

Обращение в бытовых условиях
Сегодня газовая сварка уже не считается сложным вариантом соединения металлов и практикуется в частном хозяйстве многими пользователями. Нужно помнить, что при организации подобного вида работ в домашних условиях надо неукоснительно выполнять особые требования безопасности.
Прежде всего, проверяется герметичность каналов подвода рабочих газов, затем визуально осматривается горелка — особое внимание обращают на состояние наконечника. Внимательно проверяйте места стыковки с соединительными ниппелями, чтобы не произошло утечки газа, что чревато возгоранием.
Внимательно проверяйте места стыковки с соединительными ниппелями, чтобы не произошло утечки газа, что чревато возгоранием.
Газовые баллоны нельзя переносить вручную, а следует перевозить на специальной тележке с мягким ходом (на надувных колесах), хранить емкости надо в железном ящике, снабженным надежным запором, чтобы исключить доступ посторонних, особенно любопытных детей младшего возраста. Нельзя проводить работы с аналогичным оборудованием рядом с легко воспламеняющимися и горючими веществами.
Правила эксплуатации и обслуживания
Чтобы грелкой было удобно варить, ее канал не должен перекручиваться или собираться в петли. Это затрудняет прохождение проволоки. Токосъемный мундштук выбирается по диаметру подающейся с катушки присадки. Со временем его внутреннее отверстие разрабатывается и проволока начинает «гулять», из-за чего труднее контролировать формирование шва. В таком случае мундштук меняется на новый.
