Как сделать свой станок
Изготавливать детали на гидроабразивном станке очень выгодно, так как не требуется дополнительная чистовая обработка, но новый станок стоит достаточно дорого. Его стоит приобретать только в том случае, если он будет постоянно загружен. Можно приобрести б/у, который обойдется намного дешевле или изготовить гидроабразивный станок самостоятельно. Главная трудность будет заключаться в покупке агрегатов для создания высокого давления и режущей струи. Кроме этого станок будет потреблять большое количество электроэнергии и воды.
Если же вы решили сделать станок своими руками, то вам понадобятся некоторые специфические детали, которые сделать невозможно самостоятельно. Станок с ручным управлением сделать намного проще, чем с ЧПУ, но возможности и функции будут ограничены.
Для создания станка понадобятся такие узлы и агрегаты:
- насос высокого давления;
- трубопроводы высокого давления;
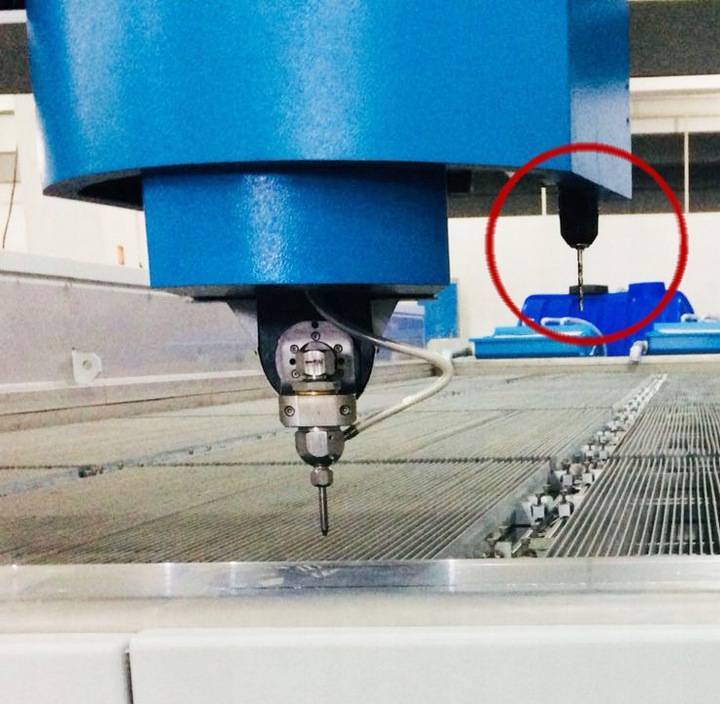
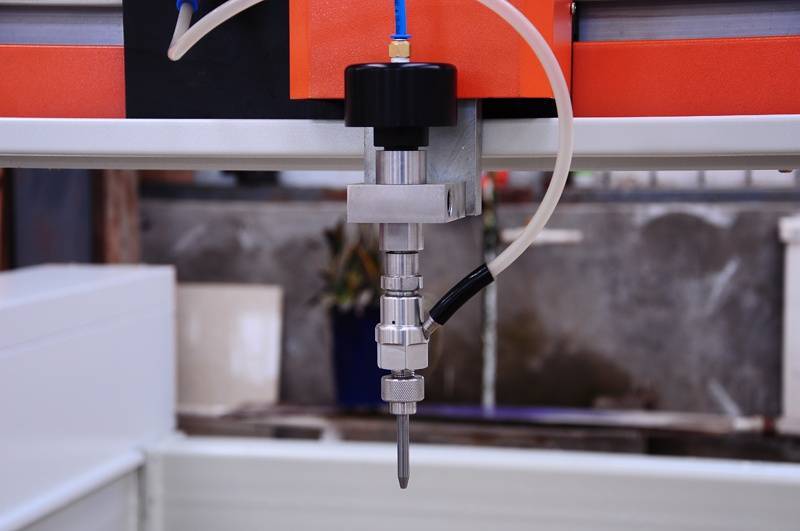
- режущая головка;
- координатный стол с ванной;
- приводы перемещения режущей головки и система управления;
- механизм подачи абразива;
- бак-отстойник;
- насос низкого давления;
- система фильтрации.
Так как работать станок будет в условиях повышенной влажности все компоненты нужно изготавливать и подбирать с высокими противокоррозионными свойствами (нержавейка, алюминий, пластик).
Для самодельного станка лучше использовать насос прямого действия, который стоит дешевле и намного проще в ремонте. Насос и режущая головка соединяются между собой при помощи трубок высокого давления, их можно купить в любом автомагазине. Режущую головку покупать нужно сразу со сменными штуцерами для резки различных типов материалов. Между насосом и режущей головкой обязательно устанавливается ресивер, чтобы нивелировать импульсы и получить устойчивую струю воды.
Координатный стол с ванной можно изготовить самостоятельно из нержавеющей стали. Основной проблемой является сама струя воды, которая способна разрезать не только заготовку, но и станину. Единственное, что ее может остановить – это сама вода, а точнее водяная ванна. Водяной слой толщиной 1 метр способен погасить струю до 600 атм. Рабочий стол делают в виде сот или ребер и устанавливают в ванну. Он обязательно должен быть съемный, так как со временем вода его разрежет. Ребра можно изготовить из металла или пластика.
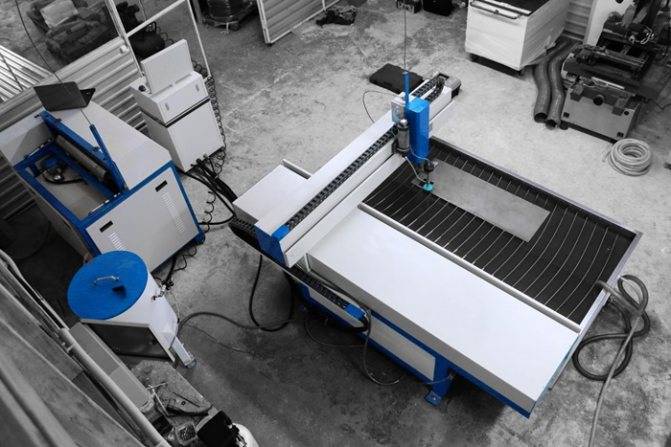
В данном типе станка станина остается неподвижной, а перемешается сама режущая головка по отношению к заготовке. Для этого нужно изготовить платформу, которая будет перемещаться в продольной и поперечной плоскости. Дополнительно можно установить поворотный механизм для изменения угла режущей головки и понадобится устройство для изменения высоты режущей головки для резки деталей различной толщины.
