

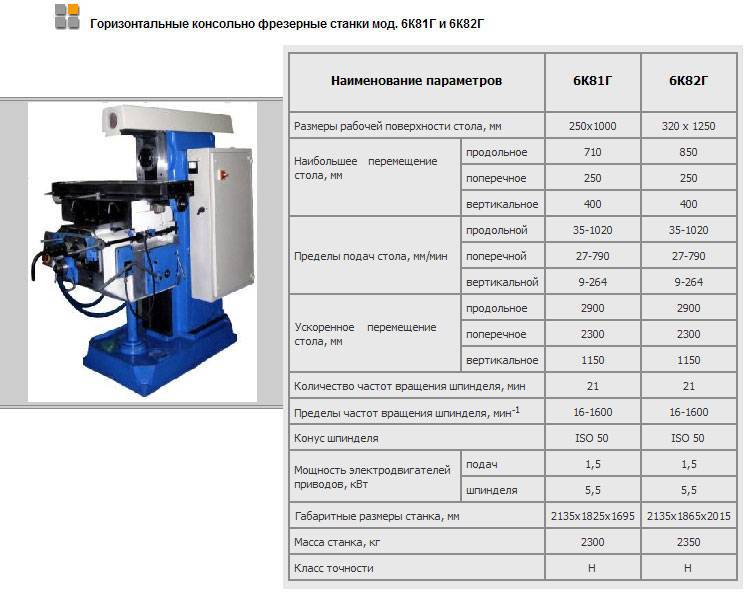
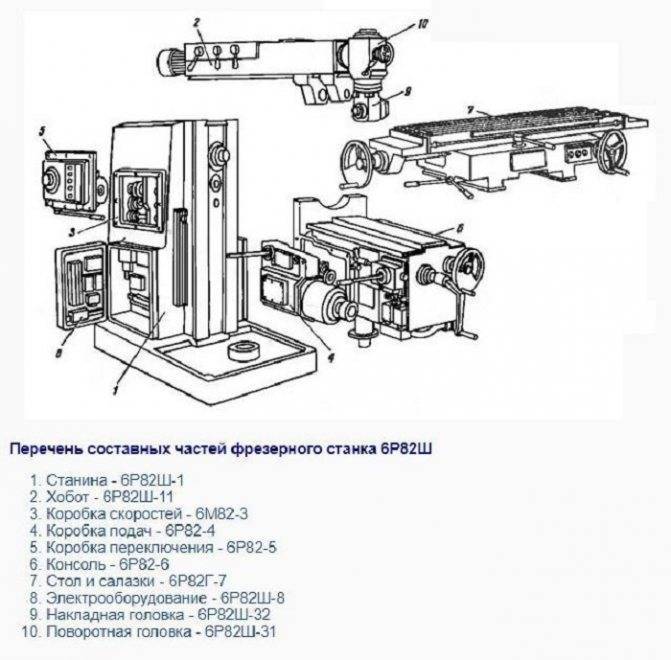
3 Станки 6Р82Ш – их составные части и технические характеристики
К основным составным узлам фрезерной установки относят следующие элементы:
- поворотная и накладная головки;
- станина;
- стол и салазки;
- коробка переключения, подач, скоростей;
- консоль;
- хобот;
- электрическое оборудование.
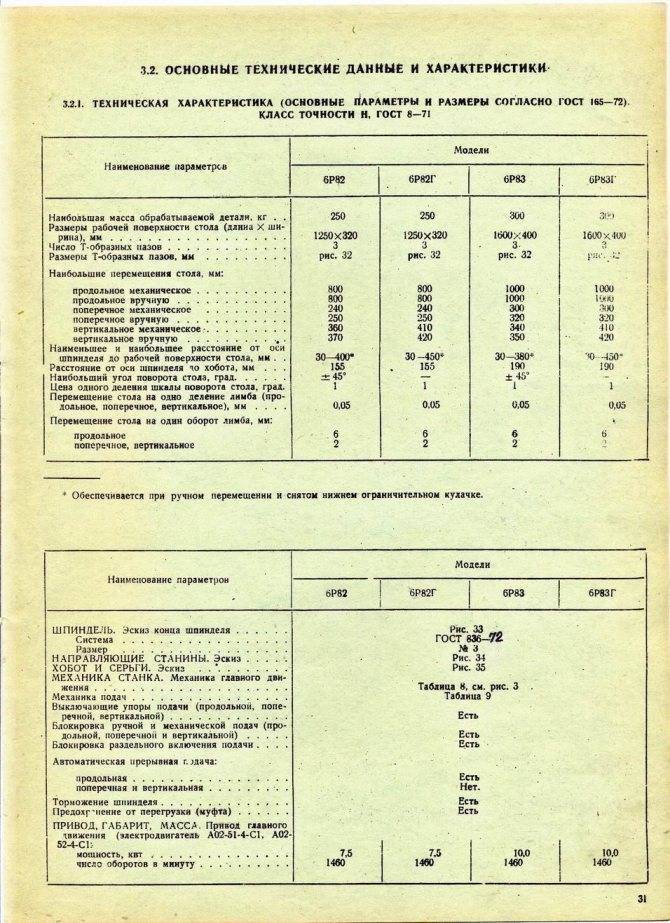
Далее мы приводим ключевые технические параметры станка:
- параметры стола – 320х1250 мм;
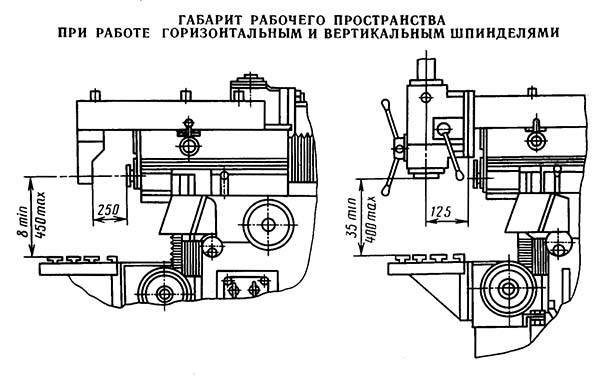
- вылет (расстояние между направляющими станины и поворотной головкой) – от 260 до 820 мм;
- дистанция до стола от торца шпинделя – от 35 до 535 мм;
- расстояние между хоботом и осью шпинделя – 155 мм;
- пределы вертикальных рабочих подач – 8,3–416,6 мм, поперечных и продольных – 25–1250 мм;
- максимальное передвижение стола (ручное/механическое): вертикальное – 420/410 мм, поперечное – 250/240 мм, продольное – 800/800 мм;
- усилие резки поперечной подачи – 12 Н, продольной – 15 Н, вертикальной – 5 Н;
- количество ступеней подач – 18;
- наибольшая нагрузка на центр стола – 250 кг;
- быстрый поперечный и продольный ход стола – 3 мм/мин, вертикальный – 1 мм/мин;
- вертикальное передвижение стола на оборот лимба – 2 мм, поперечное и продольное – 6 мм;
- шпиндель: число скоростей – 18, частота вращения – от 50 до 1600 об/мин, передвижение пиноли – 80 мм (на один оборот лимба – 6, на одно деление – 0,1), возможное сечение фрез (обработка чернового характера) – 100 и 160 мм (соответственно, вертикальный и горизонтальный шпиндель), максимальный крутящий момент 1070 Нм, поворот головки (накладной) в продольной плоскости – 360 градусов;
- мощность электродвигателей: 2,2 кВт (привод подач и поворотной подачи), 7,5 кВт (привод главного движения), 0,125 кВт (насос жидкости для охлаждения);
- масса – 3300 кг;
- размеры станка: ширина – 1850 мм, длина – 2470 мм, высота – 1950 мм.
Фрезерный агрегат оснащен муфтой предохранения от чрезмерных нагрузок, тремя прерывистыми автоматическими подачами, блокировкой механической и ручной подачи, раздельного ее включения, упорами (выключающими) подачи.
Удобство управления оборудованием обеспечивается:
- использованием постоянного тока для торможения станка;
- кнопочно-рукояточными дублированными (с левой стороны и спереди установки) органами контроля;
- изменениями подач и скоростей посредством выборочных узлов с одной рукояткой, которые дают возможность назначать любой допустимый их показатель без выполнения промежуточных стадий (простым поворотом лимба);
- включением шпинделя и быстрых ходов, а также их остановкой кнопками.
