

Технология нарезания дюймовой резьбы
Нарезание трубной дюймовой резьбы может производиться ручным и механическим способами. Опишем оба варианта.
Способ 1. Нарезание резьбы вручную
Вручную дюймовую резьбу нарезают метчиком (внутренняя резьба) или плашкой (наружная). Операции проводятся в такой последовательности.
- Трубу зажимают в тисках, а инструмент фиксируют: если это метчик, то в воротке, если плашка, то в плашкодержателе.
- Плашку надевают на конец трубы, метчик вставляют в ее просвет.
- Инструмент вворачивают в трубу или навинчивают на ее конец, вращая вороток или плашкодержатель.
- При необходимости добиться более точного результата процедуру нарезания дюймовой резьбы повторяют несколько раз.
Способ 2. Нарезание резьбы на токарном станке
Механический способ подразумевает нарезание дюймовой резьбы на токарном станке. В ходе работы нужно придерживаться такого алгоритма.
- Трубу зажимают в патроне станка, на суппорте которого установлен резьбонарезной резец.
- На конце трубы резцом снимают фаску, после чего настраивают скорость резания.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Нарезать дюймовую трубную резьбу на токарном станке можно только в том случае, если изделия обладают достаточным запасом жесткости и прочности. Механический способ гарантирует точный и качественный результат, но требует от мастера больших умений.
Работаем с внутренней частью
Внутренняя резьба делается также с оглядкой на диаметр. По его величине подбирается метчик
Важно помнить, что если отверстие не сквозное, то его глубина должна быть меньше длины резьбы. Перед тем как сверлить, необходимо расположить дрель так, чтобы она оставалась строго вертикальной, иначе можно сломать метчик
После того как труба готова к нарезке, вводится метчик и производится медленное вращение. Следует помнить, что эти приборы выпускаются для черновой нарезки и для чистовой. Первые необходимы для того, чтобы подготовить отверстие. При прогонке черновым прибором снимается 70% стружки. Чистовой же снимает остальную часть. Перед тем как приступать к работе, необходимо смазать инструмент, тогда исключается вероятность поломки.
О чём следует всегда помнить?
Если труба старая, резьба перестала быть герметичной, то необходимо в срочном порядке провести работы по восстановлению. Всё можно сделать своими руками, главное – правильный подход. Таким образом, средства экономятся, к тому же работа, которая делается для себя, отличается высоким качеством.
Даже многие опытные слесаря не имеют представление о том, что такое клупп, не говоря уже о простых обывателях. А этот инструмент может вас очень сильно выручить при прокладке домашнего трубопровода. О том, как он это может сделать, мы и поговорим в данной статье.
Нарезка резьбы на трубе ручным клуппом
Для наглядности и большего понимания техники нарезания резьбы клуппом рассмотрим этот процесс по пунктам. Но для начала разберемся с вопросом подготовки конца трубы к нарезанию резьбы – от этого момента в полной мере зависит то, насколько легко пройдет сама работа. Здесь важны два момента.
Ровный срез
Несмотря на то, что практически все современные клуппы способны захватывать даже слишком криво срезанную трубу, все же этому моменту нужно уделить особое внимание. Дело в том, что даже если резьба и нарезается, а нарезается она в любом случае, на нее будет очень проблематично накрутить фитинг
Поэтому нужно либо сразу резать трубу ровно, либо если это не получается, впоследствии выравнивать болгаркой. Красивая большая фаска. В большей степени она нужна для облегчения работы, а в частности для более мягкого захода резцов клуппа. Даже несмотря на то, что они расставлены конусом (опять же, для облегчения процесса резания), все же от фаски лучше не отказываться – без нее легко справиться с трубами малого диаметра, а вот если речь идет о нарезании полуторадюймовой и двухдюймовой резьбы, то здесь без нее вообще тяжко будет. Да что там, проблемы возникают уже при нарезании резьбы на трубах диаметром свыше одного дюйма.
