловить изменения в несколько сотых микрометра. Ни один ручной станок не способен сравниться с современными разработками.
Листогибочные прессы могут иметь до девяти контролируемых осей. Каждый отдельный шаг программы всегда контролируется автоматикой, чем исключается из процесса производства человеческий фактор. Приложения для задания параметров предупреждают о неправильном их введении и блокируют перемещение узлов до исправления ошибки. Человеко-машинный интерфейс довольно прост и позволяет освоить его за несколько часов работы даже неопытному работнику.
Листогибочные прессы рекомендуется выбирать со множеством опций. Часто непродуманные условия работы оборудования могут полностью блокировать работу целой линии. Так, жаркая погода приводит к перегреву масла, а низкая температура окружающего воздуха не даёт нормально отрабатывать управляющим клапанам.
Импорт чертежей в станок
Для импорта чертежа в станок, на экране ЧПУ кликните на заголовок настройки, далее на закладку библиотека инструмента. В открывшемся окне кликните иконку «Переместить». Далее кликните иконку «Импорт». В появившемся проводнике укажите путь к нужному файлу, выделите его и подтвердите выбор.
Выбранный инструмент будет скопирован в пользовательский каталог. Параметры инструмента такие как высота, угол, радиус, сегмент пуансона с пяткой взяты непосредственно из чертежа. Усилие, группа, наименование, размеры сегментов сформированы из атрибутов, написанных в виде текста под чертежом.






Подготовка материалов и инструментов
Для изготовления станка-листогиба вам не обойтись без следующих инструментов и расходников к ним:
- электродрель и набор свёрл различного диаметра;
- болгарка, а также отрезные и шлифовальные диски к ней;
- сварочный аппарат и набор электродов;
- тиски для верстака, набор струбцин;
- набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).



Для подключения инструмента, если во дворе нет расположенной рядом с местом проведения работ розетки, потребуется катушечный удлинитель требуемой длины.
В качестве расходных материалов нужны:
- уголковый профиль из толстостенной стали;
- болты, гайки и шайбы (можно использовать гроверные);
- швеллер (П-образный профиль с частично заострёнными краями);
- правило (если в качестве ударно-спускового элемента используется именно оно);
- арматурный прут (допустима арматура с гладкой поверхностью);
- набор шарикоподшипников (если механизм предусматривает их использование).