Особенности разборки станков 6р81г
На станках затруднен демонтаж коробки подач и редуктора из консоли. Для демонтажа необходима полная разборка консоли, которая должна осуществляться в следующем порядке:
- открепите планки салазок и кронштейн гайки поперечного хода стола, снимите стол;
- поднимите консоль до отказа вверх и подставьте под нее надежную опору;
- откройте крышку и снимите гайку с верхнего конца винта вертикального перемещения; открепите снизу консоли фланец кожуха винта; открепите от основания колонку и наверните ее на винт; выньте винт с кожухом и конической шестерней из консоли;
- открепите и удалите механизм переключения подачи;
- открепите и удалите из консоли коробку реверса;
- отсоедините от насоса трубопроводы смазки;
- снимите рукоятку ускоренного хода и крышку консоли;
- слейте масло из полости консоли;
- выньте коробку подач вместе с редуктором.
Состав и конструкция фрезерного станка 6Т82Г
Состав и конструкция фрезерного станка 6Т82Г
Основные сборочные единицы станка
На основной сборочной единице — станине монтируются составные части и механизмы станка. Конструкция жесткая за счет основания и большого числа ребер. По вертикальным направлениям станины перемещается консоль, ограничение хода которой производится креплением планки с кулачками с левой стороны станины. Консоль объединяет все узлы цепи подач станка. По горизонтальным направлениям перемещается хобот с серьгой. С правой стороны установлен электрошкаф.
Внутри корпуса станины имеется резервуар для масла, а на основании, на которое она устанавливается, прикреплен насос подачи охлаждающей жидкости.
Коробка скоростей смонтирована в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой.
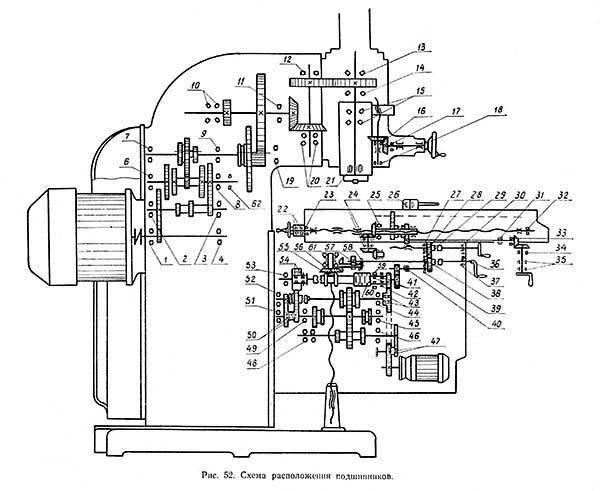
Шпиндель станка представляет собой двухопорный вал на подшипниках.
Коробка переключения скоростей позволяет выбрать необходимую скорость и начать с ней работать без промежуточных режимов.
Это интересно: Фрезеровка по дереву — оборудование, инструмент, художественные приемы
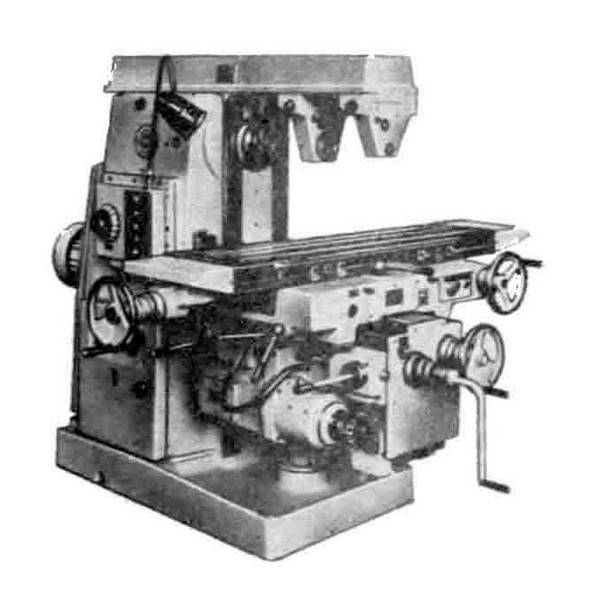
§ 2. ШИРОКОУНИВЕРСАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 6Р82Ш
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>> На широкоуниверсальном фрезерном станке модели 6Р82Ш выполняют различные сложные работы: изготовление металлических моделей, штампов, пресс-форм, шаблонов, кулачков и т. д. Станок имеет горизонтальный шпиндель, который может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами. На хоботе смонтирована поворотная головка и на нее может быть установлена накладная головка.
На направляющих хобота станка могут быть установлены опоры для поддержки длинных оправок при работе горизонтальным шпинделем. Кроме обычных принадлежностей, необходимых для повседневного ухода за станком, к станку могут поставляться делительная головка, круглый стол, долбежная головка, которые существенно расширяют возможности станка.
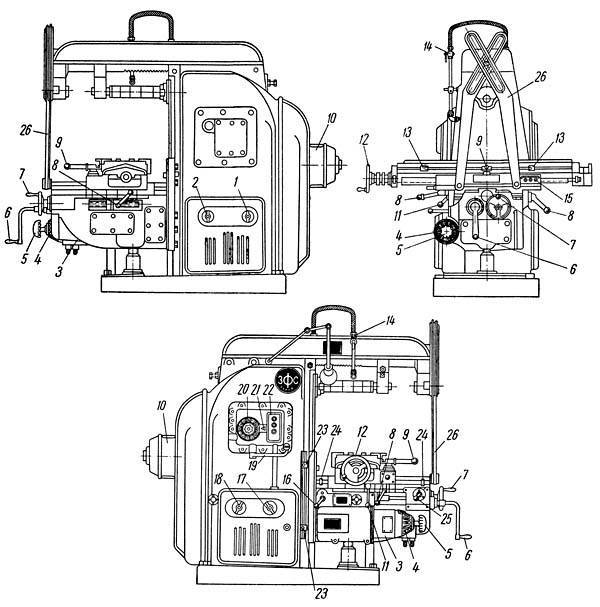
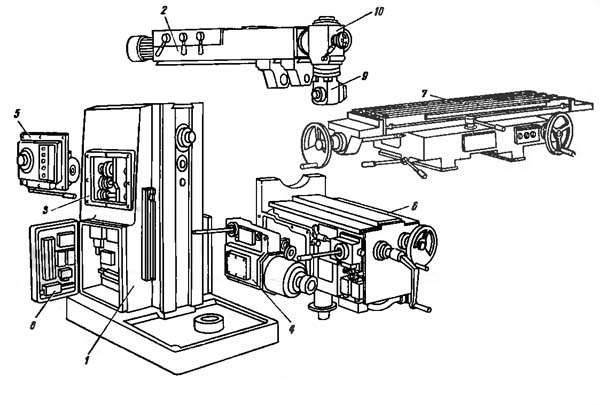
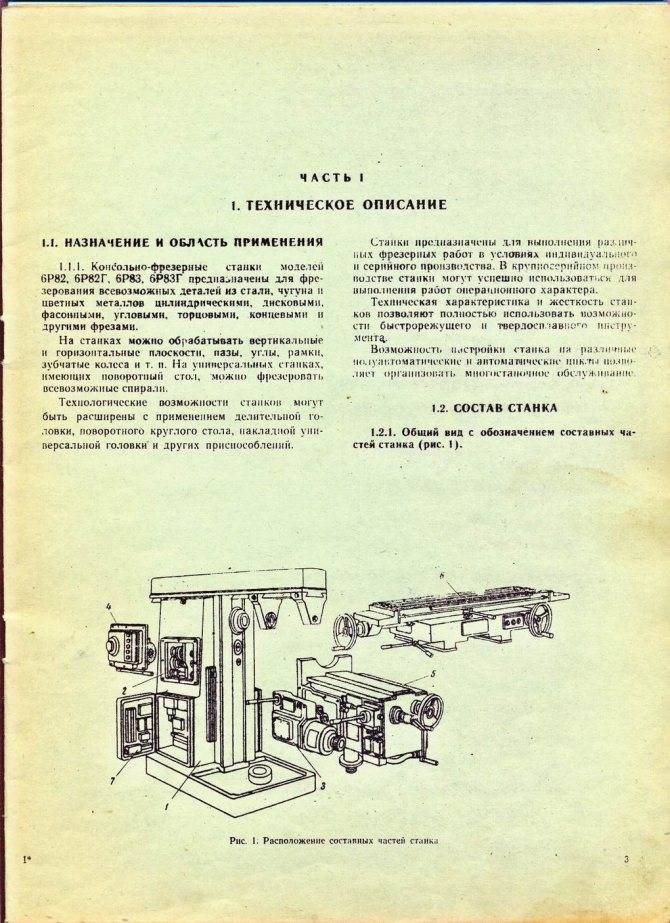
На рис. 53 показаны основные узлы станка модели 6Р82Ш, а на рис. 54 обозначены его органы управления.




