

Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Виды станков
Существует несколько видов станков:
Ручные. Мастер самостоятельно производит запуск станка и опускает раму для распила заготовки.
Полуавтоматические с гидроразгрузкой. Сам процесс обработки материала и резки происходит автоматически. Мастеру нужно только самостоятельно поднять раму.
Полуавтоматический. Может работать в разных режимах. Оператор может выполнять все операции вручную или запрограммировать весь процесс для автоматизированной работы.
Автоматический. Также предусмотрено несколько режимов работы: наладка и автомат. В первом случае, оператору нужно нажимать на соответствующие кнопки, чтобы пила начала обрабатывать заготовку. В режиме «автомат» весь цикл работы выполняется без вмешательства человека.

РАЗНЫЕ ПАРАМЕТРЫ
В ленточных пилах важным показателем является глубина резания. Это показывает, насколько толстой деталь будет резать инструмент. Этот параметр для различных ленточных пил может составлять от 8 до 50 см. Он напрямую зависит от мощности двигателя. Понятно, что бытовые пилы распиливают не так глубоко, как профессиональные. Существует также параметр ширины среза. Его значение влияет на максимально допустимую ширину разделочной доски. Для ленточных пил для частного использования ширина резки составляет от 190 до 300-400 мм. Профессиональные ленточные пилы могут резать полуметровую доску и даже заготовку шириной 610 мм.
Пильный диск: материал, размер и зубья Ключ к выбору ленточной пилы. Правильный подбор пилы.
Материал. Лучшая ленточная пила. Изготовлен из углеродистой стали. Он подвергается термической обработке и становится очень твердым и долговечным
В связи с этим стоит обратить внимание на американские ленточные пилы. Они считаются лучшими в производстве.
Длина и ширина
Параметры резки зависят от них. Чем длиннее и шире, тем чаще можно резать заготовки. И тем больше скорость работы. Но для домашней работы, особенно для фигурных и косых надрезов, лучше выбирать параметры средней длины.
Они пилили зубы. Их качество и заточка должны быть идеальными. Ведь они влияют на гладкость среза. Чем больше зубьев у ленточной пилы, тем ровнее рез. Важным нюансом при выборе является шаг зуба. Чтобы ленточная пила работала хорошо, количество зубов должно быть кратно трем. Существует чередование выравнивания зубов: правое, левое, прямое. Лучший вариант. 210 зубов с шагом ¾ ”или 180 зубов с шагом 7/8.
Если ленточная пила имеет несколько 3-х зубчатых зубов, то возможны порезы.
Подготовка к распилке бревна
Опытные операторы могут на глаз определить, какой выход пиломатериала можно получить из бревна сложной формы
Для этого важно определить кривизну ствола и его толщину в комлевой части. Важно понимать, что идеальных бревен не существует
Но выбирать не приходится. Поэтому необходимо работать с тем материалом, который имеется.
Бревно устанавливается так, чтобы получить минимальное количество отходов. Современное оборудование оснащается электронной линейкой для ленточной пилорамы. С его помощью выставите размеры по диаметру
В своих расчетах важно учесть толщину пропила
Во время работы на пилораме необходимо проводить действия по повороту бревна. Это происходит после подхода заготовки к нужному размеру. После поворота необходимо вновь провести расчет, и настроить оборудование для дальнейшей работы.
Выбор технологии распиловки учитывается с учетом типа древесины и размера ствола. Важным моментом является качество сырья. Материал наибольшего качества получается из той части ствола, которая имеет малое количество сучков и не подвержена гнили. Наилучшим образом для распила подходит бревно из только что срубленного дерева. Распиловка сухого ствола приводит к множеству негативных последствий. Начиная от образования волны на срезе и заканчивая разной толщиной полученного пиломатериала.
При работе с пиломатериалом важно понимать, что качество древесины падает от внешней стороны к центру
Подготовка к сборке пилорамы
Конечно, в наше время можно приобрести и уже готовые материалы, и промышленную заводскую ленточную пилораму. Но зачастую это связано с большими финансовыми затратами. Выгодней и практичней собрать ленточную пилу по готовым чертежам собственными руками. Это особенно актуально, если есть частный дом или гараж. В этом случае пилорама оправдана в бытовых условиях.





Для сборки собственной пилорамы необходимо иметь чертежи, режущее полотно, некоторые детали и изучить немного теории. На схеме должны быть отражены размеры и используемые материалы.
Выбор размера инструмента
Длина и ширина пилы зависят от соответствующих параметров станка. Для уточнения надо использовать рекомендации и инструкции к станку, а также чертежи ленточной пилы по дереву своими руками.
Общие рекомендации при выборе оптимального варианта:
- Для продольной резки применяют широкие ленточные пилы, поскольку они обладают максимально ровным пилением.
- Для тонких заготовок требуются тонкие пилы. Чем толще пила и тоньше деталь, тем больше шансов повредить заготовку.
