

Методы затачивания
Заточка ленточной пилы по дереву может выполняться одним из следующих способов:
- полнопрофильно;
- только граней.
Полнопрофильное точение имеет следующие преимущества:
- операции проводятся с высокой точностью, так как выполняются на автоматизированных станках;
- наждак специальной формы проходит всю поверхность пространства между зубьями одновременно с плоскостями соседних режущих кромок за одно движение;
- формируются вершины правильной формы без угловатостей.
Заточка граней может быть реализована следующими способами:
- Выбирается станок с плоским абразивным кругом или особой формы, в зависимости от профиля режущих кромок.
- В домашних условиях обработку рекомендуется проводить гравером или обычным наждаком подходящих размеров. Для работы потребуется надеть очки и перчатки.
- При отсутствии инструментов из пунктов 1 и 2 допускается применение надфилей.

Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
- https://opilah.com/zatochnoj-stanok-dlya-lentochnyh-pil/
- https://stroy-podskazka.ru/lentochnaya-pila/zatochnyj-stanok/
- https://drevogid.com/instrumenty/pily/zatochka-lentochnoj.html
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
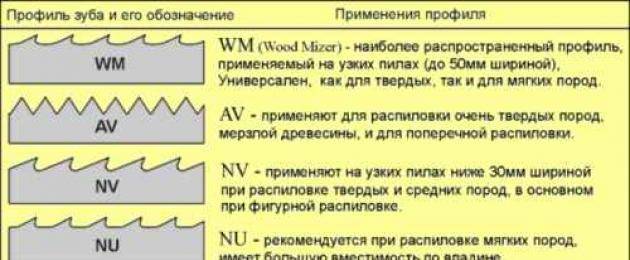
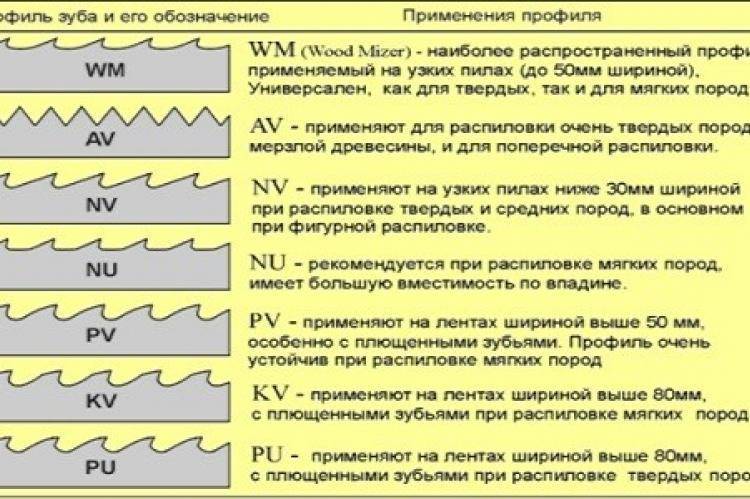
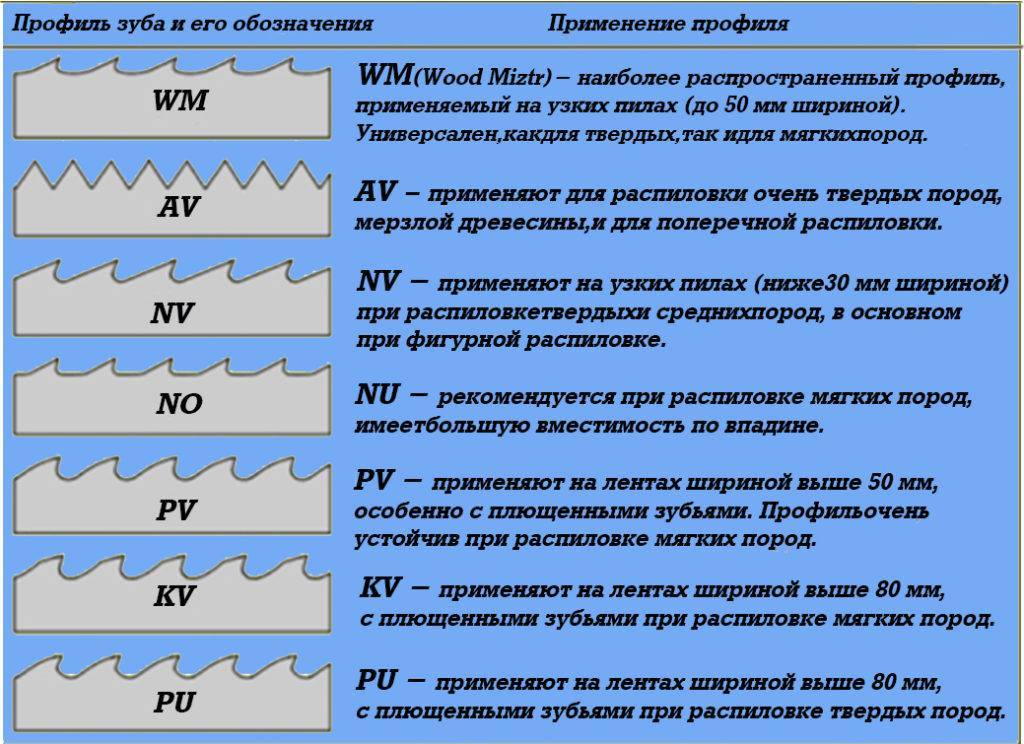
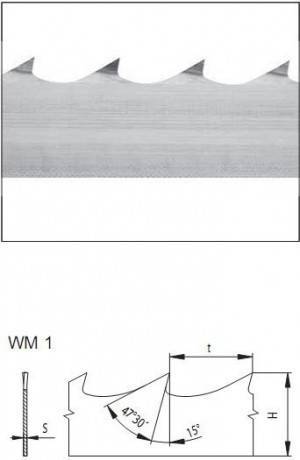
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
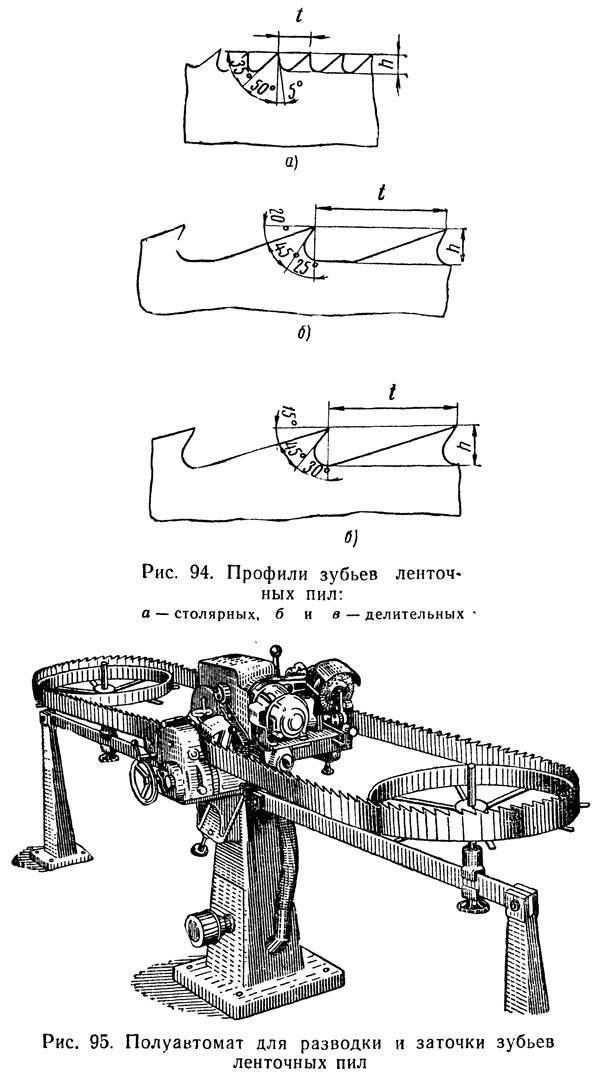
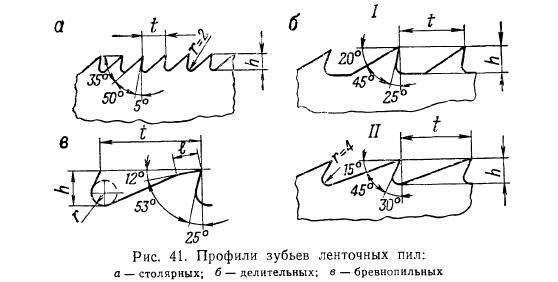
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
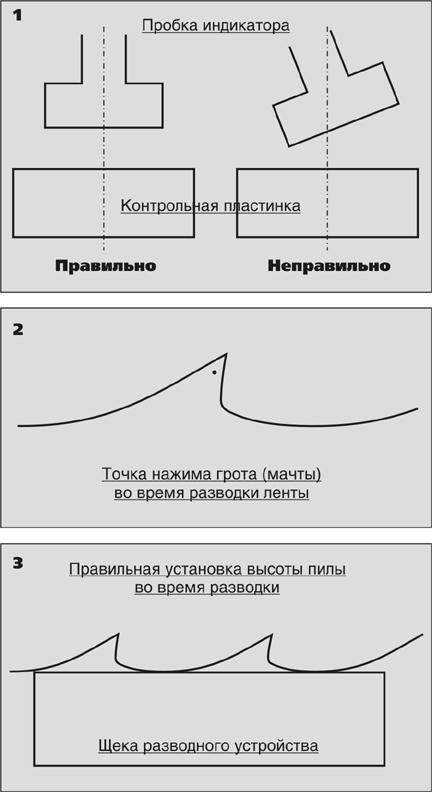
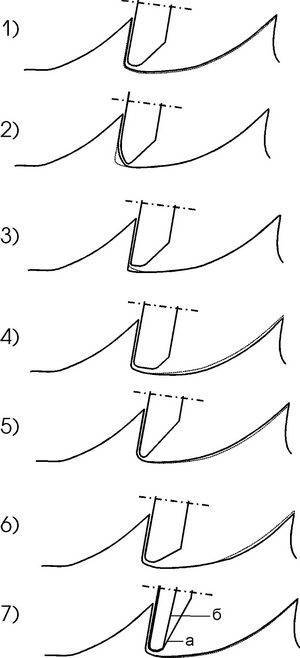