Дублирующие органы управления предусмотрены для удобства работы при нахождении рабочего сбоку станка у коробки скоростей.
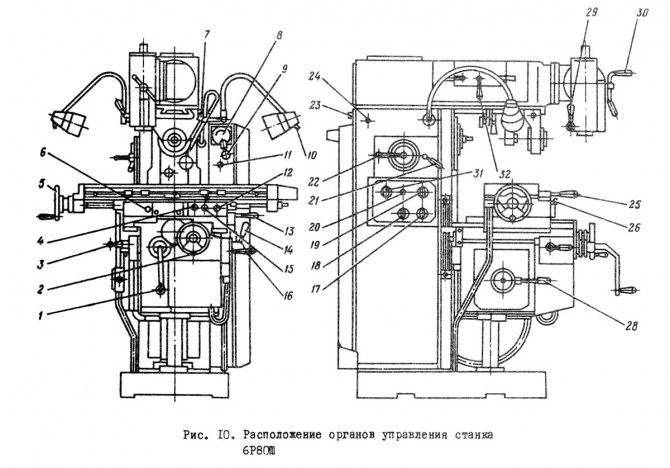
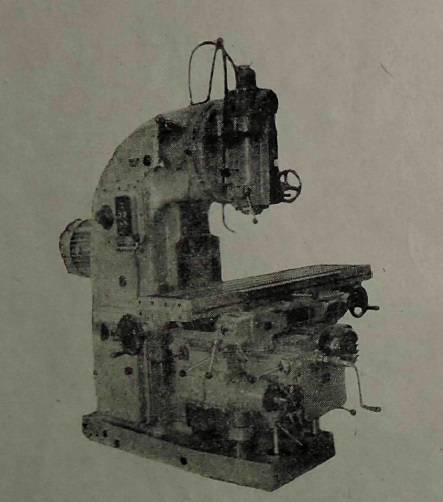
Рис. 53. Основные узлы станка модели 6Р82Ш:
1 — основание, 2 — станина, 3 — электрооборудование, 4 — коробка скоростей, 5 — коробка переключения, 6 — хобот, 7 — поворотная головка, 8 — накладная головка, 9 — стол и салазки, 10 — консоль, 11 — коробка подач
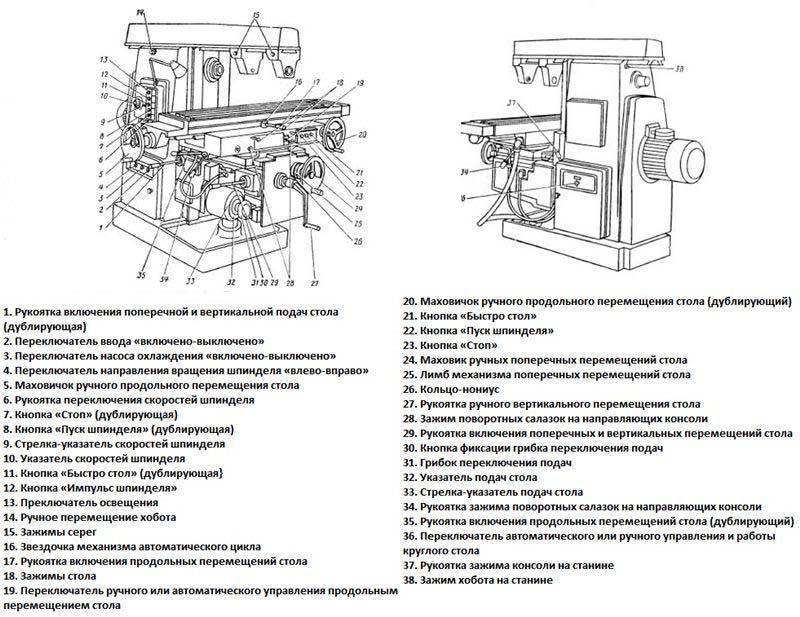
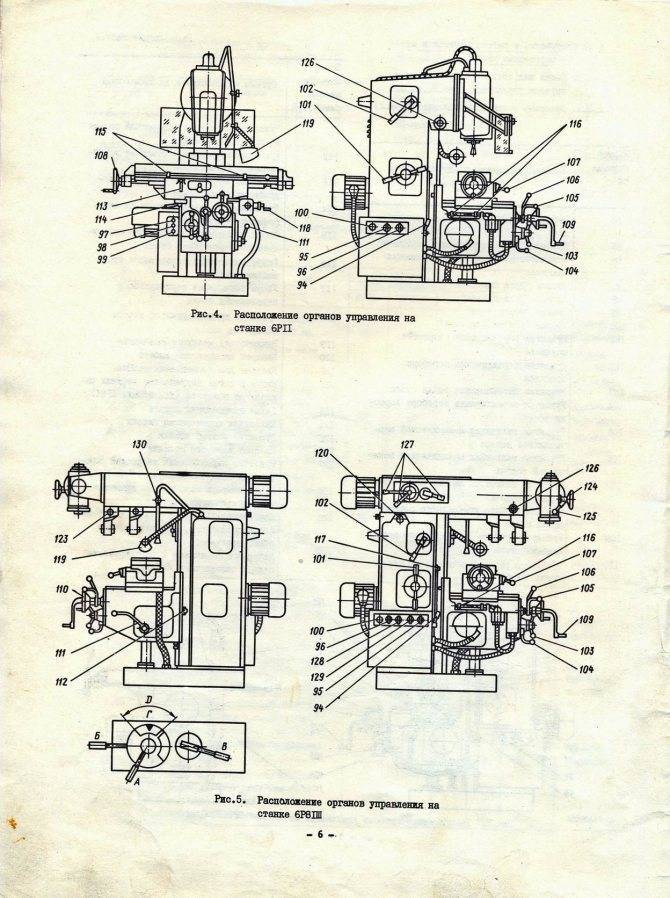
Рис. 54 Органы управления станка модели 6Р82Ш:
1 — кнопка «Стоп» (дублирующая), 2 — кнопка «Писк шпинделя» (дублирующая), 3 — стрелка-указатель частоты вращения, 4— указатель частоты вращения шпинделя, 5 — кнопка «Быстро стоп» (дублирующая), 6 — кнопка «Импульс, шпинделя», 7 — переключатель освещения, 8 — маховичок ручного перемешения хобота, 9 — рукоятки переключения скоростей шпинделя поворотной головки, 10 — механизм зажима (серьги, опоры), 11 — механизм зажима поворотной головки, 12 — маховичок выдвижения гильзы шпинделя, 13 — рукоятка зажима гильзы и шпинделя, 14 — звездочка механизма автоматического цикла, 15 — рукоятка включения продольных перемещений стола, 16 — механизм зажима стола, 17 — маховичок ручного продольного перемещения стола, 18 — кнопка «Быстро стоп», 19 — кнопка «Пуск шпинделя», 20 — кнопка «Стоп», 21 — переключатель ручного или автоматического управления стола, 22 — маховичок ручных поперечных перемещений стола, 23 — лимб механизма поперечных перемещений стола, 24 — кольцо-нониус, 25 — рукоятка ручных вертикальных перемещений стола, 26 — кнопка фиксации грибка переключения подач, 27 — грибок переключения подач, 28 — указатель подач стола, 29 — стрелка-указатель подач стола, 30 — рукоятка включения поперечной и вертикальной подач стола, 31 — рукоятка зажима салазок на направляющих консоли, 32 — рукоятка включения продольных перемещений стола (дублирующая), 33 — рукоятка включения поперечной и вертикальной подач стола (дублирующая), 34— переключатель ввода «Включено—выключено», 35 — переключатель насоса охлаждения «Включено—выключено», 36 — переключатель вращения горизонтального шпинделя «Влево-вправо», 37 — маховичок ручного продольного перемещения стола (дублирующий), 38 — рукоятка переключения частоты вращения горизонтального шпинделя, 39 — реверсивный переключатель направления вращения шпинделя накладной головки, 40 — переключатель управления «Автоматический цикл — ручное перемещение — работа с круглым столом», 41— рукоятка зажима консоли на станине, 42 — винт зажима хобота на станине, 43 — крышка
Перейти вверх к навигации
Сведения о производителе консольно-фрезерного станка 6Т82Г
Производитель серии универсальных фрезерных станков 6Т82г — Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
В 1985 году завод начал выпуск серию горизонтальных консольно-фрезерных станков 6Т82 и 6Т83, которые являются дальнейшим развитием станков аналогичных моделей серии Р (6Р82, 6Р83).
