

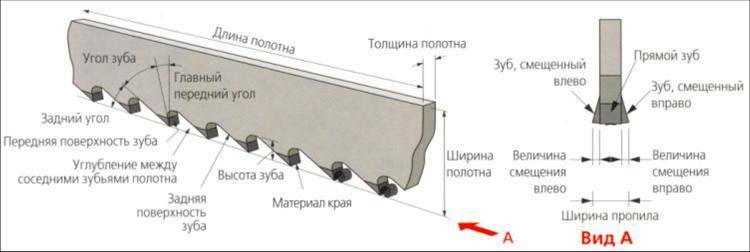
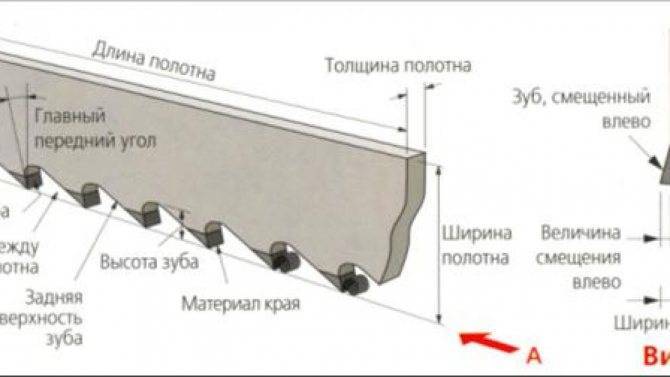
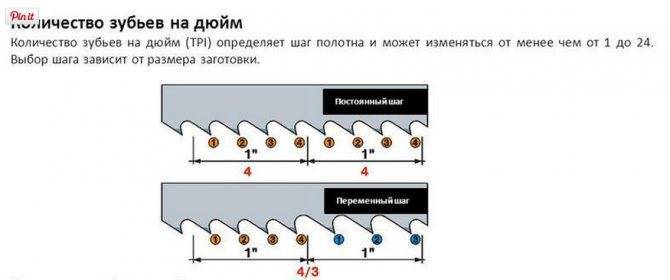
Основные параметры зубцов
Количество зубьев напрямую связано с качеством пропила. Чем их больше, тем выше результат работы. Это происходит из-за того, что нагрузка равномерно распределяется по всей площади режущей поверхности.
Если ленточная пила имеет большие зубцы, пропил получается глубоким. По этой причине такие полотна применяются при спиливании деревьев. Для небольших и тонких листовых материалов подходят полотна с небольшими зубцами.
Для работы с крупными заготовками лучше остановить свой выбор на ленточной пиле с большими зубьями. Если требуется снизить резонансные явления, зубья должны иметь разную высоту. Для распиловки крупных материалов нужно использовать пилы с равномерными и часто посаженными зубьями.
Чтобы снизить засорение ленточной пилы при работе, нужны переменные зубья, которые подходят для распила мягких материалов.
Пример подбора полотна для ленточной пилы
Допустим, у некого производства есть задача пилить 2 вида заготовок на ленточнопильном станке с лентой размерами 4700х34х1,1 мм:
- Кругляк из нержавеющей стали диаметром 110 мм
- Швеллер № 12
Разберем пункт 1:
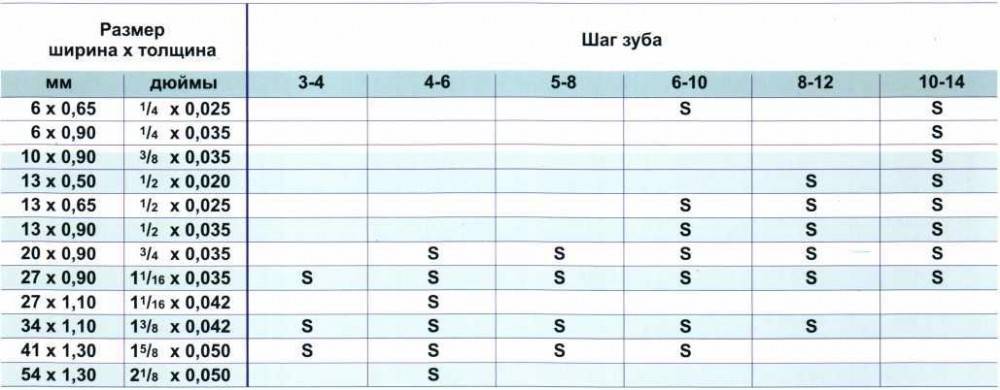
Шаг 1: размер известен 4700х34х1,1 мм
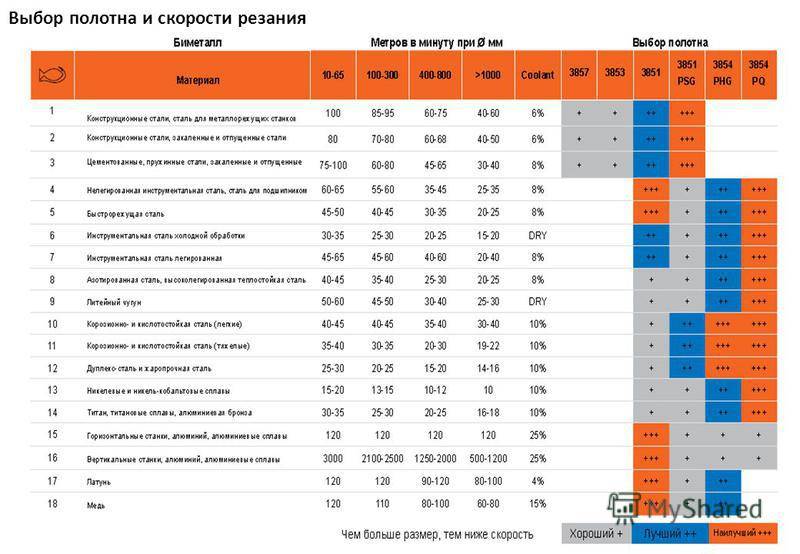
Шаг 2: по Таблице 1 мы видим, что нержавеющей стали подходят несколько моделей полотен, но, учитывая, что пилить нержавейку нужно будет большими партиями, то материал выберем М71, и т.к. для конкретной задачи лучше иметь узкоспециальную пилу, остановим свой выбор на Magnum HL.