Механизм подачи абразива лучше купить, так как он выполнен из специальных материалов и имеет регулятор подачи песка. Бак для воды (около 2 кубов) можно сделать самому или купить любую пластиковую емкость. Он является основной емкостью для сбора и хранения воды, из которого вода с помощью насоса низкого давления будет подаваться на насос высокого давления. Перед баком обязательно устанавливается устройство для отделения песка от воды (сепаратор) и система фильтрации.
Применения в различных отраслях
Применение обработки с помощью воды практически не имеет границ. Но изготовить такие аппараты своими руками чрезвычайно сложно, поэтому использование в домашних условиях маловероятно.
В оборонной промышленности
Гидроабразивное оборудование обеспечивают высокую точность резки при работе со сложными композитными материалами, пуленепробиваемым стеклом, бронированными листами, титаном, сплавами. Для разрезания утилизируемых старых снарядов и работы со взрывчатыми веществами такая технология является наиболее безопасной.
В стекольной промышленности
Для резки зеркального, простого, ламинированного, узорчатого, ударопрочного, бронированного и армированного стекла гидроабразивные станки являются оптимальными. Они позволяют изготавливать стеклянные изделия всевозможных форм. Из этих элементов создаются витражи, панно, элементы декора и другие предметы.
В строительстве
В строительной отрасли гидроабразивная технология применяется для решения следующих задач:
- демонтаж различных конструкций;
- резка материалов (керамогранита, натурального камня, плитки и пр.);
- производство декоративных инкрустированных элементов;
- создание фигурных и сложных резов на трубах.
В машиностроении
Станки гидроабразивной обработки применяют в машиностроении для выполнения следующих операций:
- резка листового металла, пластика, композитных материалов и сверхпрочных сплавов;
- снятие фасок на обрабатываемых деталях перед выполнением сварочных работ;
- изготовление с высочайшей точностью элементов и деталей сложной конфигурации;
- удаление дефектов термической обработки (окалины, наплывов и др.).
В автомобильной промышленности
Гидроабразивное оборудование в автомобилестроении применяется в следующих целях:
- изготовление различных пластмассовых деталей (приборных панелей, бамперов и др.);
- раскрой элементов декора салона автомобиля (фальшпотолков, ковриков и пр.);
- вырезка кузовных элементов из тонкого металла;
- производство трехмерных деталей со сложным конструктивом;
- раскрой многослойных стекол для автомобилей (триплекс).
В резинотехнической промышленности
Технология гидроабразивной обработки является отличным решением для работы с резиной разной плотности и толщины (до 300 мм). Резка происходит при достаточно низких температурных показателях (не более 90°C), поэтому не меняется структура самого материала и края не оплавляются.
В электротехнической промышленности
В электротехнической области станки для гидроабразивной резки находят применение для:
- производства деталей из слюды и композитных материалов;
- резки электротехнической стали, трансформаторного железа, меди и всевозможных сплавов;
- раскроя аморфных металлов;
- работы с резиной, пластиком, целлюлозой.
В авиационной и аэрокосмической промышленности
Гидроабразивные станки стали незаменимы для выполнения следующих задач:
- изготовление пространственно сложных деталей из титана, алюминия, циркония и разных сплавов;
- раскрой композитных материалов без нарушения структуры и расслоения;
- производство элементов со сложным контуром;
- выполнение замкнутых сложных вырезов в листовых заготовках.
В инструментальном производстве
Использование гидроабразивной технологии в инструментальном производстве позволяет осуществлять обработку стали, сплавов, а также материалов, обладающих повышенной твердостью. С помощью такого оборудования изготавливаются элементы пресс-форм, штампы, различный монолитный мелкий инструмент, сложные детали и технологическая оснастка.
![Гидроабразивная резка металла своими руками [технология]](https://101benzopila.ru/wp-content/uploads/6/d/9/6d9e0838e1268cd4dc3e49ec16cc6e59.jpeg)









Плюсы и минусы технологии

К достоинствам резки такого типа можно отнести четкость линии раскроя, возможность справляться практически с любыми металлами, а также взрыво- и пожаробезопасность операции. Среди недостатков такой обработки отмечают низкую скорость при работе с тонколистовой сталью, невысокий уровень износостойкости функциональных элементов и дороговизну расходного материала, то есть абразива. Тем не менее экономически технология себя оправдывает. Например, услуги гидроабразивной резки металла позволяют качественно справиться с ответственными операциями при подготовке материала для последующего монтажа. Более того, сэндвич-панели, сотовые листы и другие ячеистые стройматериалы можно резать только таким способом. Для повышения производительности многие компании также практикуют и пакетную резку, что позволяет экономить время.
Преимущества метода
Гидроабразивная резка металла незаменима при обработке толстостенных заготовок. Получить действительно качественную линию среза возможно только таким методом. Применение гидравлической резки актуально при прокладке труб, в которых будет высокое давление. После резки, на всей линии, какой бы длинной она не была, не останется ни окалин, ни заусенец: никакой дополнительной обработки не требуется.
Нужно учитывать, что станок такого типа стоит дороже, чем более простые аналоги. Но изначальная стоимость компенсируется ценой расходных материалов, крепежных элементов и дополнительных узлов. Еще один плюс работы с гидравликой – даже при долгой работе не появляется дымовая завеса, пыль не летит во все стороны. К тому же не нужно следить за тем, насколько режущий инструмент острый, периодически заменять его и покупать дополнительное оборудование для заточки.
https://youtube.com/watch?v=78FBX3-l8I8
Резка металла водой
Одновременно с этим гидроабразивный способ резки металла позволяет поддерживать высокую скорость производства за счет быстрой скорости обработки металлических заготовок. Скорость резки не изменяется даже при обработке толстостенных заготовок. При этом гидроабразивный станок позволяет обрабатывать не только металл, но и стекло, резину, пластик и иные многослойные заготовки.