Виды оборудования
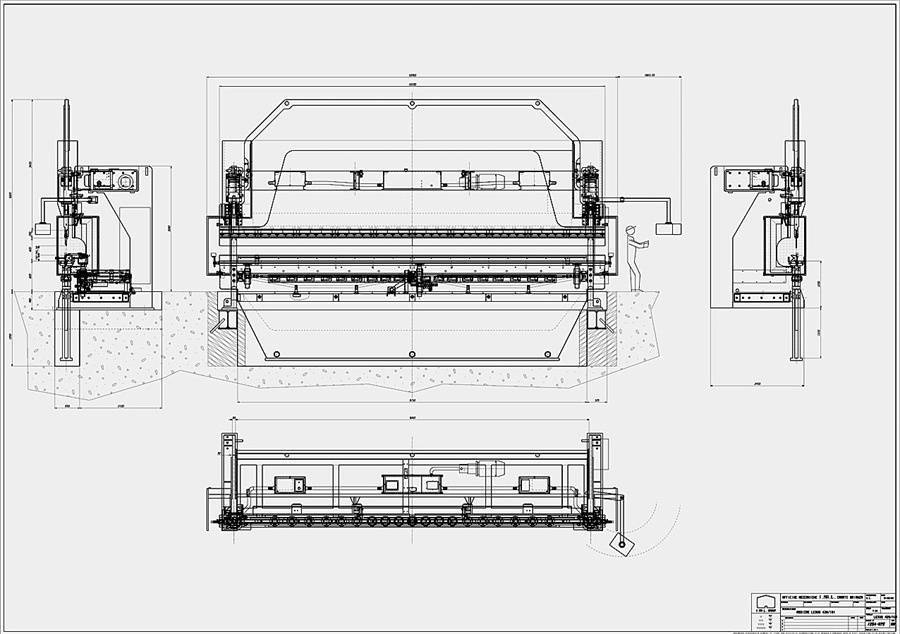
Прессы для свободной гибки листового металлопроката имеют схожую конструкцию и одинаковую компоновку главных узлов и агрегатов. Типичный представитель такого оборудования состоит из следующих компонентов:
1. Станина в форме портала, изготовленная из толстого листового металла. Состоит из опорного основания и двух широких С-образных стоек с боковыми проемами, соединенных наверху неподвижной поперечиной.
2. Нижняя листогибочная балка (рабочий стол) — длинная и узкая коробчатая конструкция, смонтированная на нижней части стоек. На ее торце крепится матрица.
3. Ползун (подвижная балка, траверса). По конструкции подобен нижней балке. Перемещается по направляющим, расположенным на торцах стоек станка. На нижней поверхности ползуна крепится пуансон.
4. Привод. Расположен на верхней части станины. Передает управляемое движение ползуну.
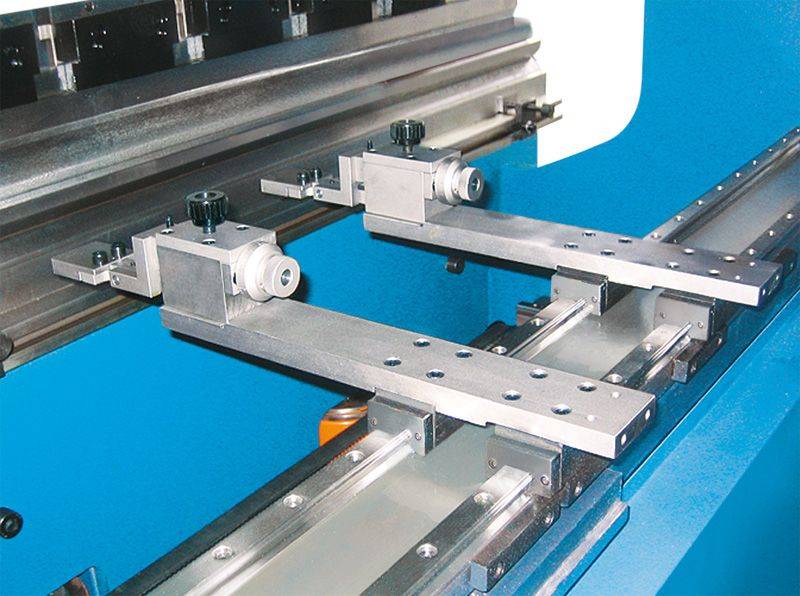
5. Задний упор. Расположен позади нижней балки и служат для точного позиционирования листового металла перед началом гибки. В самом простом виде выполнен в виде подвижной планки, параллельной матрице.
Кроме листогибов с верхним расположением ползуна встречаются станки, у которых он неподвижен, а листогибочная балка с матрицей и упорами перемещается снизу вверх. В этом случае привод располагается внизу, что повышает устойчивость станка, но возникает неудобство с тем, что обрабатываемая деталь и регулируемые упоры поднимаются вверх.
Существует несколько видов приводов, используемых на листогибочном оборудовании. Пневматические устройства перемещения ползуна сейчас применяются очень редко и только на станках небольшой мощности. Наиболее распространенный в недалеком прошлом кривошипный механизм в сейчас практически полностью вытеснен приводом с использованием силовых гидроцилиндров, который в настоящее время является самым массовым по применению на всех видах листогибов. А самым перспективным по точности, экономичности и удобству управления от ЧПУ является электромеханический привод, реализованный на шарико-винтовой паре. Но такие решения пока что не получили широкого распространения по причине дороговизны и сложности в реализации на крупногабаритном оборудовании.
Критерии выбора
Выбор модели листогибочного пресса обусловлен задачами, для решения которых он будет использоваться, и производится на основании технологических, производственных, эксплуатационных и экономических критериев. Первые из них основаны на конструктивных особенностях, размерах и толщине материала деталей, которые предстоит изготавливать на этом оборудовании. На основании этих показателей в первую очередь определяются габариты зоны обработки гибочного станка, которые складываются из следующих технологических характеристик:







- длина нижней балки листогиба;
- дистанция между стойками;
- высота подъема ползуна;
- расстояние от нижнего края пуансона до стола;
- глубина зева;
- предельный ход заднего упора по оси Z.
Еще один определяющий технический параметр — номинальное усилие прессование листогибочного станка. От его величины зависит толщина обрабатываемого материала, качество обработки и производительность пресса.
Производственные критерии вырабатываются на основании предполагаемого способа загрузки оборудования (единичное или партионное производство), а также требований к временным показателям процесса обработки листового металла. К последним относят нормы подготовительно-заключительного, вспомогательного и основного времени, минимизация которых достигается за счет механизации и применения ЧПУ. На эти производственные показатели напрямую влияют скорости выполнения следующих операций:
- подача заготовки и удаление детали из зоны обработки;
- технологическая наладка нижней балки и ползуна;
- замена листогибочного инструмента;
- наладка заднего упора;
- перемещение детали в зоне обработки;
- подвод, отвод и рабочий ход ползуна.
Экономические критерии выбора листогибочного станка в первую очередь базируются на нормативных сроках окупаемости оборудования. Здесь к основным факторам, кроме цены самого станка, относят стоимости его доставки, монтажа, пусконаладки и обучения персонала, а также эксплуатационные и производственные расходы. Эксплуатационные критерии, как правило, связаны с требуемой для листогиба производственной площадью, источником электропитания, а также его техническим обслуживанием.