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
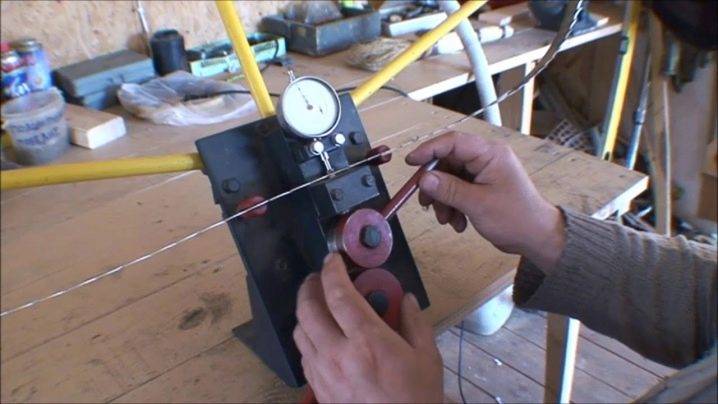
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
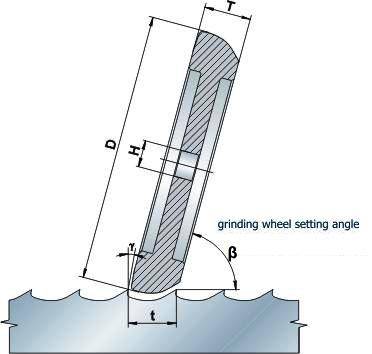
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
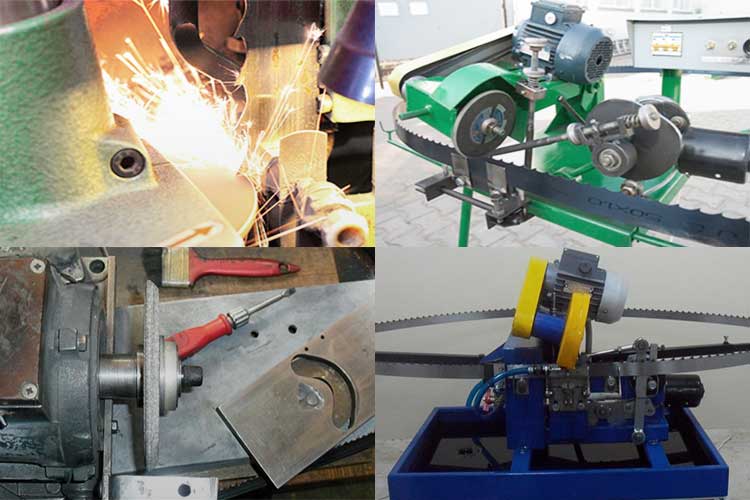
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.






Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Это интересно: Зенкеры по металлу — ГОСТ, диаметры, виды
Рекомендации по заточке
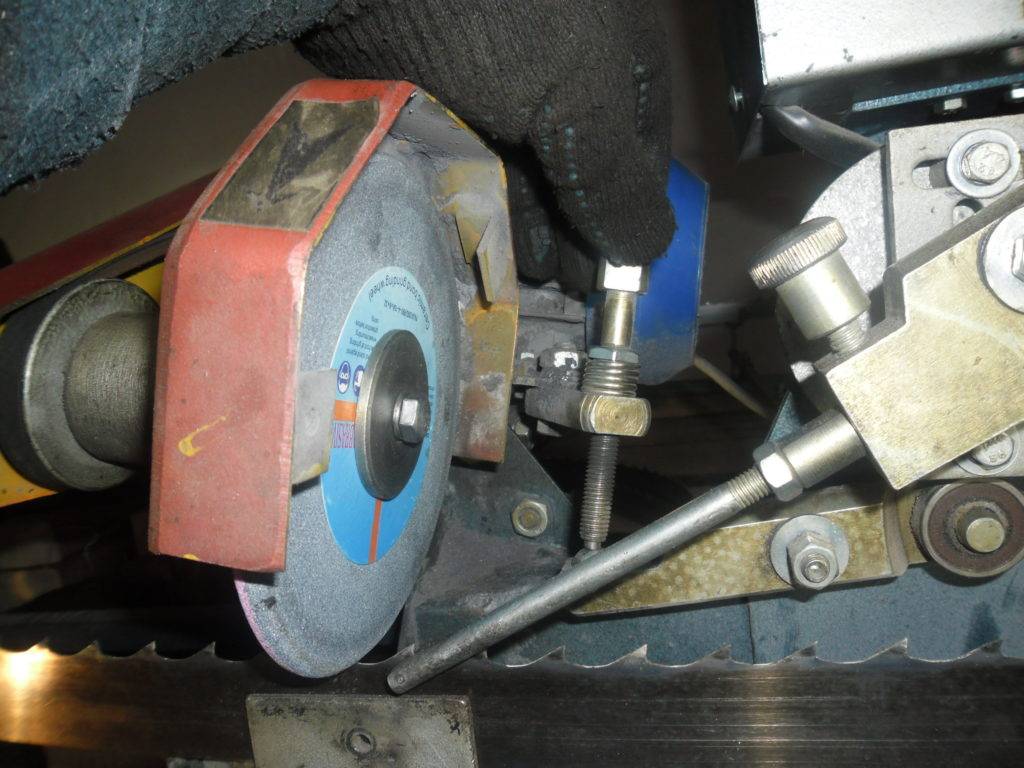
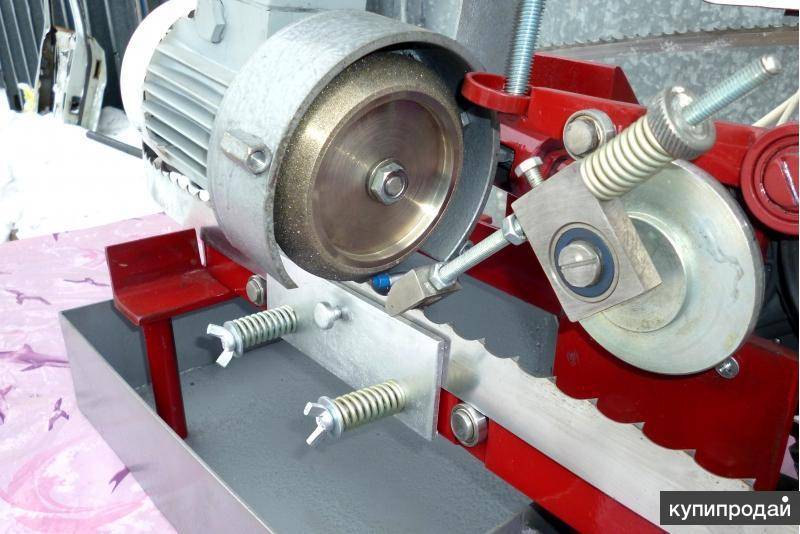
Станок для заточки ленточных пил
Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила
Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
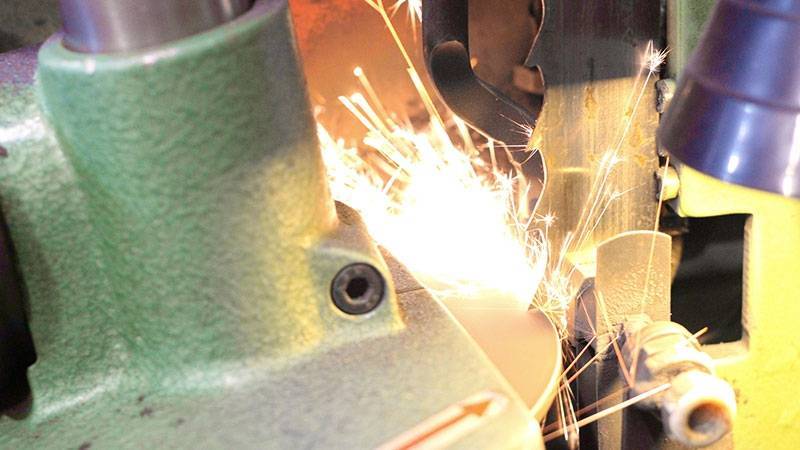
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев
Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов
Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.



Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
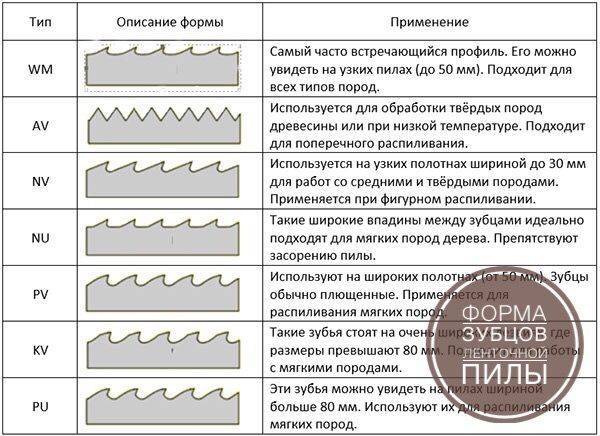
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Почему происходит затупление инструмента
Каждая бензопила обладает определенным периодом стойкости. Так называют время от начала работы новым инструментом, до приведения его в неработоспособное состояние.
Разрушение или износ режущего инструмента, предназначенного для работы по дереву, происходит из-за воздействия набора сил, возникающих в процессе резания. Одна из ключевых – это сила трения. Затупление пильной цепи происходит из-за длительной работы, из-за использования бензопилы не по назначению
