

Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.
Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать
Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
Готовые насадки для заточки
Качественно заточить сверло на наждаке без опыта очень сложно. Поэтому для электроинструмента производятся специальные насадки. Обычно они устанавливаются на дрель.










Насадка имеет круглую форму и небольшие размеры. Может быть рассчитана на разные углы и диаметры свёрл. После установки приспособления на дрель с торца нужно вставить сверло. Далее нужно только на несколько секунд включить прибор.

Заточка двухплоскостных оснасток производится в 2 этапа. После первого прохода сверло следует вынуть, провернуть на 180°, и вставить обратно. Таким образом затачиваются обе плоскости.







Приспособление, чтобы заточить сверло по бетону в домашних условиях
В отличие от сверла по дереву, где для заточки режущей кромки обрабатывается только задняя поверхность и ей предается криволинейная форма, для заточки рабочих кромок бура формируются плоские грани и обрабатываются как задние грани, так и передние. Заточка бура менее точная, чем у сверла, потому что абразивная среда, в которой он работает, приводит рабочие кромки в состоянии симметрии уже через несколько бурений. Поэтому при установке бура для разных углов его заточки полагаются в основном на руки и глазомер.
Еще для заточки используется приспособление, сделанное из уголка с полкой 63мм. Главная функция этого приспособления – задать нужную позицию тела сверла при заточке. Она позволяет получать нужный наклон на точилах с разной длиной подручника. У него есть высокая вертикальная полка и низкая вертикальная полка. Используя болгарку его нетрудно сделать по приведенному ниже эскизу.
На внутренней стороне горизонтальной полки приспособления делают разметку: проводят посередине полки осевой луч, отмеряют от него по краю полки по 30 мм в каждую сторону. После этого соединяют точки у края полки линиями с началом осевого луча, параллельна этим наклонным линиям проводят несколько линий с разных сторон. Посередине горизонтальной полки делают треугольный вырез, используемый для крепления струбцины на подручниках с малым вылетом.
Преимущества и недостатки
Отличительные свойства победитового инструмента сделали его незаменимыми при проведении разнообразных строительно-ремонтных работ.
Среди очевидных преимуществ победитовых сверл важно отметить такие их свойства:
- Эти сверла могут успешно обрабатывать даже такие твердые материалы как кирпич, бетон, керамическая плитка, мрамор и гранит. Обычные сверла из инструментальной стали не смогут справиться с этим.
- Благодаря продуманной конструкции, победитовое сверло будет не намного дороже обычного сверла без дополнительного наконечника.
- Инструмент не нуждается в предварительной заточке и сразу готов к эксплуатации.
- Выпускается большое количество типов победитовых сверл. Поэтому найти инструмент с хвостовиком под требуемый тип патрона не сложно.
- Победит хорошо воспринимает ударные нагрузки, поэтому успешно работает на перфораторе в ударном режиме.
- Некоторые качественные сверла способны обрабатывать железобетон, просверливая в нем арматуру.
- Победиту не страшны абразивные включения, которые повсеместно имеются в бетоне.
Из недостатков данного инструмента можно выделить следующие его стороны:
- Поскольку сверло крошит обрабатываемый материал, получить качественные отверстия в металле или древесины практически невозможно. Для их обработки лучше использовать другой тип инструмента.
- Стоимость победитового сверла будет несколько выше обычного, но это оправдано их уникальностью, долговечностью и производительностью.
- При работе с особо прочными материалами победитовые сверла по бетону нуждаются в периодическом охлаждении.
- При применении дешевого инструмента победитовые наплавки часто лопаются либо отпаиваются от сверла.
Как заточить победитовое сверло с напайками
Победитовое сверло также может затупиться. Тупое сверло перегревается во время работы, плохо сверлит и издает сильный визжащий звук. Конечно, можно поменять сверло, купив новое, но лучше сэкономить и заточить его своими руками. Для этого вам понадобится заточной станок (электрическое точило) с алмазным камнем и охлаждающая жидкость. Обыкновенный наждачный камень для заточки сверла из победита не годится.
