

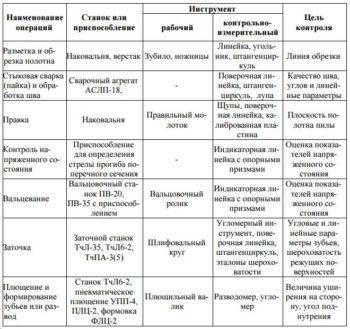
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
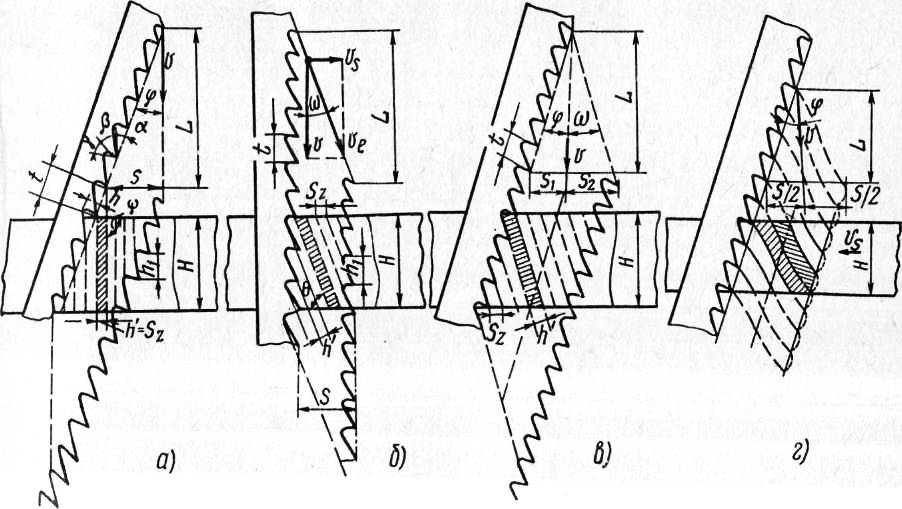
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
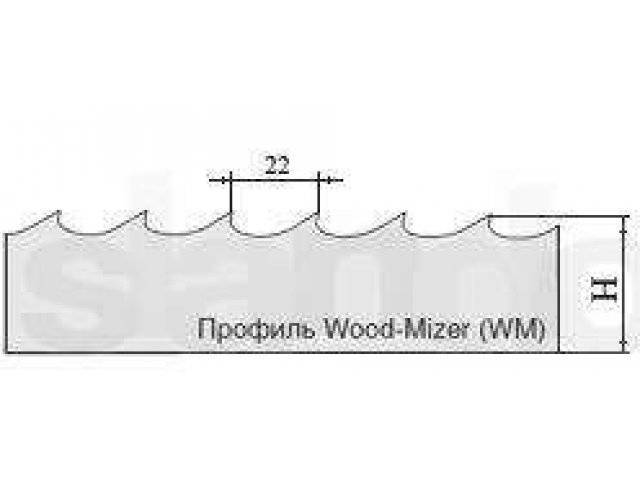
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
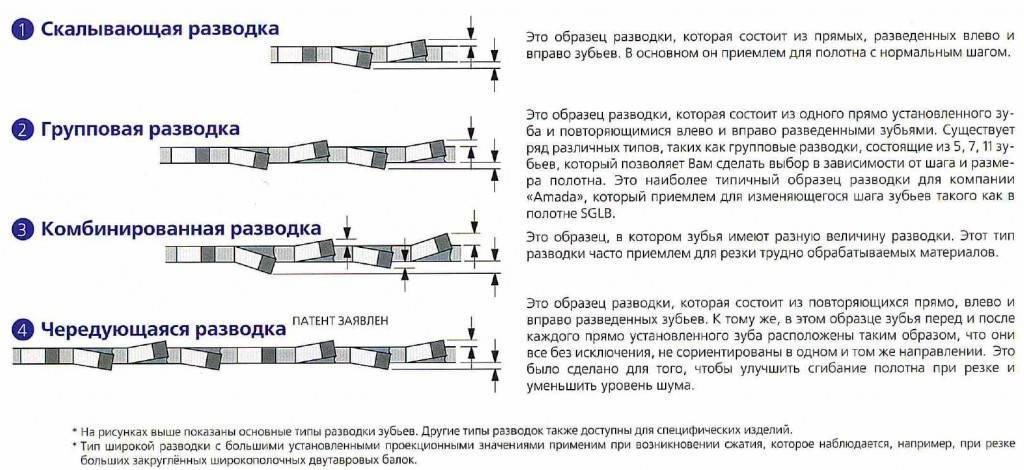
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Проверка качества сварного соединения
Самый простой и проверенный метод контроля качества – визуальный осмотр. О некачественном соединении свидетельствуют следующие признаки:
- сваренные края изделия не совпадают по высоте. Дефект возникает вследствие недостаточной силы тока или при чрезмерном значении осадки;
- капли расплавленного металла на поверхности ленты. Происходит при слишком высоком значении сварочного тока;
- непроваренные участки. Возникают из-за недостаточной силы тока или слишком низкого давления.