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П станок консольно-фрезерный вертикальный 320 х 1250
- 6М13П станок консольно-фрезерный вертикальный 400 х 1600
- 6М82 станок консольно-фрезерный горизонтальный универсальный 320 х 1250
- 6М82Г станок консольно-фрезерный горизонтальный 320 х 1250
- 6М82Ш станок консольно-фрезерный широкоуниверсальный 320 х 1250
- 6М83 станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6М83Г станок консольно-фрезерный горизонтальный 400 х 1600
- 6Н12 станок консольно-фрезерный вертикальный 320 х 1250
- 6Н13П станок консольно-фрезерный вертикальный 400 х 1600
- 6Н82 станок консольно-фрезерный горизонтальный 320 х 1250
- 6Н82Г станок консольно-фрезерный горизонтальный 320 х 1250
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный 400 х 1600
- 6Т12-1 станок консольно-фрезерный вертикальный 320 х 1250
- 6Т12 станок вертикальный консольно-фрезерный вертикальный 320 х 1250
- 6Т12Ф20 станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250
- 6Т13 станок консольно-фрезерный вертикальный 400 х 1600
- 6Т13Ф20 станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600
- 6Т13Ф3 станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600
- 6Т82 станок консольно-фрезерный горизонтальный универсальный 320 х 1250
- 6Т82-1 станок консольно-фрезерный горизонтальный универсальный 320 х 1250
- 6Т82Г станок консольно-фрезерный горизонтальный 320 х 1250
- 6Т82Ш станок консольно-фрезерный широкоуниверсальный 320 х 1250
- 6Т83 станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6Т83-1 станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6Т83Г станок консольно-фрезерный горизонтальный универсальный 400 х 1600
- 6Т83Ш станок консольно-фрезерный широкоуниверсальный 400 х 1600
- 6606 станок продольно-фрезерный 630 х 2000
- ГФ2171 станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
Назначение и область применения
Станок 6Р82 имеет меньшие габариты и требует меньшего рабочего пространства, чем варианты 6Р83. Следует учесть и то, что последние выдают большую мощность двигателя. Если требуется оборудование на масштабное производство, то предпочтение следует отдать 83. Но в тоже время 82 имеет некоторые конструктивные особенности, делающие его востребованным.
Стол станка поворачивается на угол до 45 градусов в обе стороны. При этом плоскость поворачивается около вертикальной оси. Особенности дает работать по металлу в любых условиях и проводить тщательную обработку даже труднодоступных сторон заготовки.
Сфера применения горизонтального станка масштабная. Его используют для работы с заготовками из цветных металлов, стали и чугуна — разницы нет, но необходимо подобрать верно резцы. Фрезерный станок проводит обработку различными по своему типу резцами, в том числе и цилиндрическими дисковыми, угловыми, концевыми, кольцевыми, торцовыми. Удобно то, что можно купить дополнительно детали и выполнять работу по заготовкам самостоятельно, вне серийного производства.

Фрезерный горизонтальны станок наиболее востребован в условиях серийного производства. Дело в том, что на нем можно выставить автоматический или полуавтоматический цикл работы. Это значит, что детали будут автоматически обрабатываться, не требуется вмешательство и контроль человека. Особенности во многом упрощает операционную деятельность, делает ее безопасной и быстрой.
Форма плоскостей, с которыми работают на оборудование, не ограничивается. Используется различные вертикальные и горизонтальные вариации. Без труда можно работать колеса из зубцов, пазы, рамки или углы. Поэтому станок типа 6Р82 и 83 считается одним из лучших вариантов для серийного производства, требующего больших мощностей, но вместе с тем нуждающемся в оборудовании с разноплановыми резцами.
Дополнительный плюс — функционал станка расширяется при помощи круглого стола, докупают делительную или накладную головку, которая расширяет диапазон возможностей.



Перечень и расположение основных частей
Фрезерный станок 6Р82Ш состоит из следующих базовых узлов:
- Фундаментной плиты, комплектуемой виброопорами серии ОВ с резинометаллическими элементами по ТУ 4192-003-96952067-13.
- Вертикальной станины с направляющими.
- Инструментальной консоли с подвижными салазками.
- Электродвигателей привода главных движений и привода станции подачи смазочно-охлаждающей жидкости.
- Поворотной плиты (хобота).
- Рабочего стола.
- Механизма коробки скоростей, который располагается во внутренней части полой станины.
- Механизма коробки подач.
- Поворотной и (или) дополнительной накладной головки.
- Органов управления работой станка.
- Ёмкости под смазочно-охлаждающую жидкость.
При такой компоновке станок имеет возможность для передвижения рабочего стола по всем трем координатам. Все органы управления вынесены на поворотную приборную панель, сбоку которой устанавливается лампа местного освещения под напряжение 24 В. Для достижения необходимой жесткости и исключения вибраций (особенно при силовом фрезеровании) центр тяжести станка располагается ниже рабочей поверхности подвижного стола.
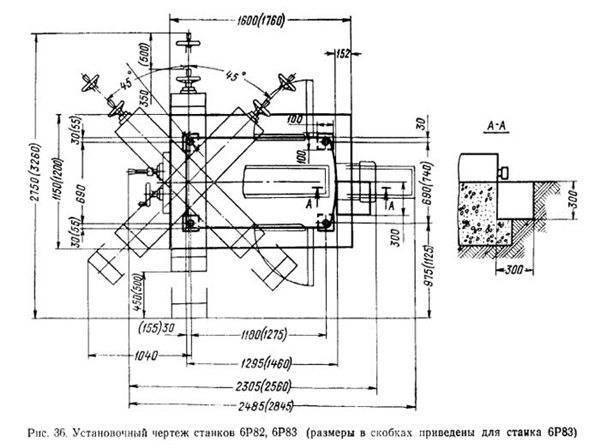
Установочный чертеж
Чертеж рассчитывается в индивидуальном порядке в зависимости от помещения. Стандартный чертеж представлен так, чтоб оборудование вписалось при развороте в 45 градусов на любую плоскость.
Пределы использования станка по мощности и силовым нагрузкам
Определяют пределы работы привода только показатели электрического двигателя, установленные в оборудовании (если проводится более 63 оборотом в минуту). Если число меньше 63, то уменьшают мощность главного привода. Усилие резания при продольной подаче составляет максимально 1500 кгс, поперечной — 1200 кгс, вертикальной — 500 кгс. Максимальный размер заготовки для проведения черновой обработки — до 160 миллиметров.
Эксплуатационные возможности
Указанные на станок 6Т82Г технические характеристики позволяют применять его во многих производственно-технологических линиях для фрезерования изделий различной сложности. Стандартные опции расширяются применением дополнительных приспособлений, оснастки:
- тиски;
- делительная головка;
- накладная фрезерная головка;
- долбежная головка;
- круглый поворотный стол с механическим редукторным приводом.