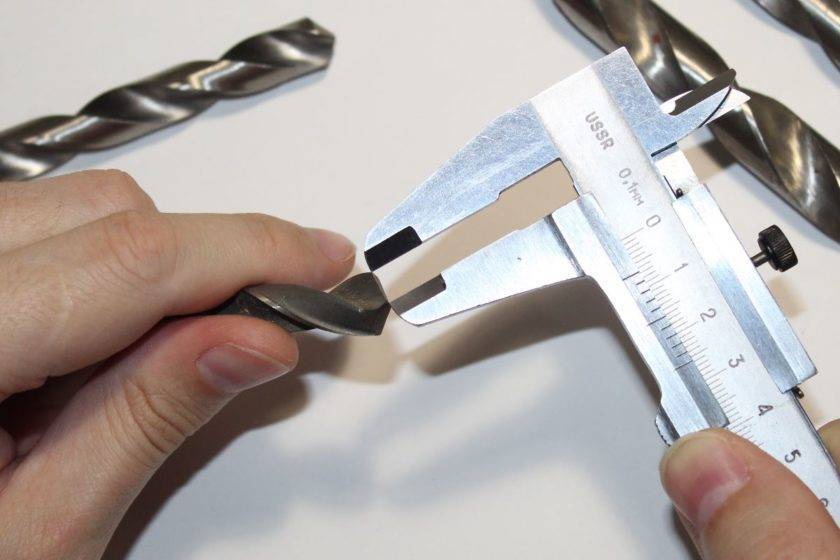
До того, как приступите к заточке, убедитесь, что она возможна, в принципе. Для этого следует померить высоту режущей части сверла. При высоте режущей части сверла, т. е. напайки около 10 мм заточка возможна.
Не забываем: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (количество оборотов вращения камня) при заточке победитового сверла должна быть уменьшена вне зависимости от того, какой инструмент применяется для заточки.
Заточка сверла выполняется короткими касаниями сверлом наждачного камня. Победитовое сверло затачивается быстро, как правило вам там нужно лишь немного подправить слизавшиеся кромки, поэтому следует внимательно контролировать процесс, чтобы не срезать лишнее с рабочей победитовой поверхности сверла.
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т.е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:
Заточенный бур по с напайкой.
Желательно подточить переднюю поверхность. Если напайка уже сточена до самого сверла, то без подточки просто нельзя обойтись, поскольку мягкий металл, выходит на режущую кромку со стороны передней поверхности. Передняя поверхность одновременно подтачивается так, чтобы толщина центра напайки стала меньше.
Подточка напайки со стороны передней поверхности.
Во время заточки сверла старайтесь быть точным и внимательно следите за тем, чтобы его режущие стороны были одного размера. Если это не удается достичь, то смещенный центр ости обязательно приведет к тому, что отверстие сверления будет увеличенным и неровным. Независимо от устройства, на котором выполняется заточка, нужно контролировать соотношение передних и задних углов кромки реза в направлении вращения.
Еще одно правило, которого следует придерживаться, чтобы правильно заточить сверло по бетону: чем тверже материал, тем больше угол заточки. Для победита он составляет 170 градусов.
В процессе заточки нельзя допускать нагревания сверла, т.к. могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы не допустить этого, периодически следует охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду.
Предлогаем посмотреть подборку видеороликов по заточке сверл с победитовыми напайками.
Заточка сверл. Правила и основные моменты.
При обработке рабочая часть сверла изнашивается, а режущая кромка затупляется. У спиральных сверл износ происходит преимущественно по задней поверхности уголка на пересечении заборного конуса с ленточками сверла (рис. 3.31, а), причем в ряде случаев он сопровождается срезанием уголков и части ленточек, что приводит к образованию на ленточках сверла цилиндрических участков (рис. 3.31, б), либо участков со встречным конусом (рис. 3.31, в), что приводит к защемлению сверл в отверстии и их поломке. Достаточно часто при сверлении отверстий в литых, кованных и термически обработанных деталях наблюдается изнашивание сверл с образованием проточек на ленточках (рис. 3.31, г). При сверлении сталей повышенной вязкости может происходить налипание на ленточки материала заготовки. Повышенное изнашивание сверл, оснащенных пластинами из твердого сплава, по ленточкам и уголкам (рис. 3.31, д) резко сокращает число возможных заточек и приводит к их выкрошиванию и поломкам. Сверла, изношенные по рабочей части, выбраковываются.
