

Модуль зубчатого колеса
Универсальным понятием, позволяющим определить геометрические параметры деталей, выступает модуль зубчатой передачи. Его значение равно длине дуги в миллиметрах, приходящейся на один зуб колеса. Конкретное значение определяется по делительной окружности. Ее численно подбирают таким образом, что бы значение модуля совпадало с одним из общепринятых значений, найти которые можно в специальной литературе. В отечественной практике стандартные модули зубчатых колес нормированы в ГОСТ 9563-60. При проектировании шестерен обычно задаются значением этого параметра, а от него легко рассчитают все множество других. Исходными данными для определения требуемого модуля зубчатого колеса выступают расчеты прочности, призванные обеспечить требуемую мощность механической передачи.
Модуль зубчатого колеса связан с целым набором производных параметров. Используя несложные формулы расчета и значение необходимого числа зубьев, можно получить окружной шаг, диаметры верши и впадин, толщину зуба и ширину впадины по делительной окружности.
В зарубежной литературе аналогом отечественного модуля выступает питч. По своей сути это обратная к модулю зацепления величина, приведенная к дюймовой системе измерений. Аналогично для питчей разработаны специальные таблицы, содержащие нормированные значения параметра.
Купить червячные шестерни
Компания МеталлСервис с 2006 года производит изделия из металла из различных марок сталей на собственном производстве, пользуясь своим парком станков. Соблюдая все требования соответствующие нормам госта. Это и является гарантом качества наших изделий и пользуется постоянным спросом у наших клиентов.
Для просчета стоимости отправляйте чертежи на почту или уточняйте информацию у технического специалиста. Все контактные данные вы найдете в разделе контакты.
После того как вы отправили заявку: позвоним для уточнения технических вопросов — рассчитаем стоимость и сроки — подготовка договора и счета — выполняем работы по изготовлению — отправка деталей.
1. Валы-шестерни
Недостатком объединенной конструкции является необходимость изготовлять вал из того же материала, что и шестерню, часто более высококачественного и дорогого, чем требуется. Кроме того, при замене шестерни, например, вследствие износа или поломки зубьев приходится заменять и вал. Несмотря на это, в редукторах шестерню часто выполняют заодно с валом и даже при толщине, значительно превышающей указанные нормы. Это объясняется большей жесткостью и прочностью, а также технологичностью вала-шестерни, что в конечном итоге оправдывает ее стоимость.
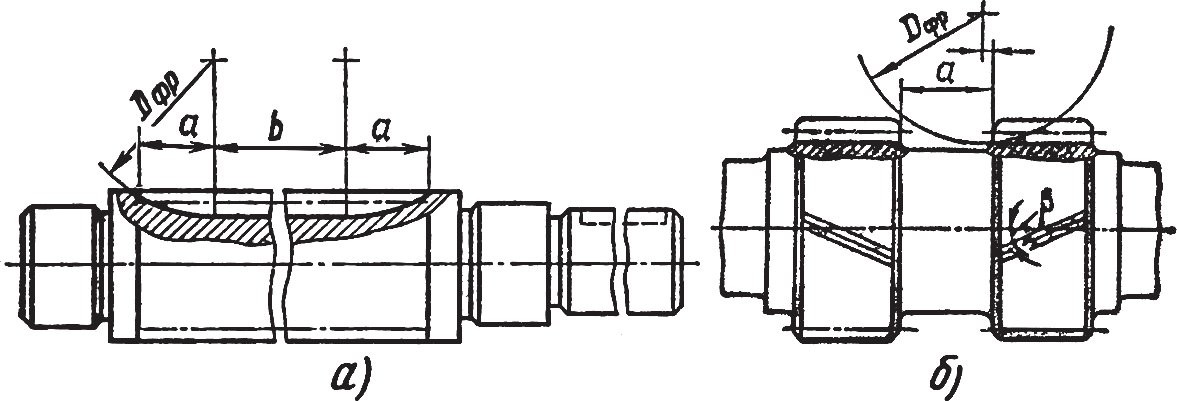
Рис. 1. Условия нарезания зубьев на вале-шестерне
В некоторых случаях зубчатый венец углубляется в тело вала. При углублении зуба в тело вала следует учитывать участки входа и выхода фрезы (табл. 1). Возможность выхода фрезы следует учитывать также при нарезании рядом расположенных венцов на вале-шестерне (рис. 1; а, б).
Таблица 1. Протяженность дорожки а, мм, для выхода фрезы (рис. 1)
| m, мм, фрезы | 2 | 3 | 4 | 5 | ≥ 6 |
| a/m | 15 | 14 | 13 | 12 | 10 |
Обычно зубья вала-шестерни располагаются на выступающем венце. В этом случае для возможности выхода фрезы рекомендуется выдержать следующее соотношение размеров внутреннего диаметра шестерни или червяка с посадочным диаметром под подшипники (рис. 2):
Остальные конструктивные элементы вала-шестерни определяют так же, как конструктивные элементы валов.
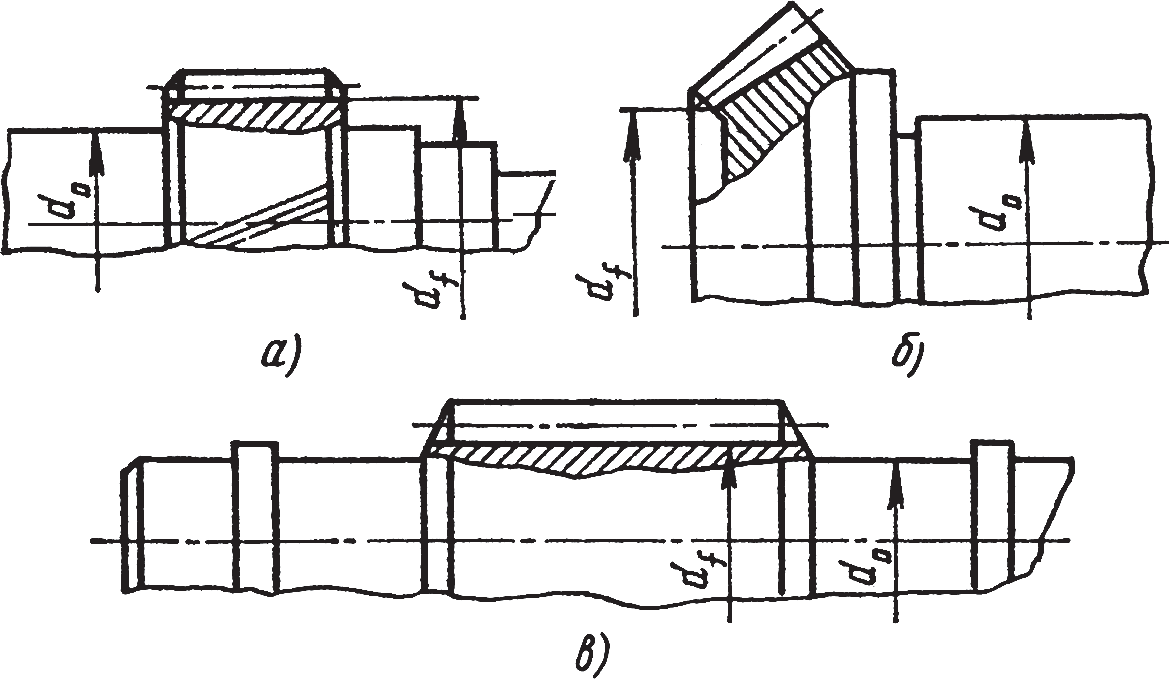
Рис. 2. Основные размеры для нарезания: вала-шестерни (а, б); червяка (в)
Применение шестерен
Оттого, насколько качественно было выполнено изготовление шестерен, зависит синхронность работы всего механизма и продолжительность его эксплуатации. Это изделие используется в механизмах зубчатой передачи и выполняет важную функцию – передает вращательное движение между валами. Дефекты при производстве могут привести к вибрации и потери синхронности функционирования всего устройства, вплоть до его выхода из строя.
Изготовление звездочек, зубчатых шкивов, червячных колес и других видов шестерен необходимо для применения в различных механизмах, которые используются в горнодобывающей и пищевой промышленности, в судостроении и машиностроении. Также шестерни активно применяются в автомобильных дифференциалах, буровых установках, лебедках, железнодорожных вагонах, подъемных кранах, танках, коробке передач, шестеренных гидромашинах – часах, насосах и прочих механизмах.