Нарезка резьбы на трубе клуппом фото
Вот такая подготовка трубы и сопутствует процессу нарезания на ней резьбы. Теперь что касается самой резки – по большому счету это не слишком сложный процесс.
Берем ГСМ. Шучу. Вполне будет достаточно любого смазывающего вещества – подойдет даже подсолнечное масло или сало. Смазываем им край трубы – то место, где планируется нарезать резьбу. Точно так же поступаем и с режущей частью клуппа. Смазка в таких делах лишней никогда не бывает – ее придется повторять в процессе нарезания резьбы. Чем больше диаметр труб, тем чаще придется смазывать. Она нужна не только для облегчения работы, но и для того, чтобы продлить жизнь инструменту. Надеваем клупп на трубу и смотрим на переключатель трещотки – его нужно поставить в такое положение, чтобы рычаг клуппа, вращаемый по часовой стрелке, крутил вместе с собой и режущую часть инструмента. Если этого не происходит, значит трещотку нужно переключить на диаметрально противоположное положение. Оттягиваем ее штифт за кольцо и в таком положение проворачиваем на 180 градусов, после чего отпускаем кольцо и проверяем правильность вращения режущего инструмента. В этом отношении электрический инструмент для нарезания резьбы намного удобнее – переключили тумблер и дело с концом. Резак как по мановению волшебной палочки вращается в нужном направлении. Дальше начинаем резать резьбу. Для начала, чтобы клупп уверенно зацепился за тело трубы, ему нужно немного помочь – в процессе вращения первые несколько оборотов нужно поджимать его к трубе. Вы почувствуете, когда зубья врежутся в трубу и начнут свое дело. После этого можно будет уже не давить на него, а полностью переключиться на процесс резания. Просто крутим рычаг по направлению часовой стрелки и периодически срываем стружку, совершая обратные движения клуппом. Перед тем как их совершать, трещотку нужно переключать в обратное положение – в этом и заключается единственное неудобство работы с клуппом. Таким вот способом, не забывая периодически подливать смазку, производится нарезка резьбы на трубе клуппом. Резьба режется до тех пор, пока все резцы инструмента не будут задействованы в работе – попросту говоря, конец трубы не окажется с другой стороны лерки.
Резьбонарезной клупп в работе фото
Как только труба выйдет за пределы режущих зубьев, переключаем трещотку на обратный ход и уверенными движениями снимаем ее. В обязательном порядке нарезанную резьбу нужно сразу же проверить тем изделием, которое будет на нее накручиваться. Если клупп новый, резьба может быть просаженная – в таком случае придется много наматывать пакли. Если клупп старый, то она может быть недорезанной, что приведет к поломке накручиваемого на резьбу фитинга.
Как видите, клупп для нарезки резьбы является достаточно простым инструментом, и пользоваться им очень легко. Спросите, какой из них выбрать – электрический или ручной? Этот нюанс зависит от объема и типа проводимых работ. Если с нарезанием резьбы вы сталкиваетесь редко и в малых объемах, то вполне будет достаточно его ручного варианта.










Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
номинальный | минимальный | ||
5 | 0,8 | 4,92 | 4,82 |
6 | 1 | 5,89 | 5,79 |
8 | 1,25 | 7,87 | 7,76 |
10 | 1,5 | 9,85 | 9,73 |
12 | 1,75 | 11,83 | 11,7 |
14 | 2 | 13,8 | 13,67 |
16 | 2 | 15,8 | 15,67 |
18 | 2,5 | 17,8 | 17,62 |
20 | 2,5 | 19,8 | 19,62 |
22 | 2,5 | 21,8 | 21,62 |
24 | 3 | 23,79 | 23,57 |
27 | 3 | 26,79 | 26,57 |
30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Фасонные резцы для нарезания резьбы
При использовании токарно-винторезного оборудования для нарезания резьбы следует подобрать наиболее подходящий резец. Производители выпускают специальные варианты исполнения резцов для нарезки резьбы, которые характеризуются своими определенными особенностями:
- При производстве создается режущая часть определенной формы. За счет этого образуется канавка требуемой формы.