http:
Усиление шва (разница между толщиной наплавленного и основного металла) не должно быть меньше 1,5 мм. В противном случае полезное сечение сварного шва будет недостаточным для работы в условиях ленточной пилы.




Сварка ленточных пил
Всего есть два типа сваривания, при помощи сопротивления и оплавления.
1. Сваривание сопротивлением осуществляется сварочным оборудованием, которое довольно просто и экономично использовать, однако у него есть определенные ограничения в применении.
Технология имеет свои особенности:
- Подготовительные операции самого хорошего качества, ведь при обрезании полотен должны отсутствовать заусенцы и кромки, чего в большинстве случаев довольно тяжело достигнуть. Обычно ножи пилы бывают сильно изношенными, поэтому и кромка остается неровной.
- Хорошее качество поверхности для контакта со сварочными электродами, прижимными сегментами и их регулирования.
- Правильный режим сваривания стыкового типа. Полотно обычно требует самостоятельного выбора сварочного режима.
2. Сваривание оплавлением

Технология и ее особенности:
- Качество подготовки изделий и электродов.
- Правильный шаг полотна при учете потерь материалов при сваривании.
Правильный подбор режима сваривания определяется по некоторым факторам
- ровный процесс оплавления непрерывного типа от самого начала сваривания до полной осадки;
- визуальный осмотр швов прекрасно показывает деформацию и выдавленный расплав на поверхности.

Эксплуатация ручной ленточной пилы по металлу
После того, как инструмент изготовлен и протестирован, важно соблюдать простые правила по безопасному использованию устройства. Это гарантия долгой службы станка, высокого качества работ, безопасности пилы для вас
Советы мастера
- В процессе работы не тяните заготовку назад: это может привести к соскакиванию пилы с рельсов.
- Обрабатывая мелкие детали, используйте подающую доску: так вы обезопасите руки.
- При разрезе крупных конструкции смотрите за тем, чтобы деталь не проворачивалась.
- В процессе работы не допускайте попадания стружек и опилок в двигатель.
- Перед началом использования инструмента проверяйте возможность его быстрого отключения.
Правила безопасности
- Первые 180 часов работы ручной ленточной пилы недопустимы её предельные нагрузки: избегайте пиления слишком твердых материалов, заготовок максимальной толщины.
- Каждые 2 часа работы необходимо делать перерыв, иначе высока вероятность перегрева двигателя.
- Во время работы на ручном станке необходимо использование защитной экипировки:
- специальные очки;
- головной убор (особенно при наличии длинных волос);
- плотно прилегающая одежда;
- закрытая обувь на нескользящей подошве.
- В процессе работы не прикасайтесь к пильной ленте, не держите заготовку в руках, используйте дополнительные подставки, опоры, крепежи.
- После окончания работы очищайте станок от пыли, грязи, масла, опилок, отключайте его от сети.
Мы рассмотрели специфику использования различных модификаций инструмента, а также их различия, разобрались в технических характеристиках и принципе работы станка. Множество преимуществ ленточнопильных станков делает их незаменимыми при работе с металлом, в том числе в домашних условиях. Не обязательно идти в магазин и тратиться на дорогую профессиональную модель: для большинства работ подойдет классическая ленточная пила по металлу, сделанная своими руками. Теперь вы знаете пошаговую инструкцию изготовления станка, а также правила ее безопасного и продуктивного использования.
- Элементы теории процесса резания металлов / А.М. Розенберг, А.Н. Еремин. — Москва
- Справочник молодого фрезеровщика / В.Л. Косовский. — М.: Высшая школа
- Сварка, резка, пайка металлов. — Москва: Машиностроение, 2005.