Сопло горелки направляет защитный газ точно в зону сварки. Постепенно оно обрастает внутри окалинами, которые нужно чистить. Брызги металла прилипают и снаружи, поэтому рекомендовано наносить жирные спреи, уменьшающие адгезию (создают пленку на поверхности гусака и сопла). Кабель канал склонен к накоплению мусора и технической смазки от проволоки, поэтому раз в год его требуется прочищать, для чего выпускают специальные приспособления.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
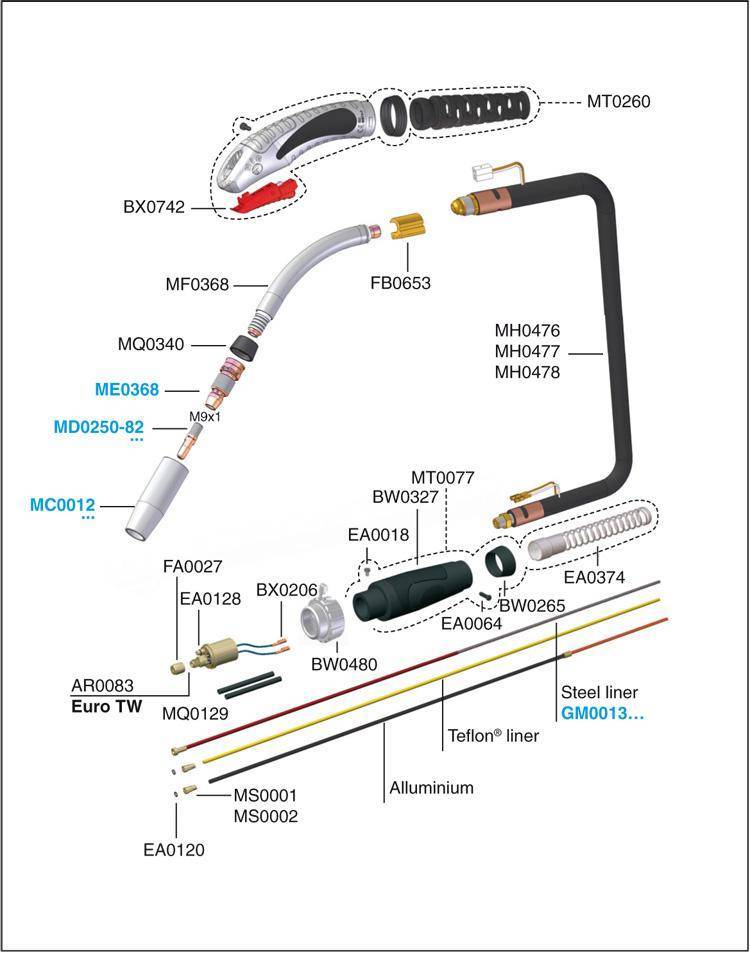
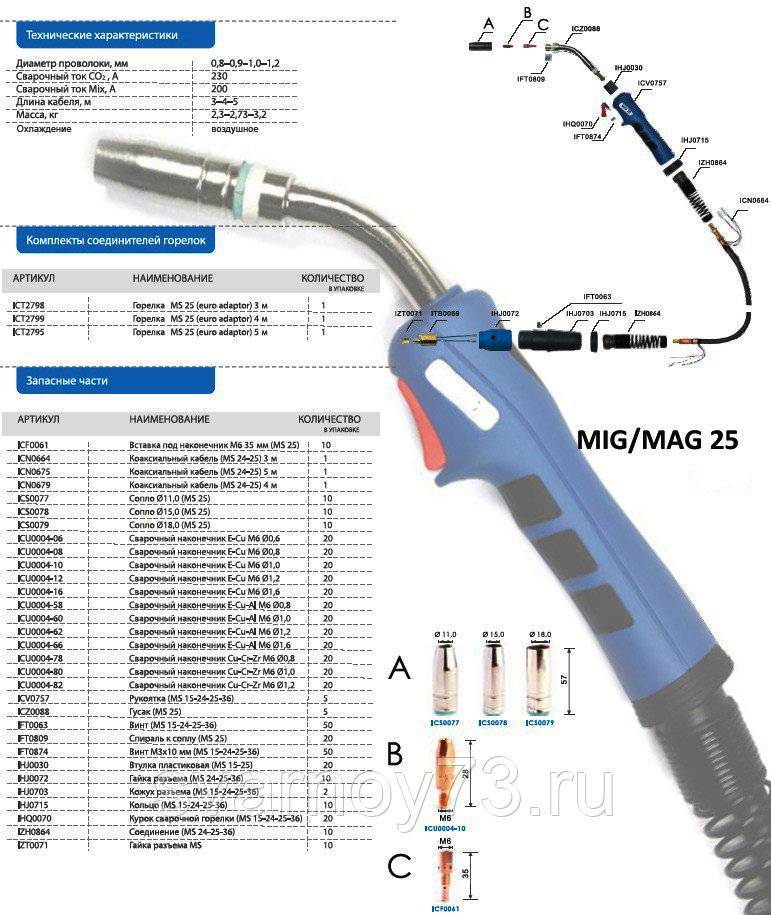
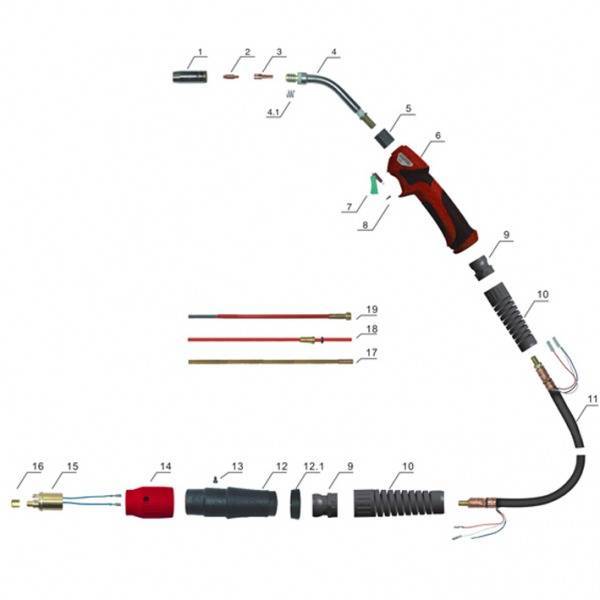
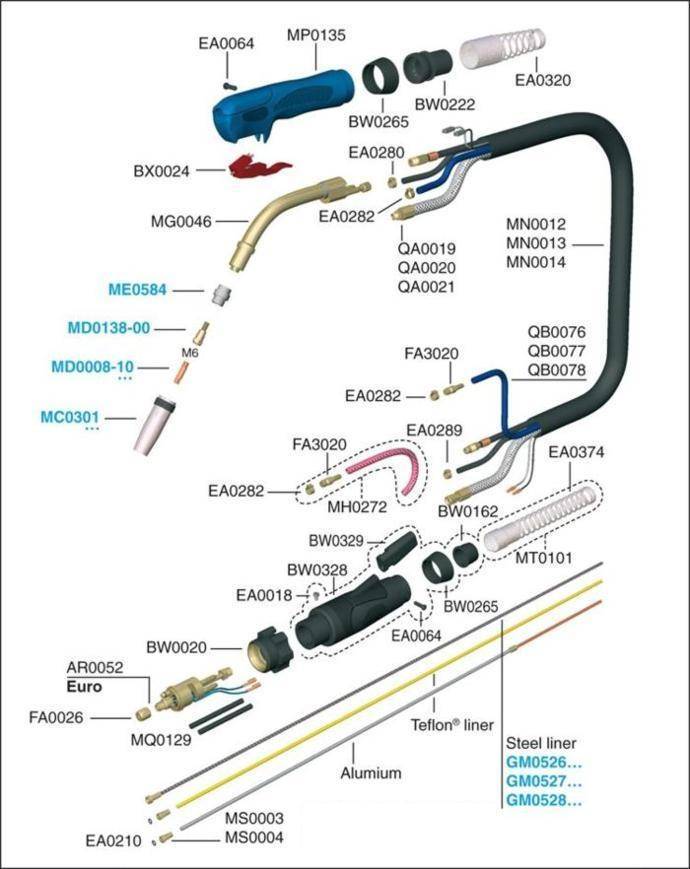
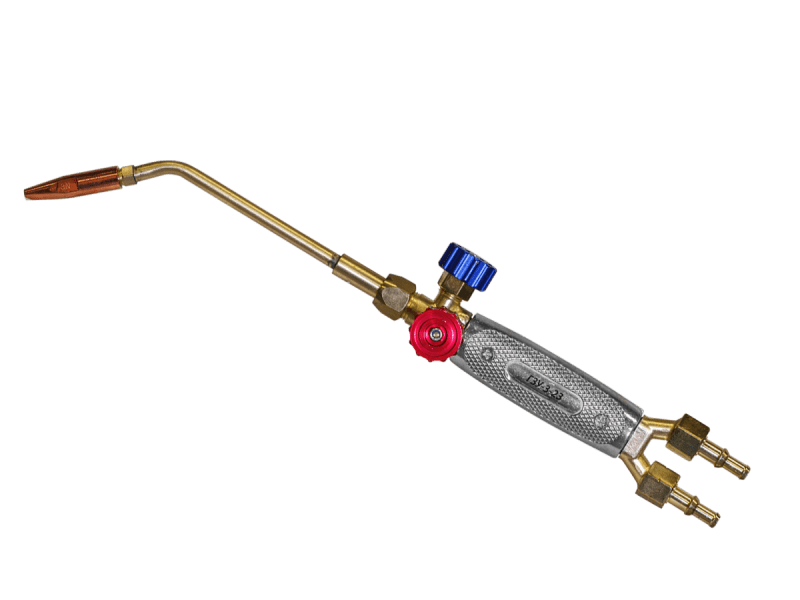