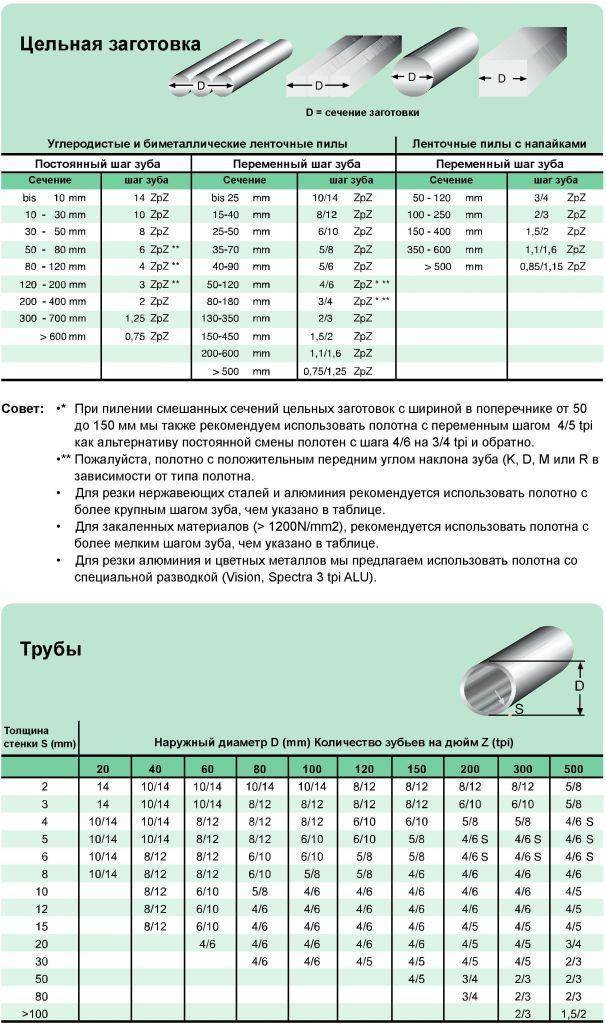
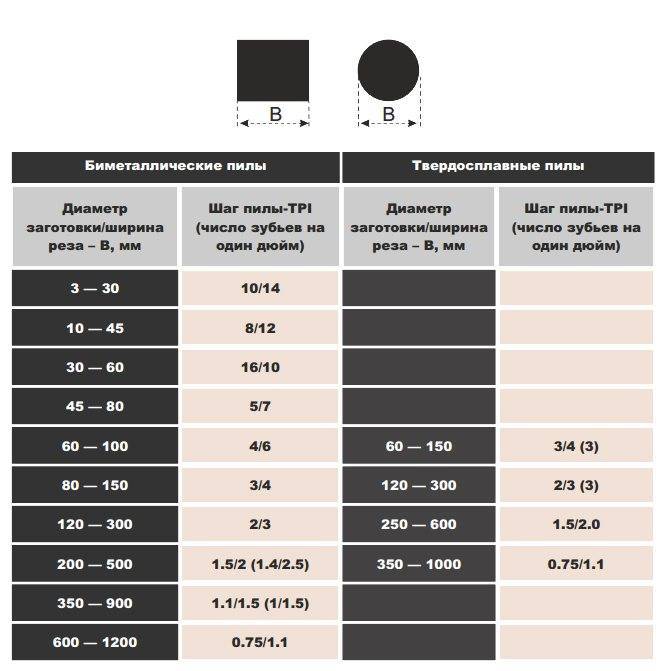
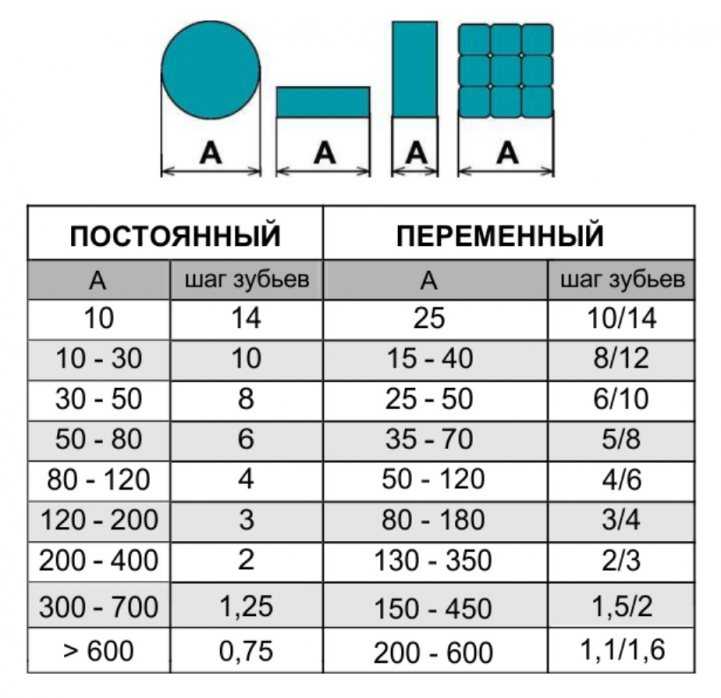
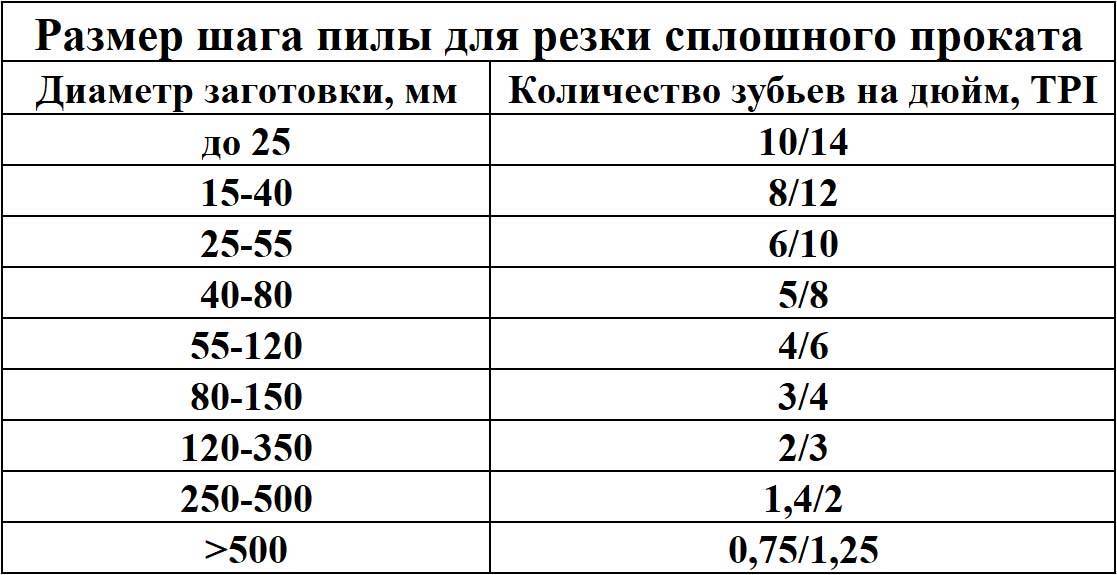
Шаг 3: т.к. у нас полнотелая заготовка воспользуемся таблицей 2, диаметр 110 мм входит в диапазон 80-150 мм, значит выберем шаг 3/4.
Для кругляка диаметром 110 мм из нержавеющей стали выбрано полотно: Amada Magnum HL 4700х34х1,1 с шагом 3/4.
Разберем пункт 2:
Шаг 1: размер известен 4700х34х1,1 мм
Шаг 2: т.к. материал обычная конструкционная сталь, то мы, даже не заглядывая в таблицу 1, выбираем SGLB, т.к. это самая популярная модель как раз потому что она для конструкционной стали.