Размер износа может быть определен как показатель веса, измеряемого в миллиграммах. Износ – это параметр, который показывает изменение характеристики формы и размеров режущего лезвия. Изменение геометрических параметров, которые происходят в ходе резания, и при этом отсутствует линейный износ, называют затуплением.
Существуют параметры, на основании которых выносят решение о возможности дальнейшей эксплуатации инструмента
В частности, при обследовании зубьев пильной цепи необходимо обратить внимание на кромки передней и задней поверхности, высоту лезвия, на площадь износа. Если они пребывают в неудовлетворительном состоянии, это значит, пришло время выполнять заточку бензопилы. К признакам того, что пила потеряла остроту можно отнести следующие:
К признакам того, что пила потеряла остроту можно отнести следующие:
- Уменьшение размера стружки.
- Использование большего усилия при выполнении работы.
Как пилить двуручной пилой подробная инструкция с описанием
С первого взгляда процесс пиления двуручной пилой может показаться легким и незамысловатым. Однако стоит только новичку взяться за ножовку, как сразу становится понятно, что это работа для настоящих и крепких рук. Однако не обязательно иметь гору мышц, чтобы исправно пилить дрова пилой «Дружба-2». Для этого надо немного опыта, а также понять принцип работы.




Это интересно! Даже при наличии опыта работы короткоходными ножовками, новичок, взявший в руки впервые двуручную пилу, будет неприятно удивлен. Если на другом конце пилы будет стоять опытный пильщик, то новичку придется несладко, пока он не освоит принцип работы устройства.
Инструкция о том, как пилить двуручной пилой бревна и деревья выглядит следующим образом:
- Сначала бревно необходимо закрепить, установив его на «козлах». Надо учитывать, что удобнее всего работу проводить стоя на ногах, поэтому даже если бревно лежит на земле, то для правильности его распила, следует расположить его на специальной подставке — козлы
- Участок бревна, который отпиливается от основной части, должен свисать над землей
- Оба пильщика занимают удобную позицию, поставив ноги на ширине плеч. Здесь главное надежный упор ногами, иначе не исключается вероятность получения травмы
- В идеале рекомендуется, чтобы один из пильщиков расположился немного выше другого, например, подставив поддон. Это позволит ускорить распил, но вовсе не является обязательным действием
- Взявшись за рукоятки инструмента, можно приступать. Главное при работе двуручной ножовкой — это синхронная работа руками. Именно от сглаженной работы руками зависит эффективность достижения конечного результата
- Принцип парного пиления следующий — прикладывать усилие необходимо только в одном направлении — тянуть полотно на себя. Толкать инструмент от себя не нужно, так как эта задача возлагается на напарника. В то время, когда напарник тянет на себя полотно, рука первого пильщика отдыхает
- Таким способом повышается не только эффективность работы, но еще и исключается быстрая усталость
На скорость достижения результата влияет много факторов, как толщина бревна, длина полотна, качество заточки зубьев, а также синхронная работа пильщиков. Стоит отметить следующее, что при правильном подходе к пилению, удается достичь быстрого распиливания, сравнимого с работой бензопилы.