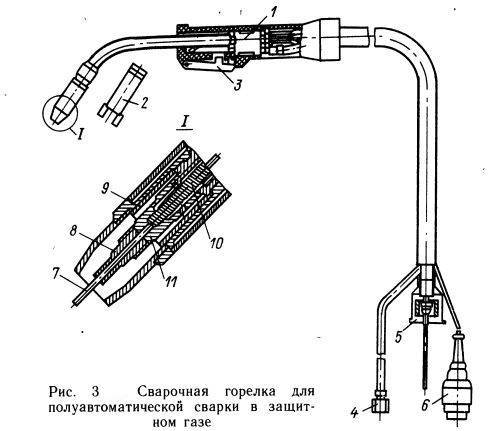
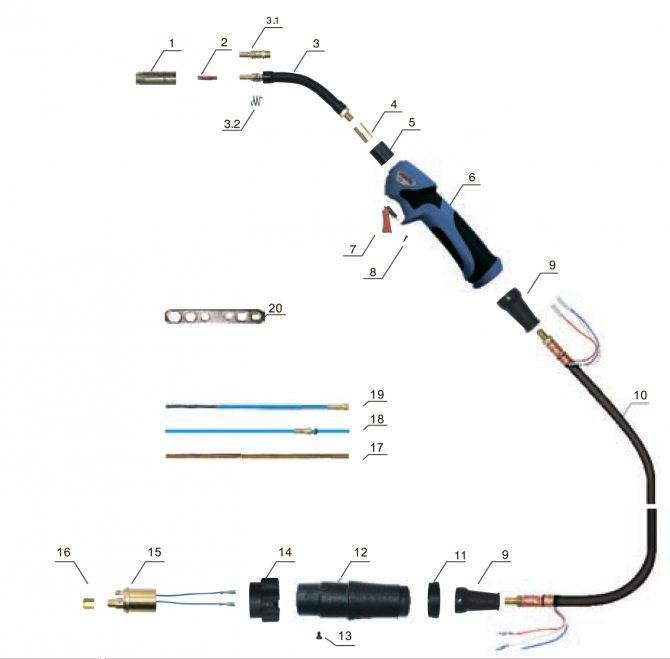
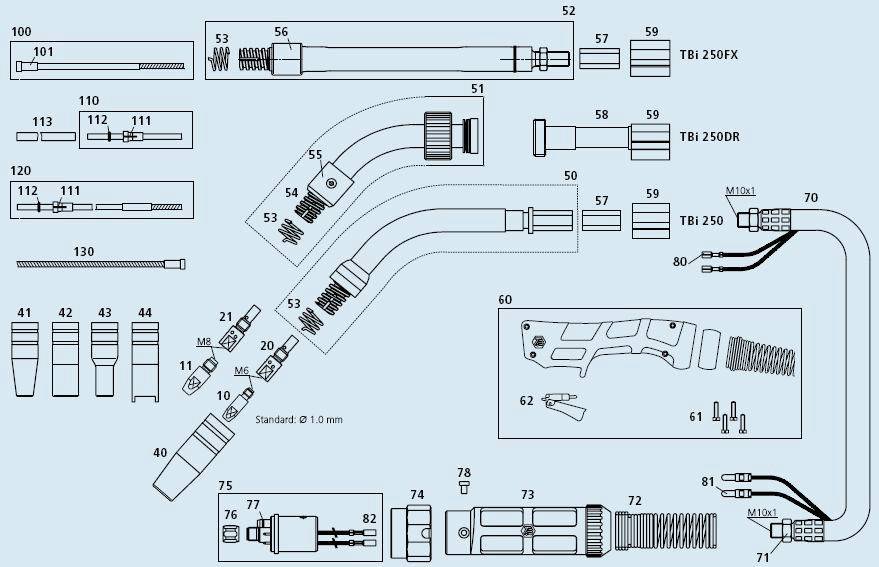
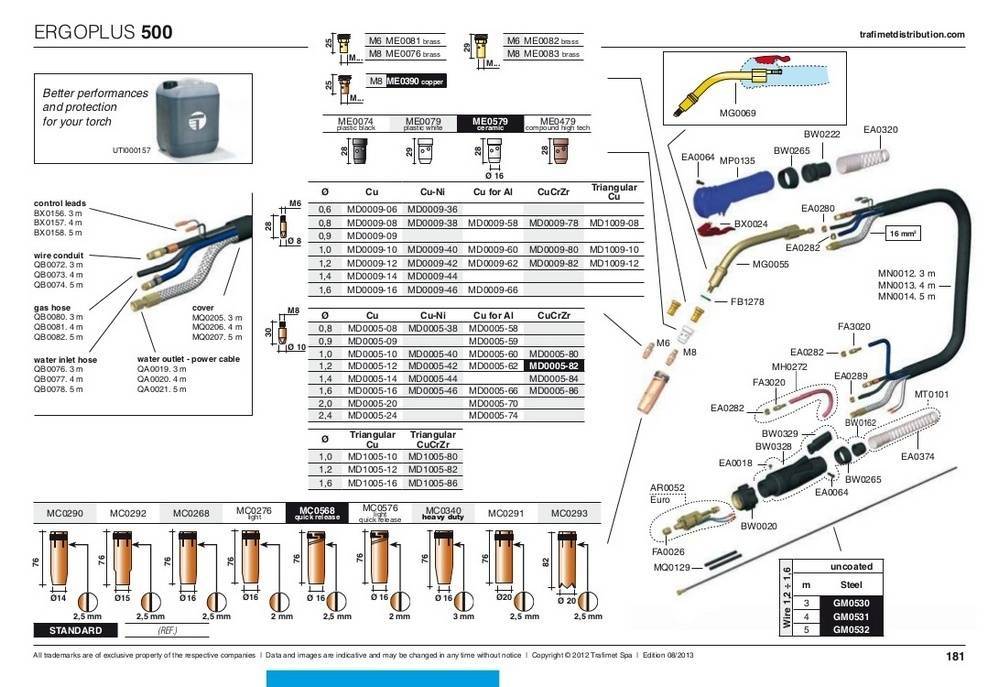
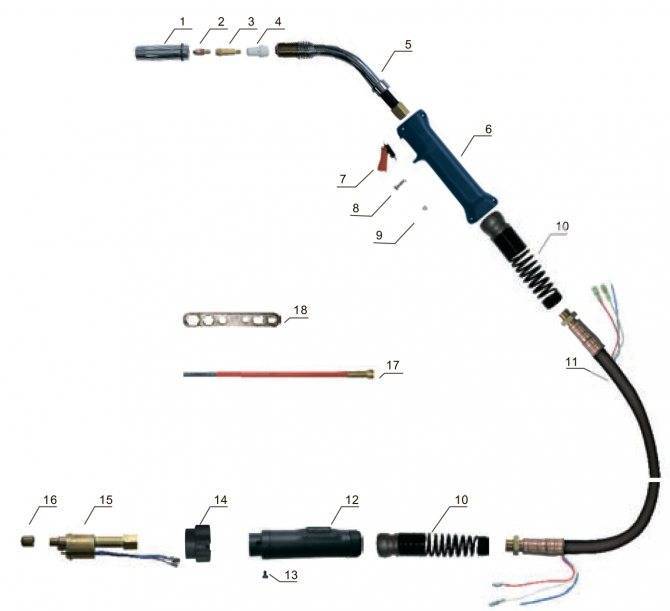
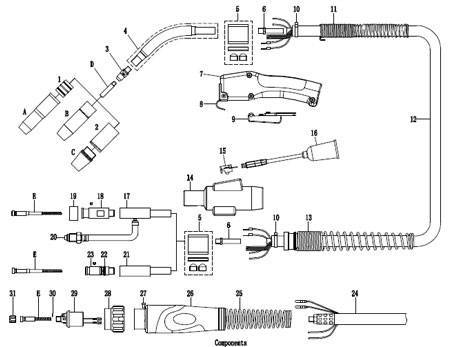
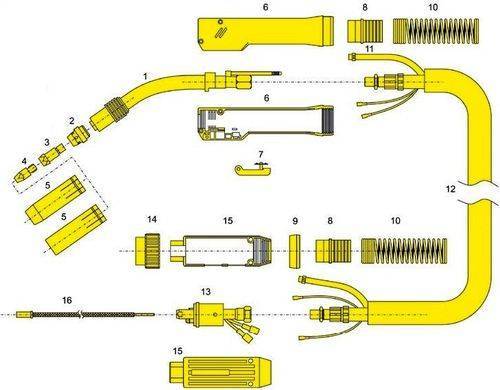
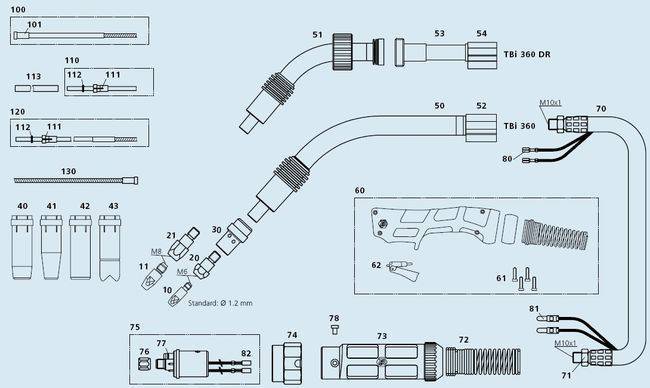
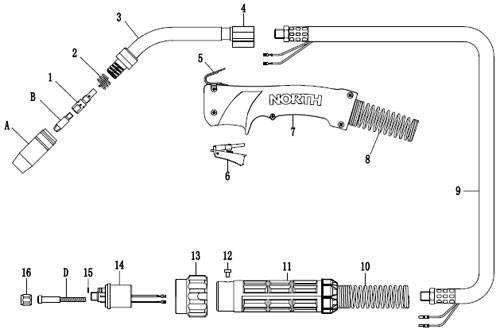
Газовая горелка в комплекте с наконечниками
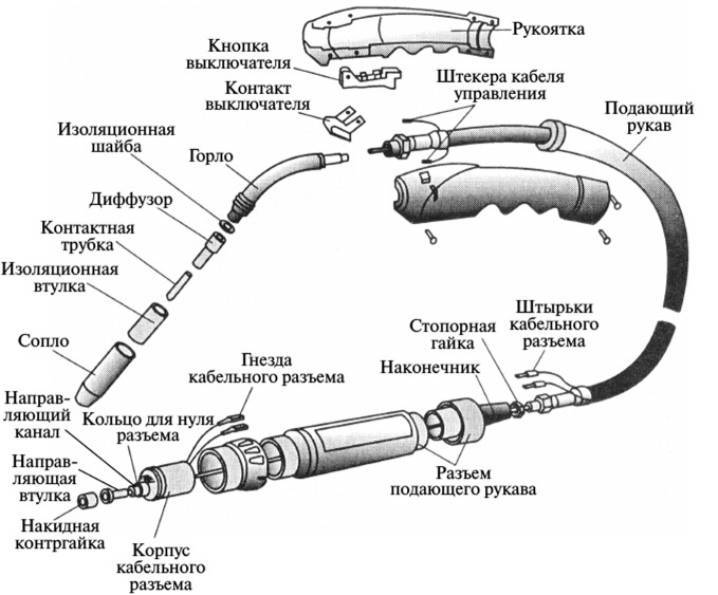
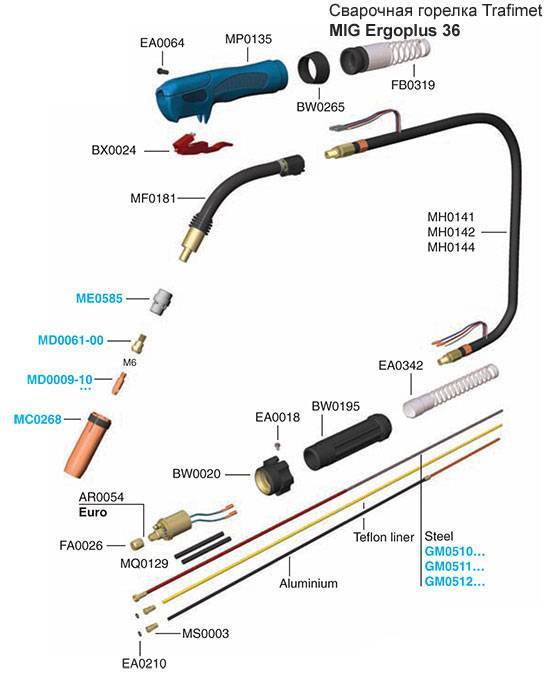
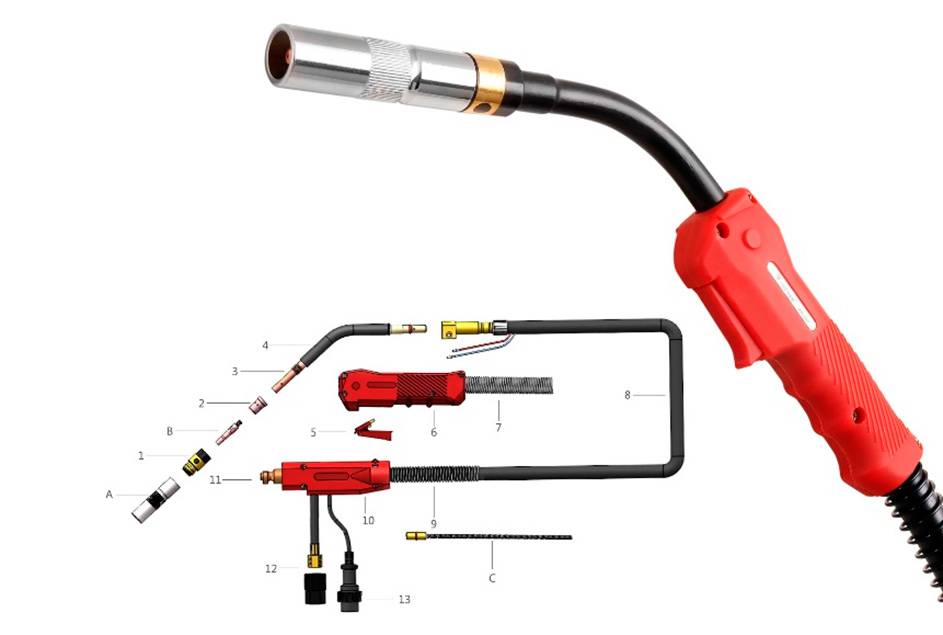
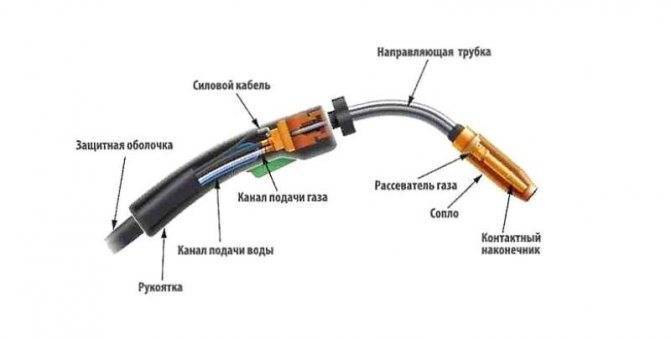
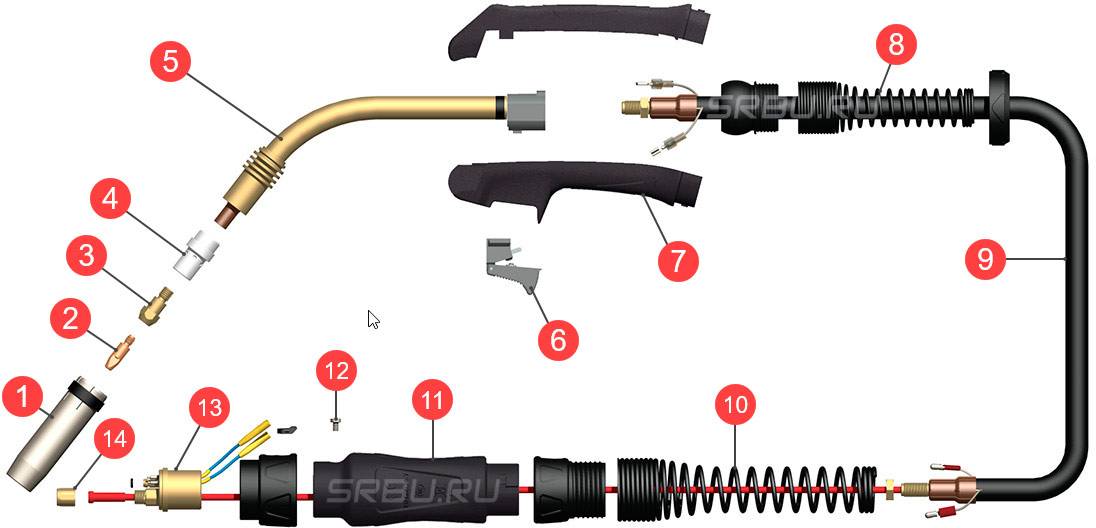
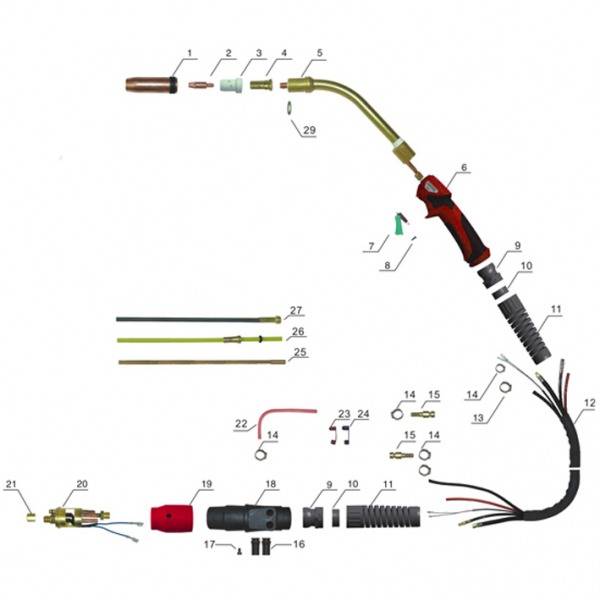
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.