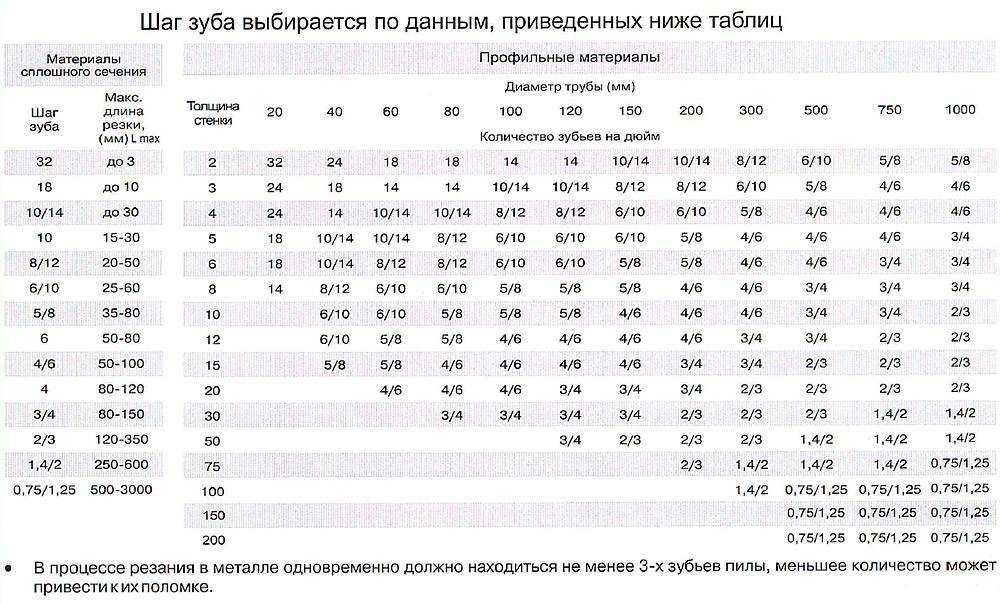
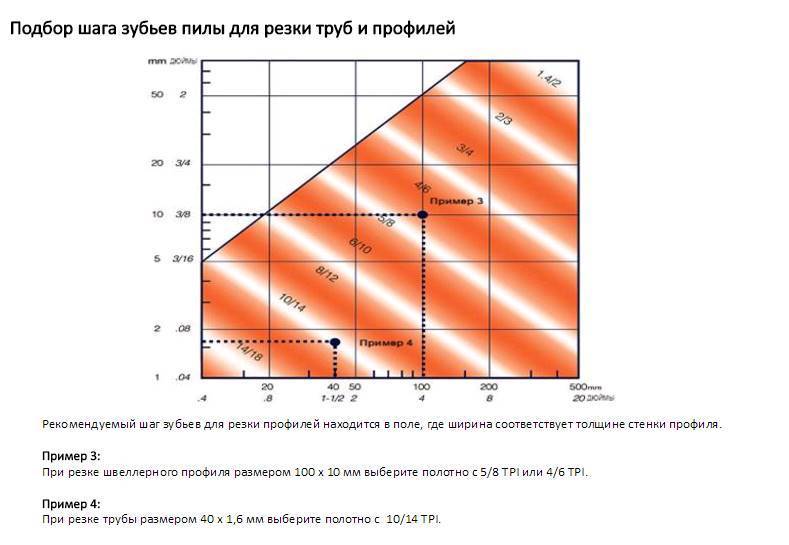
Шаг 3: т.к. швеллер относится к полым заготовкам, то для подбора шага воспользуемся таблицей 3, толщина стенок 12-го швеллера примерно 5 и 8 мм и ориентируемся на диаметр 120 мм, поэтому выбираем шаг 5/8. (вообще эти размеры не дают однозначный ответ, рекомендуется 2 шага 6/10 и 5/8, сначала выбираем покрупнее, если в процессе будут вибрации или не устроит качество реза можно попробовать шаг мельче).
Для швеллера № 12 выбрано полотно: Amada SGLB 4700х34х1,1 с шагом 3/4.
Технологии производства ленточной пилы
Сложный профиль зубьев ленточной пилы получают путем контурного фрезерования. После нарезки полотно подвергают сложной термической обработке, по результатам которой режущая часть приобретает твердость 62..64 HRC, а основная остается значительно мягче – в пределах 42 — 45 HRC.
Для увеличения стойкости на рабочую часть некоторых пил наносят защитное покрытие нитрида алюминия и титана. Это увеличивает ресурс изделия в 2 — 4 раза, а поверхностная твердость зубьев вырастает с 720 HV до 2300 HV.
Законченный вид кольца пила приобретает при помощи контактной сварки давлением. Для этой технологии не нужен присадочный материал, поэтому сварочный шов по механическим характеристикам полностью соответствует металлу пилы. Для снятия остаточных напряжений его подвергают стабилизационному отжигу.
Характеристики
Для эффективного использования ленточной пилы потребуется несколько полотен различной ширины и толщины
При выборе инструмента для той или иной работы важно учитывать следующее:
- тонким полотном можно обрабатывать только мягкую древесину, в противном случае оно быстро погнется, линия распила получится неровной;
- чем шире лезвие, тем точнее будет срез;
- толстая пила не подходит для работы с небольшими брусками и тонким листовым материалом, они деформируются из-за нагревания;
- разрезы под углом и фигурную резку можно выполнить только узким полотном.
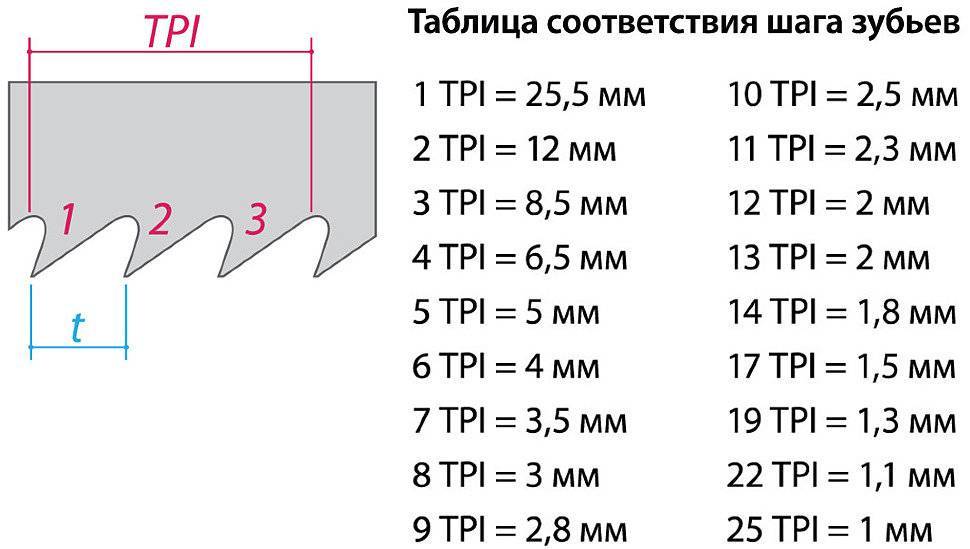
Помимо геометрических размеров полотна, важно обращать внимание на профиль и высоту зуба. Важный критерий полотна для ленточной пилы – количество зубьев на единицу длины
Пила с частым зубом имеет больший срок службы из-за меньшего давления на каждый зуб. Пила с редким зубом предпочтительнее для твердой древесины благодаря большему давлению на режущую кромку.




На качество среза влияет и высота зубца. Крупный зуб отлично подходит для черновой работы и резки толстой древесины. Небольшие бруски и тонкий листовой материал качественно распилит лишь лента с мелким зубом.
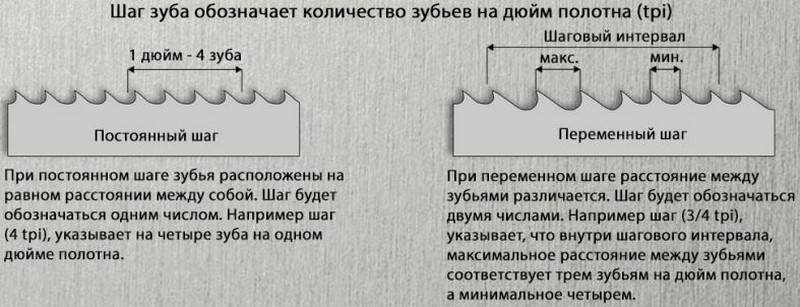
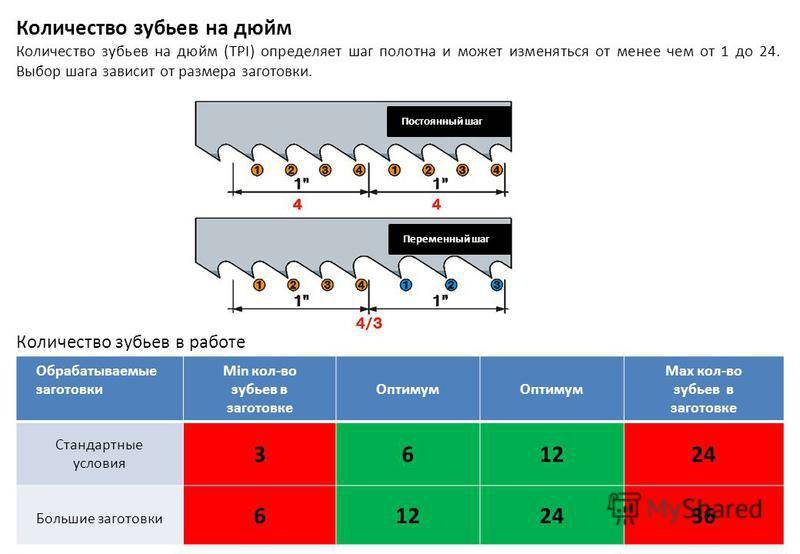
Еще один важный параметр – шаг зубьев. Различают ритмичный шаг и переменный. Пила с ритмичным шагом подходит для тонких работ, таким инструментом удобно резать рейки небольшой толщины, выпиливать детали из фанеры. Полотно с переменным шагом стоит выбирать для обработки крупных заготовок из мягкой древесины. Благодаря асимметричному расположению зубьев такое полотно не забьется и легко разрежет толстую доску.