Это интересно! Если полотно имеет признаки коррозионных отложений, то перед проведением работ рекомендуется зачистить поверхность мелкой наждачной бумагой (для ускорения работ можно использовать ручную щетку по металлу), а после нанести машинное масло для снижения сопротивления при работе инструментом.
Ошибки, возникающие в процессе заточки

Причина кроется в чрезмерном давлении круга для заточки на пилу. Результатом будет быстрое затупление инструмента.
Ошибка 2. Несовершенность геометрии пазух зубьев и неправильный угол наклона.
К этой ошибке могут привести ряд условий:
- износ эксцентрика устройства для заточки;
- ошибка во время калибровки наклонного угла;
- неправильно подобранный профиль заточного круга.
Теперь вы знаете, как необходимо затачивать правильно ленточную пилу, и какие приспособления и инструменты могут для этого потребоваться. Также вы можете дополнительно найти видео этого процесса в интернете.
Развод ленточных пил
Заточка ленточной пилы
Ленточные пилы, представляющие собой полотна с зубчатой кромкой, соединенные концами в непрерывную ленту, имеют свои, только им присущие достоинства. Ширина пропила, оставляемая ими, меньше ширины пропила от дисковых пил. При пилении обычной древесины эта особенность, может быть, и не слишком важна, однако при разделке ценных пород древесины и резке дорогого металла это существенно.
Заточка ленточной пилы
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала. И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала.
Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе. К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Ленточные пилы изготавливают из разных материалов. В зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др. Зарубежные. Свои стали (C75, Uddeholm UHB пятнадцать и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до шестьдесят четыре HRC и выше.