Важно отметить, что шестерни отличаются не только по способу нарезки зубьев, но и по форме, поэтому при их изготовлении учитывается и поверхность деталей, которая может быть:
- конической;
- цилиндрической.
Конструкция
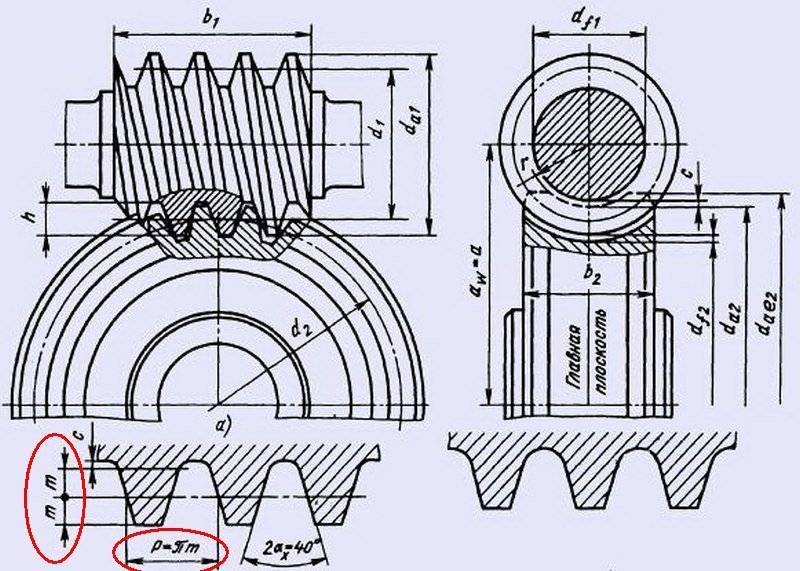
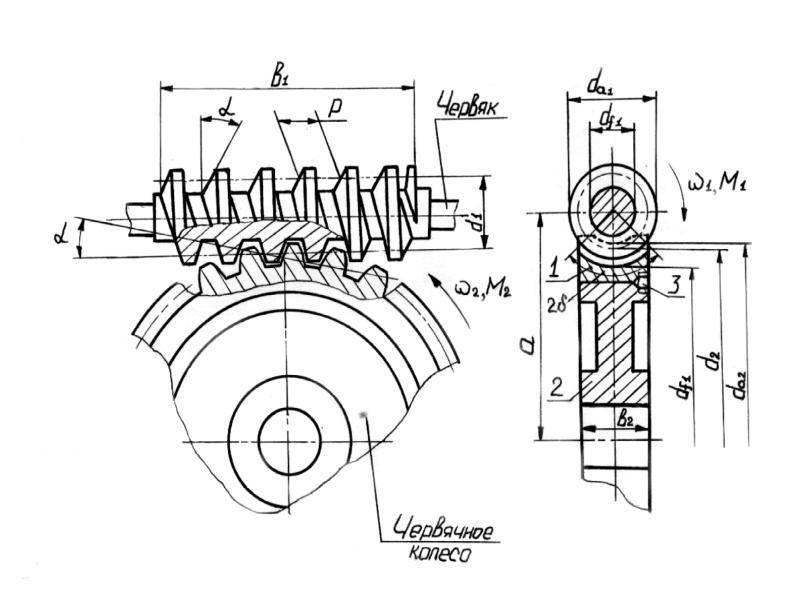
Червячная передача получила свое название по ведущей детали, передающей крутящий момент. Ведомая деталь имеет зуб с косой нарезкой. По ободу радиальное занижение поверхности. Это увеличивает линию контакта нити резьбы и зуба.
Оси вращение деталей располагаются под углом. Обычно это 90°, но может быть 45°. Применяется такое расположение деталей в сильно нагруженных тихоходных передачах, со скоростью движения точки на наружной поверхности менее 5 м/сек.
При взаимодействии передачи поверхность резьбы не толкает зубья в направлении вращения, а скользит по эвольвенте, как бы отодвигая ее. В результате возникает сильное трение и нагрев деталей в месте контакта.
Червячная пара должна хорошо смазываться, охлаждаться и обладать антифрикционными свойствами. Материал червяка изменять нельзя, он нарезается из хромистой стали и проходит закалку, шлифовку поверхности резьбы или шугаровку – обработку пластиной с малой глубиной реза. Инструмент скорее продавливает поверхность резьбы, чем режет ее. Создается на верхнем слое наклеп, упрочняющий рабочую поверхность, делающий ее гладкой.
Материал для венца
Венец зубчатого колеса выполняется из относительно мягкого материала с высоким сопротивлением стиранию. В основном применяются оловянные бронзы и латунь. Для низкоскоростных передач с ручным управлением можно делать венец из серого чугуна. В зависимости от скорости вращения зубчатый венец изготавливается из материала:
- 5 – 25 м/сек – оловянистые бронзы ОФ10-1, ОНФ;
- ≤ 5 м/сек – Бр.АЖ9-4, алюминиево-железистая бронза;
- ≤ 2 м/сек – венец может быть из чугуна.

Бронза стоит значительно дороже стали и мягче. Полностью из нее делаются детали, размеры которых в пределах 160 мм. Большие детали вытачиваются из стали и бронзовый на них только венец. Он нагорячо сажается на вал и закрепляется штифтами по линии соединения, чтобы венец не прокручивался. После остывания производится чистовая обработка колеса и нарезается зуб.
Расчет диаметра
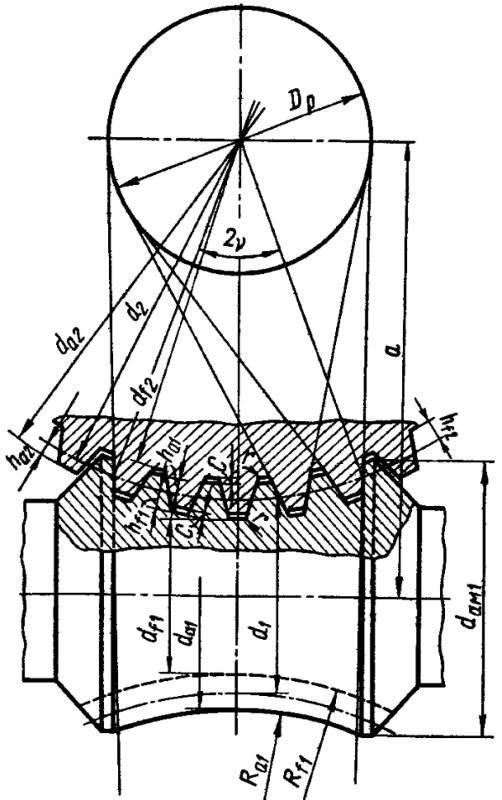
Диаметр колеса рассчитывается по средней линии зуба – ширины зуба и впадины равны. Наружный, используемый для изготовления и расчетов радиус, определяется теоретически. После завершения обработки, он находится за пределами фактического обода колеса.
Скольжение происходит по линии делительного диаметра – середина зуба по высоте. Он рассчитывается по формуле:
где d2 — делительный диаметр шестерни; m – модуль; z2 – количество зубьев колеса.
Наружный радиус зуба имеет один центр с осью червяка.
Ширина зубчатого венца
Ширину венца червячного колеса определяют по числу витков винта по формуле:
где b2 – ширина венца; 0,315 и 0,355 – расчетный коэффициент; Z1 – количество заходов винтовой резьбы; a – межцентровое расстояние; aw – расстояние с учетом смещения червяка относительно зубчатого колеса.



Расстояние смещения определяет размер зазора между рабочими элементами деталей.
Классификация
По направлению витка передачи в большинстве своем бывают правыми. Иногда встречается левое направление нити.
Червячные зацепления классифицируются по форме наружной поверхности червяка:
- цилиндрические;
- глобоидные.
Вогнутая поверхность ведущей детали увеличивает количество зубьев, находящихся одновременно в зацеплении. В результате возрастает КПД и мощность передачи. Недостаток глобоидных червяков в сложности изготовления. Витки должны быть одинаковой высоты при вогнутой наружной поверхности.