Виды ленточных пил
Ленточные пилы, изготовленные из качественной высокоуглеродистой инструментальной стали, предназначены для экономичной резки широкой гаммы легированных и нелегированных сталей с прочностью на разрыв до 80 кПа/мм?, но по своим техническим и эксплутационным показателям они уступают биметаллическим полотнам.
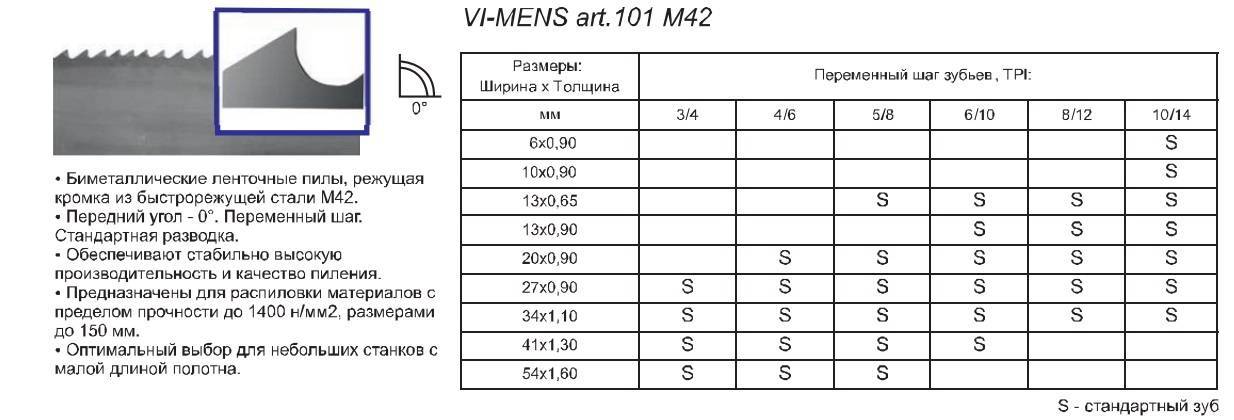
Самое широкое распространение в современной ленточнопильной технологии получили биметаллические пилы, особенно с зубом из быстрорежущей стали. Режущая часть зубьев изготовлена из быстрорежущей стали М42 (аналог 11Р2М10К8). Эта сталь, высоколегированная молибденом и кобальтом, имеет высокую твёрдость (до 950 НV) и красностойкость. Специально подобранная пружинная сталь основы пилы обеспечивает ей прочность и долговечность, а надёжное электронно-лучевое сварное соединение с режущими зубьями, позволяет использовать эти пилы в самых тяжёлых условиях производства. Пилы новой конструкции с комбинированным шагом наиболее применимы для резки труб, профилей и заготовок переменного сечения. Переменный шаг зуба пилы позволяет значительно уменьшить вибрацию, повысить устойчивость и эффективность процесса резки заготовок переменного сечения.
Ленточные полотна с твёрдосплавным зубом применяются для самых трудных условий резания. Они используются на высокопроизводительных и жёстких двухколонных ленточнопильных станках для резания таких труднообрабатываемых материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы и сплавы типа Монель, Инконель, Хастелой и др. с высоким содержанием никеля и титана, и при этом существенно снижают себестоимость разделительной резки. Конструкция гнезда для размещения твёрдосплавной пластины гарантирует прочность ее соединения с полотном пилы. Зубья пил имеют разводку, которая обеспечивает необходимый зазор при пилении и удаление стружки. Эти пилы применяются для резки только сплошных сечений диаметром от 60 мм.
Степени автоматизации
Ручной ленточнопильный станок по металлу по конструкции и механизму действия похож на консольный. В данном классе ленточнопильных станков пильная полоса движется с помощью физических усилий рабочего или за счет собственного веса самой рамы. Их преимущества:
- Довольно-таки низкая стоимость как собственно самого оборудования, так и его обслуживания и эксплуатации.
- В большинстве случаев резка может совершаться под углом до шестидесяти градусов.
Недостатки:
- Ручной способ опускания пильной рамы приводит к вибрации пилы при работе, что уменьшает срок службы станка.
- В большинстве случаев отсутствует визуальный контроль степени напряжения самой пилы и механизмов, отвечающих за очистку рабочей платформы.
- При ручной работе необходимо периодически регулировать шкивы привода режущей полосы.
Чаще всего такие ручные устройства для резки металла на ленточнопильном станке используются небольшими промышленными производствами.
Полуавтоматические ленточнопильные станки по металлу, в которых механизмы приводятся в действие с помощью гидравлического привода. Из ручной работы оператору остается только подавать заготовки.
Работа с заготовкой в станке полуавтоматического типа совершается таким образом:
- После запуска ленточного станка происходит автоматическое удерживание заготовки.
- Определенную скорость резки детали и давление обеспечивает специальный гидроцилиндр.
- Подъем пильной полоски после достижения нижней точки реза совершается автоматически.
Автоматические станки используются в основном на крупных предприятиях для нарезки большого числа заготовок. Главным преимуществом данного устройства является то, что здесь отсутствует потребность в применении физических усилий – рабочему остается только положить деталь в тиски и задать нужные параметры для обработки.
Если возникает необходимость, то ленточные станки данного типа без проблем переводятся в режим ручного управления.
Видео: JET MBS-56CS – ленточнопильный станок по металлу.
Регулировка ус тан о вленной пилы

Мы уже упоминали, что перед началом работ надо внимательно изучить инструкцию производителя, в ней прописаны нюансы. В этой статье мы расскажем лишь об универсальных операциях, их следует выполнять на всех без исключения типах оборудования.
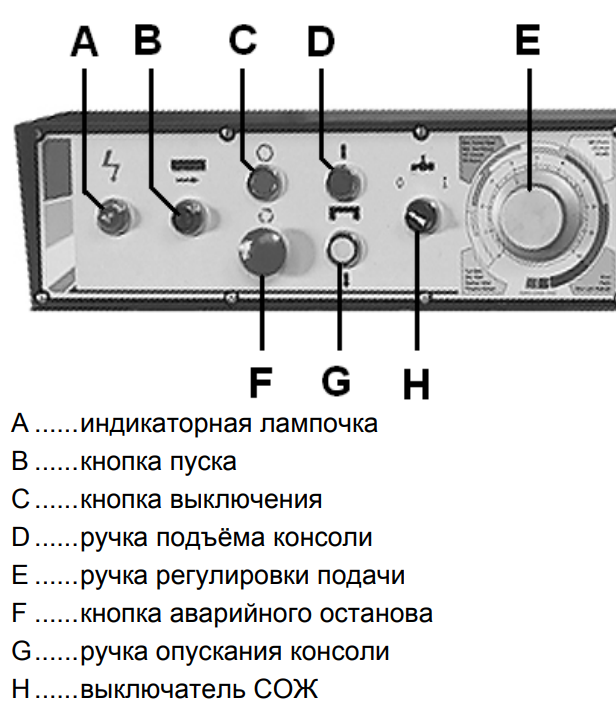

Шаг 1 . Откройт е смотровое окно на кожухе. Перед этим пилу надо опустить в горизонтальное положение, в противном случае вы не сможете смотреть в отверстие окна.
Шаг 2 . Поворачивайте маховик натяжения и контролируйте положение шкалы.