- Статья на Википедии
Изготовление пилы своими руками
Учитывая все нюансы, размер и шаг зубьев на режущем элементе, можно приступать к самостоятельной сборке ленточной пилы в домашних условиях. На этом можно сэкономить значительную часть денег, но всё равно потребуется приобрести некоторые детали и материалы для сборки рабочего стола или устройства, приводящего механизм в движение.
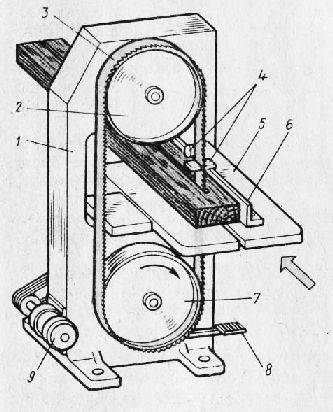
Сборка ленточной пилы по дереву своими руками по чертежам включает следующие элементы:
- ленточный шкив;
- режущий элемент для ленточного станка;
- клиновый ремень типа А710;
- штангу несущую;
- направляющие;
- шкивы;
- электродвигатель с выбором мощности в зависимости от объёмов выполняемой работы;
- ремённый привод;
- кронштейн;
- две гайки типа М12 (2 шт.);
- ремень клиновый;
- направляющую;
- демпфер;
- штангу несущую;
- опору верхнюю;
- ползун;
- регулировочный винт;
- привод для верхней ленты.
Некоторые детали легко заменить подручными материалами, которые есть практически у любого человека в гараже. Другие элементы станка требуют покупки производственных моделей. Например, электродвигатель невозможно собрать своими руками, а оборудование со стиральной машинки или аналогичной техники не подойдёт из-за недостаточной мощности.
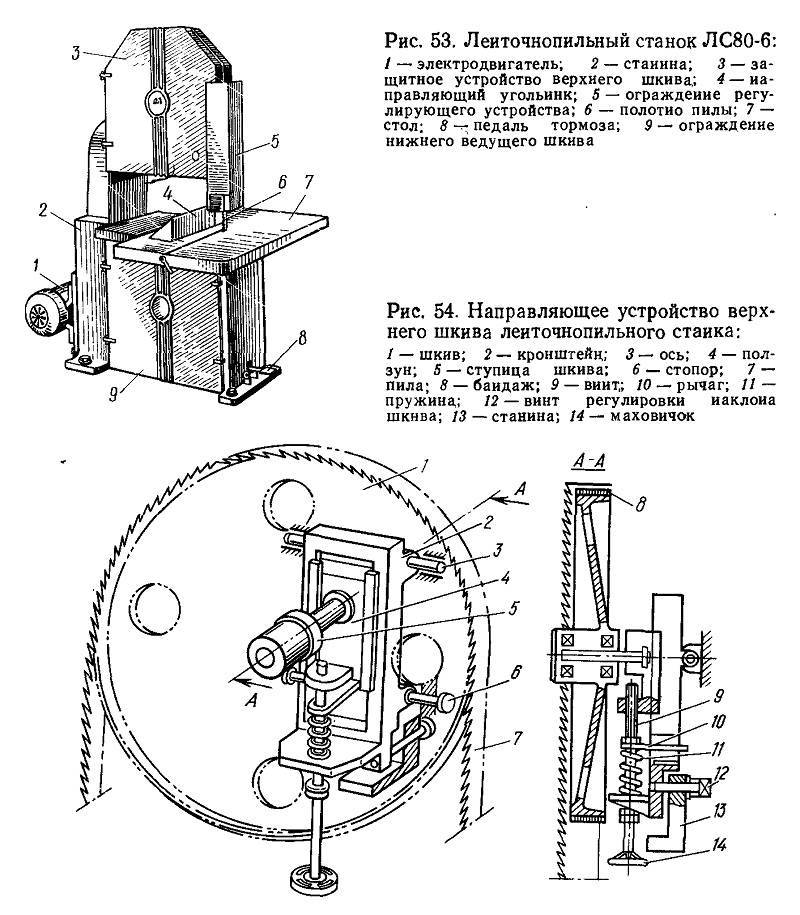
Устройство и сборка станка
Сразу стоит отметить, что чертежи самодельной ленточной пилы по дереву подойдут только в том случае, если есть помещение соответствующих габаритов. Столешница и станина с установленным агрегатом имеет внушительные размеры, которые просто не влезут в маленькое помещение. Такое оборудование используют для роспуска больших брёвен, но для обработки мелких заготовок подойдёт и мини-станок.