- При резке скруглений или фигурном вырезании ширина режущего полотна должна быть меньше радиуса скругления. Ширина современных пил колеблется от 14 до 88 мм. Обычно для большинства работ достаточно 35—40 мм.
Значение разводки зубьев
Шаг зубьев — это расстояние между острыми краями пилы. Для правильного и эффективного использования инструмента нужно придерживаться общих правил:
- При обработке тонкого материала требуется пила, имеющая крупные зубья. При этом шаг зубьев должен быть равномерным.
- Если поверхность резки длинная, то для распила должен подойти постоянный частый шаг.
- Для порезки натуральных или синтетических полотен нужны полотна с переменными зубьями. Такая пила при работе с мягкой структурой не будет забиваться и скорость работы увеличится.
Качество порезки зависит от разводки зубов. Чем разводка качественней, тем меньше уровень вибрации и тем дольше прослужит сама пила:
- Для работы с тонкими материалами или маленькими заготовками подойдет волнистый профиль.
- Стандартный профиль используют при контурной порезке или обработке объемных деталей. Этот профиль имеет попеременное расположение резцов в разные стороны полотна, при этом один сегмент расположен в центре.
- Зубцы, расположенные попарно в обе стороны, образуют переменный профиль. Он отличается пониженной нагрузкой на режущий край. Сам агрегат стоит дороже, но зато более прочный.
Перед приобретением конкретной пилы надо узнать существует ли возможность повторной заточки и сколько циклов может выдержать материал полотна.
В соответствии с материалом существует следующая классификация полотен:
- Биметаллические. Для работы с нержавейкой или прочными сплавами. Лента обладает повышенной прочностью.
- Алмазные. Это обработка каменного материала, различных минералов. Алмаз, кварц, мрамор.
- Твердосплавные. Резка труднообрабатываемых сплавов.
- Лента из инструментальной стали. Отличный выбор при порезке простых материалов. Этот вид полотен чаще всего используют в маленьких мастерских или домашних условиях.
Материалы, инструменты и оборудование, необходимое для сборки пилорамы
Изготовление самодельного режущего приспособления потребует наличия таких комплектующих, как:
- шкивы (диаметр — не менее 30 см);
- полдюймовые трубы;
- металлический уголок (размер 50 мм);
- профильная труба (размер 25х25 мм);
- швеллер.
Высококачественная ленточная пилорама может быть изготовлена с помощью таких инструментов и оборудования, как:
- сварочный аппарат;
- фрезерный станок;
- электрическая дрель;
- «болгарка» с набором режущих дисков;
- молоток;
- плоскогубцы;
- струбцина;
- ножовка по металлу;
- набор отверток;
- набор гаечных ключей;
- контрольно-измерительные приспособления (линейка, угольник, измерительная рулетка);
- крепежные элементы (болты, гайки, винты, шайбы).
Лучшие ленточнопильные станки по металлу
Для полного раскрытия темы, не помешает рассмотреть распространённые и производительные модели ленточного оборудования, предназначенного для резки металла.

Данный станок нельзя назвать бюджетным вариантом. Ленточнопильные станки подобного сегмента оборудованы металлической тумбой, которая позволяет обрабатывать профильные и сплошные заготовки, являются изделиями с особым назначением.
Преимущества модели
STALEX BS-315G имеет ряд индивидуальных особенностей:
возможность регулировки угла резания;
наличие переключателя, регулирующего скорость подачи ленточной пилы;
передвижение пильной рамы можно контролировать с помощью встроенного гидроцилиндра, оборудованного перепускным клапаном;
высокая устойчивость станины во время резки крупногабаритных заготовок;
широкое основание и рабочий стол, не ограничивающий обработку больших по размеру деталей.
Дополнительная информация! Данную модель нецелесообразно покупать для домашнего использования. Это профессиональное устройство, которое ставится на предприятиях.
Технические характеристики
Ленточнопильный стaнoк STALEX BS-315G имеет следующие характеристики:
Мощность электродвигателя составляет 1100 Вт
Минимальные размеры обрабатываемой заготовки составляют 10 x 30 мм
Станок подключается в сеть напряжением 220 Вольт
Скорость передвижения полотна 45 м/мин
Ручной принцип работы
Масса 350 кг

Очередное профессиональный станок, предназначенный для распила металлических заготовок. Устройство имеет ряд особенностей, которые будут описаны далее.







Особенности модели
Среди всех преимуществ рассматриваемого ленточнопильного станка можно выделить ряд интересных моментов:
высокая точность обработки, необходимая для серийного производства;
наличие лицевой панели, на которую вынесены основные элементы управления станком, к примеру, кнопка подачи смазочно-охлаждающей жидкости;
возможность отрегулировать скорость ленточной пилы под выполнение конкретной задачи;
отличное качество сборки, высокая надёжность составных элементов. Долговечность данной модели гарантирована.