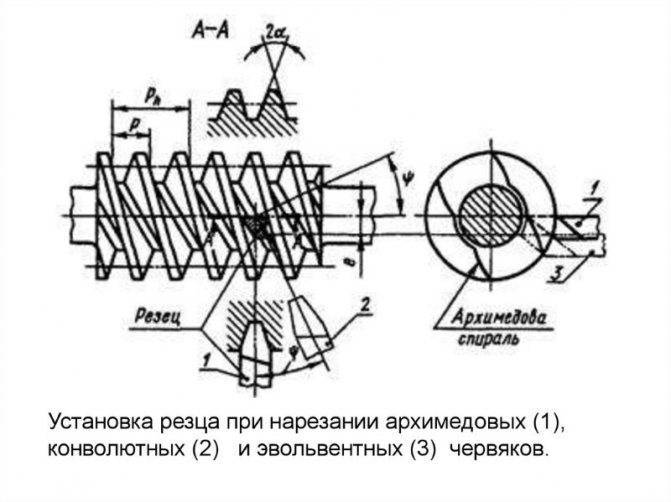
По форме нити резьбы различают червяки:
- архимедов;
- конволютный;
- нелинейный.
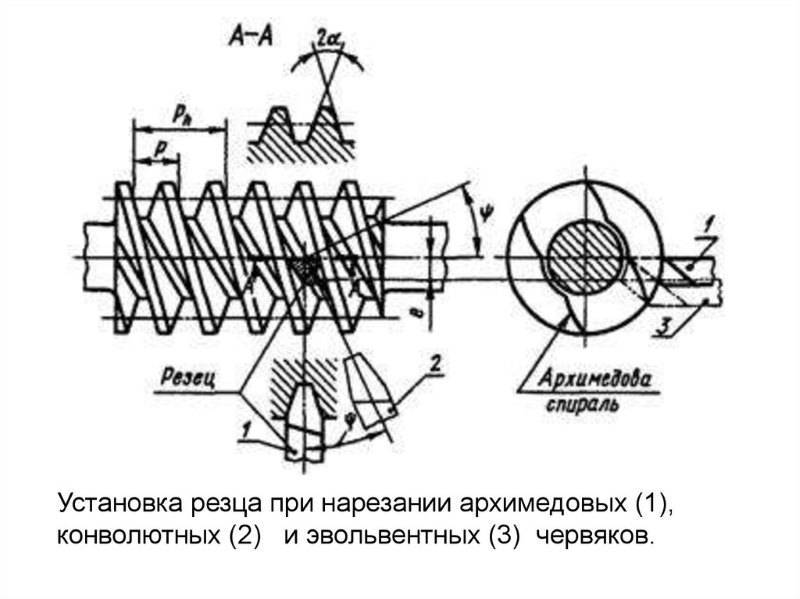
Архимедов червяк отличается прямой в сечении эвольвентой. У конволютного конфигурация выпуклая, близкая к форме обычной шестерни. Нелинейные профили имеют выпуклую и вогнутую поверхность.
Зубчатое колесо имеет зуб наклонный обратной конфигурации, по форме совпадающий с впадиной между нитями.
Расположение червяка относительно колеса может быть:
- верхнее;
- боковое;
- нижнее.
Верхнее оптимально подходит для скоростных передач. Боковое наиболее компактное. При картерном способе смазки – масло находится в поддоне и нижняя деталь, вращаясь, смазывает остальные, удобнее нижнее расположение червяка.
Червячные колеса относятся к косозубым. Оси деталей располагаются обычно под углом 90°. В сильно нагруженных механизмах угол может быть 45°.
Зубчатые колеса по профилю зуба делят:
- роликовые;
- вогнутые;
- прямые.
По типу они могут быть:
- с непрерывным вращением – полные;
- зубчатый сектор.
Сектор может быть разной величины, от половины круга, до рабочей длины короче червяка.
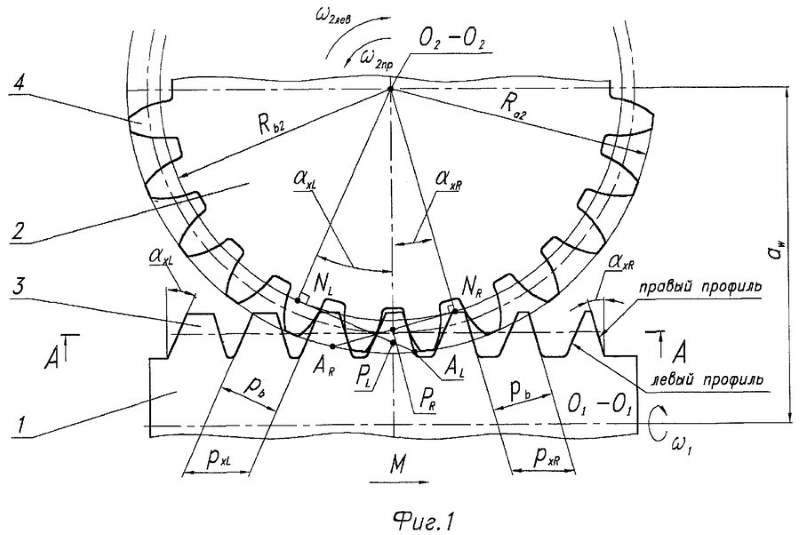
Нарезание червячных колес
При проектировании создается модель червячного колеса. По ней легко определится со способом нарезки:
- заход фрезы снизу;
- торцевой.
Торцевой требует инструмента, в точности повторяющего червяк. Дает хорошую точность и чистоту обработки. Фрезу выставлять сложно, необходимо, чтобы в конце обработки она имела положение относительно колеса, в точности соответствующее червяку.
Нарезка зубьев на венце
По наружному диаметру червячное колесо имеет полукруглое углубление. Это позволяет лучше прилегать деталям по эвольвенте и смещать ось, увеличивая площадь контакта. Центр радиуса углубления должен совпадать с осью червяка.
Фрезы для нарезания червячного колеса должны быть с таким же наружным диаметром, как червяк. Внешне она повторяет форму ведущей детали, только вместо непрерывной линии резьбы ряды резцов. Режущая пластина по форме точно повторяет нитку резьбы, но шире нее на размер зазора. В результате конфигурация ответной детали – червячного колеса, точно повторяет формы резьбы, впадины совпадают с выступами нитей.
Фреза выставляется в плоскости оси червяка, касаясь его поверхности. Зубчатый венец вращается вокруг вертикальной оправки или собственного вала, обеспечивая тангенциальную подачу наружной поверхности относительно оси режущего инструмента. Нарезка червячных колес происходит при синхронном движении инструмента и детали, вращающихся вокруг своих осей. Отношение скорости вращения определяется передаточным числом. С каждым оборотом венец придвигается ближе к вращающейся фрезе.
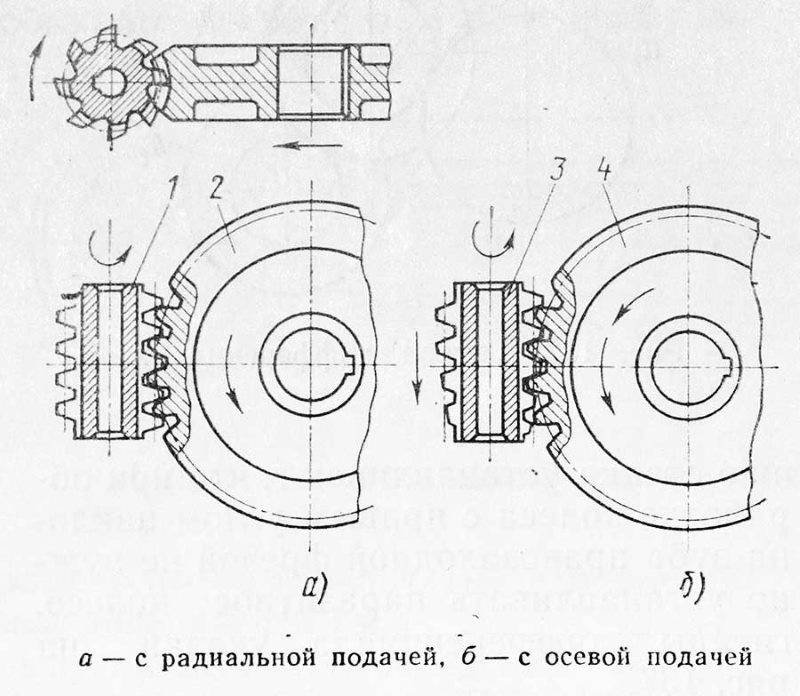
Подача режущего инструмента возможна снизу и сверху. Но в большинстве случаев используют радиальную нарезку, как наиболее удобную и точную.
Ремонтная нарезка
Иногда надо сделать одну деталь, чтобы заменить ее в редукторе. В мастерской не всегда имеется полный набор фрез со всеми нормализованными диаметрами.