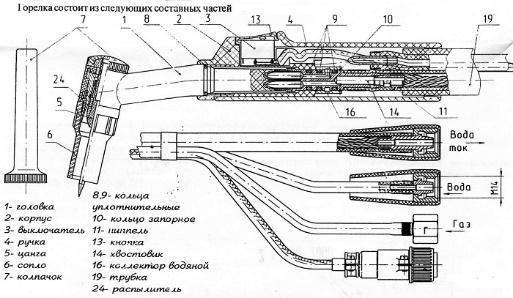
Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
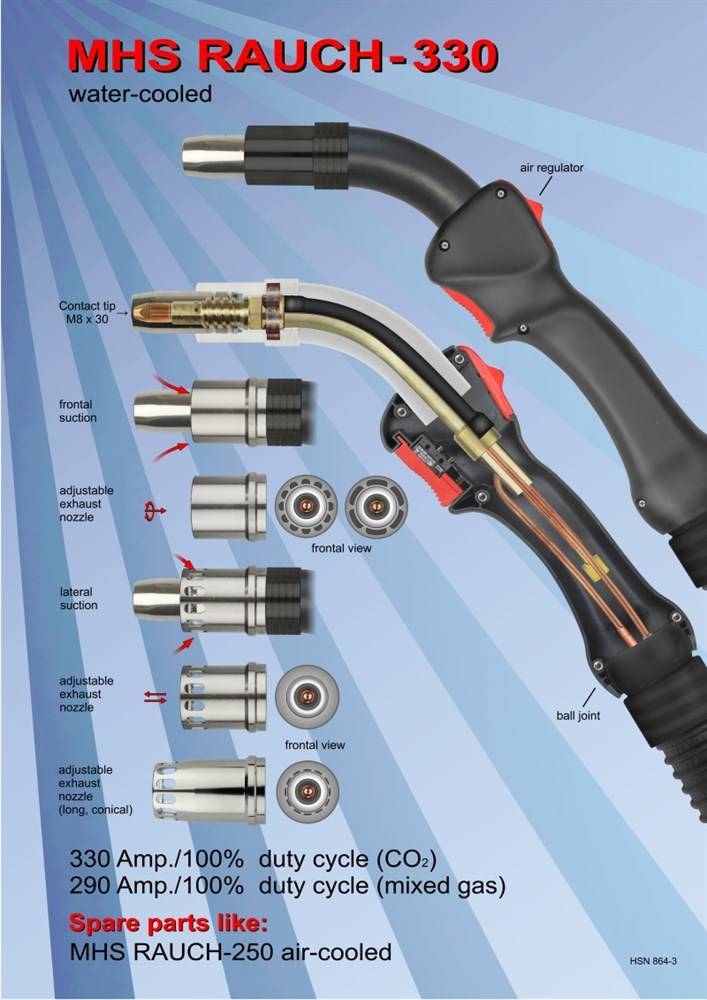
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
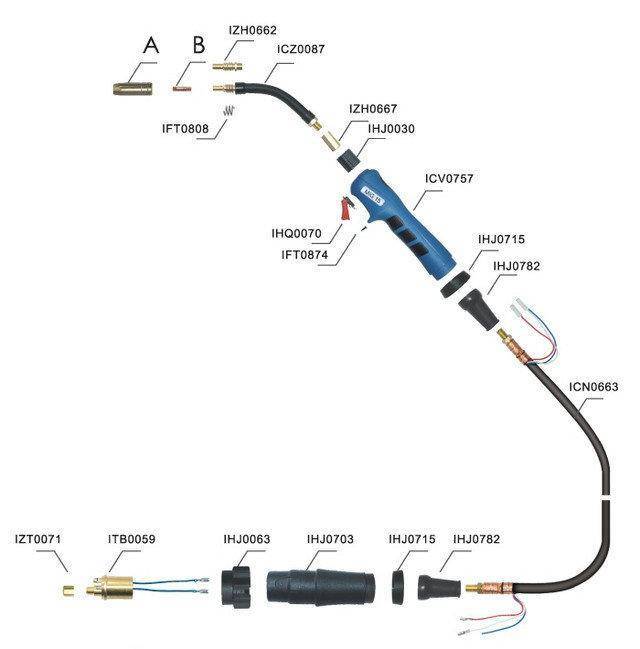
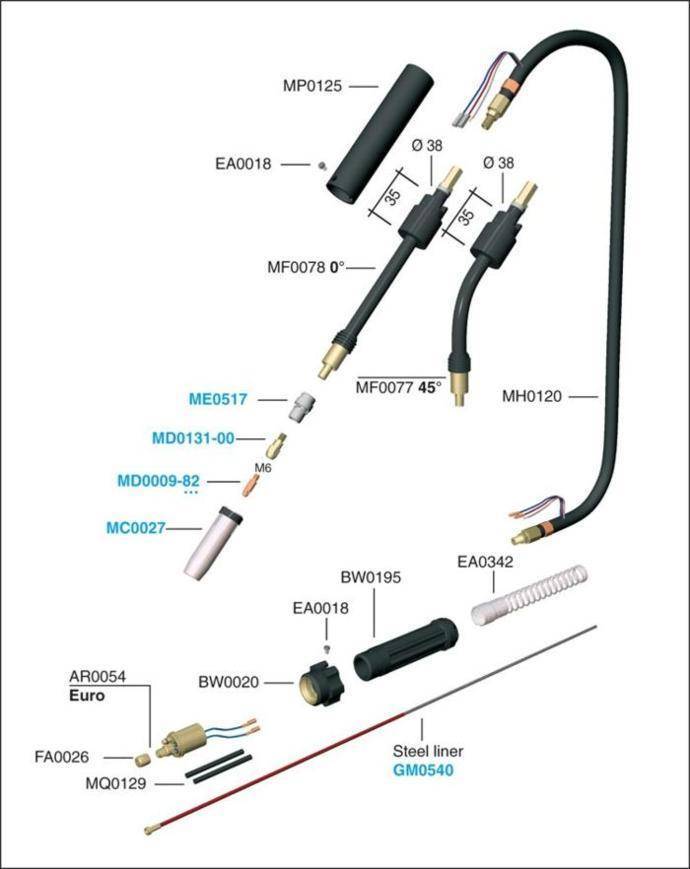
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Что собой представляет газовая сварка
При газовой сварке металл разогревается пламенем высокой температуры, которое получается при возгорании кислородно-ацетиленовой смеси (в некоторых случаях ацетилен заменяют другим газом – метаном, пропаном, керосиновыми парами, и т.д.).