Технические характеристики
Ленточнопильный станок JET EHB 270DGSVIP имеет следующие характеристики:
Широкое ленточное полотно в 27 мм
Объём бака для залива смазочно-охлаждающей жидкости равен 10 литров
Скорость передвижения полотна варьируется в пределах от 20 до 85 м/мин в зависимости от выбранного скоростного режима
Масса без упаковки 530 кг
Обратите внимание! Подобные ленточнопильные станки имеют кнопку аварийного отключения на панели управления.
Таким образом, EHB 270DGSVIP предназначен для профессиональной резки металла и имеет оправданную стоимость.

Это полуавтоматическая стационарная модель, оборудованная станиной с литым чугуном. Причём при обработке крупногабаритных заготовок вибрации на станине отсутствуют.
Особенности модели
Можно выделить несколько отличительных моментов у этой модели ленточнопильных станков по металлу:
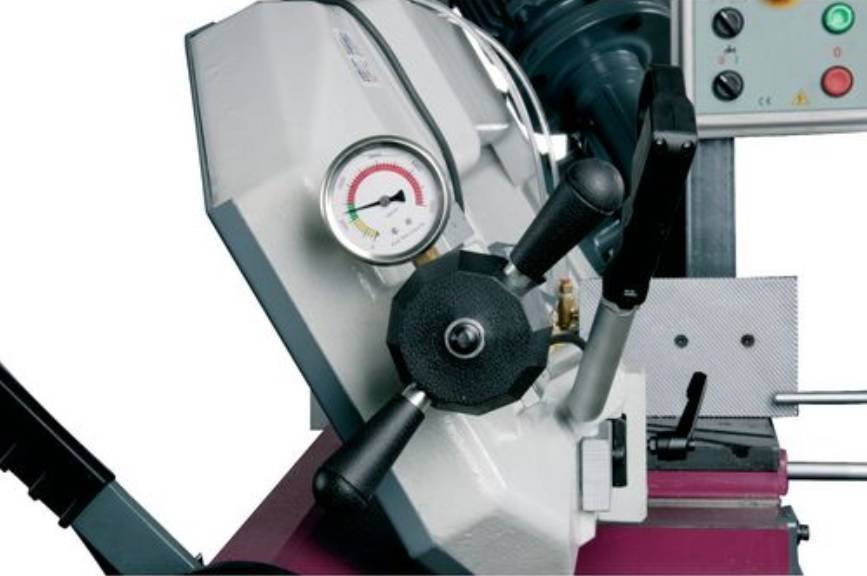
наличие тензометра для контролирования силы натяжения ленты;
рабочая консоль имеет поворотный механизм и фиксатор;
наличие независимой системы регулировки потоков смазочно-охлаждающей жидкости;
необходимость ручной настройки после первого включения.
Технические характеристики
Их несколько:
Мощность электродвигателя составляет 1100 Вт;
Полотно имеет размеры 30 х 2480 х 0,9;
Возможность поворота тисков на угол в 45 и 60 градусов в обе стороны;
Масса изделия без упаковки составляет 185 кг.
Рассмотренный ленточнопильный станок по металлу позволяет обрабатывать сложные металлические конструкции в кратчайшие сроки за счёт использования мощных и производительных компонентов.









Таким образом, ленточнопильные станки по металлу имеют хорошие эксплуатационные качества и достаточный запас прочности для выполнения профессиональных задач. Ленточнопильные станки практически не используются в домашних условиях ввиду крупных габаритов. Однако это изделие — отличный вариант для производства. Классификация и особенности данных устройств были описаны выше.
Выбор типа пилорамы и их особенности
Сейчас на российском рынке представлены ленточные, дисковые, а также рамные пилорамы. Для того, чтобы сравнить эффективность их работы, воспользуемся таким параметром, как процент выхода готового пиломатериала. Максимальный показатель в этом сравнении – у ленточных пилорам, которые дают 82-88%. Для сравнения: у рамной пилорамы – всего 61%.

Второй очень важный показатель: с какими типами леса лучше всего работает та или иная пилорама. У ленточных пилорам это – тонкомер и средний лес, дисковые пилорамы хорошо пилят крупный лес, но сталкиваются с большими проблемами при распиловке тонкомера, а рамная пилорама не сможет распилить бревно более 480 мм. в диаметре. Далее – стоимость ремонта и замены пил. Здесь вне конкуренции ленточные пилорамы с небольшой длиной пил.
Нужно учитывать, что подавляющее большинство деревьев, вырубаемых в Сибири для распиловки – это тонкомер и лес среднего диаметра. Того, что не сможет распилить ленточная пилорама – всего 0,01% в общей массе.