Если червячное колесо нарезать фрезой большим диаметром, чем радиус червяка, то прилегание будет хуже, пятно контакта меньше. Линия скольжения сместится к вершине зуба. При нарезке меньшим диаметром с таким же модулем, нагрузка будет на вершину нити резьбы. Погрешность можно компенсировать смещением инструмента и регулировкой расстояния между осями. Но трение и износ все равно будут больше, КПД упадет.
Нарезать червячное колесо фрезой с диаметром больше червяка можно для беззазорного сцепления. В этом случае используется специальная фреза с разными углами профиля для правой и левой стороны. Ось фрезы выворачивается в сторону увеличения наклона зуба. Обычные зубофрезерные станки надо переделывать для обработки беззазорного сцепления.
Из-за отсутствия зазора между рабочими элементами, поверхность быстро стирается и приходится постоянно производить регулировку. Беззазорные сцепления применяются при высокой точности и большой нагрузке с малой активностью пары, например, в прокатных станах для регулировки прижима валков – толщины прокатываемого металла.
Для изготовления одного или нескольких колес с нестандартными размерами может применяться оправка с одним резцом по форме впадины между зубьями. Инструмент вращается постоянно. Колесо вращается синхронно с инструментом. После каждого оборота реза проворачивается на размер модуля зуба и за полный оборот, подвигается к оправке с резцом на глубину реза.
Недостаток способа изготовления венца в длительности процесса. Один резец обрабатывает деталь в несколько раз дольше, чем фреза. Учитывая стирание резца, надо делать черновую и чистовую обработку.
Червячное колесо отличается от других своим внешним видом и способом обработки. Оно делается точно под определенный червяк.
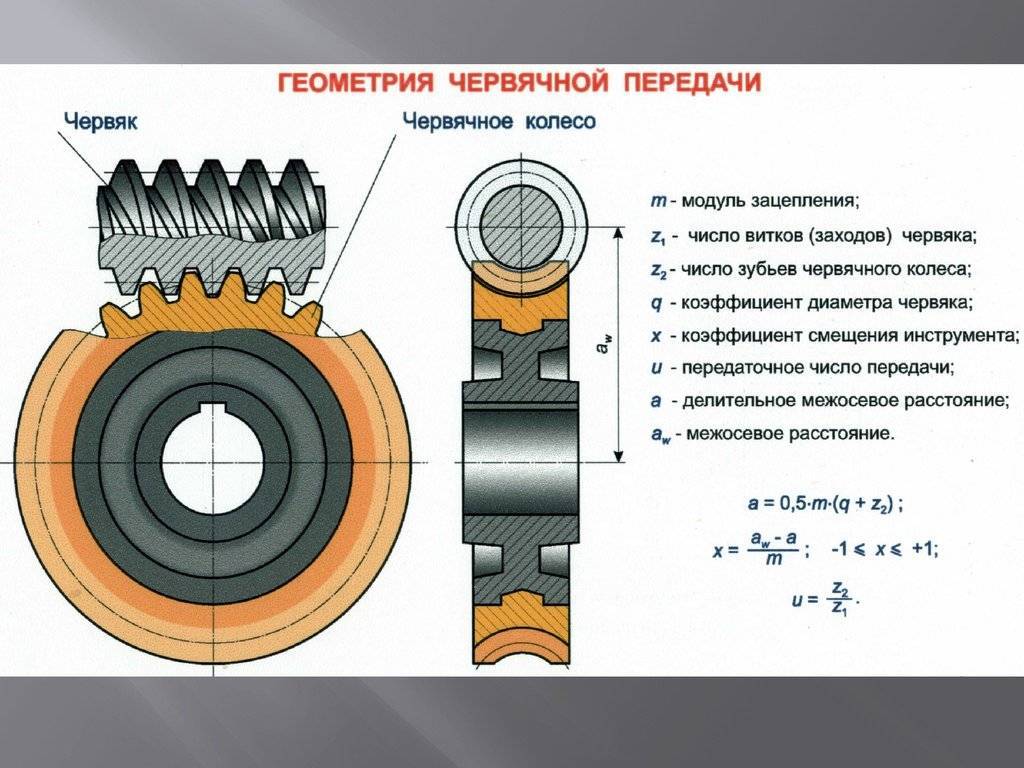
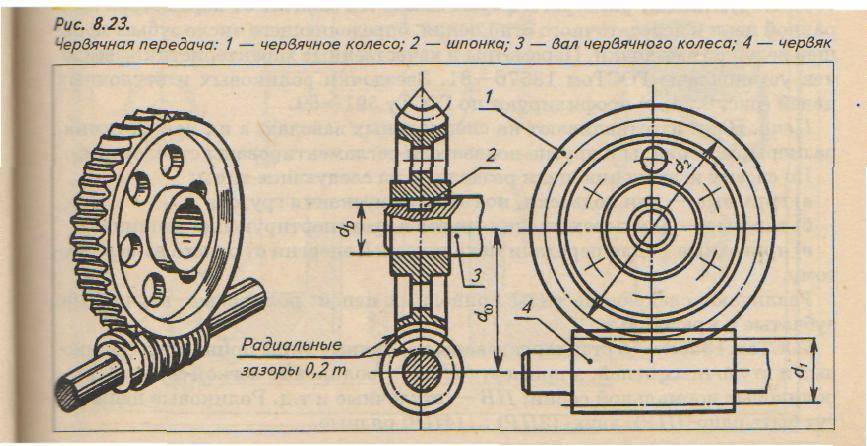
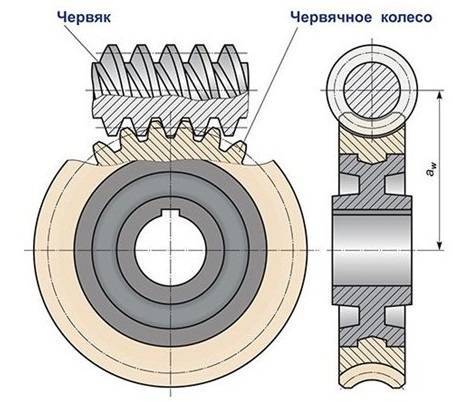
Червяные пары: червячные колеса и червяки
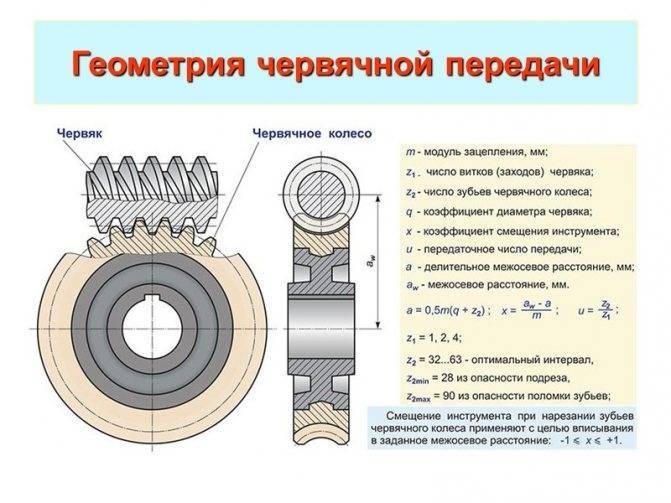
Червячная пара передает вращение по перекрещивающимся (но не пересекающимся, в отличие от конических шестерен) осям.