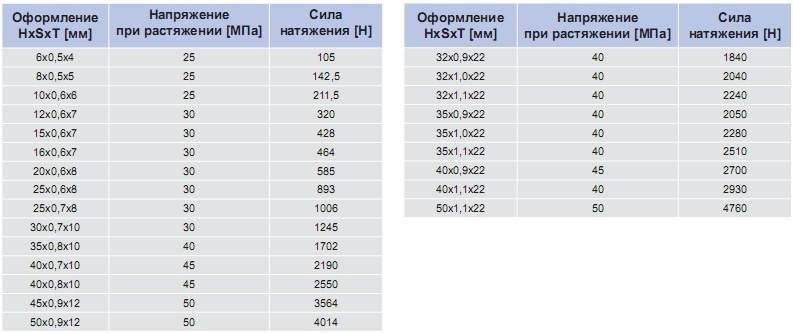
После того как указатель сместится в зеленую зону, натяжение следует прекратить. В еличина натяжения примерно 300 Н /мм, пр и недостаточном натяжении срез к осой, а при избыточном полотно может разорваться.
Шаг 3 . Включите питание и проверьте правильность установки пилы. Станок должен работать тихо без нехарактерных звуков.
Практический совет. При первом резании новым полотном надо все скорости подачи установить в минимальное или среднее значение. Так полотно прикатывается, что увеличивает рес у рс его работы.
При появлении вибраций медленно уменьшайте скорость до полной остановки и проверьте все регулировки. Для обкатки требуется примерно 15 мин., потом можно работать на привычных режимах резания.
Если при включении пилы полотно ведет себя неправильно, появились нехарактерные звуки, наблюдается чрезмерная вибрация, то надо после замены отрегулировать роликовые направля ющие в о время замены полотна они могут сбиться. Делается это в несколько шагов.
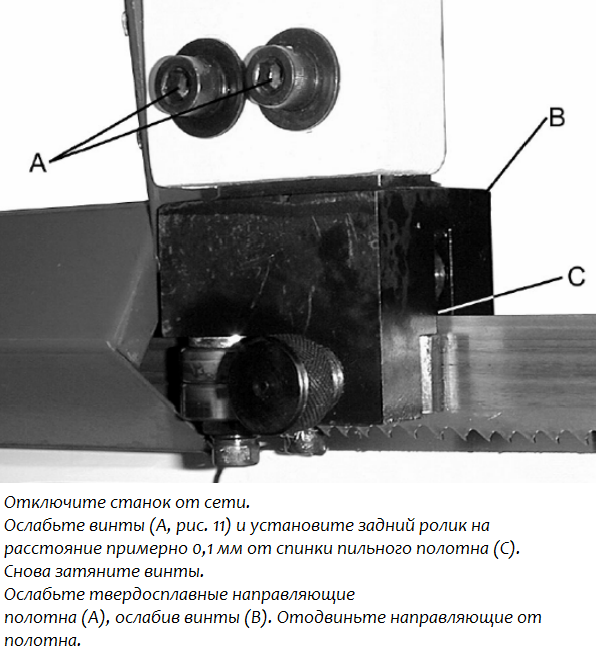
- Ослабьте винты крепления заднего ролика и установите его на расстоянии не более 0,1 мм от спинки полотна. Сильно закрутите винты.
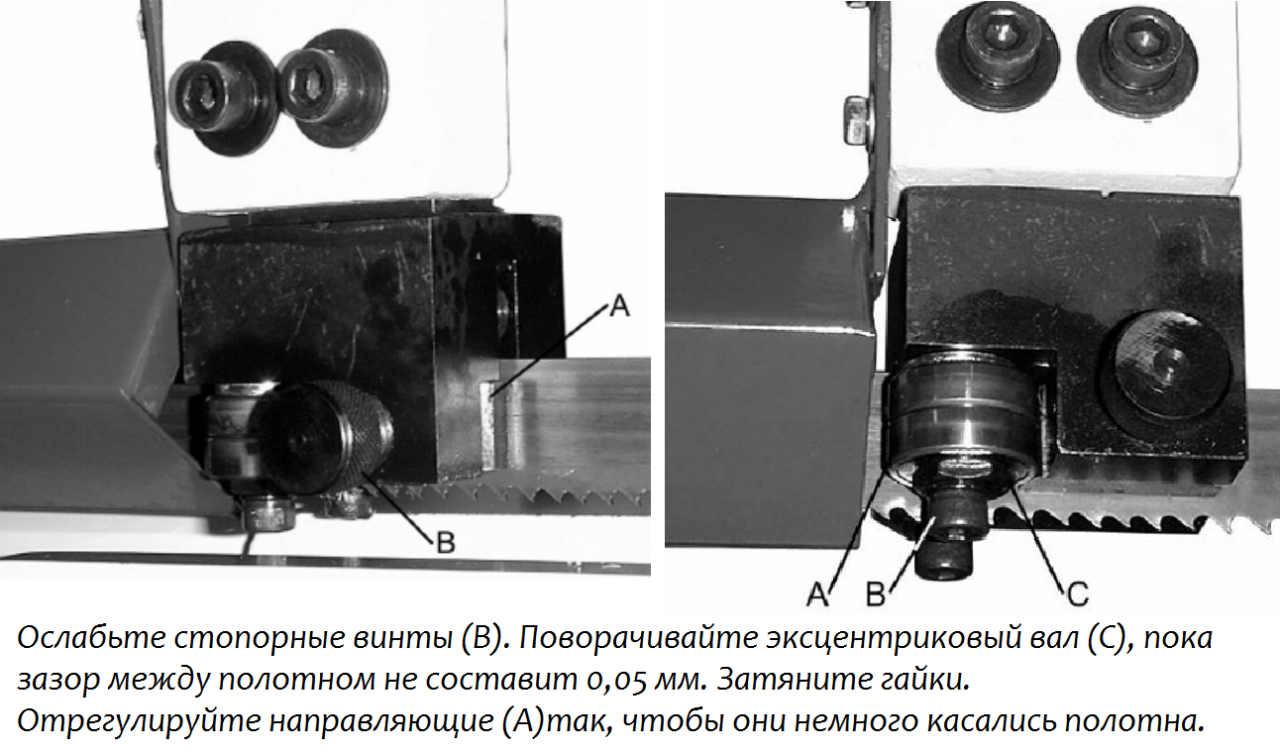
- Ослабьте винты фиксации твердосплавных направляющих, отодвиньте их от полотна. Затем медленно поворачивайте шестигранным ключом эксцентриковый вал до тех пор, пока зазор не будет равняться 0,05 мм. Параметр проверяется специальным металлически м щупом. Все в норме – сильно затяните гайки.
- Отрегулируйте боковые направляющие таким образом, чтобы они слегка касались поверхности потолка. Шатаний не должно быть, но и не перетягивайте.
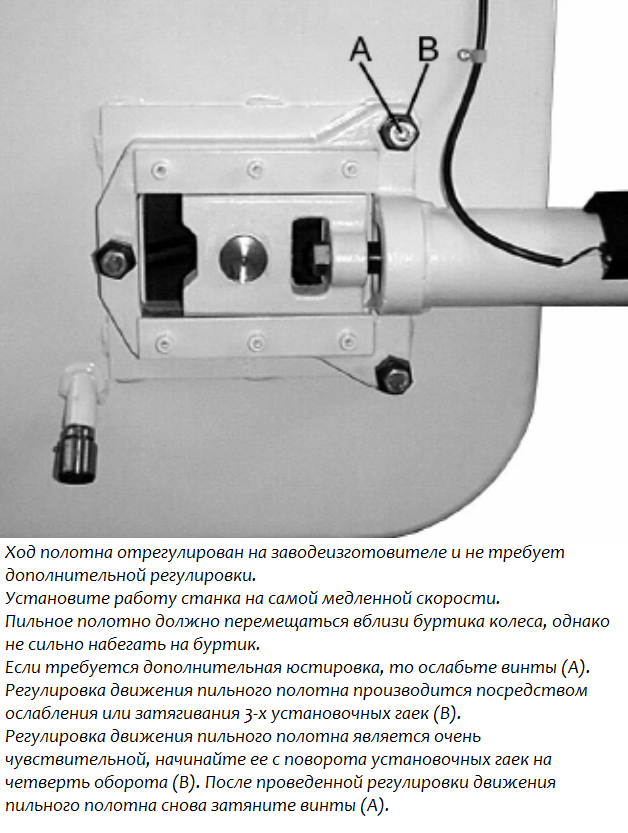
Если и это не помогло , то надо отрегулировать ход полотна.