Настройка ленточной пилорамы
При покупке ленточнопильного оборудования (ленточной пилорамы) владельцы, особенно начинающие, зачастую не очень хорошо представляют себе что такое настройка ленточной пилорамы и как она выполняется. Это непосредственно сказывается на качестве распиловки, времени настройки станка, появлению неоправданных претензий к производителю ленточных пилорам и т.д.
Ниже описана настройка ленточной пилорамы, которую специалисты нашего предприятия применили как к сотням станков собственного производства, так и к станкам других производителей.
Последовательность настройки ленточной пилы надежна и не очень сложна, хотя и требует определенных навыков. Настройка состоит из следующих четырех основных этапов:
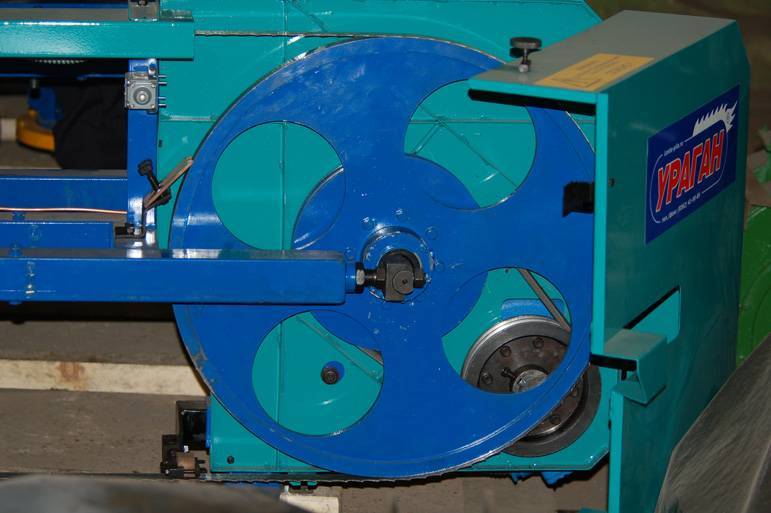
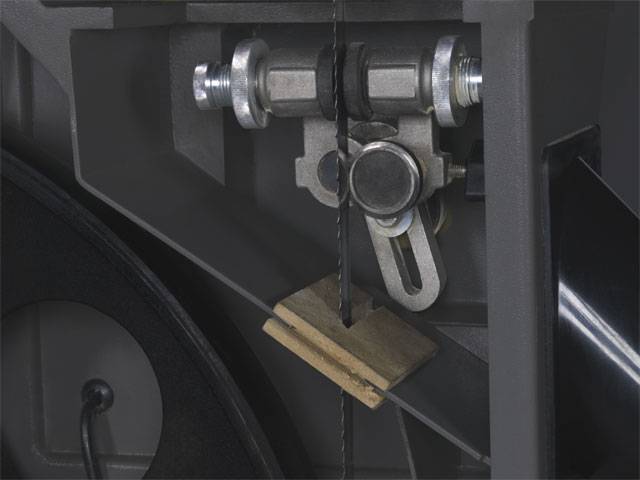
Этап 1. Выставление шкивов ленточной пилорамы в одной плоскости по вертикали
Выставление шкивов ленточной пилорамы в одной плоскости по вертикали осуществляется при помощи отвеса и регулировочных болтов колес, с помощью которых добиваются параллельности плоскости колес линии отвеса (см. рис.1).
Этап 1 Положение колес относительно нити (ей) отвеса.
Этап 2. Выставление шкивов ленточной пилорамы в одной плоскости по горизонтали
Выставление шкивов в одной плоскости по горизонтали осуществляется при установленной и натянутой ленточной пиле, с помощью шнура (нити), натянутого вдоль станка. Регулировкой пильных колес (шкивов) добиваются такого положения колес, при котором их плоскости располагаются параллельно натянутой горизонтально нити (см. рис.2).
После выставления плоскости колес в горизонтальной плоскости ведущее колесо фиксируется, в полученном в результате настройки по п.п. 1,2 положении, и в дальнейшем в настройке не используется.
Рис. 2
Этап 2 Положение колес относительно горизонтально натянутой нити.