Виды гидроабразивных станков и особенности их применения
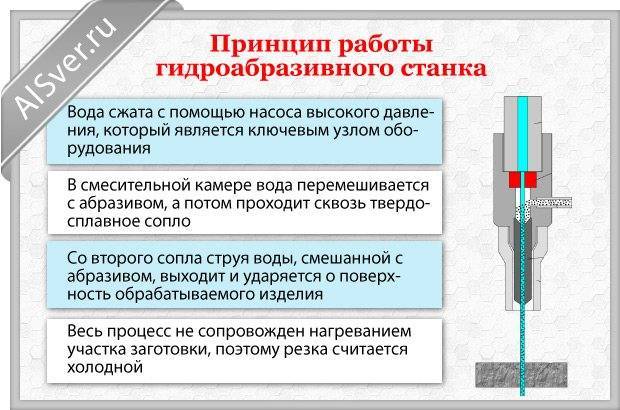
Принцип действия гидроабразивного оборудования для резки металла и других материалов заключается в эрозийном воздействии состава на обрабатываемую заготовку путем выработки аппаратом высокоскоростной абразивной струи.
Механическая сила струи позволяет отрывать и уносить скоростным потоком твердофазных микрочастиц частицы материала.
Эффективность и стабильность воздействия струи обеспечивают конкретно подобранные параметры резки, такие как расход жидкости, давление и величина абразивной крошки.
Существующие виды станков для водно-абразивной резки отличает конструкция, рабочая мощность, назначение и цена.
Вмешательство оператора в работу станка гидроабразивной резки с системой ЧПУ минимально, все, что ему необходимо сделать, это своими руками загрузить в компьютерную программу нужный чертеж и указать тип материала, его толщину и скорость резки.
Второй вид станков, который заслуживает отдельного внимания, – портативный.
Обычно их применяют для резки в опасных местах – в нефтяной и противопожарной сфере.
ВАЖНО ЗНАТЬ: Выбор аппарата воздушно-плазменной резки металла
Портативный станок незаменим для водно-абразивной резки металла при строительстве подземных тоннелей и колодцев, а также для резки опасных трубопроводов.
Видео:
Рассматриваемое переносное устройство отличает скорость резки и высокая точность проводимых работ, за счет чего может применяться не только для резки металла, но и камня.
Кроме того, на сегодняшний день различают два метода водоструйной резки материалов: гидрорезка и гидроабразивная резка.
При этом две указанных технологии между собой имеют минимальные отличия.
В первом случае резка материала выполняется без использования абразивного состава – механическое воздействие на заготовку оказывает водная сверхзвуковая струя.
При этом гидроабразивная резка имеет в тысячи раз большее механическое воздействие, чем высокоскоростная струя без абразивной крошки.
Поэтому каждый метод водоструйной резки имеет свое назначение.
Например, гидрорезке найдено применение в обработке мягких материалов, включая цветные металлы, а резку с абразивом используют для обработки твердого металла, керамических и композитных материалов.
Видео:
В промышленной сфере чаще всего практикуется использование станков гидроабразивной резки, оснащенных системой ЧПУ. Их применение позволяет обрабатывать нержавеющую сталь с толщиной листа до 200 мм.

![Станок гидроабразивной резки [виды, описание]](https://101benzopila.ru/wp-content/uploads/c/2/0/c20ca06cebeec1139a0ecfffdff997d3.jpeg)






Для таких станков не играет большой роли твердость материала, который может быть как сверхпрочным, так и с повышенным показателем мягкости, это может быть цветной или черный металл.
С помощью интенсивной 1мм водной струи можно добиться четко очерченных контуров углов с высоким допуском.
С их помощью стеклянная отрасль производит пуленепробиваемые изделия с микронной прочностью, тонкий хрусталь.
Гидроабразивное оборудование позволяет осуществлять резку всех без исключения материалов, от пружинных каленых сталей до капризных цветных металлов и их сплавов, а также графита, бумаги, ткани и резины.
ВАЖНО ЗНАТЬ: Выбор и применение газового резака по металлу
Добиться качественного плотного раскроя материалов позволяет тонкая струя, а увеличить производительность удается, благодаря автоматизации процесса и наличию в системе станков ЧПУ.
2 Установка гидроабразивной резки металла – особенности конструкции
Установка гидроабразивной резки настолько же уникальна, как и сама технология, несопоставима по конструкции ни с одним известным оборудованием для подобного вида обработки изделий. Первая ее особенность – наличие рабочей ванны, в которой происходит резка, имеющей следующие элементы:
- Несущие опоры из нержавеющей стали, приспособленные для простой, быстрой замены при наступлении износа.
- Быстросъемные ребра для поддержки разрезаемого материала. Устанавливаются на несущие опоры и обеспечивают их защиту от гидроабразивной струи.
- Система быстрого набора, выпуска воды, обеспечивающая обработку заготовок, полностью погруженных в водную среду – рабочая зона защищена от образующейся пыли (остается в воде) и шума, уровень которого снижается до 65 Дб.
Следующая особенность – бак для абразива, обеспечивающий простоту работы с оборудованием:
- конструкция позволяет пополнять запас абразивного материала даже в процессе работы установки – существенная экономия времени;
- оборудован датчиками контроля объема абразива.