- Режущая часть изготавливается из инструментальной стали, которая подвергается закалке. За счет этого при работе исключается вероятность быстрого износа режущей кромки.
- Применение рассматриваемого метода позволяет обрабатывать поверхности крупных заготовок.

Фасонные резцы
В производственных цехах часто используется именно токарно-винторезный станок, так как плашек и метчиков для работы с заготовками большого диаметра практически нет. Кроме этого, при резьбонарезании возникает серьезная нагрузка.
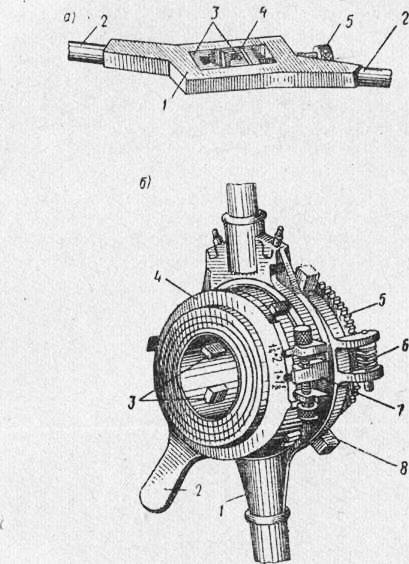
Клуппы с трещоткой и одной ручкой
Трещотку хорошо использовать для нарезания резьбы при реконструкции и ремонте трубопроводов с малым диаметром труб, когда доступ к трубе ограничен стеной (или даже двумя). Использование ручного инструмента с двумя ручками в таких условиях невозможно. Устройство клуппа простое — это круглый держатель для сменных головок, оборудованный ручкой с трещоткой.

Большинство моделей комплектуются дополнительным удлинителем ручки для увеличения рычага. Каждый держатель имеет ограничения по количеству сменных головок и имеет определенный диапазон использования (по диаметру нарезаемой резьбы). Универсальных клуппов под все типы головок нет.
Каждая головка оснащается четырьмя сменными плашками (резцами). Расположение плашек имеет строго определенное значение — на каждой из них есть номер, которому соответствует такой же на головке. Устойчивость положения относительно трубы обеспечивается за счет направляющих в самой головке.

Приходится иногда встречать и такую классификацию как «клуппы без ручки». А в качестве иллюстрации приводят изображения сменных головок (как на предыдущей фотографии). В качестве держателя предлагают использовать газовый ключ.











Но это чисто отечественное изобретение находчивых слесарей. Газовый ключ можно попробовать даже запатентовать как универсальный плашкодержатель трубный для нарезки резьбы под все типов головок.
Выгода конечно в этом есть — можно купить не дорогой комплект, а всего лишь 2-3 сменных головки (например, ½, ¾ и 1 дюйм). Тем более, что это реально — они продаются как аксессуары к клуппам, а газовые ключи есть наверняка у каждого рачительного хозяина.
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:
- плашки (их еще называют лерки) для нанесения витков снаружи (обычно на трубу или металлический прут (штырь);
- метчики — для внутренней (вот под них предварительно требуется делать отверстие).

Метчик (сверху) и плашка (внизу)
Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на токарные станки с закрепленными на них метчиками и плашками.
Существующие варианты резьбовой нарезки
Трубная резьба подразделяется на пять видов, однако наиболее популярными вариантами является коническая и цилиндрическая. С такими вариантами трубной резьбы сталкиваются зачастую домочадцы. Для резьбовой нарезки на водопроводной трубе имеется два способа:
- Автоматический, предусматривающий нарезание резьбы на трубах водоснабжения при помощи специальных станков и электроинструментов.
- Ручной. Для этого применяются специальные ручные инструменты.
Если по долгу службы человеку необходимо нарезать резьбу на большом количестве труб, то уместно приобрести специальный электроинструмент, что позволит облегчить ручной труд.