Важно. Эти работы делаются на работающем станке, будьте крайне внимательными и осторожными
Станок надо переключить на минимальную скорость движения полотна . Если полотно не перемещается вблизи буртика шкива , то необходимо выполнять юстировку. Для этого ослабляются винты фиксации колеса, а поворотом гаек против или за часовой стрелки шкив немного смещается влево или вправо. Это очень чувствительные и тонкие работы, не откручивайте винты более четверти оборота, постоянно наблюдайте изменение положения плоскости полотна. Как только все встанет на рекомендованные позиции, сильно затяните винты.
Узнайте, какие электролобзики входят в топ 10 лучших в категории цена-качество, в специальной статье на нашем портале.
Ремонт полотна
Рано или поздно лента теряет свои качества и нуждается в замене, но устанавливать новое полотно не всегда рентабельно. Имея значительный ресурс по своим прочностным характеристикам, экономически выгодно отдать на ремонт инструмент. Ленточнопильный станок освобождается от пилы, которая после определенных операций вновь будет работоспособной. Главной задачей становится восстановление режущих способностей полотна. Для этого определяют необходимые процедуры:
- Сварка. Применяется при нарушении целостности изделия, потери части зубьев или других серьезных повреждениях. При сварке учитывается марка стали и место стыка, требования к которому такие же, как и при промышленном производстве.
- Очистка. При работе возможно налипание оплавленных частиц обрабатываемого материала, окалины и прочих посторонних веществ. Это сильно затрудняет резку и ухудшает ее качество. Снижение рабочих качеств оказывает на основное производство не лучшее влияние. После очистки полотно пригодно для установки в ленточнопильный станок. Этот вид ремонта часто проводят на месте.
- Заточка. Режущая кромка восстанавливается с помощью обработки абразивным инструментом. При этом шаг зубьев и их форма должны оставаться прежними. Нарушение геометрии пилы приведет к изменению ее рабочих характеристик.
- Разводка. Необходимое качество для свободного хода ленты в обрабатываемом материале. Под нагрузкой в процессе работы отклонение зубьев от полотна, заданное при производстве уменьшается. Пилу начинает «закусывать» или она начинает отклоняться от вектора движения в сторону. Правильная разводка вернет необходимые эксплуатационные качества.
Ремонтироваться могут все виды полотна, и простые модели для дерева, и биметаллические ленточные пилы для твердых марок стали. Восстановление инструмента улучшает основные экономические показатели, делая производство более рентабельным.
Аппарат для работы с металлом
Все инструменты для резьбы делятся на несколько видов, но основным и самым удобных является вертикальный тип. Именно такой станок при работе позволяет перемещать заготовку, в то время как другие виды крепко закрепляют её.
Основная классификация подразделяет аппараты по материалу, для которого они будут использованы:
- Для резьбы по металлу.
- Для обработки синтетических материалов.
- Для дерева.
- Для камня.
А также инструмент делится в зависимости от зубьев. Здесь выделяются ленты с незакаленным зубом, которые отличаются довольно низкой стоимостью, но работают с минимальной скоростью подачи около 7 метров в минуту. Ленты же с закалёнными зубьями имеют высокую износостойкость и более высокую скорость подачи, но такой аппарат дороже.


Правила выбора инструмента
В арсенале каждой пилорамы и мастерской имеются ленточные пилы по металлу. Как выбрать качественный аппарат:
Для начала нужно выбрать две или три фирмы, которые занимают лидирующие позиции на рынке и отличаются своей надёжность и качеством.
Важное место занимает соотношение цены и затрат на обслуживание. Аппарат в первую очередь должен быть без изъянов, легко затачиваться, легко распиливать материал.
Количество зубьев
Специалисты рекомендуют приобретать пилы, число зубьев на которых кратно трём. Именно такие аппараты обеспечивают нормальную и долгую работу инструмента.
https://youtube.com/watch?v=DoIIwx4mCqI
Основные производители пил
 Верхнюю позицию по соотношению цены и качества занимают инструменты компании Simonds. Пилы изготавливаются в США из запатентованного углеродистого сплава, который в отличие от других полотен дважды подвергается термообработке, что делает его очень прочным. Компания следит за качеством каждого аппарата путём сканирования в целях выявления трещин.
Верхнюю позицию по соотношению цены и качества занимают инструменты компании Simonds. Пилы изготавливаются в США из запатентованного углеродистого сплава, который в отличие от других полотен дважды подвергается термообработке, что делает его очень прочным. Компания следит за качеством каждого аппарата путём сканирования в целях выявления трещин.
Ещё одной фирмой, зарекомендовавшей себя на рынке, является Wood-mizer, которая изготавливает аппараты для разных условий. Первой разновидность — это стандартные пилы. Но даже у такого вида инструмента есть свои особенности, а именно Wood-mizer делает зубья прочнее с помощью электромагнитной индукции, что позволяет увеличить промежуток между заточкой. А также фирма производит инструменты для промышленных предприятий и для распилки сверхпрочных металлов и древесины.
Arntz — знаменитая германская фирма, которая приобрела популярность во всём мире. Пилы этой марки изготовлены из материалов, имеющих в своём составе кобальт, что делает инструмент прочным и износостойким. Особенностью этой марки является то, что у пилы имеется функция увеличения скорости.
Именно эти производители ленточных пил являются самыми надёжными, проверенными временем и имеют множество положительных отзывов.
Ленточная пила: что это
Основная особенность ленточной пилы заключается в ее рабочем инструменте. Это гибкая полоса из высокопрочной стали с острыми зубцами, замкнутая в кольцо. Режущее полотно надевают на два барабана, один из которых вращает электродвигатель.
Точность движения режущей кромки обеспечивается направляющими. Лезвия пилы сменные. Подбирая полотна с различными характеристиками, можно получить разрез с необходимыми параметрами. Различают горизонтальные и вертикальные ленточные пилы.
Это интересно: Концевая фреза — назначение и классификация
Как пользоваться ленточной пилой по дереву?
Это приспособление помогает быстро и точно сделать любые разрезы на деревянных изделиях. Практика и аккуратность требуется при работе с этим видом инструмента, зная, как пользоваться пилами для ленточных станков по дереву, результат будет стоить потраченных усилий.
Правильно выбирать тип ленточной пилы, обращая внимание на мощность, скорость работы, длину полотна, параметры рабочей поверхности стола, электрические характеристики.
Лезвие для пилы необходимо подбирать индивидуально под каждый проект, учитывая его ширину, толщину и разбег зубьев.
Перед работой следует проверить движение рабочего полотна и провести настройку направляющих.
Рабочую поверхность нужно отрегулировать под нужный угол наклона.
На деревянных заготовках перед работой необходимо сделать разметку.
Пилу можно включить и подождать, пока она наберет обороты.
Направляя заготовку вдоль направляющих, сделать спил.
Подбираем класс и назначение пилы

Бытовые (Metabo BAS 260 SWIFT 0090025100, Энкор Корвет-31 10231) – малогабаритные пилы, предназначенные только для частного использования. Они считаются настольными, так как монтируются с помощью специальных отверстий в основании и шурупов на столярный стол, верстак или подставку. Мощность бытового станка составляет приблизительно 350 Вт, работает он от обычной сети в 220 В. Основное назначение – нарезание заготовок для последующей обработки или изготовление небольшой мебели вроде стульев и лавочек. В таких пилах применяются полотна шириной до 60 мм, благодаря чему каждая из моделей техники может обработать до 5 м3 материала за смену
Обратите внимание, что бытовые станки не подходят для распиловки твердых пород древесины (дуб, тис, орех, груша) и мерзлых заготовок.