Комплектующие устанавливаются на горизонтально-фрезерные станки 6Т82Г посредством фиксации в стандартных пазах. Технические характеристики оборудования шире, чем у обычных аналогов. Консольный станок имеет стол, с широким диапазоном перемещения по трем направлениям, что расширяет технологические возможности. У простого оборудования с горизонтальным шпинделем такой опции нет. Обеспечивает защиту от перегрузок у 6Т82Г схема с электромагнитной муфтой. Это эффективный механизм, предохраняющий от поломок, поскольку мощность двигателя, тяговые усилия приводов стола могут серьезно повредить конструкцию станка и нанести травмы работнику.

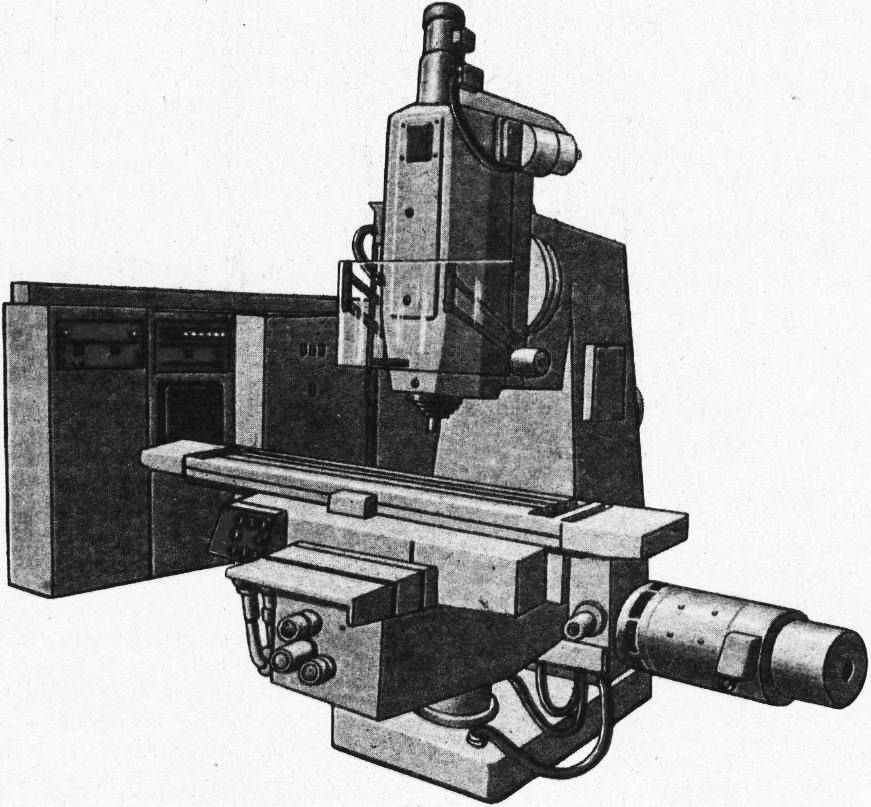
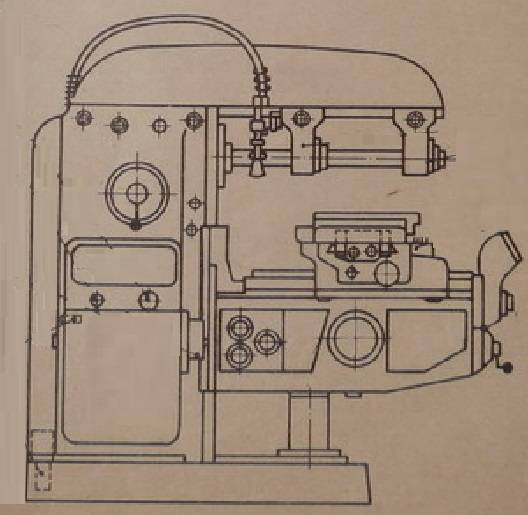
Общий вид фрезерного станка 6Т82Г
На данном оборудовании выполняется весь перечень фрезеровочных операций для этого класса станков. В работе с оснасткой используются все известные приемов приемы обработки металла. В зависимости от расположения режущей кромке на инструменте, заготовки обрабатываются:
- по вертикали;
- по горизонтали;
- по копиру;
- с помощью дополнительных приспособлений.
При работе предполагается наличие допуска к оборудованию, оформленного соответствующим образом, поэтому описание базовых понятий металлообработки в паспорте отсутствует. Но рекомендации по выбору режимов обработки есть. Возможности при работе с деталями различной прочности и площади поверхности у станка широкие. Варьируется в широком диапазоне скорость вращения шпинделя, тонко регулируется подача стола. Оперируя этими значениями, подбираются оптимальные режимы для достижения конкретных целей, добиваясь:
- высокой производительности;
- заданной шероховатости поверхности;
- поддержания температуры в нужном диапазоне;
- сохранности режущего инструмента.
Удобное управление позволяет быстро осуществлять перенастройку станка, установку и демонтаж дополнительного оборудования. Элементы конструкции унифицированы. Установка фрез и оснастки производится стандартным инструментом по обычной схеме. При обработке металлов допускается использование рекомендованного инструмента. Фрезы могут быть выполнены как их быстрорежущей стали, так и изделия с твердосплавными напайками. Для каждого вида режущего инструмента имеются свои рекомендации, под которые настроить станок не составит труда.
При высокой надежности, долговечности, точности станок имеет относительно доступную цену, соответственно и быструю окупаемость. Перечень выполняемых операций позволяет применять оборудование во многих сферах деятельности. При выполнении условий эксплуатации устройство безопасно для фрезеровщика. Большой ресурс и ремонтопригодность стали решающим фактором при выборе оборудования для установки в небольших частных организациях, крупных металлообрабатывающих предприятий. Если для первых это станок, который отлично подходит для выпуска единичных изделий, то для вторых это инструмент повышения производительности труда.
Буква «Т» в аббревиатуре названия означает поколение оборудования, и в отличие от предыдущих выпусков серии «Р» существенно выросла мощность, расширен частотный диапазон вращения шпинделя, увеличена скорость подачи стола, в том числе и в ускоренном режиме. Удобным стало управление, конструктивно станок стал более эргономичным.