Когда необходимость в получении резьбового соединения является единичным случаем, то для таких целей подходит ручная технология. На водопроводных трубопроводах, а также трубах систем отопления нарезка резьбы выполняется при помощи плашки.
Плашка представляет собой стальной диск, а его внутренний диаметр имеет осевые отверстия в разном количестве, что зависит от размера изделия. Кромки этих отверстий формируют резцы, при помощи которых и выполняется резьбовая нарезка. Для обеспечения надёжности такого инструмента, его изготавливают из легированных видов стали или твёрдых сплавов.
Плашки могут иметь разную форму (круглую, квадратную, шестигранную или призматическую), но чаще все применяются дисковые варианты. Именно дисковые плашки предназначаются для получения резьбового соединения на водопроводных трубах. Чтобы плашкой было удобно работать, они оснащаются дополнительно воротками, а также фиксаторами в виде винтов. Плашки также бывают цельными, разрезными и раздвижными.
Цельные плашки для нарезания резьбы на трубах имеют один существенный недостаток – это быстрый износ резцов. Это обусловлено жёсткостью собственной конструкции изделия. Разрезные или подпружиненные плашки имеют менее жёсткую конструкцию, что существенно повышает срок эксплуатации изделия. За счёт подпружиненного механизма такой инструмент для нарезания резьбы на трубах позволяет варьировать диаметром получаемых резьбовых соединений в диапазоне от 0,1 до 0,3 мм. Устройство такого типа имеют высокую стойкость к износу резцов, однако не способно при этом обеспечить высокую точность.
Раздвижные плашки представляют собой 2 рабочих части, предназначающиеся для установки в крепёжный модуль. Плашка со специальным крепёжным модулем образует инструмент, называемый трубным клуппом. Плашка в клуппе фиксируется при помощи сухаря и регулировочного винта. Именно при помощи регулировочного винта осуществляется регулировка диаметра резьбы.
Общие положения
Начнём, пожалуй, с функции, выполняемой клуппом – нарезки резьбы. Вы справедливо можете возразить, что появление в обиходе пластиковых труб сделали применение резьбовых соединений невостребованными. Так, полиэтиленовые изделия соединяются специальными фитингами для канализационных труб, а полипропиленовые — просто свариваются.
Но всё не так просто, когда речь идёт о надёжности. Чтобы лучше понять, о чём идёт речь, взглянем на недостатки полиэтилена и полипропилена:
Минусы использования пластиковых труб
- Ограничение температурных режимов. Для полипропилена предел – 95 о С, а для полиэтилена – 40 о С. В наши суровые зимы бывают такие ситуации, когда котельной приходится подавать воду, превышающую технические нормы, что, несомненно, приведёт к аварии. Так что для отопительной системы такой вариант труб использовать весьма рискованно.
- Слабая стойкость к механическим воздействиям. Это сразу исключает возможность прокладки водопровода из пластика под проезжей частью, так как он со временем попросту окажется раздавлен. Да и в открытых для контакта местах тоже придётся осторожничать, помня об уязвимости данного материала.
Читать также: Как сделать станок для вязания рыболовных сетей
А вот металлу не страшны ни высокие температуры, ни чрезмерные механические нагрузки. Но и с ним в вопросе соединения не всё так просто:
Типы соединений стальных труб
| Данное изделие это отличный вариант для домашнего использования. Кроме того ручной инструмент такого типа позволяет создавать резьбу на трубах даже в труднодоступных местах. |
| Разновидность соединения | Преимущества | Недостатки |
| Сварка | Полная герметичность | Нарушение цинкового слоя, в результате чего трубопровод становится уязвим перед коррозийными процессами |
| Резьба | Возможность демонтажа | Необходимость использования дополнительных уплотнителей для достижения оптимальной герметизации |
Использовать паклю для устранения возможной течи не так опасно, как испортить покрытие, защищающее от возникновения ржавчины. К тому же не каждый умеет своими руками пользоваться сварочным аппаратом. Также важную роль играет возможность технического обслуживания, которая с цельной магистралью весьма проблематична. Так что с явным отрывом побеждает резьбовое соединение.