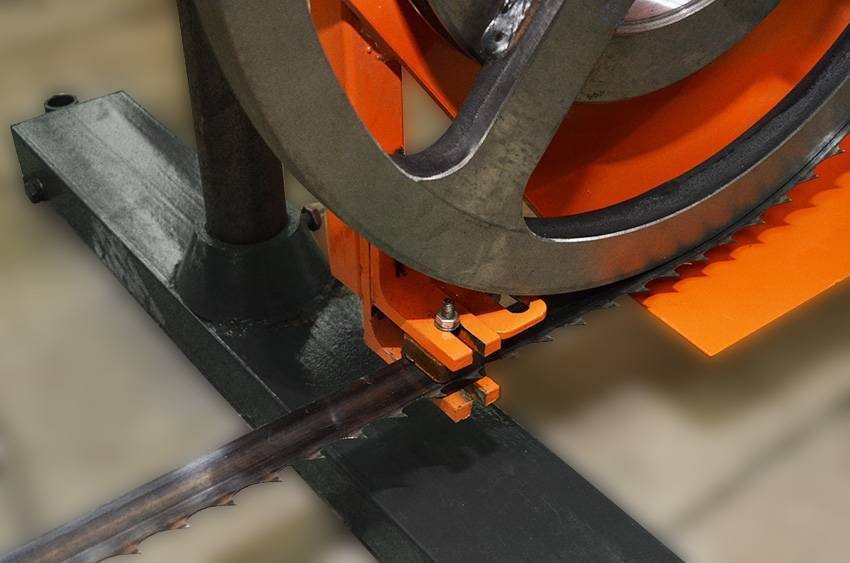
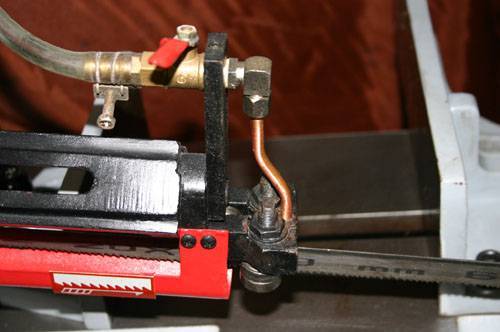
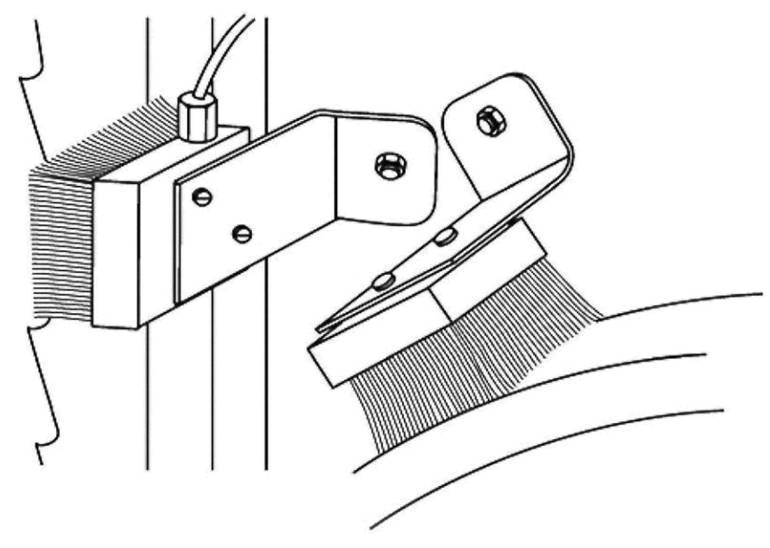
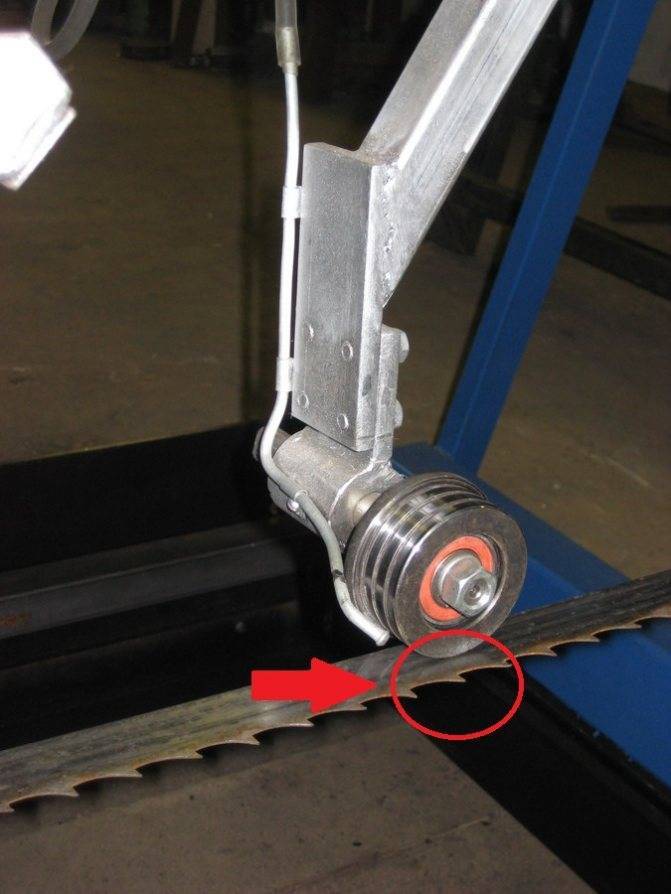
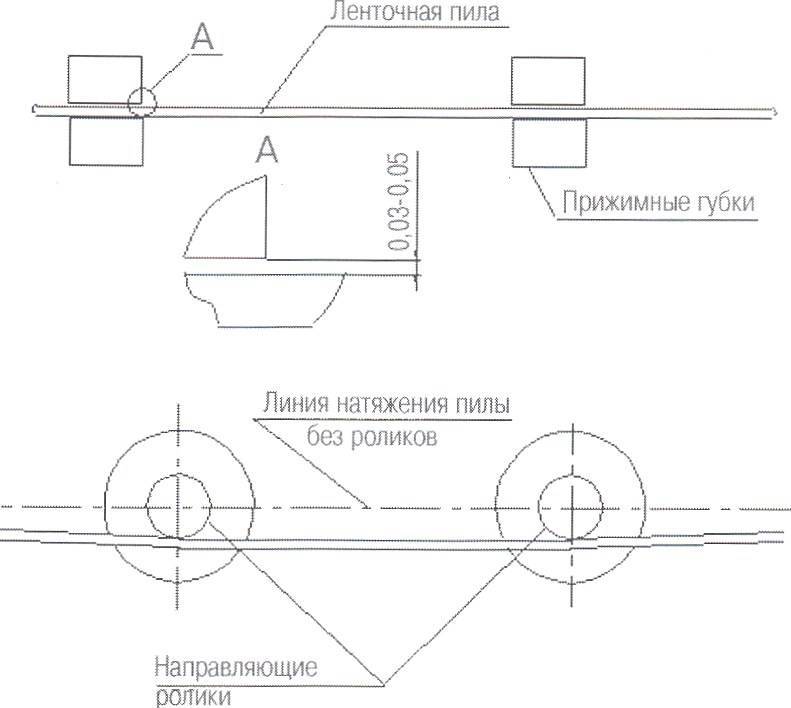
Этап 3. Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива ленточной пилорамы
Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива, осуществляется при установленной и натянутой ленте, качанием ведомого колеса в горизонтальной плоскости (см. рис.3).
Рис. 3