Кислород и горючий газ поступают в горелку, где смешиваются в необходимых пропорциях, и в виде смеси выдуваются из сопла. Затем горелку необходимо поджечь. Как правило, используют специальную зажигалку или спичку. Некоторые модели горелок оборудованы пьезоэлектрическим поджигом.

Вместе со швом свариваемого изделия плавится и специальная проволока – присадочный прут, которую прикладывают ко шву.

Есть два основных типа горелок – с инжектором и без. Устройство сварочной горелки с инжектором отличается тем, что кислород подается в камеру-смеситель под давлением, которое превышает давление горючего газа. Таким образом в смесителе создается разреженное пространство, засасывающее горючий газ.




Без инжекторные горелки этого цилиндра не имеют. Давление для подачи горючего газа и кислорода в них одинаковое.
Горелка соединяется с баллонами шлангом, на котором установлен специальный клапан, предотвращающий обратную тягу. Если этого клапана нет, газ в баллонах может воспламениться, что приведет к взрыву.

Обзор моделей
На российском рынке представлены модели как отечественных, так и иностранных производителей. Все они делятся на две большие группы — с евроразъемом и со штекерным соединением. В любом случае рекомендуется выбирать горелку того же производителя, что и аппарата полуавтоматической сварки. Так будет меньше вероятность неожиданных поломок из-за разницы в устройствах и несовместимости.
Наибольшей популярностью пользуются модели следующих производителей:
Выбирая горелку не стоит стремиться покупать ту, номинальная сила тока которой равна силе тока аппарата. Стоит брать горелку, чей показатель на 50-100 ампер меньше. Это серьезно сэкономит средства, так как максимальный ток практически никогда не используется и самое главное — при его превышении горелка вовсе не плавиться в руках сварщика, а тем более не пропускает ток. Так что и о безопасности в этом случае нет нужды беспокоиться.
Как использовать
Итак, горелка сварочная выбрана и куплена. Что дальше? А дальше необходимо ее использовать. И использовать правильно. Да, здесь тоже есть несколько ключевых правил. Соблюдайте их, чтобы добиться достойного качества швов. Мы расскажем о последовательности работ.
Перед использованием горелки подготовьте металл. Его нужно тщательно очистить от загрязнений и коррозии. Зафиксируйте детали, чтобы ваши руки были свободны в процессе работы. детали можно зафиксировать с помощью струбцин.
Раскрутите вентиль на газовом баллоне и подождите несколько секунд. Затем найдите сопло для сварочного полуавтомата на горелке и поднесите к нему открытое пламя. Одновременно откройте подачу газа из баллона. Но ни в коем случае ни наоборот. Чтобы открыть подачу газа нажмите на рукоятку, она находится на горелке. После этих манипуляций и горелки должно появиться пламя. Но его еще нельзя использовать. Нужно отрегулировать. Здесь все делается на глаз. Пламя не должно быть слишком сильным или слишком слабым. Следите, чтобы пламя горело равномерно. Правильная настройка придет с опытом. Не расстраивайтесь, если с первого раза не можете отрегулировать пламя так, как вам нужно.
Нагрейте стыки с помощью горелки. Нагревайте равномерно, не делая лишних движений. На этом этапе тоже важен опыт, поскольку вы на глаз определяете скорость движения горелки относительно стыка. Следите за цветом металла и запоминайте результат, который у вас получается. Так вы сможете в дальнейшем анализировать свои ошибки.
Сварите металл в соответствии с выбранной вами технологией. После сварки не нужно сразу выключать подачу газа. Подождите несколько секунд и нажмите рычаг на горелке, чтобы прекратить подачу газа. Это нужно для того, чтобы сварочная зона не окислилась от кислорода. Закрутите обратно вентиль на баллоне.
Сварочный полуавтомат для газовой среды
Сварочный полуавтомат предназначенный для работы в защитной газовой среде это новый, набирающий популярность вид сварки. За последние 20 лет использование данного вида сварки достигло больших масштабов.
Этот тип сварки предполагает два вида работ это:
MIG (Metal Insert Gas) — сваривание происходит с воздействием инертного газа, к примеру аргона, а также других видов газовых смесей.
MAG (Metal Active Gas) — процесс сваривания металла с использованием активного газа, к примеру это углекислый газ.
Использование газовых баллонов не позволяет мобильно произвести сварку в любых условиях, однако при стационарном использовании этот вид сварки самый лучший и аналогов у него нет.
Процесс сварки осуществляется при подаче электродной проволоки, в состав которой входит кремний и марганец в зону сварки совместно с углекислым газом.
Таким образом создается защитная среда для электрода и сварочно поверхности от действия окружающей среды.
Преимущество данной сварки это возможность контролировать процесс, также к достоинствам сварки в газовой среде относят экономию времени, потому как при безгазовой сварке необходимо менять электроды и очищать сварочные швы от шлака.
Качество работ с использованием защитной газовой среды намного превосходит безгазовую сварку, но и здесь есть небольшие нюансы.
Рассмотрим их на примере качества швов. При использовании активного газа СО2 шов будет иметь чешуйчатый внешний вид и граты т.е. эффект прилипших шариков. В то же время при использовании смеси газов аргона в количестве 80% и углекислого газа 20% соответственно шов имеет гладкую и ровную поверхность, не требующую дополнительной обработки.
В последние годы для работы сварочных автоматов полуавтоматического типа получило широкое распространение применение инверторные типы источников питания вместо источника переменного тока. Это обусловлено такими плюсами как:
- Малый вес прибора
- Плавная регулировка напряжения, а значит безопасность выполнения работы
- Низкая нагрузка на электросеть, что в свою очередь приводит к бесперебойной работе других электро потребляющих приборов в помещении.


Особенности шва в пространственном положении
Полуавтоматом накладывают швы по принципу обычной дуговой сваркой. Разница заключается только в том, как работает сварщик с вертикальными стыками. Для того, чтобы выполнить вертикальный шов полуавтоматом, необходимо вести сварку сверху вниз
На видео в интернете видна важность поперечно колебательных движений по сторонам. Если держать горелку долго на одном месте, расплавленный металл начнет стекать вниз
При наличии широкого зазора, сперва, делается «мостик» между частями изделия в верхней точке. После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
Начинающие сварщики быстро учится выполнять качественные швы на таких аппаратах, поскольку в них нет шлака, и лучше видно сварочную ванну. Зная устройство и принципы настройки полуавтомата, можно выполнять различные работы в производственных и домашних условиях.