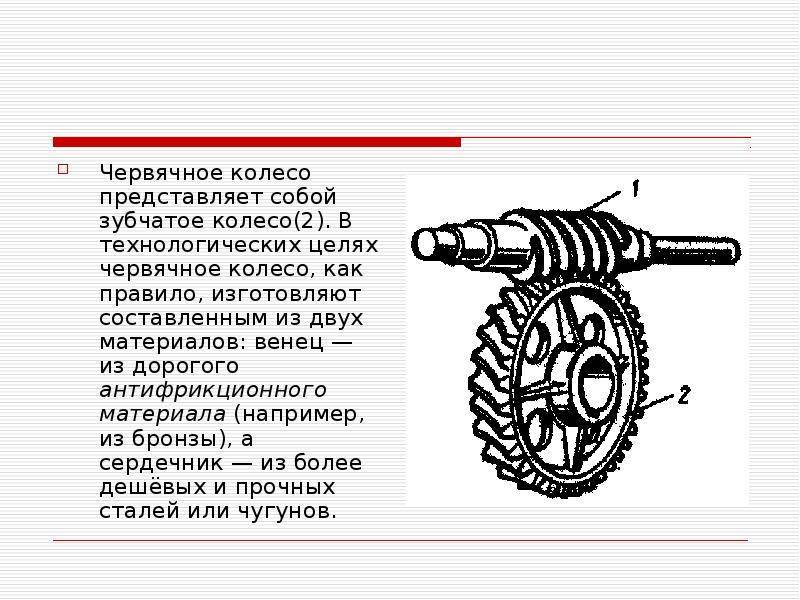
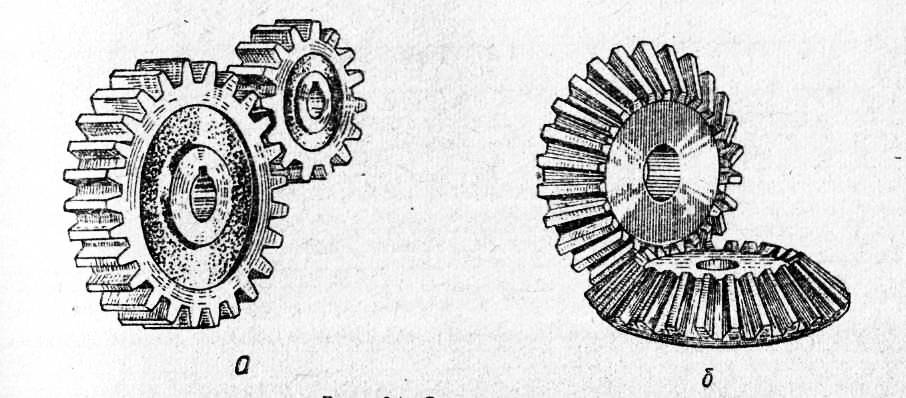
Червячная пара состоит из червячного колеса и червяка. Червячное колесо изготавливают из антифрикционного материала (чугун, бронза). Часто средняя часть червячного колеса делается из стали, а на нее одевается венец из бронзы (иногда чугуна). Червяк представляет из себя винт с особой «резьбой». Червяки изготавливают не только однозаходными, но и многозаходными (как, например, на рисунках выше).
Изготовление червячных колес и изготовление червяков весьма востребованная операция из-за широкого распространения червячных редукторов, что обусловлено целым рядом достоинств червячных пар:
- большие передаточные отношения в одной паре и, как следствие, компактность редукторов;
- часто, удобство компоновки вследствие перекрещивания осей валов;
- плавность и бесшумность работы;
- при небольшом угле подъема червяка обладают эффектом самоторможения, являясь необратимыми (нельзя вращать червяк, прикладывая усилие к червячному колесу).
Недостатки червячных пар:
- повышенные потери на трение и, как следствие:высокие требования к качеству сборки; невысокий КПД;
- тепловыделение;
- высокий износ;
склонность к заеданию;
меньший ресурс червячного редуктора.




3. Сварные цилиндрические зубчатые колеса
По сравнению с литыми колесами сварные колеса в обычном исполнении издают больше шума. Для уменьшения шума целесообразно снабжать колеса ребрами. Зубчатые колеса малого диаметра изготовляют со ступицей, приваренной к торцу колеса или со сквозной втулкой (рис. 8, а). Большие колеса могут быть сварены из нескольких частей – ступицы, одного или двух дисков с ребрами и венца, который может быть поковкой из нужного металла (рис. 8, б).
Зубчатое сварное колесо обычной конструкции имеет диаметр ступицы (рис. 8, в) d1=(1,55…1,7)d мм; диаметр ступицы с бортом d1=d1+10 мм; толщину венца (da–D)/2 мм; толщину венца с бортом (da–D)/2+5 мм; диаметр расположения отверстий в диске D1=(D–d1)/2 мм; диаметр отверстий в диске d2 =(D – d1 )/5 мм; толщину диска с ≈ 0,4d-2 мм; углубление ребра s=0,8c мм; фаску n=0,5m мм.
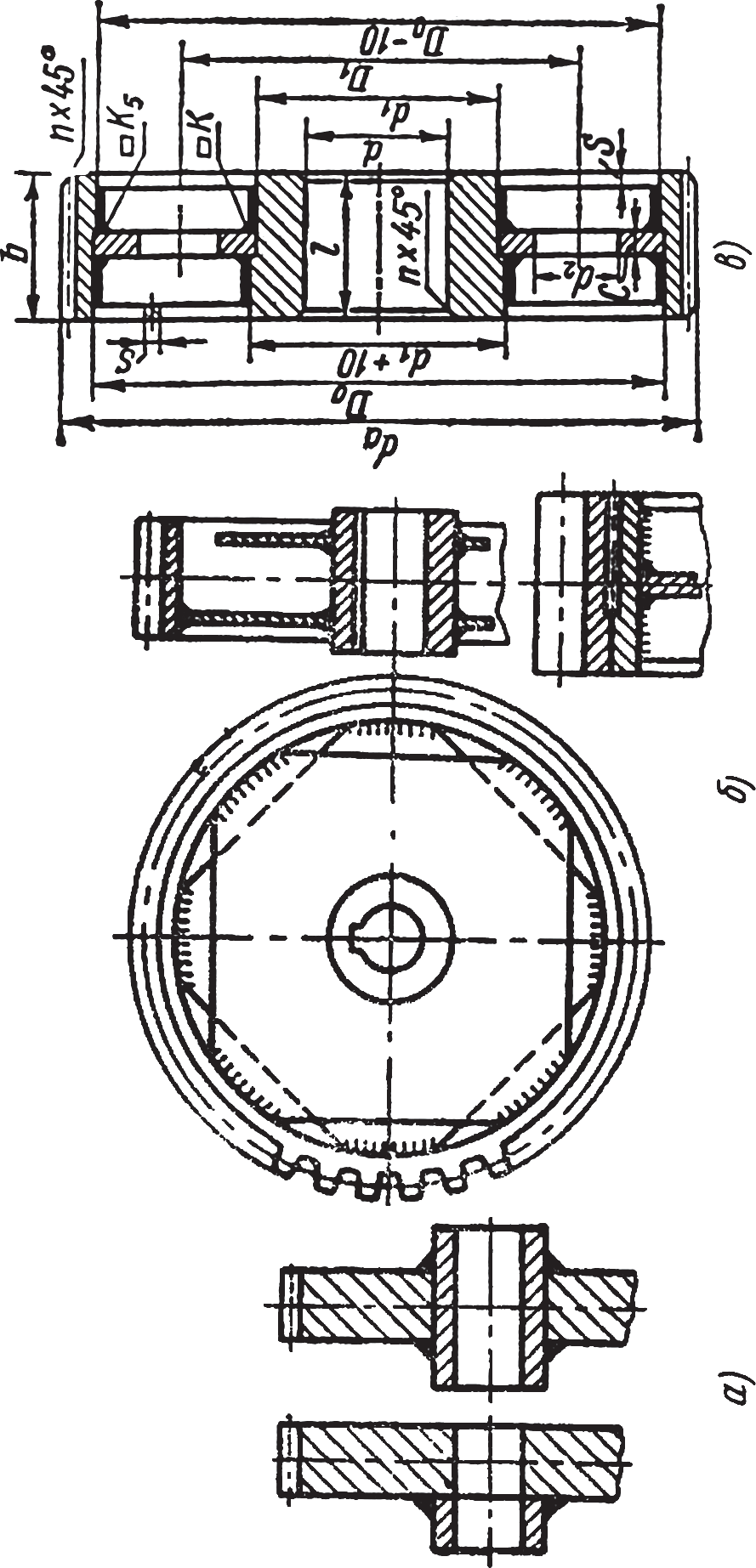
Рис. 8. Сварные цилиндрические зубчатые колеса
Конструкция
Червячная передача получила свое название по ведущей детали, передающей крутящий момент. Ведомая деталь имеет зуб с косой нарезкой. По ободу радиальное занижение поверхности. Это увеличивает линию контакта нити резьбы и зуба.
Оси вращение деталей располагаются под углом. Обычно это 90°, но может быть 45°. Применяется такое расположение деталей в сильно нагруженных тихоходных передачах, со скоростью движения точки на наружной поверхности менее 5 м/сек.
При взаимодействии передачи поверхность резьбы не толкает зубья в направлении вращения, а скользит по эвольвенте, как бы отодвигая ее. В результате возникает сильное трение и нагрев деталей в месте контакта.
Червячная пара должна хорошо смазываться, охлаждаться и обладать антифрикционными свойствами. Материал червяка изменять нельзя, он нарезается из хромистой стали и проходит закалку, шлифовку поверхности резьбы или шугаровку – обработку пластиной с малой глубиной реза. Инструмент скорее продавливает поверхность резьбы, чем режет ее. Создается на верхнем слое наклеп, упрочняющий рабочую поверхность, делающий ее гладкой.