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закAL-KOй зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, развод ленточных пил быстрорежущей стали с высоким м вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
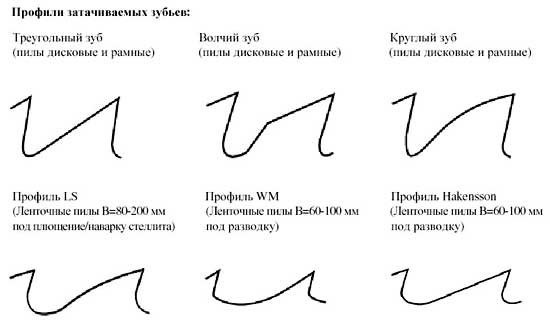
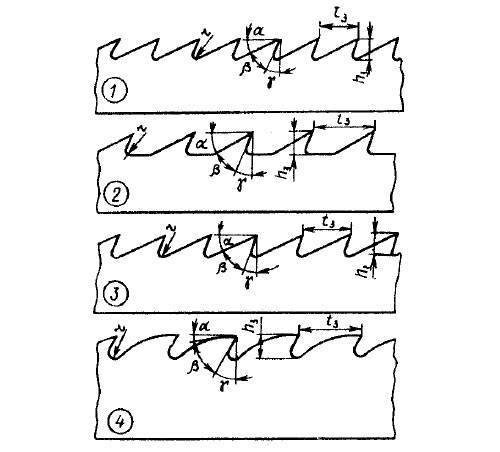
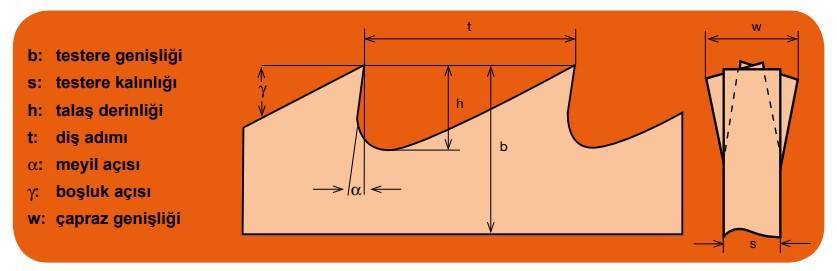
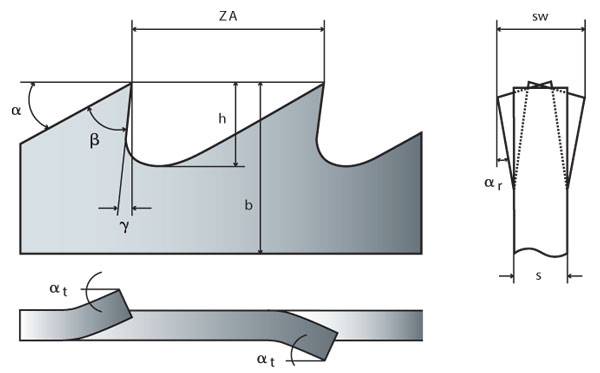
Геометрия зубьев ленточных пил
Профиль зубьев ленточных пил
Характеристики зубьев ленточных пил
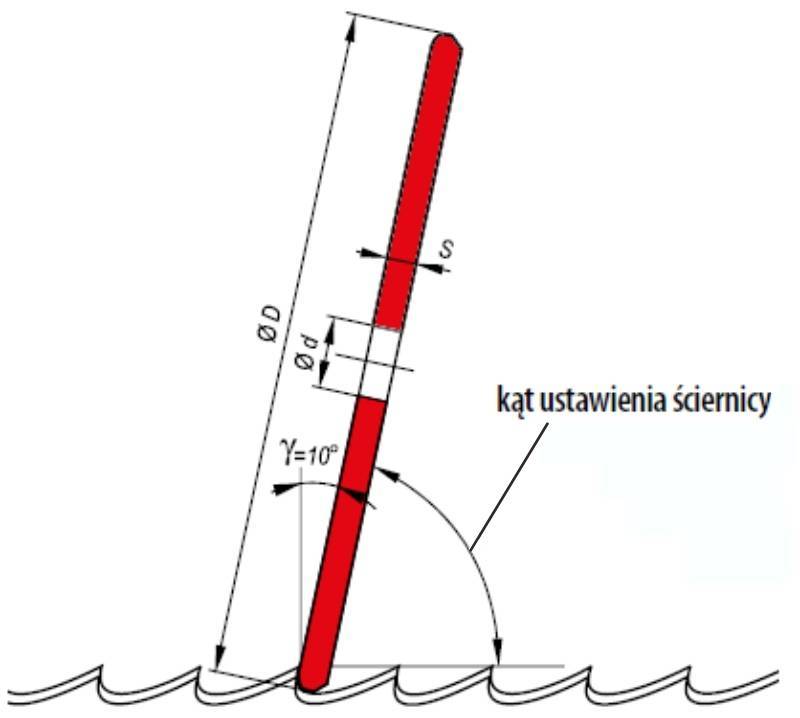
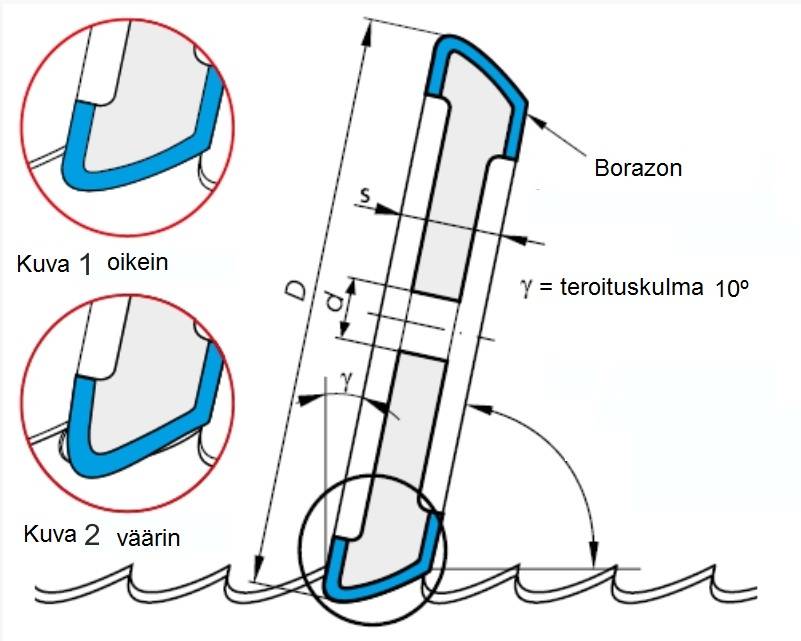
Конкретные авто для большой семьи углов заточки ленточных пил определяются производителями, исходя из множества факторов. В общем же можно выделить такую зависимость. Чем тверже древесина, тем меньше передний угол (γ).
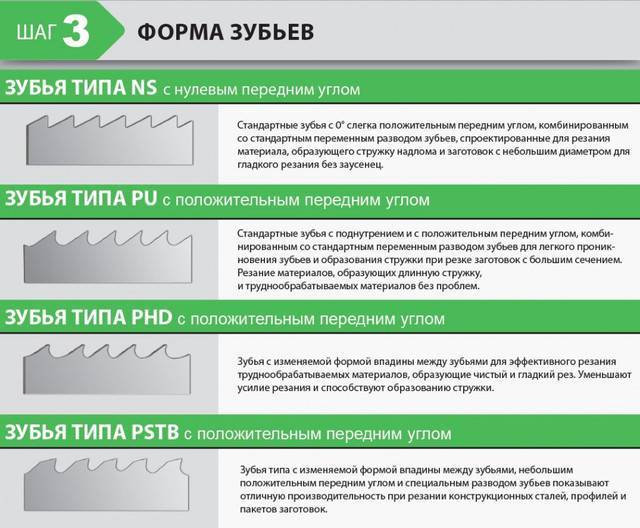
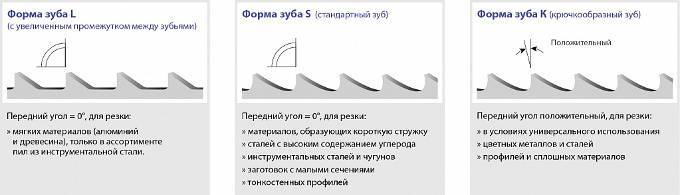
Для пил по металлу также используют различную форму зуба в зависимости от того, для резки какого металла они предназначены. У пил с постоянным шагом различают две основные формы.
Стандартная, предназначенная для резки тонкостенного металла с короткой стружкой с передним углом (γ) равным 0°.
Зуб с положительным передним углом (γ), используемый в пилах для резки толстостенного металла с длинной стружкой.
Для тонкостенного материала применяют пилы с относительно малым шагом (количество зубьев на дюйме Нуклеарную семью от 4-х до 18-ти). Пилы для резки толстостенного материала не нуждаются в большом количестве зубьев, их число составляет 1,25-6 зубьев на дюйм.