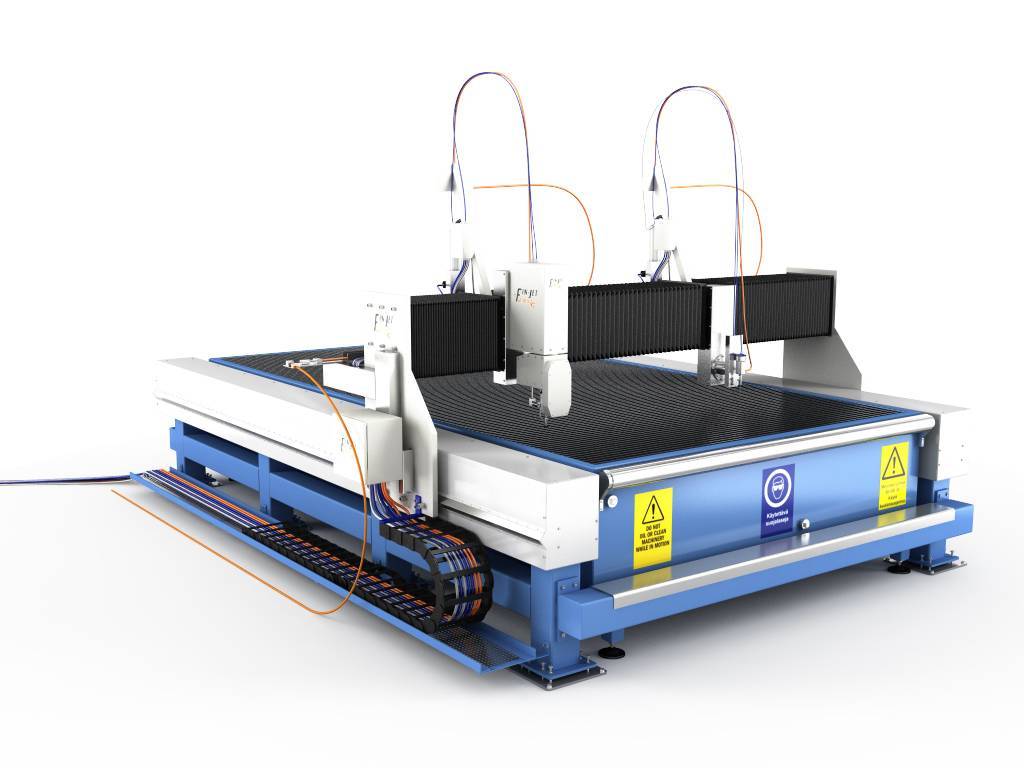
Имеет свои особенности и система перемещения:
- У станка консольная конструкция, оснащенная ременным приводом, осуществляющем перемещение по осям.
- Ременной привод наиболее приспособлен для использования на гидроабразивных станках, так как практически не боится, когда в него попадает абразивный материал. Привод прост в эксплуатации, а в случае износа легко заменяем.
- Высокая точность позиционирования (±0,025 мм) обеспечивается индуктивными линейными датчиками.
- Осевое перемещение осуществляется по линейным направляющим, благодаря чему обеспечивается плавность скорости и хода, точность позиционирования.

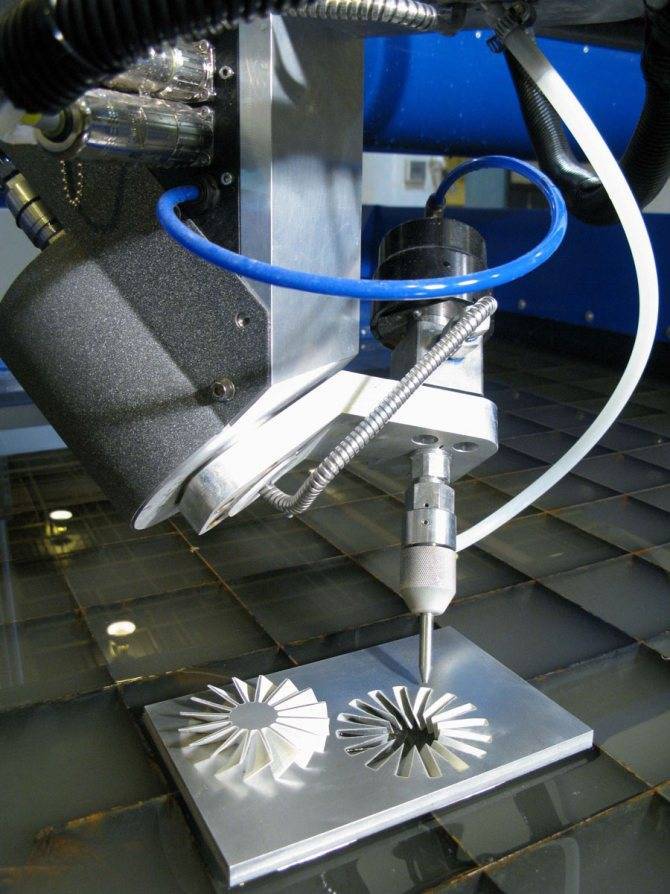
Самый важный узел гидроабразивной установки – насос высокого давления, осуществляющий сжатие и доставку воды в рабочую зону. Автоматическое управление всеми параметрами процесса резки производится системой ЧПУ. Для удобства быстрой и точной настройки или привязки все станки оснащены переносным пультом с маховичком.
Система поддержания постоянного зазора представляет собой особый контактный механизм, перемещающийся по листу и обеспечивающий поддержание оптимального расстояния между поверхностью изделия и фокусирующей трубкой. Это способствует качеству и точности реза, а также не допускает опасности столкновения трубки с заготовкой.