Делаем резьбу своими руками
Подготовка
Перед тем, как нарезать резьбу на трубе своими руками, необходимо провести ряд подготовительных работ:
- отрезать кусок трубы нужного размера. Если производится замена какого-либо участка трубопровода, то требуется аккуратно вырезать трубу, пришедшую в непригодность;
Срез трубы должен быть перпендикулярен ее стенкам. В противном случае резьбовое соединение будет не надежным.
- участок трубы, где будет нарезаться резьба, очищается от краски, ржавчины и так далее. Все посторонние отложения мешают проведению работы;
- с конца трубы снимается фаска для облегчения работы плашки.
Начальный этап нанесения резьбы
Нарезаем наружную резьбу клуппом
Нарезка резьбы на трубе клуппом проходит следующим образом:
- подбирается клупп соответствующего диаметра. Для корректного подбора оборудования применяется штангенциркуль;
- внутренняя поверхность клуппа и подготовленный участок трубы обрабатываются машинным маслом;
- клупп вставляется в металлическую трубу, облегчающую работу по его вращению. Держатель входит в набор для нарезки резьбы на трубах;
- если происходит первоначальная сборка трубопровода, то труба фиксируется в тисках. Если нужно нарезать резьбу на водопроводной трубе при реконструкции водопровода или иной инженерной системы, произвести нарезку можно непосредственно на установленной трубе;
- клупп устанавливается на подготовленную трубу и начинается его вращение, то есть процесс нарезки резьбы.
Сделав несколько поворотов вокруг трубы необходимо отвести клупп в обратном направлении приблизительно на 90º. Это позволит удалить с будущей резьбы снимаемую стружку.
Изготовление резьбы при помощи клуппа
После окончания резки масло необходимо полностью удалить.
Наглядно посмотреть на процесс нарезки резьбы клуппом можно на видео.
Нарезка резьбы плашкой
Плашка для нарезания резьбы на трубах может быть:
- круглой формы. Для нанесения резьбы на трубы различного диаметра используются отличные по размерам плашки;
- раздвижной. Использование такой плашки помогает в нарезании резьбы на трубах различных диаметров. Для раздвижной плашки применяется специальный держатель.
Различные плашки для нанесения резьбы
Плашки для нарезания резьбы на трубах используются более часто, так как имеют меньшую стоимость.
Перед тем, как нарезать резьбу на трубе плашкой (леркой), нужно подготовить трубу описанным выше способом. Затем можно проводить саму процедуру по следующей схеме:
- при помощи штангенциркуля подобрать нужную по диаметру плашку;
- смазать внутреннюю часть лерки и поверхность трубы любым доступным материалом;
- закрепить плашку в специальном держателе. Лерки для нарезания резьбы на трубах должны быть прочно закреплены в держателе. В противном случае резьба получится неровной, что приведет к образованию течи в месте соединения;
- плашкодержатель вращается в нужном направлении. После нескольких витков необходимо, как и предыдущем случае, избавиться от скопившейся стружки. Для этого инструмент немного поворачивается в обратном направлении;
- после нанесения резьбы труба и используемый инструмент очищаются от смазки.
На начальной стадии используются черновые плашки, которые четко прорезают трубу, но не дают большой точности резьбы. Окончательная нарезка производится чистовой плашкой.
Нанесение резьбы при помощи лерок
Нарезаем внутреннюю резьбу
Чтобы сделать внутреннюю резьбу, требуется:
- подготовить отверстие. Оно должно быть чистым и не содержать никаких покрытий и посторонних отложений. Отверстие смазывается;
- подобрать метчик по диаметру;
- установить метчик в отверстие, при этом следует соблюдать вертикальность нарезного оборудования. Начать вращение метчика по часовой стрелке.