Полупрофессиональные (DeWalt DW 876, Metabo BAS 317 PRECISION 230 В 0090317000) – техника для длительного использования на небольших предприятиях и в мастерских. Размеры таких пил больше, они устанавливаются на пол, могут выдержать более высокие нагрузки и обработать крупные заготовки (толщина до 200 мм)
Их мощность достигает 1500 Вт, напряжение, требующееся для работы, также 220 В. Полупрофессиональные устройства используются с оснасткой до 100 мм толщиной и распиливают до 10 м3 за смену каждый.
Профессиональные (Brassa BS-50 2.3.1, HighPoint HB 5300I) – самые производительные станки мощностью свыше 1500 Вт, устанавливающиеся на крупные промышленные предприятия. Для них требуется напряжение 380 В. Профессиональная пила может обрабатывать толстые бруски более 300 мм, она используется с лентой 100-300 мм шириной. Благодаря чему на ней можно распилить до 15 м3 древесины любой твердости, в том числе и промерзшие бревна.


Типы полотен.
Главное правило, которым руководствуется специалист, это найти наилучшее соотношение «наработка до разрушения от усталости при изгибе» — «стойкость зуба». В силу своей дешевизны, наибольшее распространение в деревообработке получили полотна из углеродистой стали, которые в свою очередь можно поделить по типу термообработки, которой они подверглись:
- Полотна с постоянной твердостью (до 48 HRC) по всей ширине полотна (Constant Hardness). Такое полотно хорошо работает на шкивах небольших диаметров, т.к. имеет высокий коэффициент наработки до разрушения от усталости при изгибе. Однако его незакалённый зуб быстро затупляется.
- Полотна с гибким телом и твердым зубом (Flex back). При производстве этого полотна применяют ленту с повышенным содержанием углерода, что позволяет закалить его зуб до HRC 65. Полотно такого типа может быть переточено много раз. Закалке подвергается обычно только верхняя половина зуба, что оставляет тело пилы практически не закаленным и достаточно гибким. Твердость тела пилы HRC 30-33. Преимущество этого типа пилы в том, что она лучше держит заточку, оставаясь достаточно гибким. Это универсальное полотно.
- Полотна, закаленные по всей ширине (Hard Back). Это наиболее технологически продвинутый и сложный в производстве тип ленточного полотна из углеродистой стали. Его зуб имеет твердость до HRC 63, а тело пилы подвергается закалке в растянутом состоянии. Высокая твердость зуба обеспечивает хорошую сопротивляемость затуплению (полотно дольше стоит между переточками), а повышенная жесткость тела полотна, позволяет пилить на больших подачах. Однако высокая жёсткость не позволяет их использовать на пилах со шкивами диаметром менее 500 мм, а также станках с многосекционными головками.
- Биметаллические полотна редко используют на деревообрабатывающих станках в силу того, что, хотя они и лучше себя показывают по сравнению с полотнами из углеродистой стали, но их стоимость многократно выше, что делает их применение экономически нецелесообразным.
Параметры ленточных пил
Такое оборудование приносит массу положительных моментов, если требуется обработка дерева. В домашних условиях она необходима при ведении малого бизнеса по производству мебели.
Некоторые типы пил позволяют дополнительно работать со следующими материалами:
- металл;
- синтетика;
- камень.
Высокая плотность этих материалов требует использования аппаратуры, которая включает детали и расходные части из усиленной стали. Если использовать стандартную сталь, то при обработке металла или камня диск и зубья за короткий период деформируются, поэтому требуется подготовка к работе заранее.
Учитывают не только вид обрабатываемого материала, но и производственные масштабы. От этого зависит выносливость и мощность покупаемого оборудования. Для разового использования можно купить дешёвую ленточную пилу или сделать её из подручных средств и инструментов, но для интенсивной работы требуется серьёзный и дорогой агрегат.
Размер и шаг зубьев полотна
При выборе пилы необходимо обратить внимание на размер самого станка. Требования описаны в инструкции при покупке агрегата, но существуют некоторые нюансы, которые там не указаны
Следует учитывать следующие дополнительные рекомендации при выборе пилы:
- Для продольного пиления выбирают широкие пилы, которые отличаются ровным и качественным пилением.