Материал для венца
Венец зубчатого колеса выполняется из относительно мягкого материала с высоким сопротивлением стиранию. В основном применяются оловянные бронзы и латунь. Для низкоскоростных передач с ручным управлением можно делать венец из серого чугуна. В зависимости от скорости вращения зубчатый венец изготавливается из материала:
- 5 – 25 м/сек – оловянистые бронзы ОФ10-1, ОНФ;
- ≤ 5 м/сек – Бр.АЖ9-4, алюминиево-железистая бронза;
- ≤ 2 м/сек – венец может быть из чугуна.
Бронза стоит значительно дороже стали и мягче. Полностью из нее делаются детали, размеры которых в пределах 160 мм. Большие детали вытачиваются из стали и бронзовый на них только венец. Он нагорячо сажается на вал и закрепляется штифтами по линии соединения, чтобы венец не прокручивался. После остывания производится чистовая обработка колеса и нарезается зуб.
Расчет диаметра
Диаметр колеса рассчитывается по средней линии зуба – ширины зуба и впадины равны. Наружный, используемый для изготовления и расчетов радиус, определяется теоретически. После завершения обработки, он находится за пределами фактического обода колеса.
Скольжение происходит по линии делительного диаметра – середина зуба по высоте. Он рассчитывается по формуле:
где d2 — делительный диаметр шестерни; m – модуль; z2 – количество зубьев колеса.
Наружный радиус зуба имеет один центр с осью червяка.
Ширина зубчатого венца
Ширину венца червячного колеса определяют по числу витков винта по формуле:
где b2 – ширина венца; 0,315 и 0,355 – расчетный коэффициент; Z1 – количество заходов винтовой резьбы; a – межцентровое расстояние; aw – расстояние с учетом смещения червяка относительно зубчатого колеса.
Расстояние смещения определяет размер зазора между рабочими элементами деталей.
Шестерни червячного редуктора
Ремонт промышленного червячного редуктора лучше доверить профессионалам, а не пытаться отремонтировать сложный механизм своими руками, дабы не усугубить ситуацию еще хуже. Перед ремонтом наши работники проведут первичный осмотр, а далее полную техническую диагностику на предмет неисправности и замены нужных деталей. Перед ремонтом производится слив масла и замена его на новое. Червячная пара состоящая из стального червячного вала и зубчатого колеса из бронзы подлежит обязательной замене, даже если выработка имеется на одной детали. Делается это для того чтобы одна дефектная деталь не вывела из строя вторую, т.к. они работают в паре путем механического воздействия друг на друга. Далее идет сбор и последующая полная проверка работоспособности редуктора и отправка его клиенту.
Зубчатый венец: модуль — 20, z — 254.
Данный зубчатый венец я нарезал на зубофрезерном станке 5В345П. Характеристики венца:
Модуль 20 (кстати,что такое модуль шестерни).
Число зубьев (z) 254.
Угол наклона левый 5 38 2.
Диаметр насколько я помню 5144 мм, чуть больше планшайбы, что не очень удобно, так масло сбегает с венца (правда есть специальный паз для такого варианта).
Высота 800 мм (то же по памяти).
Размер по памяти ))) — h-14,95, s-26,3 и 26,03.
В чём нюансы нарезки подобной шестерни, зубчатого венца таких гигантских размеров? Конечно физически тяжеловаты настройки: сдвинуть стойки, оправка на 100 на которую требуется «натянуть» фрезу, выставлять тоже не так легко как более маленькую шестерню, собрать все крепёжные приспособления, надёжно закрепить, ну и чего только стоит шестерня на 127 на гитаре деления!
Особо хочется отметить это биение зубчатого венца такого размера, ну и конечно конусность! Колесо с двух частей которые привозят, а потом у нас собирают. Очень часто существует определённое биение после сборки, возможно есть биение после токарной обработки, так как это венец большого диаметра. Бывают переходы на стыках. Возможна деформация во время нарезки зуба. Был случай с окружным биением 1 мм и конусностью 1,5 мм. Размер делается так: от самого «толстого» зуба забираем верхний или средний размер (требуется обговорить это с заказчиком), а остальные зубья как получится. Естественно получается к примеру верхний размер и прослабление. Биение этого венца было «среднее» (секретик, не сильно большое), конусность вообще сказка — 0,15. Так что размер получился вполне даже неплохой, идеал на такого рода шестернях получается довольно редко.
- Расставляем стойки 5144 — 110.
- Зажимаем стойки.
- Настраиваем гитару деления — 30/127 — 40/80. Я поставил 30/80 — 40/127, так как шестерня 127 не проходит именно в таком варианте.
- Настраиваем гитару дифференциала.
- Ставим оправку на 100.
- Ставим фрезу модуль 20 и зажимаем всё это. Фрезу надо ставить за центром, что бы не брал первый зуб фрезы, если и берёт, то самую малость.
- Разворачиваем суппорт, предварительно посчитав на сколько (5 38 2 + 4 46).
- Ставим венец и выставляем.
- Зажимаем венец.
- Касаемся посреди стыков сверху и снизу. Всё должно быть посредине. Корректируем это.
- Просчитываем зубья.
- Подаём черновой размер (42 — 42,5).
- Прорезаем.
- Меняем фрезу после черновой обработки, так как не одна фреза не выдержит черновую и чистовую. Часто приходится менять и на черновой. Фрезу ставим примерно по центру и центруемся. Центроватся надо аккуратно. Одну сторону будет брать сильно у донышка, вторую ближе к вершине зуба, такова специфика (нужен опыт).
- Проходим под меру.
- Забираем чистовую учитывая существующее биение без которого тут не бывает.
- Прорезаем.
Работа интересная, творческая. В начале тяжело физически, затем сутками наблюдаем, надо только менять контейнер под стружку.
Несколько фотографий (в следующий раз, фотографии будут качественней):
Получился просто красавчик! Есть ещё некоторые нюансы о которых я вам расскажу в следующих статьях.
К вашему вниманию два видео сделанные мной:



Поделится, добавить в закладки!
Какие червячные передачи и возможности нашего производства ?
Взяв во внимание, что мы обладаем всем необходимым оборудованием, инструментом и знаниями для производства надежных червячных передач мы готовы изготовить червяки различного типа:
- Глобоидальные червяки;
- Эвольвентные червяки;
- Архимедовы червяки;
- Червяки для тихоходных передач;
- И многие другие виды.
Наши специалисты нарезают червяки различного вида и типа на токарно-винторезных станках, что обеспечивает высокую точность изделий. Но при использовании токарно-винторезных станков увеличивается срок производства деталей. При необходимости изготовить червяки в короткие сроки, мы можем предложить изготовить их на фрезерном станке с помощью фрезы. Но при этом все допуска изделия будут немного свободнее.
Изготовление возможно из нашего материала или материала заказчика. На нашем складе имеется весь необходимый запас металла для производства червячных передач любого размера. Червячные колеса производятся из бронзы, и так как она является дорогостоящим металлом, мы изготовим венец, на котором будут располагаться сами зубья, а сердечник предлагаем изготовить из простой стали.
Также стоит принять во внимание, что после изготовления червяка необходимо убрать его шероховатость. Для этого необходимо провести его термическую обработку и далее произвести шлифовку
От этих двух важнейших операций зависит эффективность работы червяка и соответственно всей червячной передачи. Закалку и шлифовку можно произвести так же у нас в компании. Мы обеспечиваем полный цикл работ от начала и до конца с высоким качеством изделий на выходе.
Конструкция
Название – червячная передача получила благодаря червяку который передает крутящий момент на саму шестерню. Червячная шестерня же имеет зуб с небольшим наклоном для того чтобы увеличить контакт между двумя деталями. Углы наклона могут варьироваться от 45 до 90 градусов. Чем больше нагрузка на механизм, тем меньше угол наклона зубьев.
При работе червяк как бы толкает шестерню и между ними создается большое трение и нагрев обеих деталей, поэтому смазка одно из самых важных моментов в работе червячной паре. Смазка охлаждает детали и обладает антифрикционным свойством. Червяк изготавливается исключительно из стали и подвергается обязательной термообработке для получения максимальной твердости и износостойкости. Поверхность должна быть гладкой и поэтому окончательной процедурой является шлифовка червячного вала.