Для устранения эффекта резонанса, приводящего к вибрациям полотна, некоторые пилы делают с переменным шагом, при котором расстояние между зубьями изменяется в рамках отдельной группы. Размер шага обозначается наибольшим и наименьшим значениями.
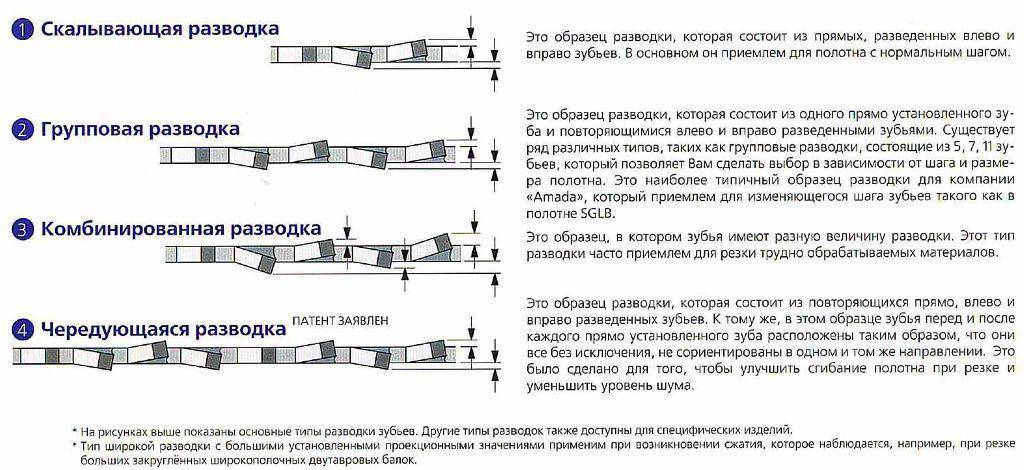
Развод ленточных пил
Разводом называют операцию отгиба зубьев пилы в одну и другую сторону с целью снижения трения полотна пилы о стенки пропила и предотвращения его зажатия. Чтобы полотно свободно двигалось в пропиле, ширина последнего должна быть больше толщины полотна на 30-60%.
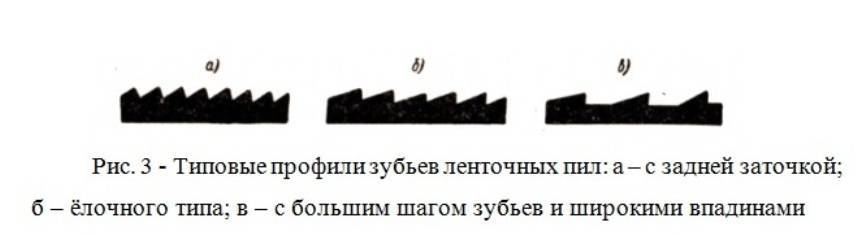
Существуют несколько видов разводки, названия которых могут отличаться у разных производителей. Основные виды такие.
Распространенные ошибки и способы исправления
В таблице ниже приведены наиболее часто встречающиеся сложности в работе и способы их устранения. Ошибки при раскрое бревен на пилораме
| Возникшая ошибка | Причина ошибки |
| Во время работы происходит подъем пилы. На выходе получается искривленная доска | Слишком высокий угол заточки зубьев. Нужно уменьшить его на 4-5° |
| В работе пилы появляются нырки | Маленький угол заточки зубьев |
| Большое количество отходов в виде опилок при раскрое | Уровень разводки пилы выше нормы |
| При пропиле получается волнообразный разрез | Слишком маленькая разводка, либо плохо заточены зубья |
| Растрескивание задней кромки полотна пилорамы | Нужно откорректировать расстояние между задними валиками |
| Накат опилок на полотно пилорамы | Следует увеличить разводку зубьев |
| Накат опилок на поверхность зуба | Слабо заточены зубья |
Распиловка на ленточной пилораме является одним из важных этапов лесозаготовки. Качество полученной продукции напрямую зависит от выбранной схемы, организации работы и подготовки оборудования.
Типы пил
Ленточные пилы по назначению бывают:
- Универсальные — применяются для резки материалов, производительность нарезки зависит от плотности и свойств заготовки;
- Специализированные — предназначены для распила определённого класса материалов, обладают повышенной износостойкостью, позволяют распиливать заготовки с максимальной производительностью.
По материалу выделяют следующие виды:
- биметаллические – кромка и полотно выполнены из различных по свойствам материалов, которые обеспечивают наилучшие условия обработки и высокую скорость резания;
- твердосплавные – отличаются повышенной износостойкостью, применяются для резки прочных, хрупких твёрдых материалов;
- из углеродистой стали – универсальные пилы общего назначения, имеют ограничения по скорости резки, производительность обработки средняя.
Заточка и разводка пилы
Также следует выделить:
Двуручные пилы точатся и разводятся так же, как и обычные одиночные. Все различие такого инструмента в том, что с ним работает два человека сразу.
С помощью ленточных пил чаще всего распиливают древесину и разновидности этого материала. Дерево не требует слишком сильного воздействия, оно является мягким материалом, который легко пилится и сверлится. Однако в процессе работы желательно все-таки закреплять бревна и доски. Во время распиливания надо быть осторожным и не держать руку слишком близко к борозде распила. Это может привести к тяжелым травмам.