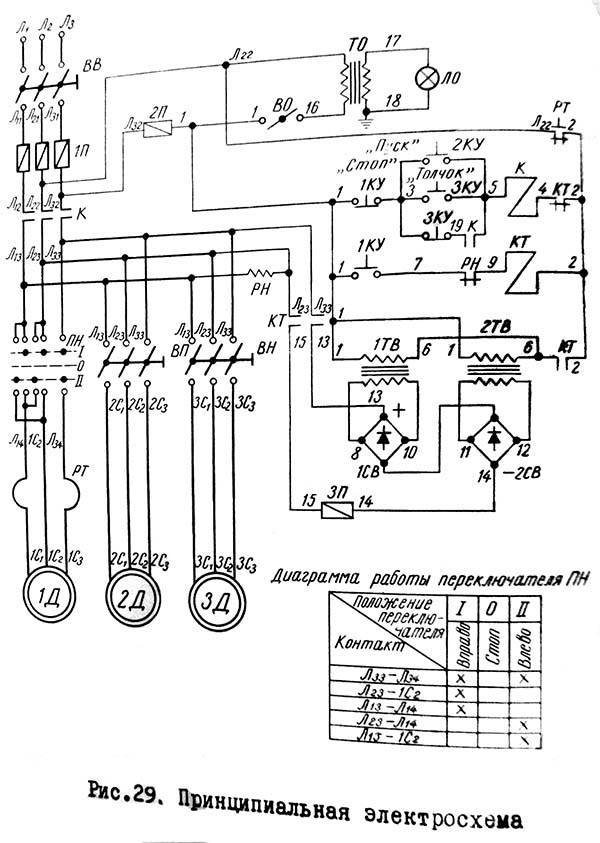
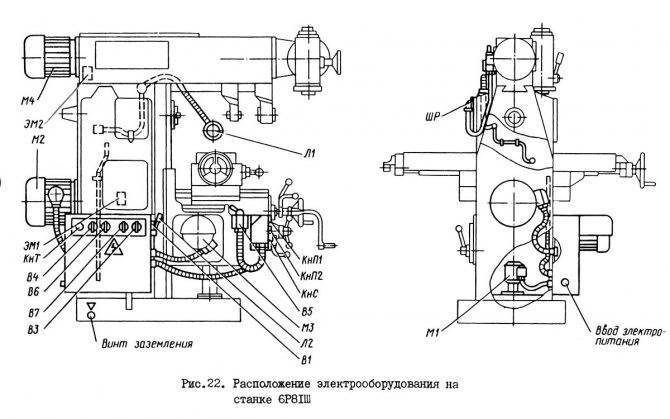
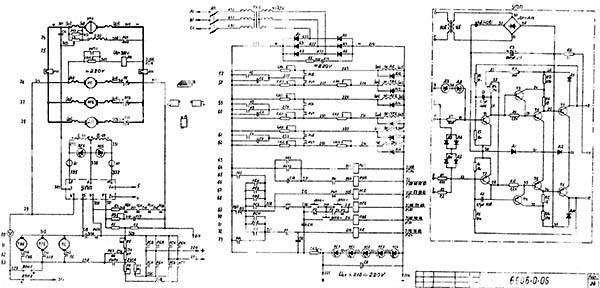
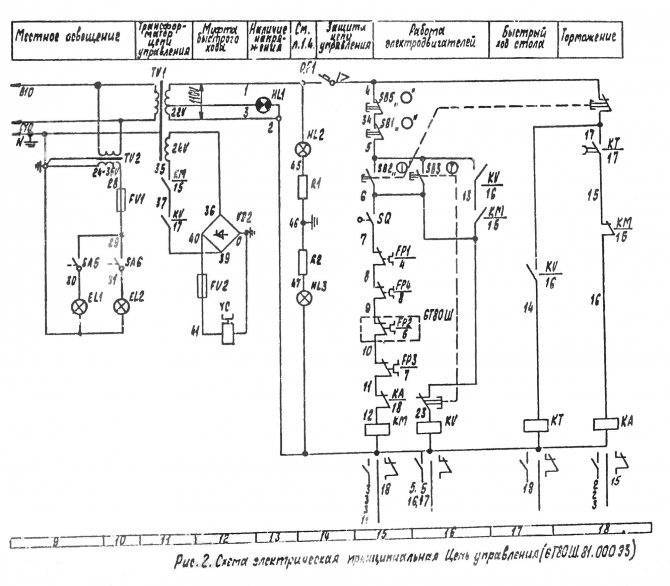
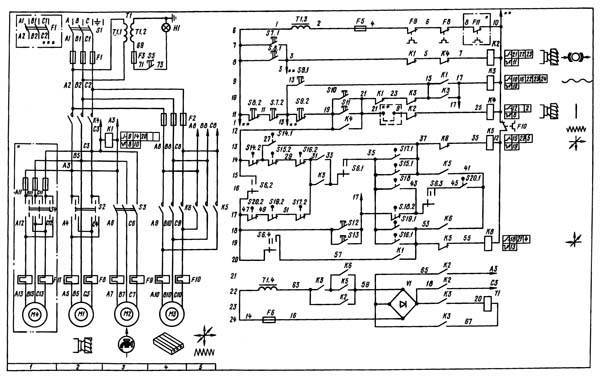
Электрооборудование станка 6Р83Г
Схема электрическая фрезерного станка 6Р83Г
Кинематическая схема фрезерного станка 6р83г
Примечания
- * – только для станков 6Р82Ш, 6Р83Ш
- ** – в электросхему механизма зажима инструмента
- *** – только для станков 6Р13Б
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
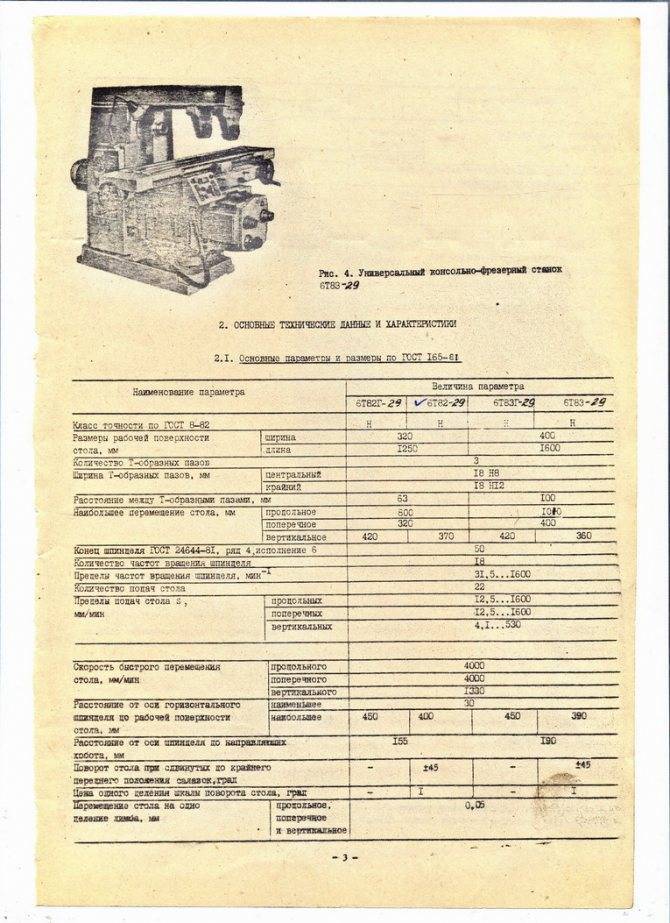
Основные показатели
Габариты рабочей плоскости – 320 х 1250мм. Предельный промежуток от оси шпинделя до рабочей поверхности 30 – 410. Максимальный отступ между торцом шпинделя и поддерживающим подшипником 700мм.
Мощность электродвигателя – 7кВт. Частота вращения главного двигателя – 1440об/мин, горизонтального шпинделя – 31,5 … 1600.
Точность работы агрегат приравнивается к классу Н.
Параметры вращения стола
Рабочая поверхность может передвигаться:
- Продольно (на 700мм вручную и с механикой);
- Поперечно (на 260мм рукой и на 240 механически);
- По вертикали (на 380 мм обоими методами).
Максимальный угол вращения установлен в +/-45 градусов.

Длина станка 6М82 2260мм, ширина – 1745мм, а высота – 1660мм.
Общая масса установки – 2800кг.
Пределы использования станков по мощности и силовым нагрузкам
Основные ограничения для аппаратов с большой и средней частотой вращения связаны с предельной скоростью режущего инструмента и мощностью двигателя, обеспечивающего движение.
Высокая скорость резания предусматривает применение скоростных режимов работы. Таким образом, достигается повышение производительности станка и устойчивость к вибрациям.




Когда используется цилиндрический быстрорежущий инструмент, допускается усиление подачи до 1500кг.
Лимиты для работы в тяжелом режиме
Тяжелый режим фрезерования, в первую очередь, требует высокой прочности и устойчивости фрезы. Специалисты рекомендуют придерживаться в такой работе следующих условий (Таблица):
| Показатель | Торцовые фрезы по стали | Цилиндрические фрезы по чугуну | Торцовые фрезы по чугуну |
| Максимальный диаметр фрезы (мм) | 150 | 90 | 200 |
| Количество зубцов | 14 | 8 | 16 |
| Частота вращения – до (об/мин) | 40 | 50 | 63 |
| Предельная скорость резки – (м/мин) | 19 | 14 | 40 |
| Ширина фрезеровки не более (мм) | 100 | 109 | 100 |
| Глубина фрезеровки не более (мм) | 4-5 | 10-12 | 9 |
| Максимальная подача (мм/мин) | 160 | 160 | 315 |
| Подача на зуб (мм/мин) | 0,28 | 0,4 | 0,31 |
| Лимит мощности (кВт) | 6 | 6 | 7 |
Идеальный баланс в работе на данном станке:
- Полная мощность + средние обороты;
- Не более 75% мощности + низкие обороты.