Для восстановления режущих свойств сверл и обеспечения качественной обработки отверстий их режущие кромки затачивают по мере затупления. Заточку режущих кромок сверл на рабочем месте выполняют на заточных станках. Централизованная заточка спиральных сверл осуществляется на специальных заточных участках или в заточных цехах на специальном оборудовании.
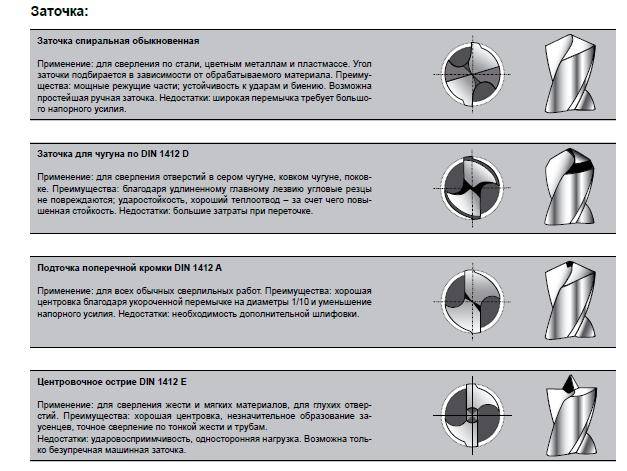
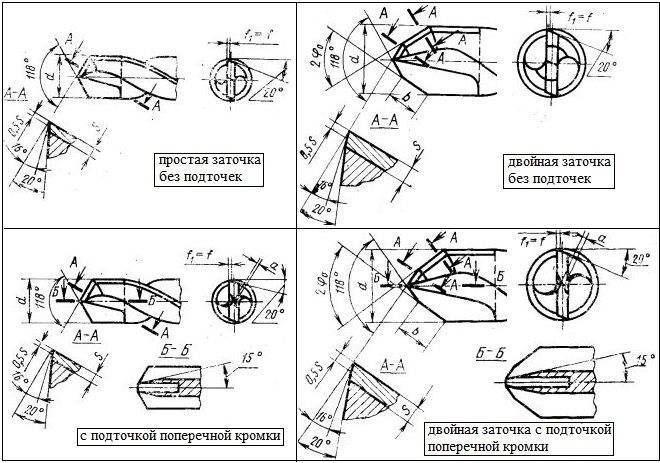
При заточке режущей части сверла придают различную форму, выбор которой производится в зависимости от характера выполняемых работ и обрабатываемого материала.
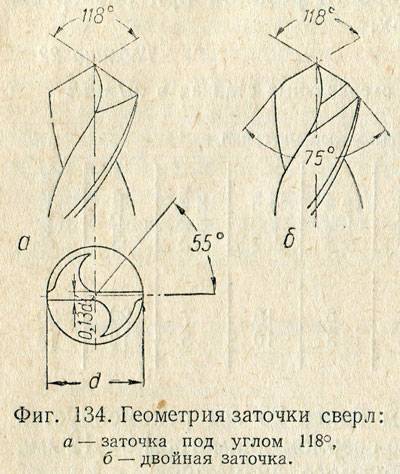
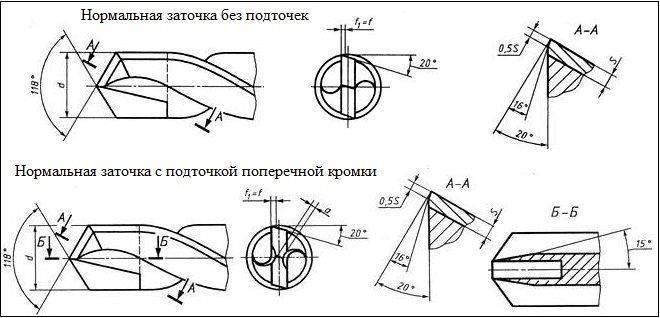
При обработке отверстий диаметром от 0,25 до 12 мм в стали, чугуне, стальном литье применяется одинарная (нормальная) заточка (рис. 3.32, а).










При сверлении отверстий диаметром от 12 до 80 мм в стальном литье по литейной корке используется одинарная заточка с подточкой перемычки – поперечной кромки (рис. 3.32, б).