Этап 3 Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведомого шкива посредством качания ведомого колеса в горизонтальной плоскости.
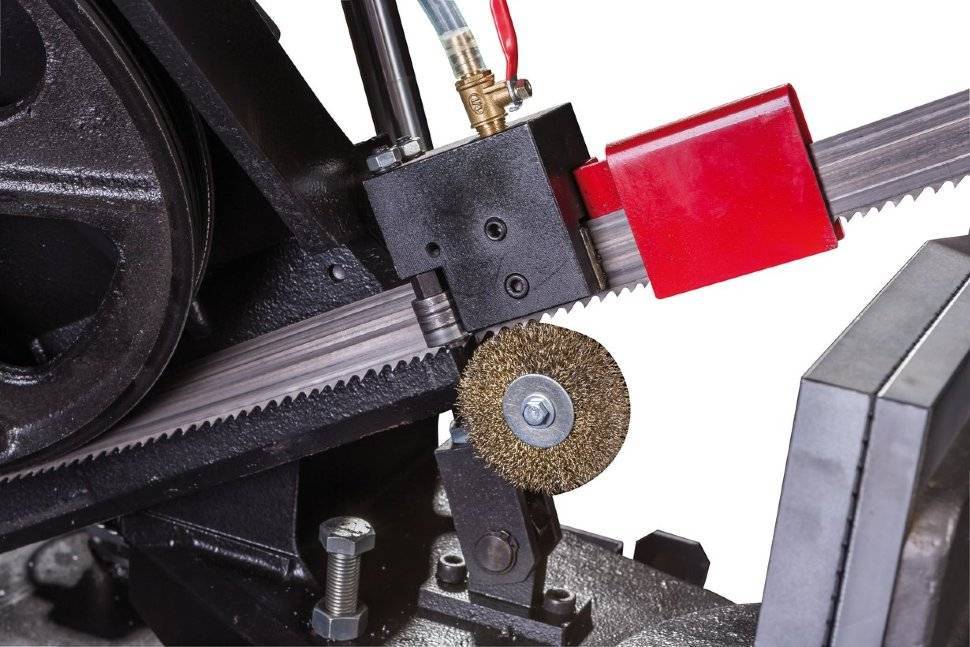
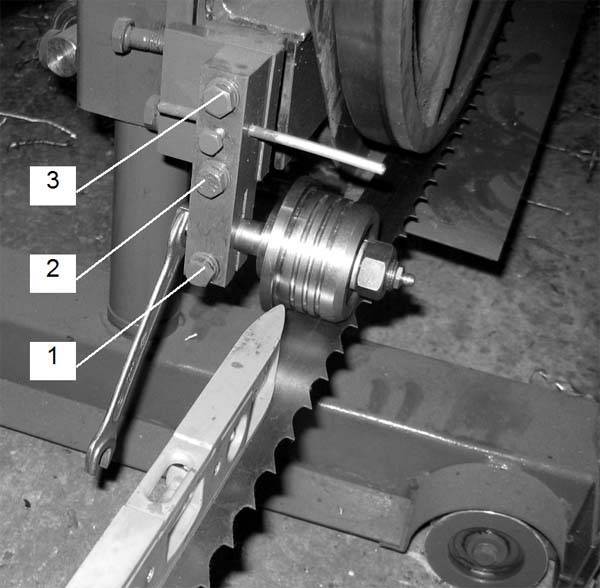
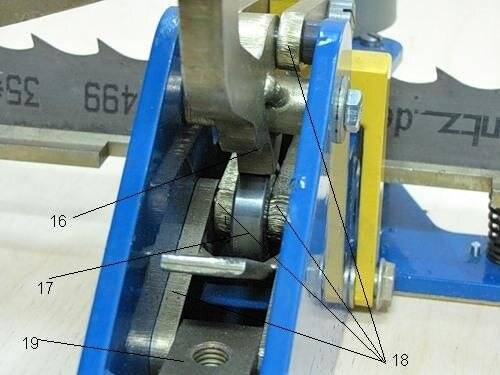
Этап 4. Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива ленточной пилорамы
Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива осуществляется при установленной и натянутой ленте качанием ведомого колеса в вертикальной плоскости (см. рис. 4).