Разница сварки с газом и без него
В случае отсутствия газового оборудования или невозможности создания защитной газовой среды на месте сварочных работ применяется технология сварки порошковой проволокой, позволяющая использовать сварочный полуавтомат без газа. Этот вид проволоки представляет собой тонкостенные трубки (см. рис. ниже), внутреннее пространство которых заполнено сварочными флюсами различных типов. Порошковая проволока заметно дороже обычной, более капризна в механизмах подачи (из-за своей мягкости), выделяет большое количество паров и дыма, а швы, сваренные с ее применением, имеют склонность к пористости. Ее неоспоримым преимуществом является то, что с помощью этой проволоки можно вести сварку на открытом воздухе и даже в условиях ветра. Кроме того, она обеспечивает минимальное разбрызгивание металла, пригодна для сварки загрязненных поверхностей и имеет более высокую производительность наплавки.
Разновидности
Сварочное оборудование полуавтоматического типа может быть бытовым, профессиональным и промышленным.
Аппараты для бытовой сварки можно использовать для несложного ремонта кузова авто или забора. Их стоимость редко превышает 300$. Профессиональному полуавтомату под силу сварка профильной трубы и сложных металлоконструкций. Если вы выбираете полуавтомат для сварки трубопроводов, то присмотритесь именно к профессиональным и полупрофессиональным моделям. В этой статье мы подробно рассказываем, как сварить газовые трубы полуавтоматом. Стоимость профессионального полуавтомата может начинаться от 300-500$ и доходить до нескольких тысяч (а порой и десятков) долларов.

Промышленные полуавтоматы редко можно встретить в прямой продаже. Они очень дорого стоят и применяются на крупномасштабных производствах.
Новички часто интересуются, можно ли покупать китайский полуавтомат? Или стоит переплатить за оборудование от более именитого производителя? На наш взгляд, покупка недорого китайского полуавтомата оправдана, если вы стеснены в средствах. Не обязательно сразу покупать дорогой аппарат, если вы не планируете использовать его на все 100%. Приобретите более бюджетную модель и обучитесь азам полуавтоматической сварки. К тому же, большинство полуавтоматов ценой до 1000$ все равно собираются в Китае. И порой один завод изготавливает одинаковое оборудование сразу для нескольких брендов. Так можно найти два идентичных полуавтомата с разными логотипами, где один аппарат будет стоить существенно дороже другого просто из-за популярности бренда.
Устройство скорости подачи электродной проволоки
Хотя производители позиционируют сварочные аппараты как сверхнадежные приборы, довольно часто они выходят из строя по причине регулятора подачи проволоки, что вынуждает владельца часто заниматься его ремонтом. Если возникли проблемы в работе этого элемента, то в дальнейшем это может негативным образом сказаться на работе и самого сварочного полуавтомата. При положительном исходе владельцу потребуется лишь потратить больше времени на сварку и заменить электронную проволоку. Учитывая, что в момент подачи насадки сварочного агрегата проволока фиксируется, для ремонта владелец должен будет извлечь насадку и очистить контактную зону.
Если в работе регулятора управления подачи проволоки возникают неполадки, то это позволяет сделать вывод о неоптимальной скорости поступления сварочной проволоки.
Выход из строя регулятора управления может быть обусловлен и неисправностями в его механической части. Используемая в нем схема предусматривает прижимной ролик, который оснащен регулятором уровня прижима проволоки, а также роликом подачи проволоки. Последний характеризуется наличием двух углублений, из которых выходит сварочная проволока диаметром до 1 мм.
После регулятора располагается соленоид, основная функция которого заключается в контроле подачи газа. Учитывая, что регулятор является довольно массивным элементом, а его крепление к панели аппарата обеспечивают лишь несколько болтов, правильно будет считать, что регулятор подачи не имеет надежной опоры. Эта особенность может привести к перекашиванию конструкции полуавтомата, что также может стать причиной выхода его из строя.
Лучшие стандартные полуавтоматические сварочные аппараты
1
Telwin Bimax 140
24 500 руб.
выбор
Какой сварочный аппарат инвертор лучше выбрать — рейтинг моделей 2020 года
Данная модель производится в Италии компанией Telwin и востребована у людей, не признающих технические новшества, а предпочитающих «старый добрый» выпрямитель.
Аппарат может работать в двух режимах, это:
- С использованием проволоки FLUX без газа;
- MIG-MAG сварка с газом, в газовой среде.
В модели установлен мощный вентилятор, а также предусмотрена защита от перегрева и перегрузок, вес составляет 17,3 кг.
9.6 /10
рейтинг
Плюсы
- При мощности выпрямителя 3,6 кВт выдает сварочный ток до 120 А
- Надежность и долговечность
Минусы
При «просадке» напряжения может плеваться
Подробнее о товаре
Telwin Bimax 140
2
СПЕЦ MAG-135gas/nogas (MIG/MAG)
14 000 руб.
Не плохая модель для любителей повозиться в гараже, особенно если там стоит какая-либо старушка в виде «Жигулей» или другое старенькое авто. В комплект поставки входит сам аппарат, горелка и заземляющий кабель с клеммой.
Вес модели 22,7 кг.

9.5 /10
рейтинг
Плюсы
- Качественная сборка
- Не шумный
Минусы
Короткие провода
Подробнее о товаре
СПЕЦ MAG-135gas/nogas (MIG/MAG)
3
СОРОКИН 12.2 — MIG
8 000 руб.
Данный аппарат для начинающих сварщиков, делающих первые шаги в этом деле.
Режим сварки один — порошковой самозащитной сварочной проволокой без газа, что упрощает работу, особенно в тех местах, где трудно приобрести углекислоту или аргон. Электрическая мощность модели всего 2,5 кВт, а вес – 17,0 кг.
9.4 /10
рейтинг
Плюсы
Низкая цена
Минусы
С толстым металлом не справится
Подробнее о товаре
СОРОКИН 12.2 — MIG
4
Awelco BlueMig 170
21 000 руб.
Режим MIG-MAG – полуавтоматическая электродуговая сварка в среде защитного газа, а режим MOG – безгазовая сварка с использованием порошковой или флюсовой проволоки.
Модель производиться в Италии и востребована как в Европе, так и в нашей стране.
Сварочный аппарат может работать в двух режимах с газом и без газа (режимах MIG – MAG – MOG). Электрическая мощность аппарата 5,6 кВт, а вес – 34,7 кг
9.4 /10
рейтинг
Плюсы
- Качественные комплектующие и сборка
- Два режима работы
Минусы
Высокая стоимость для данной категории полуавтоматов
Подробнее о товаре
Awelco BlueMig 170
5
WESTER MIG-100
10 300 руб.
Еще одна модель для начинающих сварщиков и просто хозяйственных домовладельцев.
Типы сварки – полуавтоматическая, режимы MIG/MAG. Электрическая мощность аппарата 2,4 кВт, вес – 14,4 кг.





9.3 /10
рейтинг
Плюсы
- Простота настроек
- Доступная стоимость
Минусы
Чувствителен к скачкам напряжения в питающей сети
Подробнее о товаре
WESTER MIG-100
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
Источник питания
В настоящее время полуавтоматы все чащи являются инверторными. Инверторный полуавтомат отличается от выпрямителей тем, что при меньших размерах он имеет больший функционал. Работать с инверторным полуавтоматом гораздо удобнее и комфортнее. Дуга зажигается и горит плавно. Инверторный источник по сравнению с выпрямителями потребляет меньше электроэнергии. Состоят они как правило из трансформатора и электронного транзисторного блока управления.