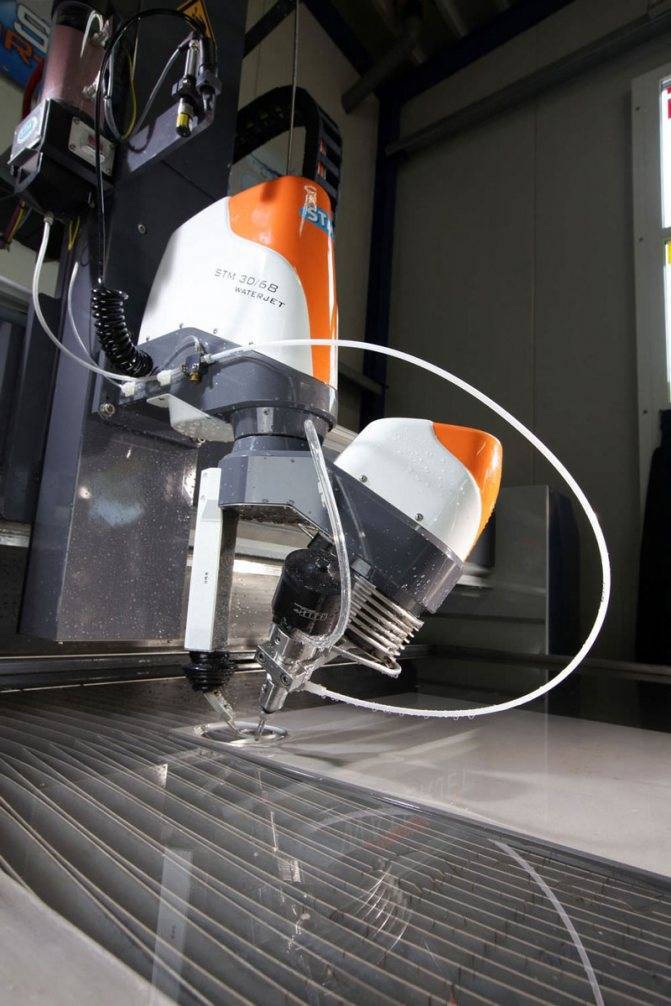
Особая конструкция станков – угловая голова:
- обеспечивает подвижность режущей головки в 2 плоскостях с поворотом на углы наклона до 60° включительно – это позволяет обрабатывать криволинейные поверхности, фаски, компенсировать конусность в процессе обработки;
- конструкцией предусмотрено, что при выполнении фаски или компенсации конусности перемещение происходит только по 1 поворотной оси – это обеспечивает неизменность угла и высокую точность;
- сложные поверхности могут обрабатываться одновременно по 5 координатам.
Станок для гидроабразивной резки металла оборудован системой загрузки обрабатываемого материала. Наибольшее распространение получили:
- Кран-балки, оснащенные механическими или вакуумными захватами. В качестве силовой установки используется тельфер.
- Подъемники гидравлические, пневматические с регулируемыми рычагами, которые поддерживают материал в самых важных местах – получили широкое применение при работах с хрупкими материалами.

Датчик, контролирующий подачу абразивного состава:
- Проверяет количество поступающего абразива во время обработки – рез может выполняться без присутствия оператора.
- Обеспечивает остановку работы станка при попадании посторонних материалов (не предусмотренных фракций или остатков мешковины) в режущую головку. Допустимый диапазон задается со стойки оператора (можно изменить в процессе обработки).
На станок, при необходимости, можно установить ультразвуковую или лазерную систему сканирования поверхности заготовки. Устройство выявляет неровности поверхности заготовки и тем самым обеспечивает поддержание требуемого зазора, а также максимальную точность резки.


![Гидроабразивная резка металла своими руками [технология]](https://101benzopila.ru/wp-content/uploads/0/0/2/002c85906d1c397665f57df900b78845.jpeg)






Гидроабразивное оборудование может быть оснащено устройством удаления отработанного абразива:
- состоит из насоса и бака отстойника;
- отличительная особенность – использование насоса мембранного типа, который прост в обслуживании и максимально приспособлен для эксплуатации в агрессивных средах;
- удобство работы обеспечивается тем, что бак для абразива оборудован быстросъемными разъемами для легкого подсоединения шлангов, а также приспособлен к транспортировке погрузчиком или кран-балкой.
3 Преимущества и недостатки гидроабразивной технологии
Оборудование для гидроабразивной резки предоставляет следующие достоинства, преимущества обработки:
- заготовка не подвергается термическому воздействию (в зоне реза 60–90 °С) – отсутствие температурной деформации, пригорания и оплавления материала на кромках и в прилегающей к разрезу области, легирующие элементы сплавов и сталей не выгорают;
- потери материала в процессе резки существенно меньшие, чем при других способах обработки;
- широкий спектр обрабатываемых материалов, толщин (до 150–300 мм и больше);
- высокое качество резки (шероховатость поверхности кромки Ra 1,6) – дополнительная обработка не требуется;
- высокая точность – минимальное расстояние от разреза до отверстия или края заготовки составляет 0,5 мм (рекорд в обработке резанием);
- контур обработки может быть любого уровня сложности;
- высокая эффективность раскроя листовых материалов, толщина которых более 8 мм;
- возможность пакетной (в несколько слоев) резки тонколистовых материалов, что значительно повышает производительность, в том числе, благодаря уменьшению общей протяженности холостых проходов режущей головки;
- обработка происходит без существенной механической нагрузки на изделие – отсутствие деформации, разрушения хрупких материалов и экономия на фиксирующих, крепежных узлах даже при резке тонкостенных деталей;
- экологическая чистота технологии, абсолютное отсутствие выделений вредных газов, а также стружки, пыли, окалины, дыма, тому подобного, обычно сопровождающих резку;
- полная взрыво- и пожаробезопасность процесса;
- отсутствие режущего инструмента (согласно традиционному толкованию) – нет необходимости в периодическом восстановлении остроты инструмента и его замене по мере износа;
- работоспособность «режущего» инструмента восстанавливается закачкой воды и пополнением абразива.

Недостатки, обусловленные особенностями технологии:
- ограниченный ресурс режущей головки, отдельных комплектующих;
- скорость обработки тонколистовой стали недостаточно высока;
- высокая стоимость расходного материала (абразива);
- создание условий для коррозии металла.
Какое нужно оборудование?
Основное требование, которому должно отвечать оборудование для гидроабразивной резки – наличие давления, подающего воду, и формирующее струю и ее направленность.
В комплект оборудования (станка) входит:
- Насос для гидроабразивной резки, создающий высокое давление. Его действие заключается в аккумуляции жидкости с абразивным составляющим, и подачей ее на обрабатываемую поверхность. Мощность насоса определяет производительность.
- Мощностной регулятор. Станки, работающие на подаче гидроабразивной смеси, и оснащенные регулятором мощности, производят рез разными водно-абразивными составами под давлением. Разность составов позволяет производить обработку материалов разной толщины и структуры. Для сверхтвердых деталей, применяют смеси из трех компонентов, а для вязки –двухкомпонентные.
- Вариативность сопла. Возможность замены сопла расширяет возможности оборудования с учетом состава, толщины, плотности.
- Применение смесителей – важный фактор в функциональности станка. Он обеспечивает равномерность, однородность состава, что в результате дает качество реза, скорость вне зависимости от толщины.