При сверлении отверстий диаметром от 12 до 80 мм в стали и стальном литье со снятой литейной коркой используется одинарная заточка с подточкой перемычки и ленточки (рис. 3.32, в).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье по литейной корке применяется двойная заточка с подточкой перемычки (рис. 3.32, г).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье со снятой литейной коркой выполняется двойная заточка с подточкой перемычки и ленточки (рис. 3.32).
Основные правила заточки сверл
1. Необходимо отрегулировать положение подручника заточного станка таким образом, чтобы между ним и периферией заточного круга был зазор не менее 2 мм. Следует проверить наличие и исправность экрана заточного станка.
2. Необходимо соблюдать следующие требования к заточке сверл:
• заточку следует производить периферией заточного круга;
• в левой руке должна находиться режущая часть сверла режущими кромками вверх, в правой руке – хвостовик сверла;
• кисть левой руки должна опираться на подручник станка.
3. При заточке следует периодически проверять правильность заточки сверла по специальному шаблону (рис. 3.33):
• длина режущих кромок должна быть одинаковой;
• угол заточки при вершине сверла должен соответствовать шаблону;
• углы между кромками и боковой поверхностью сверла должны быть одинаковыми;
• углы заострения кромок должны быть равны и соответствовать шаблону.
4. Необходимо заправить режущие кромки сверла на бруске.
5. Необходимо произвести пробное сверление отверстия заточенным сверлом:
• стружки от обеих режущих кромок должны быть одинаковой толщины (проверять визуально);
• диаметр просверленного отверстия должен точно соответствовать диаметру сверла;
• отверстие не должно смещаться более чем на 0,2 мм (проверка осуществляется по контрольным рискам).
6. Необходимо соблюдать следующие требования правил безопасности:
• заточку сверл малого диаметра надо производить на мелкозернистом круге;
• запрещается выполнять заточку сверл на заточном станке без подручника и с неисправным защитным кожухом или без него;
• категорически запрещается осуществлять заточку сверл «на весу», т. е. без использования подручника;
• обязательно, особенно при заточке сверл большого диаметра, опускать защитный экран, при отсутствии экрана заточку сверл производить с использованием защитных очков во избежание попадания абразивной пыли в глаза.
купить качественные сверла ТМ ПрофОснастка оптом
купить сверла в розницу и через интернет — магазин
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.








Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Параметры, подлежащие восстановлению
Правильная заточка сверла по металлу позволяет нормализовать следующие характеристики:
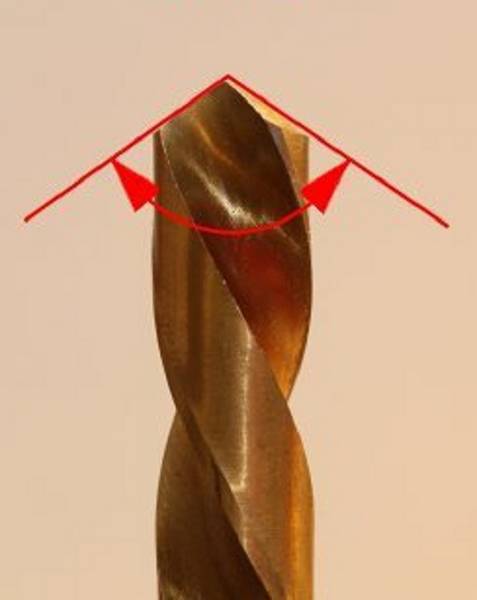
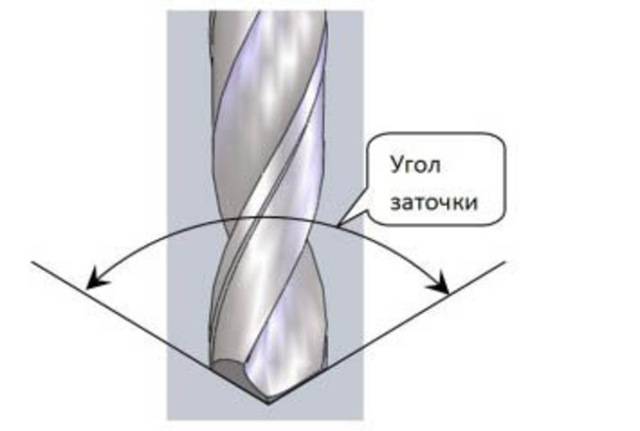
Угол вершины, который кромки образуют вместе с перемычкой. Изначально, он зависит от качественных характеристик материала обработки (твердость так же важна, как вязкость) и способен составлять 60-150 градусов, а иногда и доходить до 180. В нашем случае необходимо, чтобы он стал 116-118 0, соответственно, его нужно привести к данному показателю.