Станина и блок шкива
Рама станины является несущей частью, которая удерживает на себе большой вес всей конструкции. Нагрузка из-за вибрации в процессе работы усиливается в несколько раз, именно поэтому станина должна быть изготовлена из металлических профилей, которые необходимо сварить. Для станков среднего и малого размера за неимением металлических профилей подойдёт деревянный материал, но это должна быть цельная доска шириной 20 мм, а не ДСП или листы фанеры.
Доски соединяются таким образом, чтобы слои соединялись на пересечении волокон. Для дополнительного усиления рамы, собранной из брусков, используют саморезы, специальный клей, крепления и любые другие методы соединения. В итоге вся конструкция должна соответствовать функциям демпфера, который гасит рывки и вибрацию, получаемую во время работы режущего элемента. Для этого станина должна быть жёсткой и упругой.
Ещё одна важная деталь — это блок верхнего шкива, который держит в натяжении полотна. Колёсный вал монтируется во вставку, расположенную на внутренней части рамки. Ось регулируется с помощью двух резьбовых шпилек, которые монтируются в древесный материал с помощью гаек.
Верхняя (торцевая) часть станины обеспечена специальным винтовым механизмом, который отвечает за вертикальное перемещение по направляющей. Всю конструкцию усиливают путём установки добавочных шайб, которые привариваются к поверхности. С тыльной стороны предусматривают фланец, на котором фиксируется вал для выточки.
Особенности столешницы и шкива
Если неправильно закрепить подшипник, тогда появляется проблема с колесом, которое постоянно ударяется о плоскость в процессе работы. От этого режущий элемент начинает скользить и уходить в сторону, что в итоге приводит к порче обрабатываемого материала. Чтобы избежать таких ситуаций, подшипник устанавливается за перпендикулярностью вала.
Собранная ленточная пила своими руками по металлу, дереву или камню требует установки столешницы на тумбовое основание. Внутри её помещается мотор и пусковой механизм. Они отвечают за движение полотна, скорость и время его работы. Для изготовления такого стола часто используют фанеру, которую дополнительно обшивают текстолитом.









Нагрузка на столешницу минимальная, поэтому такого материала вполне достаточно для работы. Чтобы упростить работу, её оснащают самыми разными функциями. Например, столешницу оснащают поворотным механизмом для удобства распила заготовки под заданным углом. Параллельный упор или установка роликовой системы добавит столу горизонтальные движения, которые значительно ускоряют обработку.
Модели и принципы их выбора
Машины для электросварки ленточных пил контактным способом подбирают по таким параметрам:
- Мощности (в том числе, и автоматического выключателя тока).
- Наличию предохранителя от перегрузки.
- Диапазону изменения усилия прижима и возможность его автоматического регулирования.
- Способу изменения RC-сопротивления: при малых диапазонах необходимо более тщательно следить за состоянием поверхности зажимных губок.
- Материалу зажимных губок (его твёрдости в горячем состоянии и наличию антикоррозионного покрытия).
- Присутствию встроенного пирометра, по которому оператор может судить о температуре нагрева торцов ленточной пилы.

Из мощных станков для контактной сварки стоит выделить машину модели ESAB ZFR 10 BT шведского производства. Она работает от источника постоянного тока и может сваривать пильные полотна шириной до 160 мм, при наибольшем усилии прижима 1200 кН, причём для сжатия используется гидравлический узел. Привод станка – автоматический, включая устройство для последующей шлифовки грата. Отжиг готового участка производится по программе, в зависимости от назначения ленточной пилы и марки стали, из которой она произведена.
Подобным оборудованием отечественного производства является станок модели АСП-1600. Его технические характеристики:
- Ширина свариваемого лезвия, мм – до 90.
- Мощность, кВА — 4…9.
- Питающее напряжение, В – 380.
- Производительность, циклов в час – до 10.

Из мобильных агрегатов аналогичного назначения отметим G10-60 от итальянской компании Griggio. Станок компактен, оснащён устройством автоматического регулирования усилия прижима, обладает следующими эксплуатационными параметрами:
- Ширина свариваемого лезвия, мм – до 60.