- Автоматическая коррекция. Инерционность струи состава – причина появления конусной кромки на обрабатываемой поверхности. Наличие системы автоматической коррекции учитывает плотность материала и позволяет минимизировать данный эффект при помощи изменения соплового угла наклона.
- Водоподготовка. Какая-либо вода не годится для создания смеси. Некачественная вода – серьезное препятствие для качества. Чтобы исключить данное явление станки оборудуются системой водоочистки.
Данные элементы оборудования – основные для качественной работы станков. Но кроме них аппараты для водно-абразивной резки могут иметь дополнительные элементы, расширяющие возможности станка:
- фигурный рез;
- рез вне зависимости от угла;
- автоматический рез (ЧПУ) без участия пользователя;
- обрабатывать металл различной толщины: для стали до 2 см, для титана – 1,7 см, сверхпрочные сплавы – 1,2 см, сплавы на основе меди;
- резать трубы;
- кран-балки с тельфером, которые могут оснащаться захватами на вакууме или механике, подъемники на пневматике или гидравлике.
История
Первые попытки использования струи воды в промышленности были осуществлены в 30-х годах XX столетия американскими и советскими инженерами для выемки камня, руды и угля. Серьёзным импульсом развития технологии резки струёй воды под высоким давлением послужило её использование в авиастроительной и аэрокосмической индустрии.
Технология гидроабразивной резки материалов (ГАР) существует уже более 40 лет. История появления технологии уходит своими корнями в 50-е годы XX столетия. Наиболее активно исследования в этой области велись в СССР в 1940-ых годах, но затем почему то заглохли. Затем в 1979 году в США специалисты попробовали добавлять в струю абразивный песок, благодаря чему её режущие свойства многократно увеличились. В 1980 году был спроектирован и запущен первый прототип гидроабразивного станка, а в 1983 году началось серийное производство оборудования и комплектующих для ГАР. Процесс резания происходит в результате эрозионного воздействия на материал струи воды с твёрдыми абразивными частицами, подающейся под сверхвысоким давлением. На сегодняшний день технология ГАР по праву относится к числу наиболее динамично развивающихся способов раскроя материалов и составляет серьёзную конкуренцию таким традиционным технологиям, как лазерная и плазменная резка, а также механообработка. Гидроабразивная струя по своим физическим характеристикам представляет собой идеальный режущий инструмент, не имеющий износа. Диаметр струи может составлять 0,5 – 1,5 мм (в зависимости от типа используемых дюз и смешивающих трубок), благодаря чему отход обрабатываемого материала минимален, рез можно начинать в любой точке по контуру любой сложности. Отсутствие теплового и механического (деформирующего) воздействия – ещё одно достоинство ГАР, благодаря которому исходные физико-механические характеристики обрабатываемого материала остаются без изменений. Процесс гидроабразивной резки экологически чист и абсолютно пожаробезопасен, поскольку исключена вероятность горения / плавления материала и образования вредных испарений. Для некоторых видов материалов – керамика, композиты, многослойные и сотовые конструкции — не существуют технологии обработки, альтернативной ГАР. Впечатляющим является и диапазон обрабатываемых толщин – 0,1 мм – 300 мм и выше, что делает станок гидроабразивной резки подчас жизненно необходимым инструментом в таких сферах, как машиностроение, инструментальное производство, авиационно-космическая промышленность, производство продукции для оборонной и транспортной промышленности, камнеобработка.
Область применения гидроабразивной резки
Главным отличием, которое имеет гидроабразивная обработка металла, от остальных способов обработки листового металла является то, что на поверхность материала не оказывается механическое воздействие. Отсутствие трения, нагревания инструментов влияет на качество реза и возможные сферы применения.
Больше всего распространена водно-абразивная резка металла струей воды, но оборудование также применяют для разрезания следующих материалов:
- Мрамор, гранит, камень и другие горные породы.
- Стекло, керамика.
- Стали и металлы, включая: титан, нержавейку.
- Железобетон.
- Пластик, текстолитовые, эбонитовые и паронитовые плиты, резину.
При этом при разрезании удается достичь минимального расхода строительных материалов, комплектующих, и т. д. На предприятиях с повышенной пожаро и взрывоопасностью, гидроабразивные станки являются единственным возможным оборудованием соответствующим требованиям для проведения работ.
Это интересно: Продольно-строгальный станок 7212 — описание, видео, фото
Вспомогательные устройства

С целью повышения точности резки некоторые модели станков обеспечиваются и устройствами позиционирования. Их представляют индуктивные линейные сенсоры, с помощью которых оператор может достичь повышенной точности фиксации. Правда, многое зависит и от выполнения осей перемещения – в лучших моделях комбинация направляющих и датчиков позиционирования дополняется плавностью хода и оптимальной скоростью движения. Также установка гидроабразивной резки металла может комплектоваться баком для абразива. В процессе работы он автоматически пополняет запасы этого компонента, ориентируясь на информацию датчиков контроля.
Использование гидроабразивных станков и принцип работы
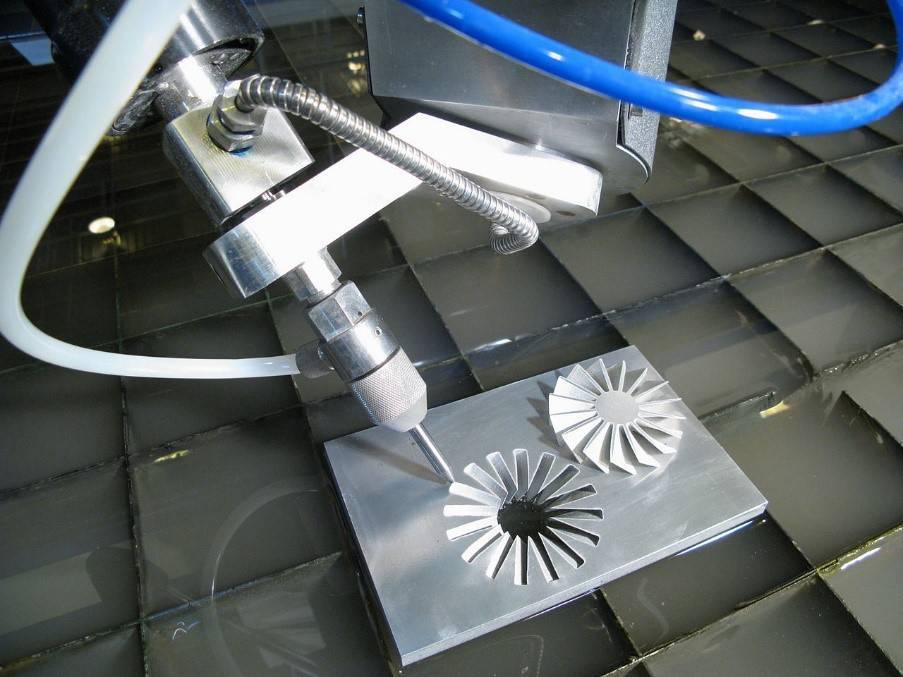
Устройства для резки металла гидроабразивом универсальны в использовании, так как их возможности не завершаются на раскрое металлических изделий. Технология основывается на специально созданной системе подачи воды под большим давлением на обрабатываемую плоскость.