 |  |  |
Угол оси и режущей части – он обязан быть вполовину уже предыдущего, то есть 58-59 0, и симметричен относительно каждой стороны инструмента. Иначе будет наблюдаться неравномерный износ, что оборачивается более быстрым выходом инструмента из строя, а также неровными краями готовых отверстий.
Задний угол – должен быть зафиксирован в диапазоне 7-17 0 (зависит от того, из чего выполнена заготовка); любое отклонение фактического значения от номинального требуется исправлять, иначе производительность снизится в разы, да и поломка не заставит себя ждать.
Форма и длина кромок – важно, чтобы они были равными, в противном случае неизбежно возникнет биение, в результате которого не удастся выполнять отверстия строго заданного диаметра. Определять размеры (для выяснения симметричности) следует от края (вершины) до центральной точки перемычки

Подготовка к работе
Необязательно быть профессионалом, чтобы знать, как затачивать сверла по металлу. Для этого требуется острое приспособление, которое поможет поддерживать его в оптимальном для работы состоянии.
Поскольку проводить заточку устройства для металла приходится регулярно, если вы часто работаете с этим инструментом, некоторые предпочитают купить уже готовый станок для заточки, а не собирать его своими руками.
Видео:
Самое эффективное приспособление для заточки корончатых сверл – станок, на котором установлен точильный камень.
Пользоваться им очень просто, и вам не понадобится сложных инструкций, чтобы приступить к работе.
Впрочем, некоторые нюансы того, как проводится заточка, перед началом процесса желательно знать: инструмент обрабатывают сзади по граням, при этом наиболее важную роль занимает угол, под которым располагается инструмент, когда подается к станку.
Во время заточки наибольшее внимание нужно уделить кромке, которая составляет режущую часть устройства – именно она должна быть наиболее острой, поскольку вступает во взаимодействие с металлическими деталями: винтами, перемычками и т.д. Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками. Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками
Посмотрите видео о том, как правильно затачивать приспособления, прежде чем начинать этот процесс своими руками.
После этого нужно собрать необходимые инструменты, которые понадобятся вам, чтобы сделать точильный станок. Сделать его из подручных средств не удастся – придется посетить строительный магазин.







В первую очередь, вам понадобятся специальные круги, которые нужны для заточки.
На само приспособление нужно будет установить только один круг, но они довольно быстро приходят в негодность, поэтому рекомендуется покупать сразу несколько деталей, чтобы потом не тратить много времени на их замену.
Особенно это актуально, если вы используете инструмент постоянно – тогда затачивать его придется часто. Приобретенный круг устанавливается на вращающийся вал.
Видео:
Помимо этих деталей, вам будет нужна жидкость для охлаждения – ею может быть вода или машинное масло. Также вам нужна емкость, в которую будет залита жидкость.
Если вы делаете все своими руками, то про жидкость нужно обязательно помнить, ведь во время процесса заточки инструмент сильно накаляется.
Если вы не сможете его охладить, то его свойства ухудшатся, и с каждым разом оно будет все быстрее выходить из строя.
Самодельный станок для корончатых инструментов должен иметь правильный угол, и это самая сложная часть в создании устройства своими руками.
Чтобы сделать угол верным, нужно произвести непростые расчеты, поэтому часто потребители решают приобрести уже готовый инструмент для заточки, чтобы сэкономить время и силы.
Самый важный угол находится спереди, он определяется, исходя из главной секущей плоскости.
Задний угол имеет параметры, аналогичные переднему, но в соответствии с задней плоскостью.
Для того чтобы определить, как располагается верхний угол, нужно посмотреть на устройство с боковой позиции: в правильном положении он располагается между первой и второй кромкой.
Обычно первый угол должен иметь наклон около 20 градусов, а задний – 10. Верхний угол имеет всегда одно и то же значение на всех устройствах: 118 градусов.