Выпрямителя также используются, как и 50 лет назад. Они разительно отличаются от инверторов тем, что стоят, как правило, в 1,6-2 раза дешевле.
Какие есть виды сварочных полуавтоматов
Сварочные аппараты полуавтоматического типа имеют несколько классификаций:
- по способу питания;
- по мощности и ценовой политике;
- по способу подачи проволоки к горелке.
По способу питания типы сварочных полуавтоматов делятся на два вида: однофазные и трехфазные. Однофазное питание – это напряжение 220 Вольт, трехфазное – 380 Вольт. Выбирая, какой тип лучше, следует подумать, что лучше: мобильность и возможность провести процесс сварки, подключив аппарат к любой розетке, или большая мощность, которую может обеспечить трехфазная сеть 380 Вольт. Трехфазный источник питания хоть и не присутствует на всех объектах и строительных, тем не менее, этот тип питания применяется при длительных нагрузках, это более экономный вариант, который меньше дает нагрузку на сеть, чем однофазное питание.
Если выбирать сварочный полуавтомат по мощности, то здесь можно выделить такие виды аппаратов, как:
- бытовые или маломощные, применяются для небольших видов работы, для длительных нагрузок этот тип устройства не подходит, соответственно, цена таких аппаратов низкая;
- полупрофессиональные аппараты применяются в гаражах, профессиональных предприятиях, СТО для сваривания кузова, дверцы автомобиля;
- профессиональные устройства обладают самой большой мощностью, они используются на больших производствах, предприятиях, поэтому, модели профессионального класса самые дорогие, хотя одновременно надежные и долговечные.
Способ подачи проволоки к месту сварочных работ также бывает разный.
Существует три вида подачи проволоки:
- толкающий;
- тянущий;
- толкающее-тянущий.
Первый вид, толкающий, подразумевает проталкивание проволоки в патрубок (рукав) горелки. Иногда, когда свариваются металлы за счет флюса или очень тонкой проволоки, она может немного заминаться внутри рукава.
Второй вид подачи проволоки, тянущий, протягивается к месту работы от ручки горелки. Механизм может находиться или в самом корпусе, или же в рукоятке.
Есть еще комбинированный тип подачи проволоки, толкающее-тянущий. Один тип механизма размещен в корпусе полуавтомата и выталкивает оттуда проволоку, а второй механизм, который находится в рукоятке, притягивает проволоку к месту плавки металлов.
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.







Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Принцип работы с аппаратурой
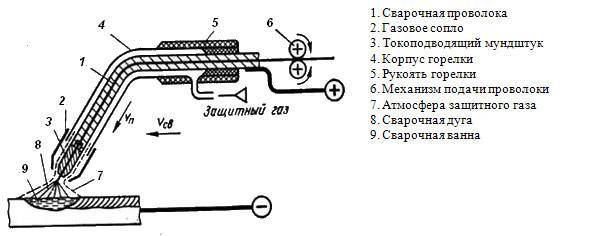
Полуавтоматический аппарат, который можно использовать в гараже, состоит из следующих элементов:
- трансформатор;
- механизм, обеспечивающий подачу проволоки;
- сварочный рукав;
- горелка с проволокой;
- сопло или токопроводящий наконечник;
- система подачи инертного газа.
Принцип работы подобного оборудования сводится к следующему: на проволоку постоянно подается ток, который нагревает и расплавляет металл на ограниченном участке. Одновременно с этим в обрабатываемую зону поступает инертный газ, который предотвращает окисление металла, что повышает качество итогового шва.

Полуавтоматическими эти аппараты называются потому, что электроды подаются автоматически, а непосредственно сваркой материала занимается человек.
Перед началом работы к металлу крепится один зажим, а второй — к скользящему наконечнику горелки. Полярность и сила тока задаются в зависимости от типа обрабатываемого металла.
Техническое обслуживание и хранение
Полуавтомат — это технически сложный электроприбор. И чем дороже ваша модель полуавтомата, тем она сложнее. А мы все прекрасно знаем, что количество поломок и ремонтопригодность во многом связаны именно с простотой электроприбора.
Классический трансформаторный сварочный аппарат очень прост и потому надежен. Его можно без проблем перебрать в гараже, а детали не будут стоить дорого. Все это нельзя сказать про полуавтомат. В основе полуавтомата современные микросхемы с транзисторами, которые плохо переносят пыль, грязь и повышенную влажность. Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Два раза в год отдавайте ваш полуавтомат в сервисный центр для технического обслуживания. Там специалисты очистят корпус (в том числе изнутри) с помощью сжатого воздуха, проверят работоспособность аппарата и приведут в порядок все винты, гайки и разъемы.
Храните полуавтомат в картонной коробке, предварительно обмотав его полиэтиленовой пленкой. Не оставляйте аппарат на зиму в неотапливаемом гараже или на даче. Если у вас есть возможность заберите полуавтомат к себе в квартиру и храните его там.
Правила эксплуатации и обслуживания
Чтобы грелкой было удобно варить, ее канал не должен перекручиваться или собираться в петли. Это затрудняет прохождение проволоки. Токосъемный мундштук выбирается по диаметру подающейся с катушки присадки. Со временем его внутреннее отверстие разрабатывается и проволока начинает «гулять», из-за чего труднее контролировать формирование шва. В таком случае мундштук меняется на новый.
Сопло горелки направляет защитный газ точно в зону сварки. Постепенно оно обрастает внутри окалинами, которые нужно чистить. Брызги металла прилипают и снаружи, поэтому рекомендовано наносить жирные спреи, уменьшающие адгезию (создают пленку на поверхности гусака и сопла). Кабель канал склонен к накоплению мусора и технической смазки от проволоки, поэтому раз в год его требуется прочищать, для чего выпускают специальные приспособления.
Виды сварочных полуавтоматов
Основными классифицирующими признаками сварочных полуавтоматов являются их конструктивное исполнение и тип источника тока, а дополнительными — способ подачи проволоки, вид охлаждения, питающие напряжение, наличие вспомогательных функций и прочие. Кроме того, существует разделение аппаратов по виду газовой среды: работа с инертным газом, с активным газом (углекислотный полуавтомат) и универсальные многофункциональные. Конструктивно сварочные полуавтоматы производятся в однокорпусном и двухкорпусном исполнениях. В первом случае внутри одного моноблока находятся источник питания, газовый клапан и механизм подачи проволоки. Во втором случае эти последние два вынесены в отдельное устройство, к которому подключается кабель-шланг. Однокорпусные аппараты выпускают с внутренним и внешним размещением бобины с проволокой.
Рисунок 6 — Сварочные полуавтоматы
Источники питания сварочных полуавтоматов бывают двух видов: выпрямители и инверторы. Первые более просты в обслуживании и довольно дешевы, но при этом выдают постоянный ток со значительными пульсациями, имеют низкий КПД и большую массу. Сварочные полуавтоматы инверторного типа лишены всех этих недостатков. При этом они могут выдавать практически все видов сварочных токов, в том числе работать в импульсном режиме.