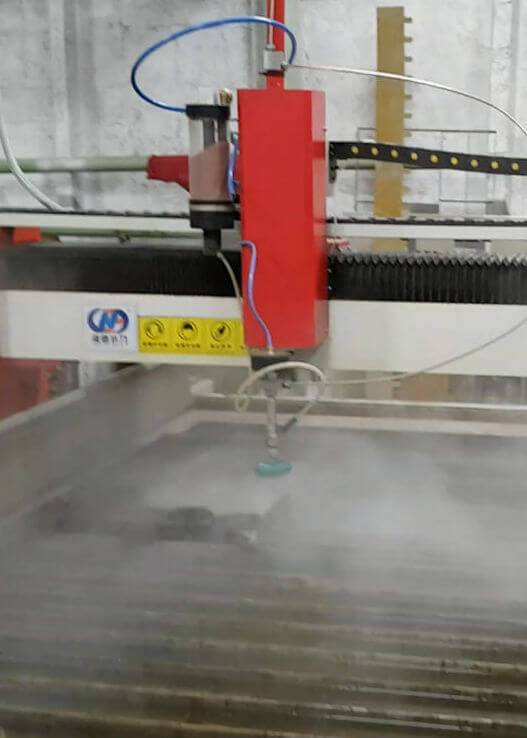




Дополнительным элементом жидкости является абразив, добавляющийся в воду. Как правило, в роли абразивной добавки применяют микрочастицы песка. Вода и песок одновременно попадают в смеситель из отдельных емкостей, в котором тщательно смешиваются. Затем полученная смесь под высоким давлением подается в сопло станка.
После, рабочий водно-абразивный резак, в виде сильной струи с определенными характеристиками, подается на деталь и разрезает его.
В этом случае скорость гидроабразивной резки можно сравнить только что со скоростью плазмореза, но вот качество выполненного этим способом среза соответствует только качеству резки лазером.
Быстрое развитие современных технологий дало возможность усовершенствовать станки благодаря расширению их рабочих возможностей. За счет чего их сфера использования значительно увеличилась.
Сегодня водно-абразивные станки позволяют:
- Вырезать изделия любых геометрических форм с помощью числового программирования. В этом случае обработка происходит полностью в автоматизированном режиме и не требует наличия оператора. Станок управляется специально установленной компьютерной программой. Гидроабразивная порезка труб дает возможность сделать необходимую окружность без каких-либо погрешностей;
- Делать нестандартный рез любого материала, причем изменяющийся наклон разреза не сказывается негативно на качестве. Процесс работы, который выполняется под любым наклоном, позволяет на выходе получить абсолютно готовое изделие и не подвергать его финишной обработке;
- Гидроабразивный способ нашел свое применение и в области искусства. Оборудование дает возможность изготавливать различные украшения и предметы дизайна, как правило, обработка фигур делается с помощью ЧПУ;
- Установки для обработки гидроабразивом, применяемые в металлопрокате, позволяют делать разрезание максимальной толщины любого металла, это можно увидеть на видео. Так, обработка изделия из среднеуглеродистого металла может происходить с использованием материала, у которого максимальная толщина – 20 см. Наибольшая толщина титанового сплава составляет 16-18 мм; высокопрочные металлы могут быть толщиной 11 мм. Но вот толщина медного изделия достигает только 6 мм.
Гидроабразивная резка как незаменимый элемент современного производства

Современные гидроабразивные станки широко используются в самых различных сферах человеческой деятельности. При этом области применения постоянно расширяются, а модернизация системы позволяет выполнять самую сложную работу. Подобным образом работает и пескоструйный инструмент, который предназначается для качественной и быстрой шлифовки поверхностей.
В свою очередь, гидроабразивный метод позволяет достичь высочайшей точности выполнения раскроя и отсутствия вредных процессов, которые характерны для традиционных способов обработки. В частности, тепловые и механические воздействия лишь иногда проходят без деформации областей, которые окружают место реза. Однако, чтобы достичь успешных результатов приходится вкладывать большие средства для приобретения расходного материала. Но чем выше качество таких частиц, тем успешнее будет результат.
2 Установка гидроабразивной резки металла – особенности конструкции
Установка гидроабразивной резки настолько же уникальна, как и сама технология, несопоставима по конструкции ни с одним известным оборудованием для подобного вида обработки изделий. Первая ее особенность – наличие рабочей ванны, в которой происходит резка, имеющей следующие элементы:
- Несущие опоры из нержавеющей стали, приспособленные для простой, быстрой замены при наступлении износа.
- Быстросъемные ребра для поддержки разрезаемого материала. Устанавливаются на несущие опоры и обеспечивают их защиту от гидроабразивной струи.
- Система быстрого набора, выпуска воды, обеспечивающая обработку заготовок, полностью погруженных в водную среду – рабочая зона защищена от образующейся пыли (остается в воде) и шума, уровень которого снижается до 65 Дб.
Следующая особенность – бак для абразива, обеспечивающий простоту работы с оборудованием:
- конструкция позволяет пополнять запас абразивного материала даже в процессе работы установки – существенная экономия времени;
- оборудован датчиками контроля объема абразива.