- Мощность, кВА — до 4,5.
- Питающее напряжение, В – 220.
- Производительность, циклов в час – до 15.
В комплект поставки входят ножницы для предварительной обрезки дефектных концов пил.
Рельсорез. Подгонка путей без лишних хлопот
Динамический плотномер Д-51. Проверяем уплотнение грунта
Диапазоны
Компания IDEAL-Werk (Идеал-верк) существует с 1923 года. Начиная с того года, основатель компании IDEAL-Werk Клеменс Юнгельблодт разрабатывал технологии пайки ленточных пил а затем и стыковой сварки. В этой области компания IDEAL-Werk обладает самым большим опытом.
Кроме стыкосварочных машин BAS сварки оплавлением, IDEAL выпускает:
- станки стыковой сварки сопротивлением – аппараты BSS;
- аппарат электродуговой МИГ-МАГ или ТИГ сварки BLS (для широких ленточных полотен по дереву).
На машинах из модельного ряда BAS можно сварить
- ленточные полотна по дереву шириной от 5 до 206 мм;
- ленточные полотна по металлу шириной от 3 до 105 мм;
- ленточные ножи по текстилю, поролону и т.п. шириной от 5 до 120 мм;
- ленточные пилы из нержавеющей стали шириной от 5 до 60 мм;
- полосу из низкоуглеродистой стали сечением до 360 мм².
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
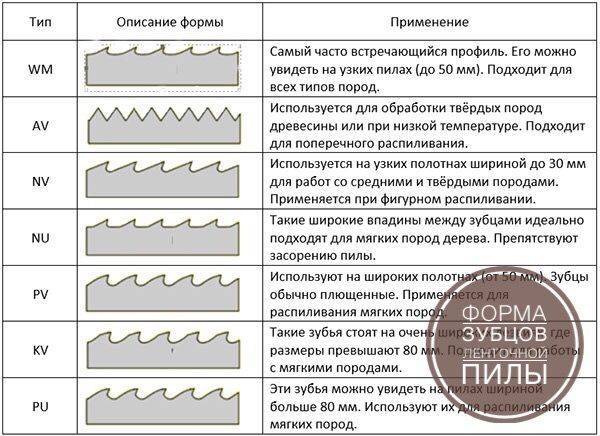
Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Этапы сварочных работ
Резка
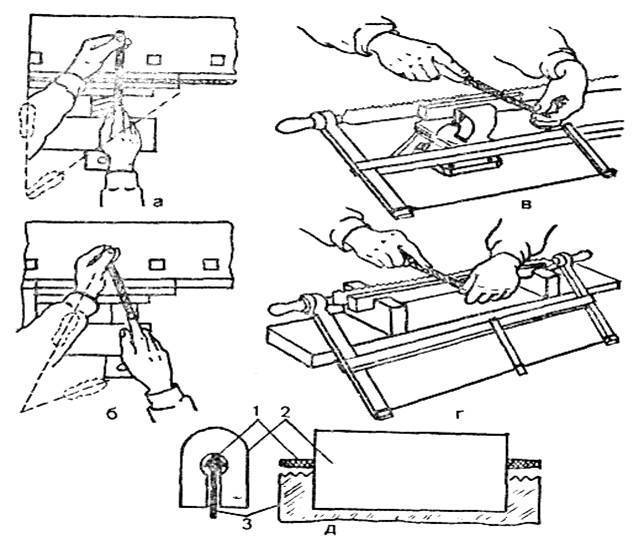
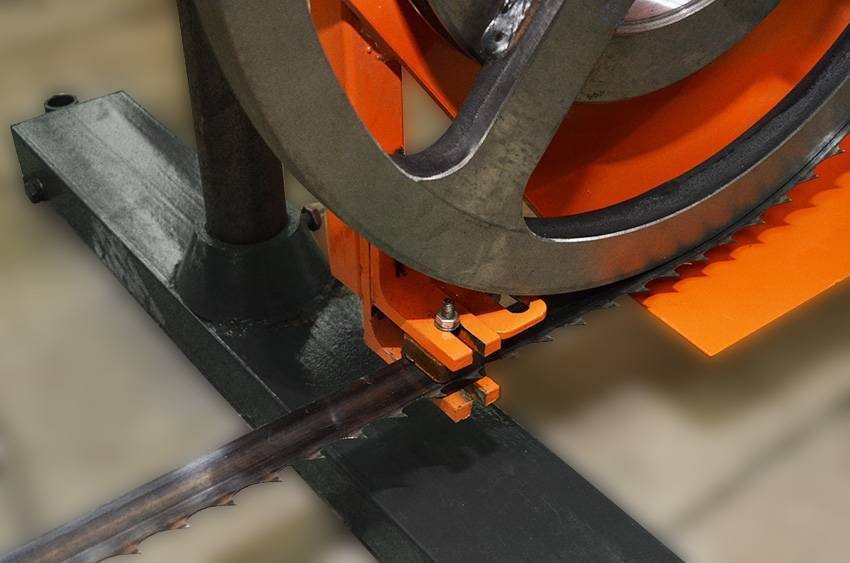
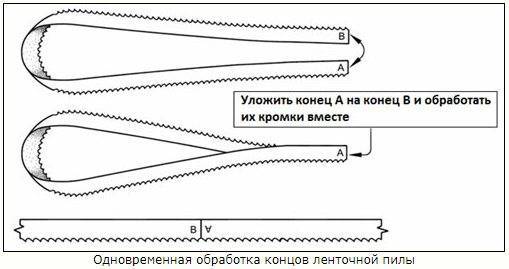
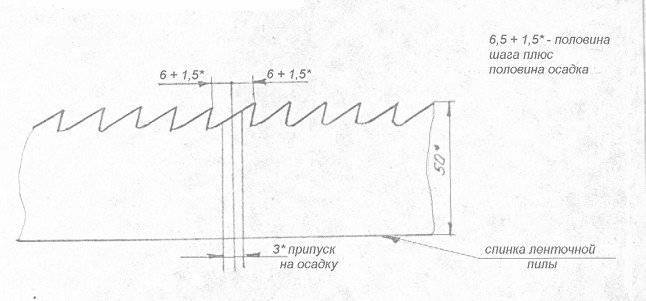
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
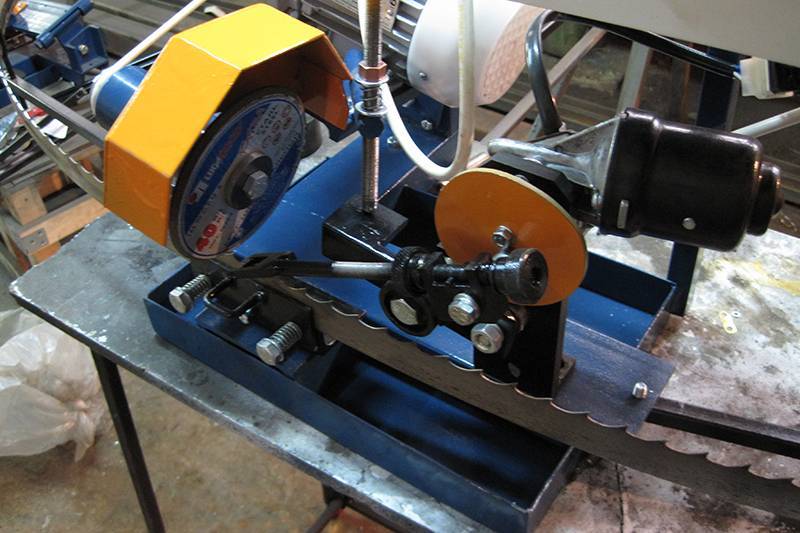
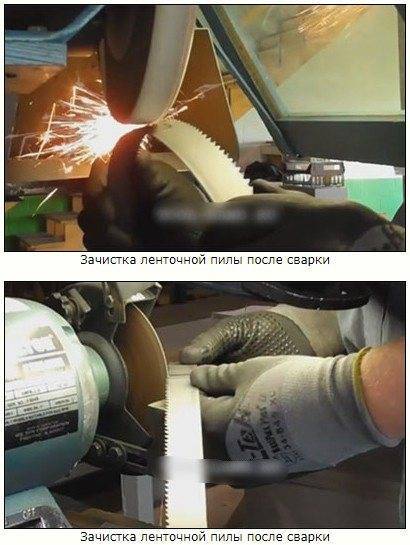
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.







Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!

Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Технология сварки пил
Соединяемые концы пилы должны быть ровными, поэтому в качестве подготовки необходимо их отрезать гильотиной, болгаркой, слесарным зубилом или резаком. Если будут свариваться концы уже бывшей в употреблении ленточной пилы, то они отрезаются с краев приблизительно по пять-шесть миллиметров. Линия отреза проходит между зубьями.
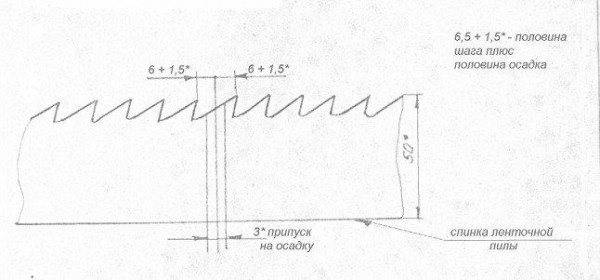
Размер припуска на осадку составляет полтора миллиметра. Хорошую состыковку способна обеспечить одновременная обработка обоих концов. Неровности и заусенцы убирают с помощью абразивных инструментов. Затем следует очистка от грязи и обезжиривание.

Подготовленные полотна вставляют в зажимное устройство. Производят контроль совпадения их по высоте. На аппарате выставляют необходимые режимы: усилие, ток, осадочное давление. Для этого можно воспользоваться прилагаемыми к оборудованию таблицами.
После нажатия пусковой кнопки от электродов ток подается на зажимы, а затем на свариваемые торцы пилы. Начинается их оплавление. Подвижной зажим под действием пружины подталкивает один торец к противоположному, вследствие чего происходит образование валика.
Стык получается прочным, но хрупким. Поэтому становится необходимым отжиг полученного шва. Для этого, не вынимая пилу с аппарата, следует изменить режимы на нем. Через изделие пропускают ток меньшей величины. После нагрева металл шва охлаждают. Затем выполняют зачистку шва.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Автоматические устройства, работающие по технологии оплавления, требуют от оператора станка только лишь установки качественных материалов, а также их снятия после завершения обработки. Широкое использование данный инструмент получил в профессиональных мастерских и сервисных центрах.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.










Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
Отжиг
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Отжиг
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка
Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
Сварка

Процесс пайки стыков полотна проводится на сварочном станке, которые в зависимости от модификации, запускаются посредством клавиши либо специальной рукояткой.
После включения агрегата к торцам ленты через зажимы подводится сварочный ток для расплавления металла на участке предполагаемого шва.
Для получения прочного соединения следует очистить поверхность токопроводящего стержня. Выполнять очистку по всей его длине не имеет смысла, главное, чтобы контактирующая с лентой поверхность не имела следов грязи или других нежелательных наслоений.









Несоблюдение данного условия нарушит сопротивление цепи, что негативно отразится на качестве соединяемой детали.
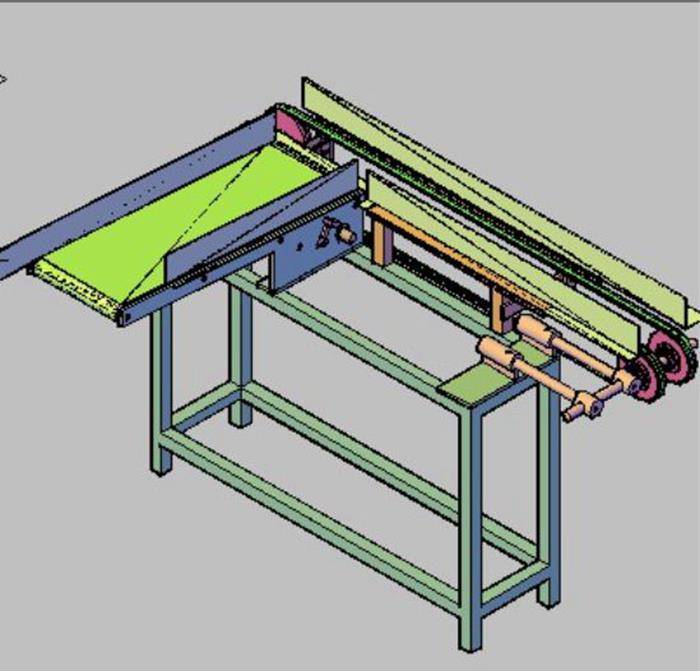
Ленточный станок по дереву — пошаговое изготовление
Как только все инструменты и материалы будут собраны, можно переходить непосредственно к изготовлению.