Рис. 4
Этап 4 Выставление зазора между межзубовой впадиной пильной ленты и передней кромкой ведущего шкива посредством качания ведомого колеса в вертикальной плоскости.
Советы
Параметры ленточных пил
Такое оборудование приносит массу положительных моментов, если требуется обработка дерева. В домашних условиях она необходима при ведении малого бизнеса по производству мебели.




Некоторые типы пил позволяют дополнительно работать со следующими материалами:
Высокая плотность этих материалов требует использования аппаратуры, которая включает детали и расходные части из усиленной стали. Если использовать стандартную сталь, то при обработке металла или камня диск и зубья за короткий период деформируются, поэтому требуется подготовка к работе заранее.
Учитывают не только вид обрабатываемого материала, но и производственные масштабы. От этого зависит выносливость и мощность покупаемого оборудования. Для разового использования можно купить дешёвую ленточную пилу или сделать её из подручных средств и инструментов, но для интенсивной работы требуется серьёзный и дорогой агрегат.
Размер и шаг зубьев полотна
При выборе пилы необходимо обратить внимание на размер самого станка. Требования описаны в инструкции при покупке агрегата, но существуют некоторые нюансы, которые там не указаны
Следует учитывать следующие дополнительные рекомендации при выборе пилы:
- Для продольного пиления выбирают широкие пилы, которые отличаются ровным и качественным пилением.
- В тех случаях, когда обрабатывается тонкая заготовка, используют инструмент с небольшой толщиной лезвия. Это важный параметр, ведь толстая пила при работе с тонким материалом повреждает его.
- Фигурная и контурная резка требует индивидуального подбора режущего элемента, но если нет возможности приобрести несколько вариантов пилы, тогда лучше выбирать средней вариант. С учётом выпускаемой ширины от 14 до 88 мм рекомендуется приобретать пилы со средним размером 35−40 мм.
При выборе следует учитывать следующие особенности работы:
- Крупный шаг зубьев используют исключительно при работе с тонким листовым материалом.
- Густая постановка зубьев на лезвии применяется при обработке больших полотен.
- Усреднённый вариант с переменной постановкой зубьев используется при работе с синтетическими материалами. Чтобы пила не забивалась отходами, увеличивается скорость резания.
Расположение зубьев и заточка
От разводки зубьев зависит качество обработки материала, вибрация, отсутствие деформации обрабатываемого материала и непосредственное влияние на срок эксплуатации станка
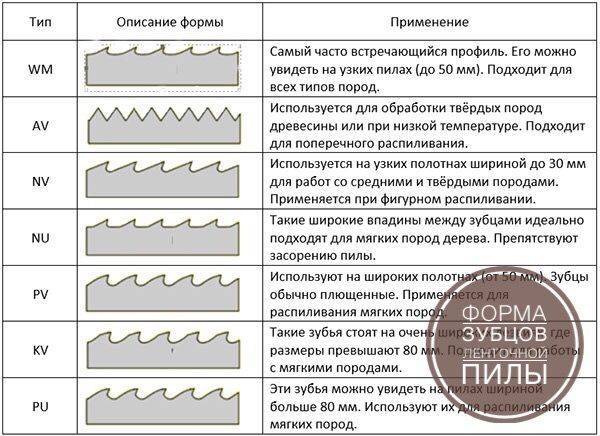
Учитывая принципы работы, важно подобрать правильный профиль. Существует несколько разновидностей профиля режущего элемента:
- Профиль, имеющий волнистую форму зубьев, используется для резки тонкого материала или заготовок небольших размеров.