Имеет свои особенности и система перемещения:
- У станка консольная конструкция, оснащенная ременным приводом, осуществляющем перемещение по осям.
- Ременной привод наиболее приспособлен для использования на гидроабразивных станках, так как практически не боится, когда в него попадает абразивный материал. Привод прост в эксплуатации, а в случае износа легко заменяем.
- Высокая точность позиционирования (±0,025 мм) обеспечивается индуктивными линейными датчиками.
- Осевое перемещение осуществляется по линейным направляющим, благодаря чему обеспечивается плавность скорости и хода, точность позиционирования.

Самый важный узел гидроабразивной установки – насос высокого давления, осуществляющий сжатие и доставку воды в рабочую зону. Автоматическое управление всеми параметрами процесса резки производится системой ЧПУ. Для удобства быстрой и точной настройки или привязки все станки оснащены переносным пультом с маховичком.
Система поддержания постоянного зазора представляет собой особый контактный механизм, перемещающийся по листу и обеспечивающий поддержание оптимального расстояния между поверхностью изделия и фокусирующей трубкой. Это способствует качеству и точности реза, а также не допускает опасности столкновения трубки с заготовкой.
Особая конструкция станков – угловая голова:
- обеспечивает подвижность режущей головки в 2 плоскостях с поворотом на углы наклона до 60° включительно – это позволяет обрабатывать криволинейные поверхности, фаски, компенсировать конусность в процессе обработки;
- конструкцией предусмотрено, что при выполнении фаски или компенсации конусности перемещение происходит только по 1 поворотной оси – это обеспечивает неизменность угла и высокую точность;
- сложные поверхности могут обрабатываться одновременно по 5 координатам.
Станок для гидроабразивной резки металла оборудован системой загрузки обрабатываемого материала. Наибольшее распространение получили:
- Кран-балки, оснащенные механическими или вакуумными захватами. В качестве силовой установки используется тельфер.
- Подъемники гидравлические, пневматические с регулируемыми рычагами, которые поддерживают материал в самых важных местах – получили широкое применение при работах с хрупкими материалами.
 Датчик, контролирующий подачу абразивного состава:
Датчик, контролирующий подачу абразивного состава:
- Проверяет количество поступающего абразива во время обработки – рез может выполняться без присутствия оператора.
- Обеспечивает остановку работы станка при попадании посторонних материалов (не предусмотренных фракций или остатков мешковины) в режущую головку. Допустимый диапазон задается со стойки оператора (можно изменить в процессе обработки).
На станок, при необходимости, можно установить ультразвуковую или лазерную систему сканирования поверхности заготовки. Устройство выявляет неровности поверхности заготовки и тем самым обеспечивает поддержание требуемого зазора, а также максимальную точность резки.
Гидроабразивное оборудование может быть оснащено устройством удаления отработанного абразива:
- состоит из насоса и бака отстойника;
- отличительная особенность – использование насоса мембранного типа, который прост в обслуживании и максимально приспособлен для эксплуатации в агрессивных средах;
- удобство работы обеспечивается тем, что бак для абразива оборудован быстросъемными разъемами для легкого подсоединения шлангов, а также приспособлен к транспортировке погрузчиком или кран-балкой.
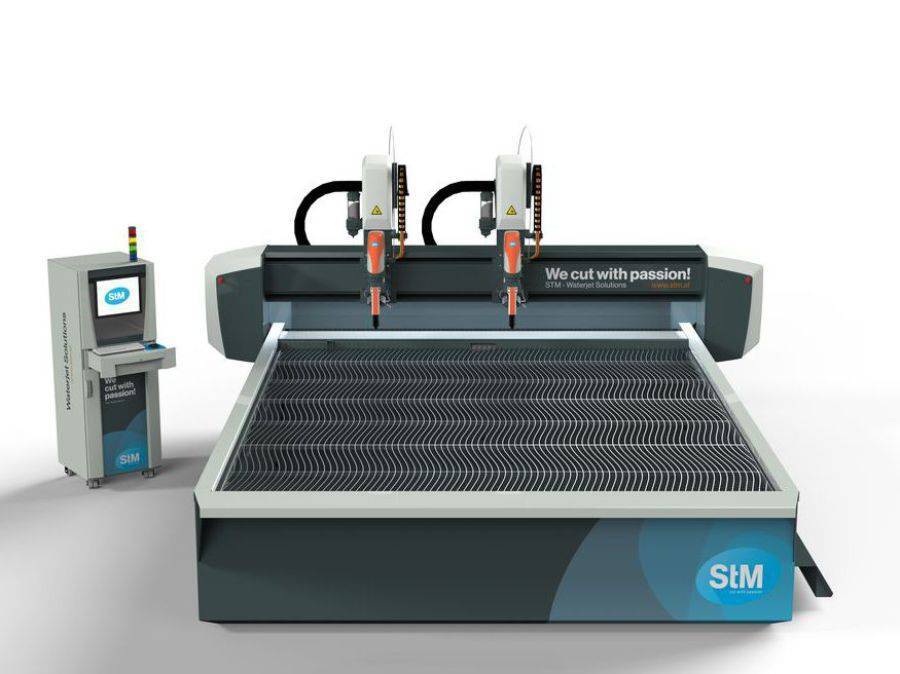
Ведущие компании производители гидроабразивных станков
Наиболее известными производителями станков для гидроабразивной обработки материалов являются компании:
- Flow (USA);
- Water Jet Sweden (Швеция) ;
- Jet Edge (USA);
- Resato (Голландия);
- PTV (Чехия);
- Garetta Technology (Италия);
- Alico (Финляндия);
- Bystronic (Швейцария).
Станочное оборудование, используемое для гидроабразивной обработки изделий:
- Flow WMC2 с ЧПУ (USA);
- OMAX JetMaching Center 2626 с ЧПУ(USA);
- Water Jet Sweden NC 1000 с ЧПУ (Швеция);
- Resato R-LCM 1515-1 с ЧПУ(Голландия);
- BarsJet 1510-3.1.1 (Россия).
В России производством станков для гидроабразивной резки занимается компания «Дельта-Интех» с использованием разработок НПО «Барс».