Процедура нарезки резьбы внутри трубы
Для нанесения внутренней резьбы требуется использовать два метчика: черновой и чистовой. Черновой метчик удаляет около 70% стружки, а чистовой оставшиеся 30%.








Резьбу на металлической трубе можно сделать своими руками. Для этого потребуется покупка специального инструмента и небольшое количество времени. Проведение работы доступно не только для профессионалов, но и для простых пользователей.
Правила работы метчиками
В сегменте электрических клуппов современного рынка наблюдается острая конкуренция. И если по этой причине производители должны вкладывать значительные объёмы денежных средств в модернизацию технологических линий, то потребители наоборот, получают за те же деньги более качественную продукцию. Однако отдавать предпочтение следует электрическим клуппам от следующих компаний:
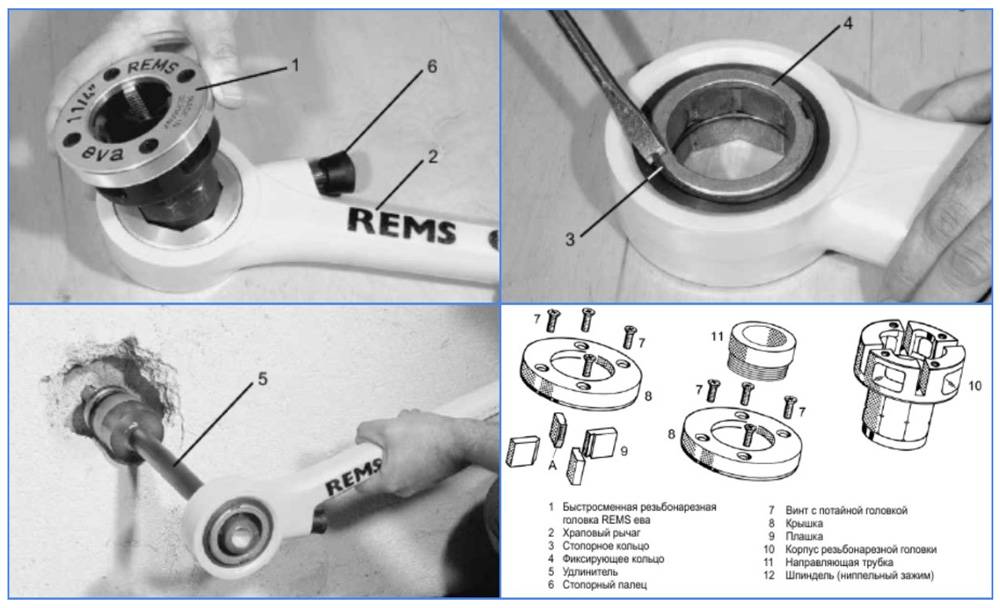
- REMS (Германия). Представлены модели Rems Амиго на нашем рынке, как правило, в фирменном футляре-чемодане, изготовленном из прочной стали. Помимо самого инструмента, набор включает сменные головки для любой – правой и левой – резьбы.
- GERAT (Германия). В комплект поставки электрического клуппа от этого производителя входят сменные головки, струбцина и маслёнка.