Перед работой нужно подготовить перчатки и очки, поскольку эта работа может быть травмоопасной.
Если у вас мало опыта в создании подобных станков своими руками, то следите внимательнее за тем, как расположен круг, ведь если его угол подачи будет неверным, то круг просто вырвется из рук.
Посмотрите видео о том, как собирать аппарат для заточки – оно очень поможет, если у вас мало опыта.
Критерии выбора свёрл
В продаже имеется достаточно много типов режущих оснасток
При выборе следует обратить внимание на цвет металла:
- Чёрный. Изделие с антикоррозионной оксидной плёнкой, которая дополнительно предотвращает перегрев. Устойчивы к износу, подходят для высоких нагрузок.
- Серый. Низкокачественные модели для малых нагрузок.
- Золотистый. Такой цвет обусловлен наличием титана в сплаве, что повышает прочность.
- Тёмно-золотистый. Также сплав с титаном, но без внутреннего напряжения в стержне. Самые высококачественные свёрла для значительных нагрузок.

По типу конструкции выделяют такие виды свёрл:
- Традиционные спиральные. Подходят для большинства бытовых задач.
- Левосторонние. Для высверливания сломанных крепёжных элементов.
- Высокоточные. Для тонких работ, где недопустимо отклонение от проекта.

Как провести заточку?
Сильный скрип и выделение тепла говорит о том, что режущий инструмент износился. Стоит отметить, что повышение температуры приводит к ускорению процесса износа. При рассмотрении победитовых сверл по металлу, что режущая кромка представлена твердым сплавом, своими руками заточить ее можно только при использовании специального оборудования.
Для проведения заточки победитовых сверл своими руками понадобится нижеприведенное:
- Точильный станок. Без подобного оборудования провести точение не получиться.
- При поиске точильного станка стоит учитывать, что он должен иметь охлаждающую ванну для используемого камня. Можно создать ее своими руками. Процесс обработки твердого сплава предусматривает сильное повышение температуры.
- Алмазный камень.
Отличительной особенностью заточки своими руками твердосплавного материала можно назвать необходимость использования именно алмазного камня, так как обычный не подойдет.
Перед выполнением заточки следует проверить возможность ее проведения. Если напайки менее 10 миллиметров, то заточка своими руками в принципе невозможна. Также большие дефекты не позволяют выполнить заточку.
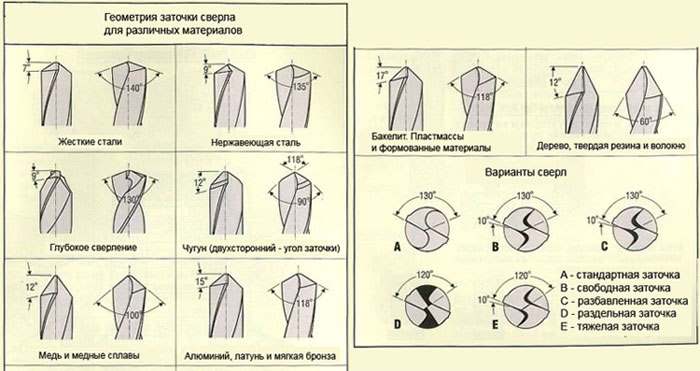
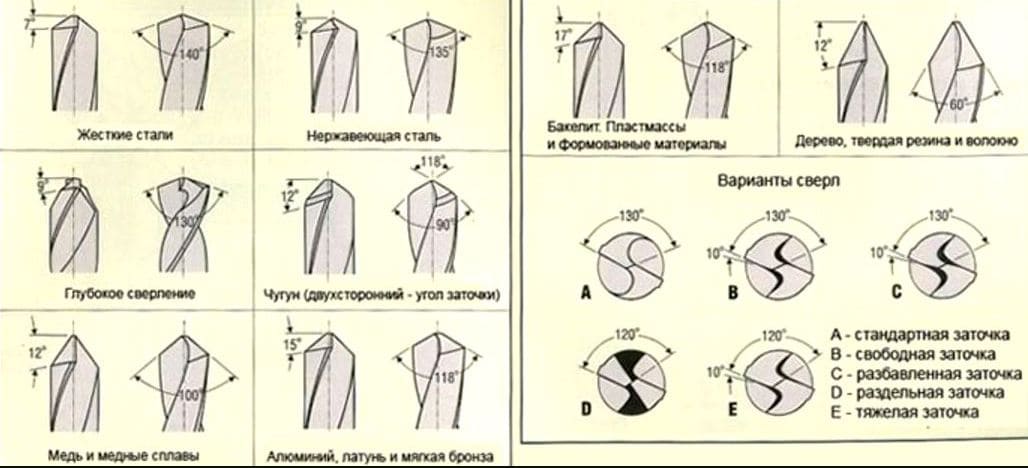
Геометрия заточки сверла для различных материалов
После проверки состояния инструмента и при наличии необходимого оборудования можно выполнить заострение своими руками. К ее особенностям проведения отнесем следующее:
- Чем выше показатель твердости обрабатываемого материала, тем меньше должна быть скорость вращения камня. Это связано с тем, что повышение скорости вращения камня приведет к быстрому нагреву его поверхности.