Материл червячного зубчатого колеса
Шестерня или венец самой шестерни (место где нарезаются зубья) изготавливается из относительно мягкого материала, но менее подверженному трению, с высоким сопротивлением к износу. Для этих более подходит бронза, в редких случаях можно использовать латунь. В передачах где скорость вращения очень низкая используют чугун. Поскольку наиболее частым материалом при изготовлении шестерни используется бронза мы поговорим немного о ней.
Т.к. бронза является недешевым металлом по стоимости, тем более в сегодняшнее время, когда цены меняются и растут почти каждый день, полностью всю заготовку из бронзы делают до 160 диаметра. Более крупные детали для изготовления червячного колеса из бронзы точат исключительно венец, на котором будут нарезаться зубья. Остальная часть шестерни изготавливается из стали и путем нагревания, на горячую запрессовывается с венцом. Для исключения прокручивания используются штифты, вставляемые в насверленные отверстия сделанные между венцом и стальной втулкой. Только после запрессовки обеих частей и закрепления их штифтами заготовка обрабатывается в чистовой размер и потом уже нарезаются зубья.
Виды
Резьба на червячном валу обычно имеет правостороннюю резьбу, но в редких случаях встречается и левая. Обычно левая резьба используется в редукторах промышленного назначения импортного производства.
Есть два вида зацепления червяка:
· Цилиндрические
· Глобоидные
Если поверхность вогнутая, то деталь в зацеплении работает с большим количеством зубьев. При таком принципе работы возрастает КПД от вращения и соответственно и мощность передачи. Единственный минус если его так можно назвать, в сложном производстве таких деталей.
Плюсы и минусы
К плюсам работы червячной передачи можно отнести:
1. Передаточное число которое варьируется от 8 до 100
2. Тишину работы (при необходимом количестве смазки и правильном угле зубьев)
3. Плавность работы данного узла
4. Небольшие размеры механизма
Работа червяка и зубчатого колеса в паре возможна в единственном направлении. При попытке прокрутить в обратную сторону, происходит торможение. Используется в подъемных механизмах.
Основным минусом является дефицит мощности при большом трении. Данный процесс в конечном итоге приводит к износу обеих деталей. К минусом отнесем:
1. Малое КПД
2. Большое трение
3. Быстрый износ деталей
4. Заедание (при недостатке смазывающей жидкости)