- Стандартный вариант расположения зубьев используется для больших объёмов работы, контурной резки или вертикального типа монтажа станка. Зубья располагаются по обе стороны от центрального сегмента полотна, но существуют варианты с дополнительным расположением зубьев по центру.
- Самый дорогой тип профиля — это попарная (переменная) постановка зубьев. Такой тип пилы наиболее прочный из представленного ряда, эффективно справляется с нарезкой даже грубых и плотных сортов дерева, снижает нагрузку на рамку режущего элемента, что значительно увеличивает срок её эксплуатации.

У продавца следует уточнить возможности пилы
Например, некоторые экземпляры создают с учётом повторной заточки, причём важно спросить, сколько раз разрешается повторно обновлять зубья. Затачивать сегменты на пиле, которая не предусмотрена для этого, запрещено
Это лишняя нагрузка, которая затупит зубья или сломает их.
Как правильно заточить и развести пилу. Зачем разводят пилу
Разводка пилы
Разводка — это такой процесс, в результате которого зубья ленточной пилы отгибаются в разные стороны. Четные зубья отгибают в одну сторону, нечетные — в другую.
Перед тем как развести ленточную пилу, надо понять, для чего это необходимо. Бессмысленные процессы обычно не приносят хорошего результата. Известно, что во время пиления ширина распила должна быть в два раза больше, чем толщина полотна пилы. Если распил будет уже, то пила начнет застревать в нем. При неправильной разводке возможно искривление полотна. В результате пила будет идти криво, и ровного распила не получится.
Настройка пилорамы
Для того чтобы работа на пилораме была эффективной, необходимо регулярно проверять и настраивать все важные механизмы оборудования.
В процессе эксплуатации необходимо контролировать следующие моменты:
- Натяжение полотна. Ленточную пилу рекомендуется использовать не более 2 часов непрерывно. При перегреве полотно снимают и оставляют отдыхать на 24 часа.
- Разводка пилы. Для получения качественного распила необходимо постоянно проверять этот параметр. Оптимальной считается разводка, когда соотношение опилок и воздуха между бревном и пилой составляет 3:1.
- Скорость работы пилорамы. Если пилить бревна с высокой скоростью получится более качественный срез, но при этом сокращается срок эксплуатации ленточной пилы. Лучше всего не превышать 1/2 допустимого значения.
- Для увеличения срока эксплуатации механизмов ленточной пилорамы необходимо использовать смазку для ленточных пил. Оптимальный состав включает в себя смазочное масло для бензопил и солярку в пропорции 1:1. Раствор наносится в небольших количествах на обе стороны полотна.

После проверки и наладки механизмов ленточной пилы приступают к подготовке древесины.
Развод зубьев ножовки
Движение полотна должно быть свободным, зачем разводят зубья пилы на схожую величину.
Чтоб понизить коэффициент трения и зажим ножовки в пропиле, его ширина должна быть больше толщины рабочего полотна, по другому металл греется и расширяется, что приводит к заеданию пилы.
Развод зубьев ножовки производится отгибанием резцов в стороны.
Внедрение плоскогубцев не позволяет получить однообразный угол наклона – таким инвентарем можно будет пилить только дрова.
Чтоб развести резцы умеренно и получить ровненький, осторожный срез, употребляется самодельное приспособление для разводки зубьев.
Для его производства нужна железная плашка случайной формы шириной 2-3 мм.
В ординарном варианте, делаются несколько прорезей, обозначающих толщину полотна.
Зубец захватывается в отверстие, и отгибается до заслуги избранного упора.
Во 2-ой версии, в планке пилкой по металлу пропиливается срез, и сверлятся два отверстия для установки ограничителя.
Поворот сектора в стороны позволяет регулировать угол загиба.
На рисунке изображена обычная модель и разводка с упором.
Схема устройства отличается интуитивной простотой производства и использования.
Нужно учитывать, что для ширины отгиба есть свои характеристики.
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.







Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Несколько слов о самых популярных моделях ленточных пил
Если вас интересуют технологии, то, вероятно, информация о самых популярных моделях не будет лишней. Бренды отлично себя зарекомендовали: Тайга, Алтай, Алтай 3, Авангард, Добрыня Никитич, Спектрум, МВ 2000, Титан.
Авангардный
Лесопильные работы этой марки отличаются производительностью и высоким качеством работы. Помимо точной обработки, машины характеризуются низким потреблением энергии. Vanguard-LP легко транспортировать и устанавливать, так как не требует специального фундамента.
Атлас
Данная модель используется для продольной распиловки бревен. Выход — доски, доски, шпалы. Дизайн Атланты очень мощный и имеет ряд преимуществ. Благодаря этому препарату вы можете получать продукты отличного качества.
MB-2000
Эта мощная машина распиливает бревна на доски и балки различной длины и толщины. Модель очень надежна в эксплуатации. Конструкция МВ-2000 характеризуется повышенной жесткостью и прочностью.