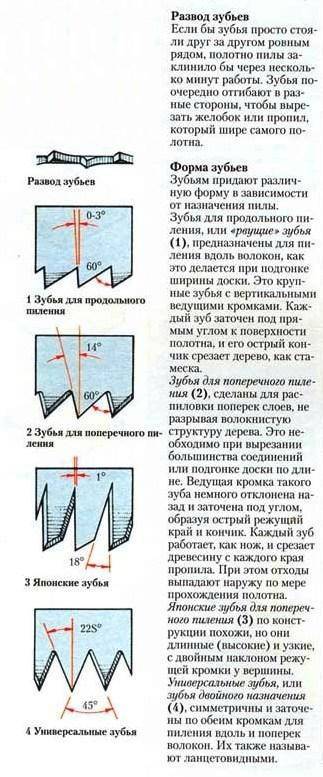
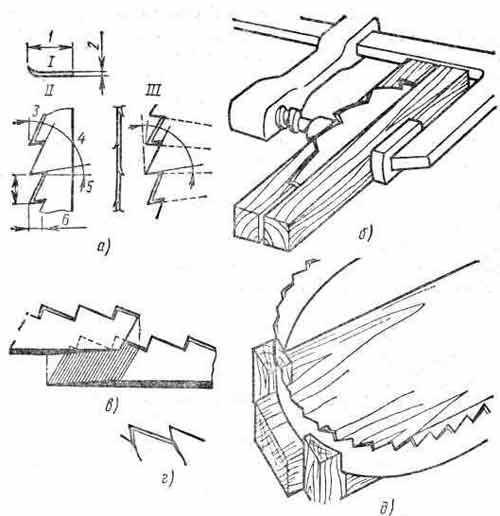
Подготовка пилы включает фугование, разведение и затачивание зубьев. На характер работы пилы влияют форма, размеры и наклон зубьев. Пилы с зубьями равнобедренной формы рекомендуется употреблять только для поперечного пиления, прямоугольной формы — для продольного и поперечного, с наклонными зубьями — только для продольного.
Фугование пилы (рис. 1) заключается в выравнивании вершин зубьев так, чтобы они находились на одной высоте. Для этого в тисках закрепляют напильник и по нему двигают вершинами зубьев. Качество фугования проверяют, приложив к вершинам линейку; при этом между вершинами зубьев и ребрами линейки не должно быть просветов.
| Рис. 1. Фугование зубьев пилы: 1 — тиски; 2 — деревянный шаблон; 3 — полотно пилы; 4 — напильник. |
Разводка зубьев пилы.
Чем можно заточить?
Небольшое полотно с маленькими зубьями можно заточить специальным надфилем или обычной насадкой станка. Однако такая заточка очень длительная и малопроизводительная, а также очень часто вызывает ряд поломок пилы. С учетом этих проблем уже давно многие мастера используют электрический заточной станок, который довольно быстро и одинаково ровно затачивает все зубья ленточной пилы.
Такие станки делятся на несколько групп.
- Полностью автоматические центры, в них используется специализированная программа подачи и заточки, такие станки применяют в основном крупные мастерские для подточки или восстановления крупных и массивных ленточных пил. Процесс происходит с применением охлаждающих химических жидкостей и под строгим контролем.
- Полуручные станки с консолями специального инструмента.
- Небольшие автоматические центры, в них настраивается шаг перемещения полотна и осуществляется контроль процесса.

Точильный станок представляет собой агрегат, который помогает качественно заточить пилу с помощью заточного круга. Чаще всего под определенный вид пилы подбирается определенный агрегат.
Станок включает в себя:
- основание и внешнюю конструкцию;
- крепление для инструмента;
- специальные приводы, используемые для передвижения полотна и вращения точильных кругов.

Особенности заточки ленточных пил
Если вы пользуетесь ленточной пилой, имейте в виду, что заточить ее самостоятельно совсем несложно. При этом вам не придется оплачивать услуги по заточке, оказываемые специализированными мастерскими.
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс.
Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке.
Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью.
Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.
Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно.
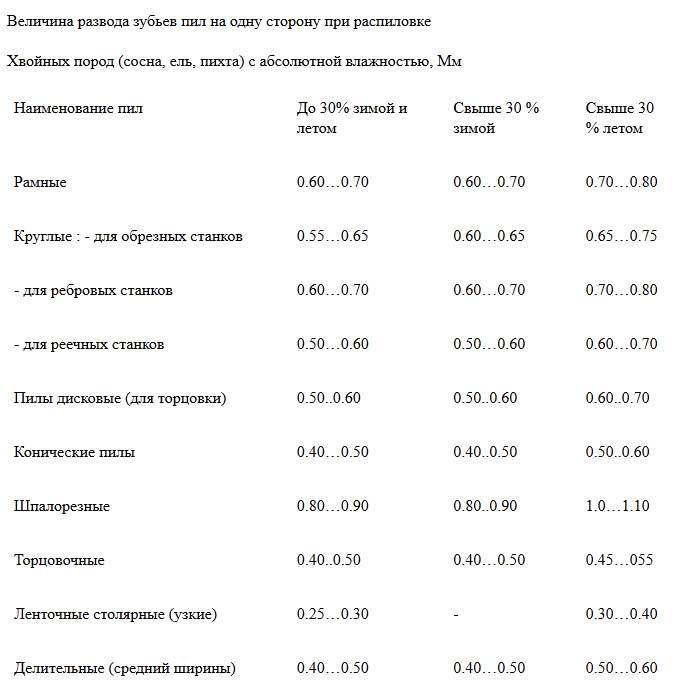
По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм.
Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты. После разводки можно отправлять режущее полотно на станок для заточки ленточных пил
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил.
Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно.
Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.





Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев.
Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.
Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Чтобы облегчить процесс выполнения заточки, полотно ленточной пилы предварительно выворачивают и в таком состоянии подвешивают на 10–12 часов.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.