Перечень органов управления фрезерным станком 6Т82Г
- Указатель скоростей шпинделя
- Кнопка «Толчок шпинделя»
- Переключатель «Зажим-отжим инструмента»
- Кнопка «Перемещение стола вперед, влево, вверх»
- Переключатель выбора направления перемещения стола
- Кнопка «Перемещение стола назад, вправо, вниз»
- Кнопка «Стоп перемещения стола»
- Кнопка «Замедленная подача»
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Стоп шпинделя» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- Кнопка «Пуск шпинделя» (дублирующая)
- Ручное перемещение хобота
- Зажим серег
- Зажимы салазок
- Клавиша «Перемещение стола влево»
- Клавиша «Перемещение стола вправо»
- Клавиша «Стоп продольного перемещение стола»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — механический»
- Маховик ручного продольного перемещения стола
- Кнопка «Пуск шпинделя»
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Кнопка «Стоп» аварийная
- Ручное вертикальное перемещение стола
- Переключатель выбора режима работы станка
- Грибок переключения подач
- Кнопка «Стоп шпинделя»
- Переключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стала»
- Клавиш «Стоп вертикального перемещения стола»
- Клавиша «Перемещение стола вниз»
- Клавиша «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша «Стоп поперечного перемещения стола»
- Клавиша «Перемещение стола вперед»
- Клавиша «Перемещение стола назад»
- Зажим хобота
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево-вправо»
- Переключатель насоса охлаждения «Включено-выключено»
- Переключатель выбора автоматических циклов по рамке
- Переключатель выбора автоматических циклов стола
- Зажим консоли
- Зажимы поворотных салазок
- Рукоятка ручного вертикального и поперечного перемещений стола, (съемная)
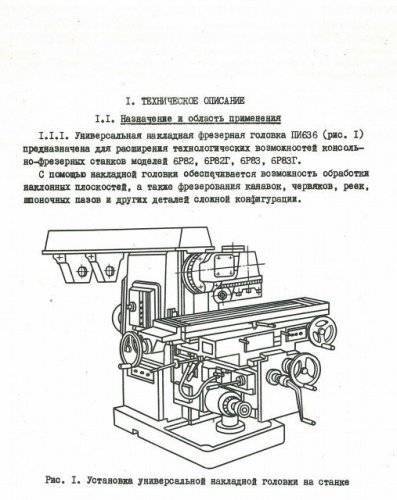
2 Области применения и назначение фрезерного широкоуниверсального агрегата
Чаще всего данный станок используется при подготовке металлических пресс-форм и стальных моделей штампов для применения их в условиях единичного и серийного производства. На установке можно обрабатывать модели с большими геометрическими размерами, которые по своим параметрам превышают габариты рабочего стола. Достигается это за счет того, что шпиндельная головка станка способна разворачиваться под углом в перпендикулярных друг другу плоскостях. Устанавливается головка на специальном хоботе выдвижного вида.
Также агрегат располагает горизонтальным шпинделем. С его помощью обрабатываются плоскости цилиндрическими и торцовыми фрезами. Возможно одновременное использование обоих шпинделей и раздельное их функционирование. Стоит добавить, что применяется данная модель широкоуниверсальных станков и в качестве горизонтально-фрезерных. Для этого достаточно смонтировать на агрегат серьги, входящие в его комплектацию.
Расширить функциональность станка можно и при помощи поворотной накладной добавочной головки. Она предназначена для выполнения элементарных расточных операций и обработки деталей с крупными габаритами. Попутное и встречное фрезерование осуществляется в автоматических и простых режимах за счет наличия в винтовой паре подачи (продольной) рабочей поверхности устройства выборки люфта.
Описываемый станок позволяет фрезеровать любые заготовки из чугуна, стали, алюминиевых листов, других цветных металлов угловыми, дисковыми, концевыми, фасонными, цилиндрическими, торцовыми и иными фрезеровочными инструментами. Агрегат используется для осуществления операционных мероприятий в автоматических и поточных комплексах производства крупных серий продукции за счет разнообразных легко настраиваемых автоматических и полуавтоматических циклов.

Обработка контура кулачков, разверток, центровочных сверл, колес зубчатого типа и иных деталей, нуждающихся в непрерывном либо периодическом развороте вокруг собственной оси, выполняется на станке посредством круглого накладного стола или специальной делительной головки. Допускается, кроме всего прочего, фрезерование широкоуниверсальных и вертикальных плоскостей, рамок, пазов и так далее.
Описание электрооборудования фрезерных станков. Видеоролик.
Список литературы:
Консольно-фрезерные станки 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б. Руководство по эксплуатации электрооборудования 6Р82.ЭО.000 РЭ1,
Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
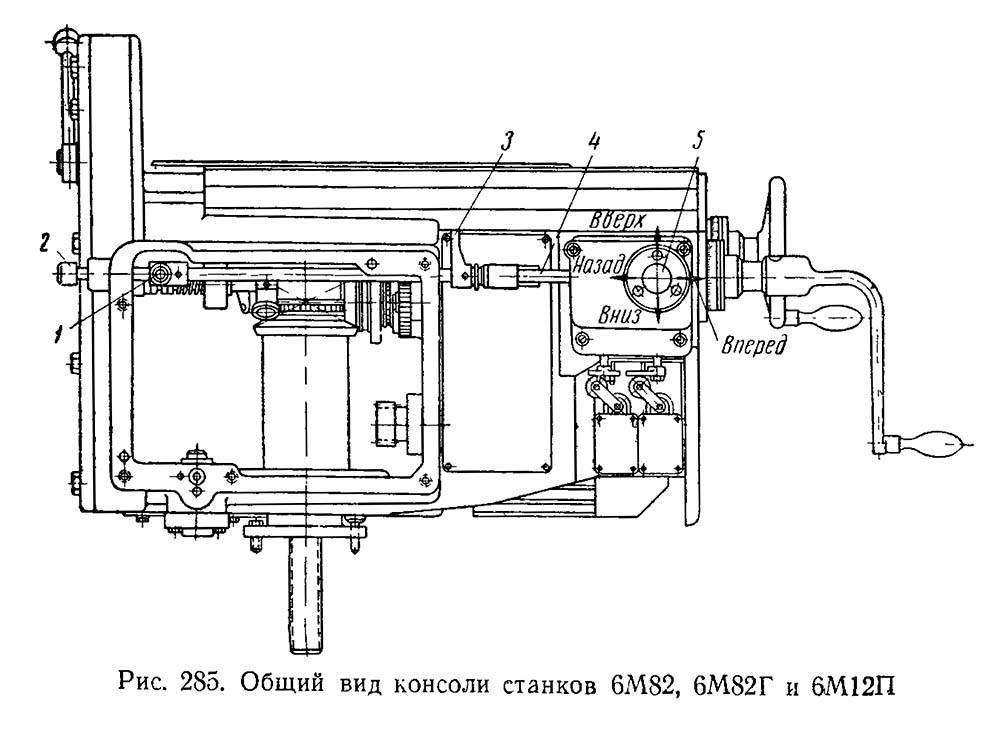
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Модернизация электрооборудования
С целью повышения надёжности и долговечности работы станка старое электрооборудование, снятое с производства, необходимо заменить на новое с улучшенными техническими характеристиками, с более высокими показателями надёжности и долговечности.
По этим причинам в схему внесены изменения:
- Вместо вводного выключателя и предохранителей установлен вводной автомат (QF).
- Тепловые реле типа ТРН-20 заменены на новые типа РТЛ.
- Электронасос старой серии типа ПА-22УЗ, с мощностью электродвигателя 0,12кВт, 2800 об/мин заменён на новый типа ЭЦЦ-25 с теми же параметрами.
- Выпрямительный мост из селеновых шайб заменён на диоды германиевые Д226, 400В, 5А.