- В тех случаях, когда обрабатывается тонкая заготовка, используют инструмент с небольшой толщиной лезвия. Это важный параметр, ведь толстая пила при работе с тонким материалом повреждает его.
- Фигурная и контурная резка требует индивидуального подбора режущего элемента, но если нет возможности приобрести несколько вариантов пилы, тогда лучше выбирать средней вариант. С учётом выпускаемой ширины от 14 до 88 мм рекомендуется приобретать пилы со средним размером 35−40 мм.
При выборе следует учитывать следующие особенности работы:
- Крупный шаг зубьев используют исключительно при работе с тонким листовым материалом.
- Густая постановка зубьев на лезвии применяется при обработке больших полотен.
- Усреднённый вариант с переменной постановкой зубьев используется при работе с синтетическими материалами. Чтобы пила не забивалась отходами, увеличивается скорость резания.
Расположение зубьев и заточка
От разводки зубьев зависит качество обработки материала, вибрация, отсутствие деформации обрабатываемого материала и непосредственное влияние на срок эксплуатации станка
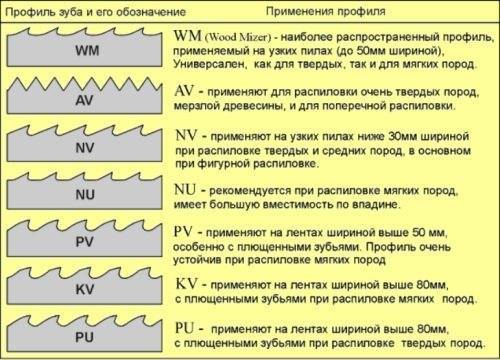
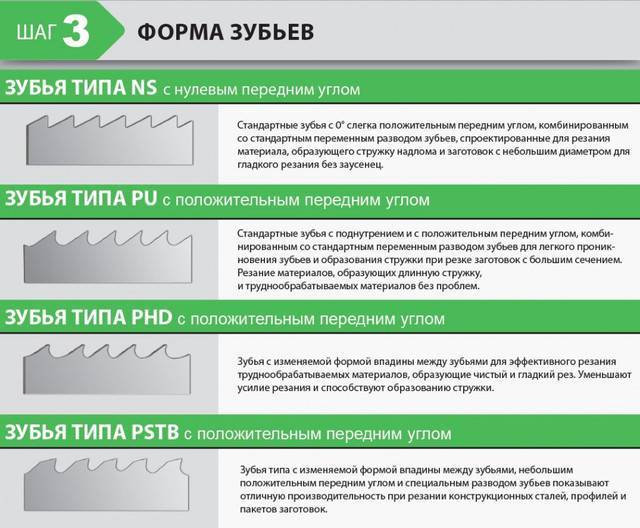
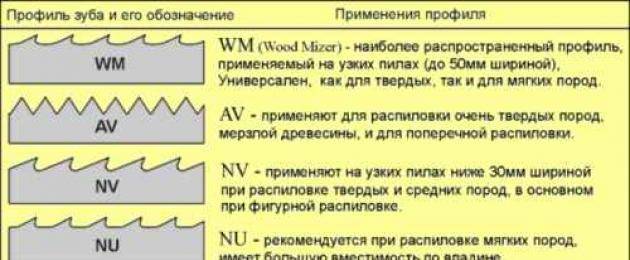
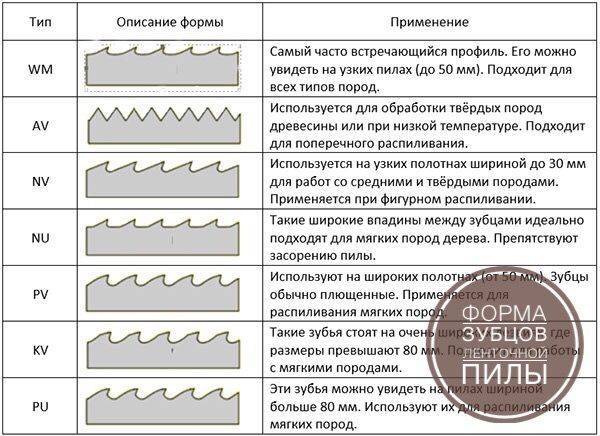
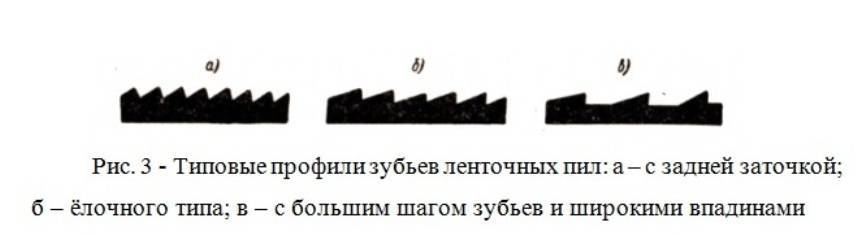
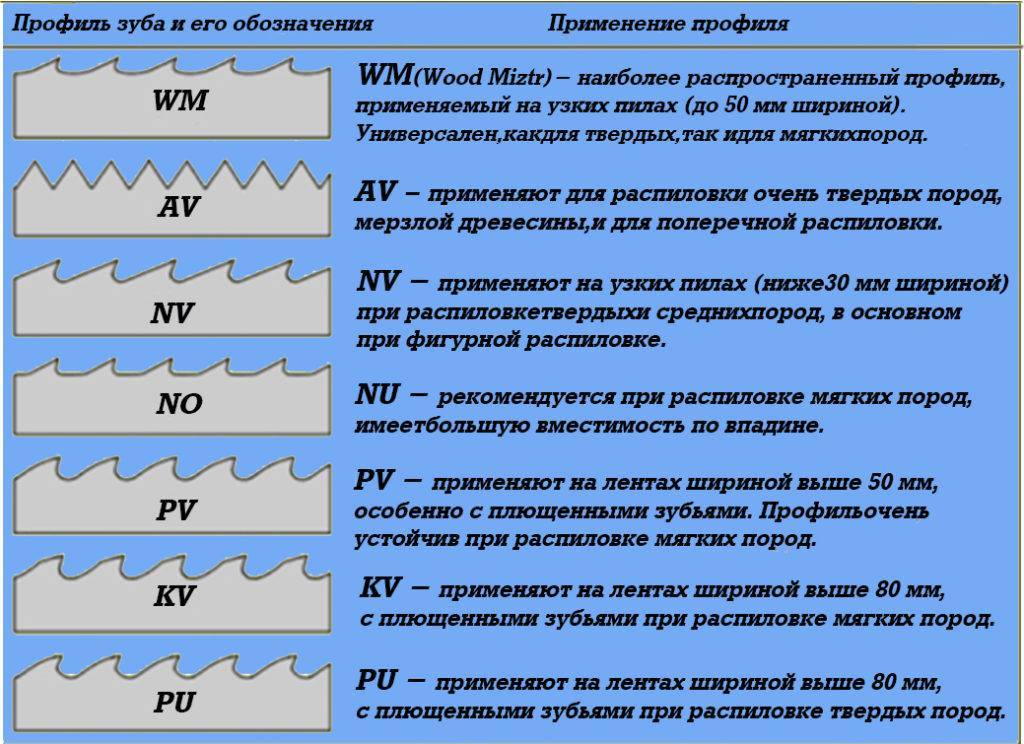
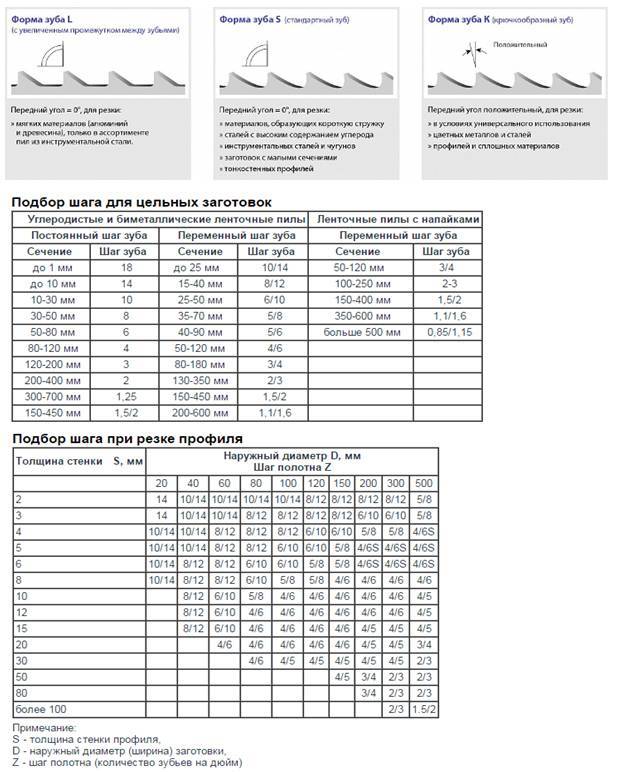
Учитывая принципы работы, важно подобрать правильный профиль. Существует несколько разновидностей профиля режущего элемента:
- Профиль, имеющий волнистую форму зубьев, используется для резки тонкого материала или заготовок небольших размеров.
- Стандартный вариант расположения зубьев используется для больших объёмов работы, контурной резки или вертикального типа монтажа станка. Зубья располагаются по обе стороны от центрального сегмента полотна, но существуют варианты с дополнительным расположением зубьев по центру.
- Самый дорогой тип профиля — это попарная (переменная) постановка зубьев. Такой тип пилы наиболее прочный из представленного ряда, эффективно справляется с нарезкой даже грубых и плотных сортов дерева, снижает нагрузку на рамку режущего элемента, что значительно увеличивает срок её эксплуатации.
Выбирая полотно, важно убедиться в хорошей заточке зубьев, однородности стали в разных участках пилы и ровности кромки
Если сосредоточить своё внимание именно на этих показателях, тогда получится купить расходный материал, который ранее ещё не использовался
У продавца следует уточнить возможности пилы
Например, некоторые экземпляры создают с учётом повторной заточки, причём важно спросить, сколько раз разрешается повторно обновлять зубья. Затачивать сегменты на пиле, которая не предусмотрена для этого, запрещено
Это лишняя нагрузка, которая затупит зубья или сломает их.









Заключение
Из приведенного выше примера понятно, что, к сожалению, в условиях реального производства иногда не получается получить однозначный ответ какое ленточное полотно приобрести, т.к. обычно ленточнопильные станки загружены заготовками разного размера из различных материалов и покупать пилы на все случаи жизни не целесообразно, во-первых, потому что это требует немалых денежных вложений, а во-вторых, придется каждый раз останавливать станок, когда поступит новая заготовка.
Редко встречаются задачи, где нужно пилить все время одну заготовку, наоборот, как правило, режут различные заготовки, а иногда диапазон размеров бывает очень большим. На большой диапазон нельзя подобрать один шаг зуба, поэтому в таких случаях рекомендуется разбить имеющийся диапазон на несколько и к каждому подобрать средний шаг.
ВАЖНО! Иногда по всем рекомендациям подходят несколько видов полотен и точно определить какие лучше подходят для решения Вашей задачи можно только по результатам эксперимента. Вывод: если у Вас сложная номенклатура, для подбора ленточных полотен следует обратиться к специалисту и, обсудив с ним все нюансы, выбрать перечень подходящих полотен
Вывод: если у Вас сложная номенклатура, для подбора ленточных полотен следует обратиться к специалисту и, обсудив с ним все нюансы, выбрать перечень подходящих полотен.
Если Вам необходима консультация специалиста или вы уже готовы заказать ленточные полотна, звоните по бесплатному номеру 8-800-100-42-28 и отправляйте заявку на электронную почту .