- Проводить работу нужно малыми касаниями. Стоит помнить о том, что снятие слоя сплава напаек при использовании алмазного камня проходит довольно быстро. Поэтому внимательно контролировать процесс должен мастер для того чтобы не снять лишний слой рабочей поверхности. Работа проводится навису, без упора.
- Выполняя работу своими руками, без использования шаблона, рекомендуется затачивать поверхность аналогично в случае малых сверл по металлу, когда проводится изменение задней плоскости.
- Также рекомендуется провести подточку и передней поверхности. Эту работу рекомендуется выполнять, если напайка полностью изношена. Выполнить подобное изменение следует так, чтобы толщина центральной части напайки была значительно меньше.
Задняя и передняя поверхность образуют кромку, которая выполняет снятие металла на момент образование отверстия.
При выполнении работы своими руками нужно быть внимательным, так как все режущие стороны должны быть одинакового размера. Достигнуть этого достаточно сложно, но все же возможно. Если нарушить данное правило образованное отверстие станет большого размера и неправильной формы. В независимости от вида используемого оборудования следует также контролировать соотношение переднего и заднего угла реза по направлению вращения инструмента.







Довольно важным правилом, которое применимо ко всем инструментам, можно назвать высказывание: чем больше показатель твердости поверхности, тем больше угол заточки. В рассматриваемом случае он должен составлять 170 градусов.
Особое внимание уделяют перегреву. Твердосплавные напайки на момент обработки сильно нагреваются
Перегрев любого материала приводит к изменению его структуры. Поэтому режущий инструмент может деформировать, есть вероятность появления трещин. Ванночка для камня позволит исключить вероятность возникновения подобной ситуации.
В заключение отметим, что рассматриваемую работу можно провести самостоятельно. Для этого необходимо знать геометрию инструмента, принцип его работы другие нюансы. Также следует обладать определенными навыками эксплуатации используемого оборудования. Однако без специального оборудования соблюсти угол заточки практически невозможно.
Практическое обучение
Если вы чувствуете, что у вас не получается правильно затачивать инструмент, то вам следует больше практиковаться. Сделать это можно посредством большого объема практики — возьмите несколько сверл, которые больше не используются вами, и старайтесь их правильно наточить. Методом проб и ошибок можно научиться выполнять процедуру идеально.
Заточка инструмента не является сложным процессом, хотя некоторые считают иначе. На многих интернет-ресурсах подробно расписаны и даже показаны шаги этого процесса. Здесь вы можете посмотреть видео, которое очень точно показывает, как именно нужно точить сверло.
Ролик показывает, как правильно провести заточку. Следуя указаниям мужчины, вы сможете выполнить работу качественно. Инструмент должен получиться таким же, каким он был приобретен. Только в случае грамотно выполненной процедуры вы сможете пользоваться им так же, как и раньше.
В случае совершения ошибки придется выбросить сверло. Но ошибается каждый, поэтому не стоит расстраиваться, если у вас не получилось заточить инструмент с первого раза. Каждый человек учится на своих ошибках. Главное — не бросать невыполненную работу из-за того, что у вас что-то не получается.
Для того чтобы научиться выполнять действие наиболее качественно, попробуйте максимально включиться в процесс, понять, как он устроен. Только грамотное обдумывание каждой детали сможет привести вас к успеху.

Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
Originally posted 2018-03-28 15:14:38.