Сборка каркаса
Для изготовления нужно использовать крепкие породы дерева. Часто используют доски из старой мебели. Для начала необходимо сделать чертеж ленточной пилы по дереву своими руками в соответствии с конкретными параметрами.
Монтаж штанги и опоры для шкивов
Самые простые станки можно изготовить из фанеры или брёвен. Толщина штанги должна быть 8 на 8 см. К ней нужно прикрепить несколько опор — для фиксации шкива. Желательно использовать многослойную жесткую фанеру.
Специалисты не рекомендуют использовать большой зазор — при регулярном использовании станок будет раскачиваться из-за создаваемых зазоров.
Стол
Высота основы для самоделки зависит от роста конкретного человека
Важно обращать внимание, чтобы приводной и нижний шкивы, и создаваемая в работе стружка могли свободно помещаться в созданном пространстве. Форму можно выбрать любую, но обычно используют вариант закрытой тумбы, наподобие барабана. Он станет контейнером для сбора опилок
Он станет контейнером для сбора опилок.
Столешница должна быть смонтирована на нижней опоре.
Столешница-самоделка
Создание шкивов и их монтаж
Механизм натяжения требуется сварить. Диаметр шкивов можно выбирать в произвольном порядке, но, чем он больше, тем дольше прослужит ленточная пила без замены каких-то деталей.
Выбирать полотна следует с соотношением 1 к 1000 (по отношению к диаметру шкива). Если детали будут длиной в 40 см, то диаметр должен составлять 4 мм.
При выборе параметров нужно учитывать некоторые особенности:
- Рассчитывают длину окружности шкивов: Д=3,14*R.
- Режущий диск должен вращаться со скоростью не больше 30 м/с.
- Далее высчитывают число оборотов — 0=30 м/с.
- Теперь идет вычисление для оборотов движка к вращению шкива.
- Развод зубьев можно выбрать индивидуально.
Чтобы лента размещалась в центре и не уходила в стороны, требуется сделать кромку выпуклой с углом в 5-10 градусов. На шкиве должна быть маленькая канавка, куда помещается ремень. Сверху всё это обтягивается резиной.
Подобранный диаметр должен получиться меньше шкива (примерно в 2 раза), тогда полотно не соскользнет. Верхняя часть закрепляется к подвижному блоку, и ставится в горизонтальную позицию. Таким образом, натяжения кромки будет достаточным. Для этого необходимо применять механизм натяжения: кусок древесины под блоком, к которому подсоединяется пружина. Когда мастер жмет рычаг, аппарат поднимается и пила натягивается.
На нижнем блоке необходимо закрепить несколько шкивов: 1 — ведущий, 2 — ведомый. При этом нужно убедиться, что они качественно сбалансированы. Для закрепления верхнего шкива желательно использовать самоцентрирующийся подшипник.
Направляющие полотна
Теперь направляющие зафиксировать под углом в 90 градусов. Таким образом, срез будет получаться максимально ровным и без перекосов. Самое простое решение — прикрутить к брусу несколько подшипников: для фиксации плоской стороны, остальные нужны для крепления по бокам. Направляющие необходимо выровнять по отношению к точке фиксации опоры.
Завершающая отделка
Приступать к работе можно сразу после сборки, но желательно оснастить агрегат кожухом для закрытия шкива.
Чтобы древесина прослужила как можно дольше, её нужно покрыть лаком.
Инструменты и материалы
Самодельные ленточные пилы по дереву делают из следующих материалов и инструментов:
- Фанера или лист ДСП для изготовления каркаса и шкива.
- Листовая сталь для пилы (или готовый образец из магазина).
- Швеллер для опорной рамы.
- Металлические уголки или рейки и деревянные бруски.
- Подшипники.
- Стальные штыри для изготовления осей шкива.
- Электродвигатель.
- Болты, гайки, саморезы, шайбы.
- Гибкая резина.
- Втулки.
- Текстолит.
- Прочный ремень.
- Краска или лак, кисточка.
- Пила.
- Ключи под головки болтов.
- Рулетка и карандаш.
Желательно использовать бревна толщиной в 20 мм для повышения надежности аппарата.