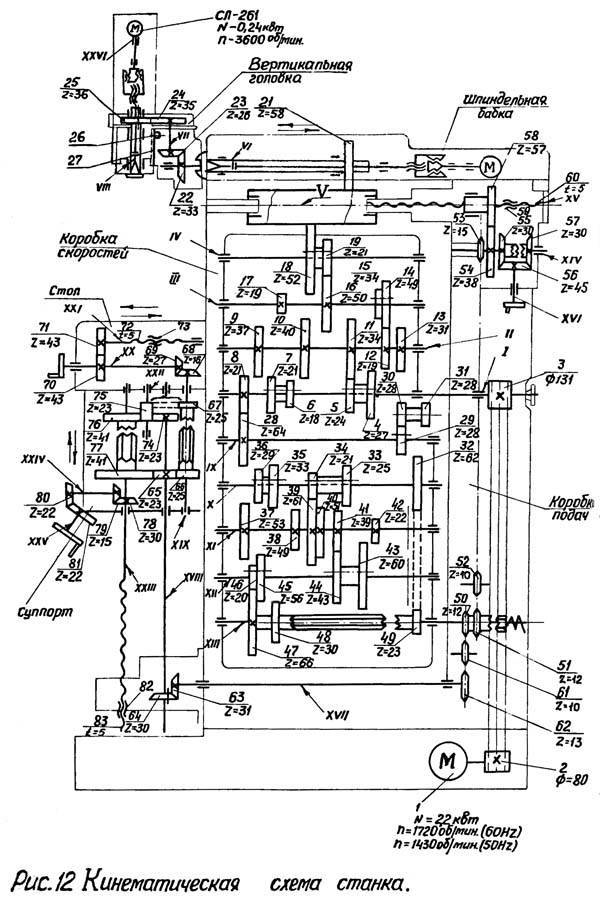
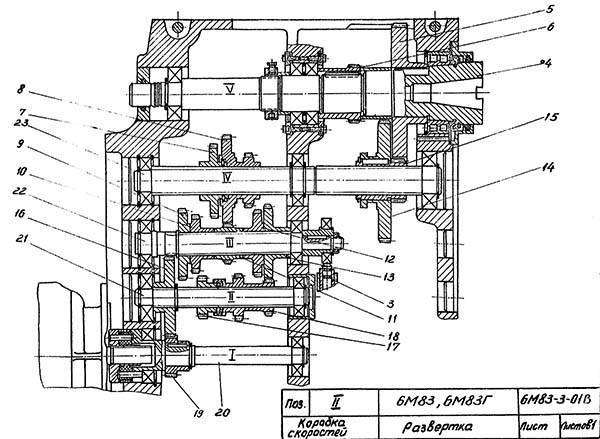
Кинематическая схема фрезерного станка 6Т82Г

Кинематическая схема фрезерного станка 6Т82Г
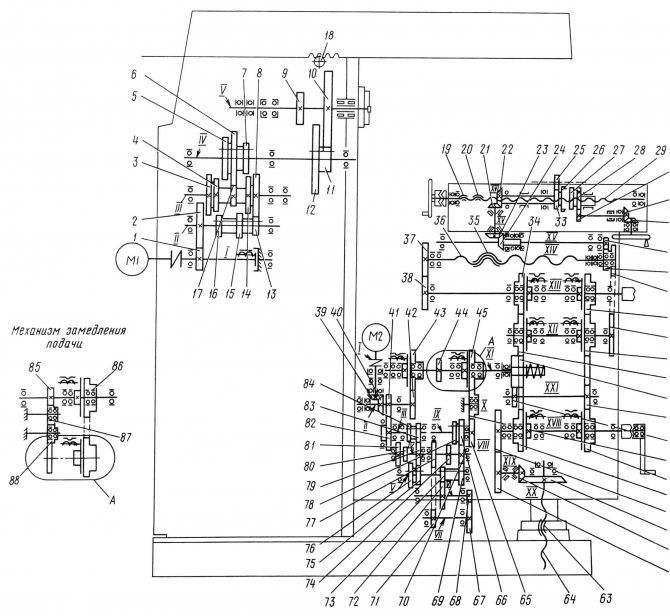
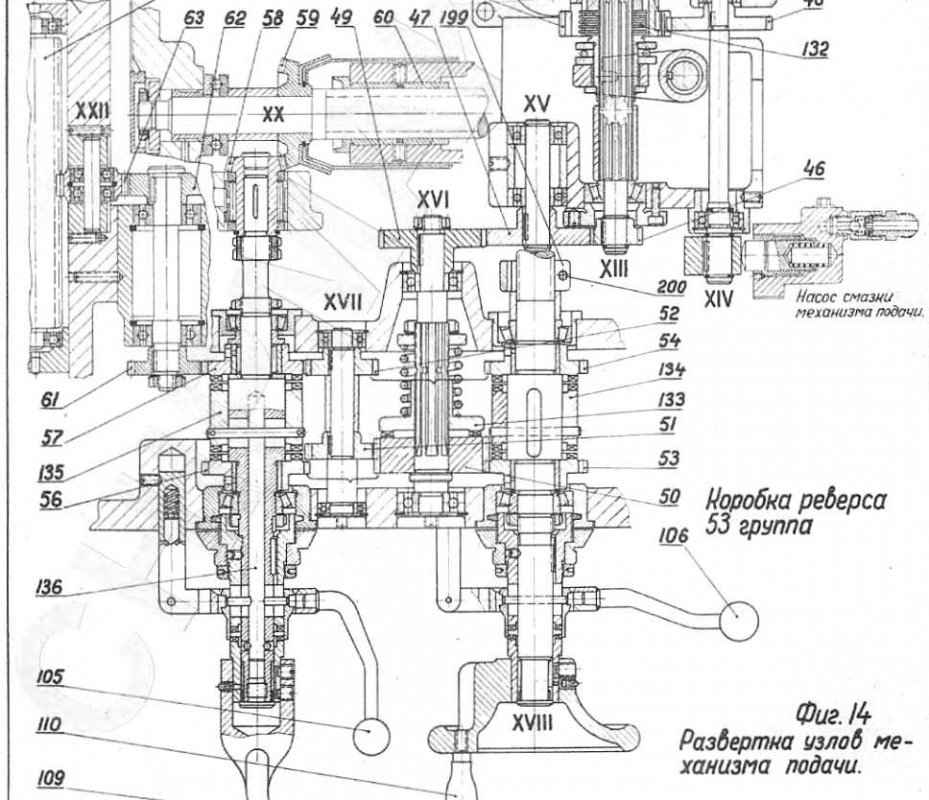
Привод подач осуществляется от отдельного фланцевого электродвигателя, смонтированного в консоли. Рабочие подачи настраиваются с помощью переключаемых зубчатых колес коробки подач, состоящих из двух трехвенцовых блоков и одного передвижного зубчатого колеса с кулачковой муфтой. На последнем валу коробки в кинематической цепи рабочих подач предусмотрена шариковая пружинная регулируемая муфта, предохраняющая механизм подач от перегрузок.




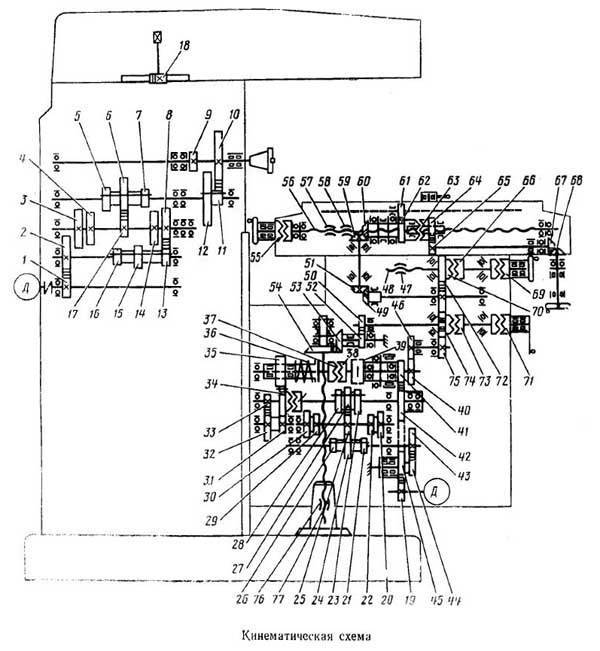
С последнего вала коробки подач движение передается в консоль. Затем через ряд цилиндрических и конических зубчатых колес, смонтированных в консоли и салазках, путем включения соответствующей кулачковой муфты приводится во вращение один из трех ходовых винтов, и таким образом осуществляются продольная, поперечная или вертикальная подачи.
Переключаемые зубчатые колеса коробки подач позволяют при разных зацеплениях получить 18 различных подач.
Кинематическая цепь для ускоренных (установочных) перемещений стола, салазок и консоли выполняется путем передачи движения от двигателя через паразитные зубчатые колеса непосредственно на зубчатое колесо фрикциона быстрого хода, смонтированного на последнем валу коробки подач.
Указанный фрикцион сблокирован с муфтой рабочих подач, тем самым устраняются случаи их одновременного включения.