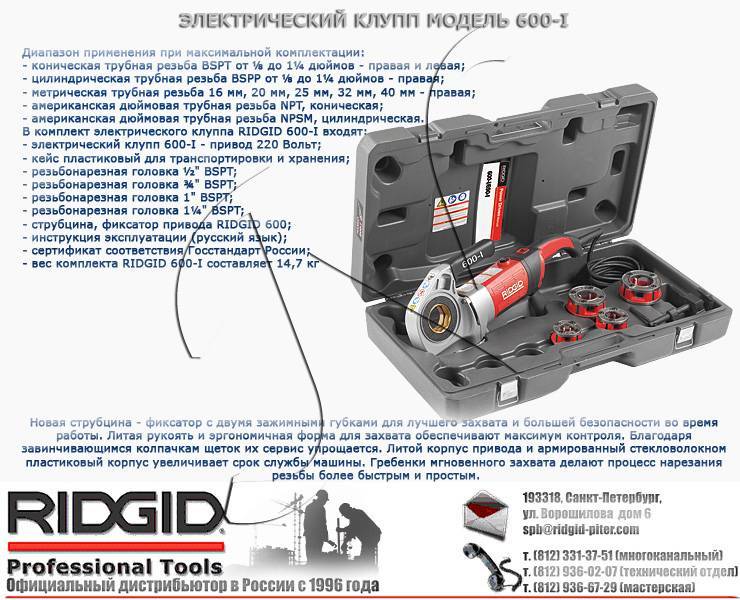
- RIDGID (США). Эта компания также предлагает резьбонарезной инструмент в наборах. Их цена зависит от комплектации.
- ROTHENBERG (Германия). Наибольшей популярностью пользуется электрический клупп для нарезки резьбы от этого производителя модели Supertronic. В пластиковом футляре-чемоданчике, кроме самого устройства, вы найдёте сменные головки, струбцину и адаптер питания.
В целом, при покупке данного инструмента нужно руководствоваться критерием «цена/качество» и принять к сведению следующие рекомендации:
- останавливайте свой выбор на клуппе со сменными резцами.
- учитывайте диаметр предполагаемой к обработке трубы;
- выясните материал изготовления резцов. Долговечные детали производятся из легированной стали, в то время как недорогие модели оснащены резцами из быстро стирающегося дешёвого металла.
И следует помнить, что прослужить инструменту максимально долго позволит лишь правильная эксплуатация. Поэтому, прежде чем купить резьбонарезной набор, ознакомьтесь с правилами работы с электрическим клуппом и сопоставьте их с предполагаемыми условиями нарезания резьбы. Сделав корректный выбор, вы сможете пользоваться этим устройством продолжительное время.
При нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, бронза и др.) метчик необходимо периодически вывертывать из отверстия и очищать канавки от стружки; нарезать резьбу нужно полным набором метчиков — черновым, средним и чистовым. Средний и чистовой метчики вводят в отверстие без воротка и только после того, как метчик пойдет правильно по резьбе, на головку надевают вороток и продолжают нарезание резьбы;
Также как и для любого другого инструмента, при выборе клуппа следует руководствоваться золотым правилом оптимального для пользователя соотношения цены и качества. Как показывает опыт и отзывы опытных мастеров, для металлорежущего инструмента вообще, для резьбонарезного и для клуппов в частности качество подразумевает соответствующую цену, а цена товара в основном соответствует его качеству.
Стоимость электрифицированного инструмента на порядок выше ручного, значительно шире и диапазон цен. Здесь многое зависит от мощности и комплектации набора, а также от имени производителя. Количество брендов хотя и меньше, чем у ручных, но все-таки может измеряться десятками
В этом случае стоит обратить внимание на существующие гарантии, наличие сервисных центров, доступность запасных частей и сменных принадлежностей
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
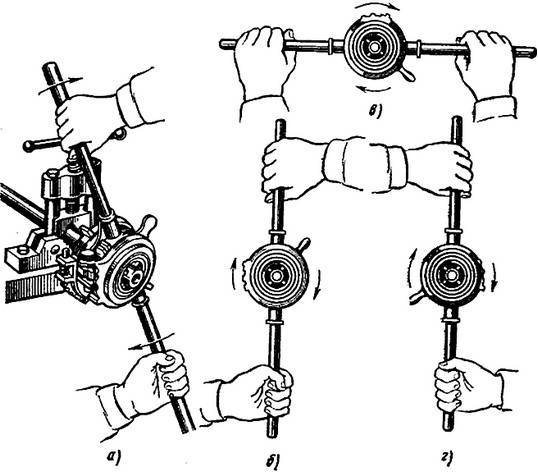
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.









Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 9 187