5. Трудоемкий процесс изготовления
6. Требуется постоянный контроль работы и его регулировка
Подводя итог хочется сказать что при изготовлении данного механизма требуется большая точность и немалые финансовые затраты.
Металлообрабатывающее производство МеталлСервис возьмет на себя работу в изготовлении полного цикла требуемого для безупречной работы червячной передачи и ее настройку. Мы работаем в сфере услуг металлообработки и изготовлению деталей, запчастей, узлов и механизмов для различного оборудования и организаций, производств или частных фирм.
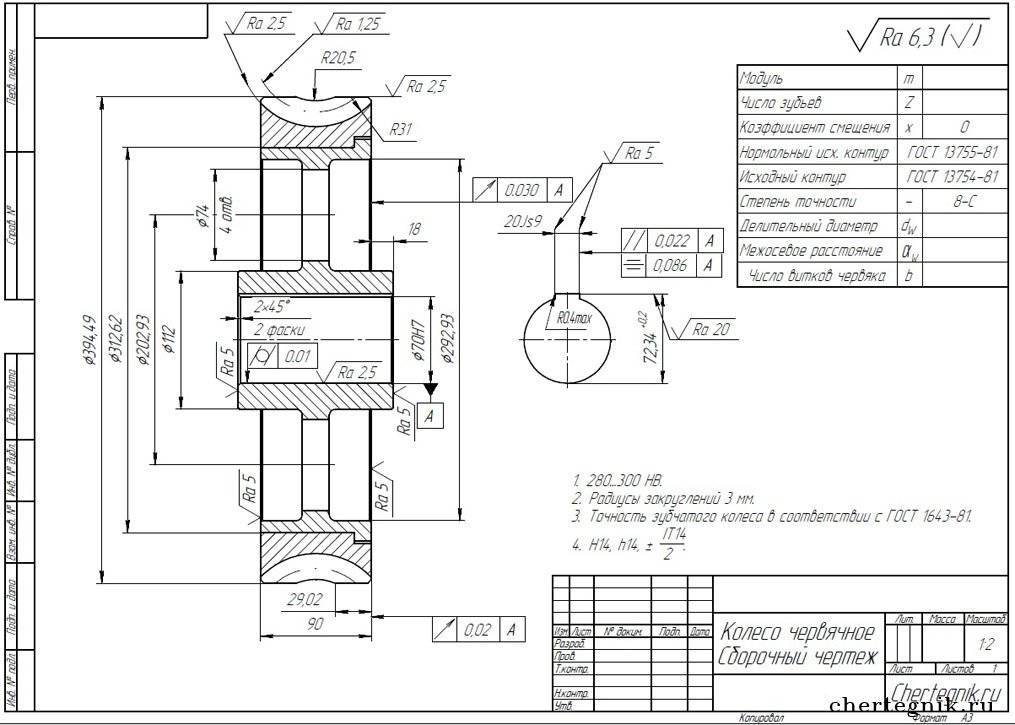
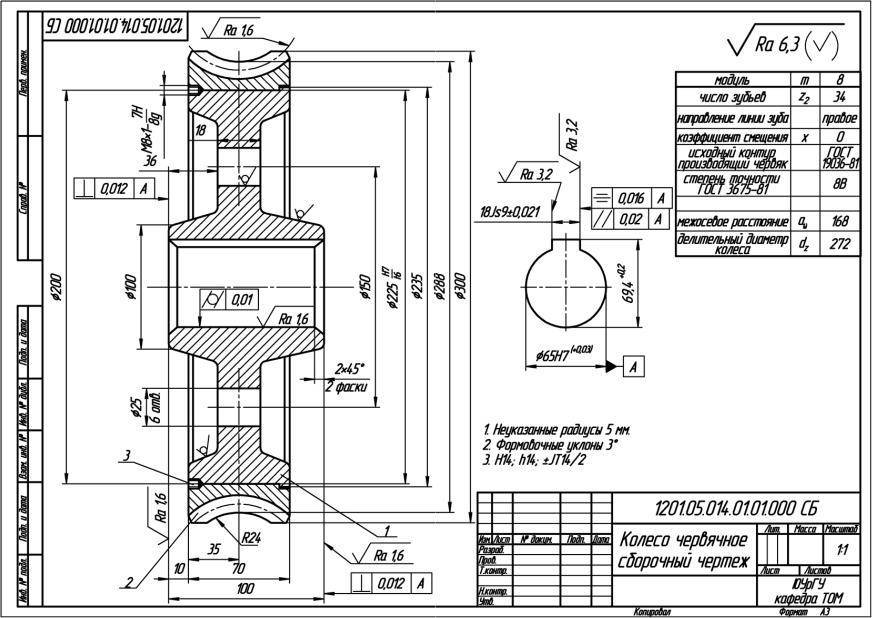
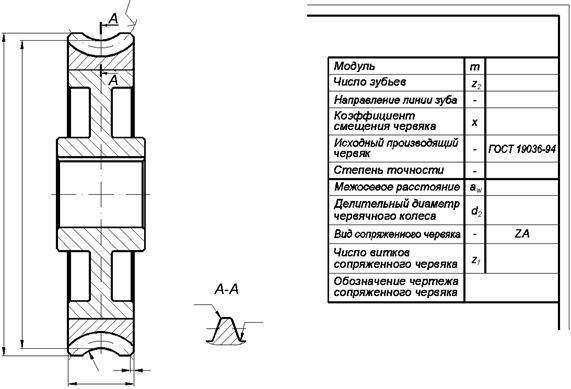
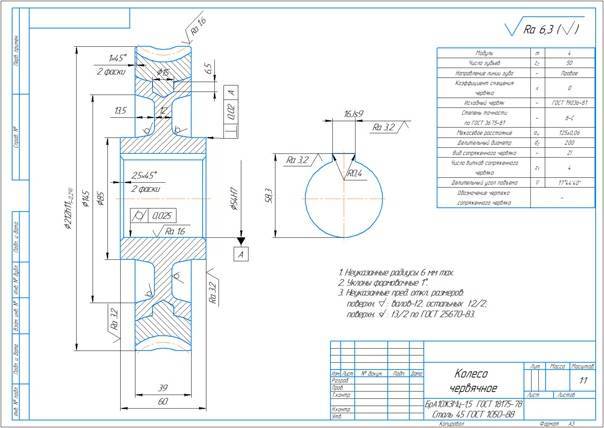
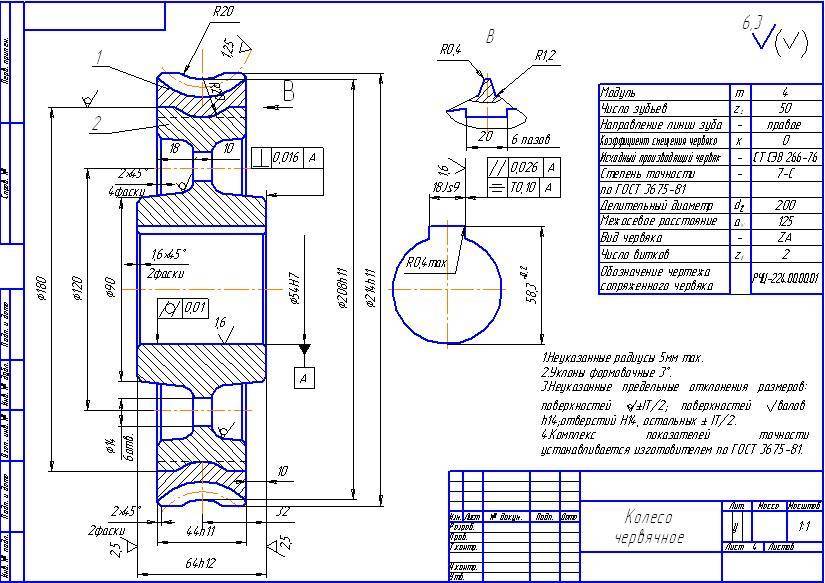
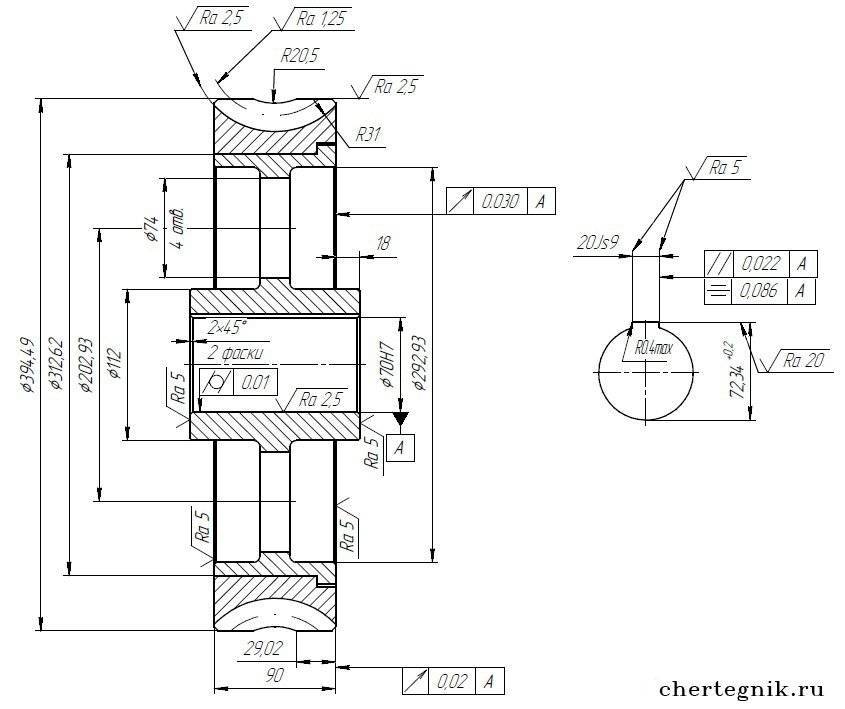
Червячные зубчатые колеса
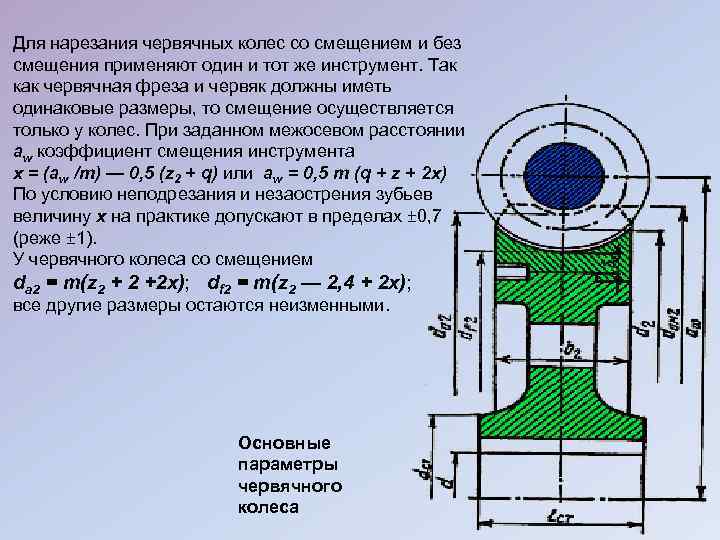
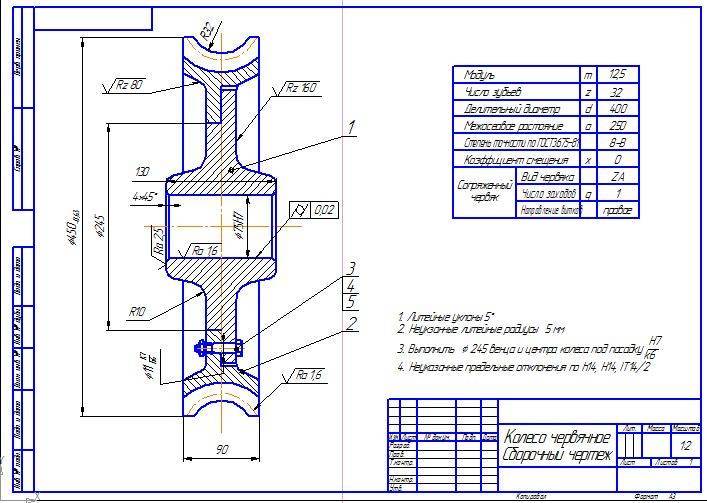
Червячные зубчатые колеса выполняются цельными литыми, или коваными, или составными — из центра и венца, центр отливается из чугуна или стали, а венец из бронзы. Механические свойства и марка бронзы определяют расчетом. Червячные зубчатые колеса для параметров, которые устанавливает ГОСТ 2144-76, рекомендуется выполнять в нескольких исполнениях в зависимости от величины межосевого расстояния и назначения (лист 12).
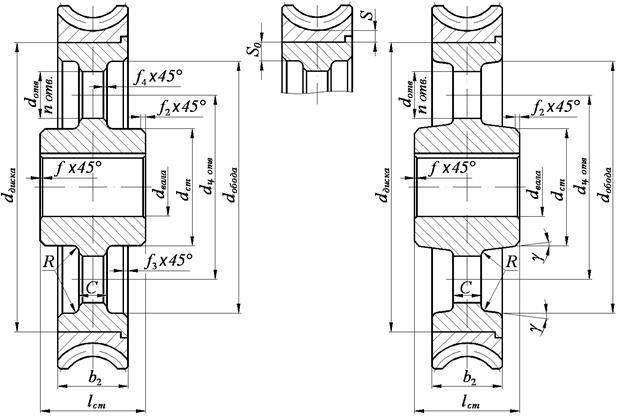
Первое исполнение: зубчатое колесо с бандажом из бронзы, напрессованным на сплошной центр, с межосевым расстоянием от 50 до 200 мм (лист 12, рис. 1).
Второе исполнение: зубчатое колесо с бандажом из бронзы, напрессованным на однодисковый центр с поперечными ребрами, с межосевым расстоянием св. 200 до 500 мм при Lcm < 2b2 (лист 12, рис. 2).
Третье исполнение для тяжелонагруженных червячных зубчатых колес с межосевым расстоянием свыше 400 мм и при длине ступицы Lcm ≥ 2b2 (лист 12, рис. 3).
Четвертое исполнение: цельнолитое однодисковое зубчатое колесо с поперечными ребрами, чугунное с межосевым расстоянием от 200 до 500 мм (лист 12, рис. 4).
Пятое исполнение (рис. 1) — цельнолитое сплошное чугунное зубчатое колесо с межосевым расстоянием от 50 до 200 мм.
Зубчатые колеса четвертого и пятого исполнения применяются для неответственных передач при скорости скольжения vs < 1 м/с, выполненных из чугуна марки СЧ25.
Центр бандажированного зубчатого колеса изготовляется из чугуна марки СЧ20.
Рис.1
Таблица 15
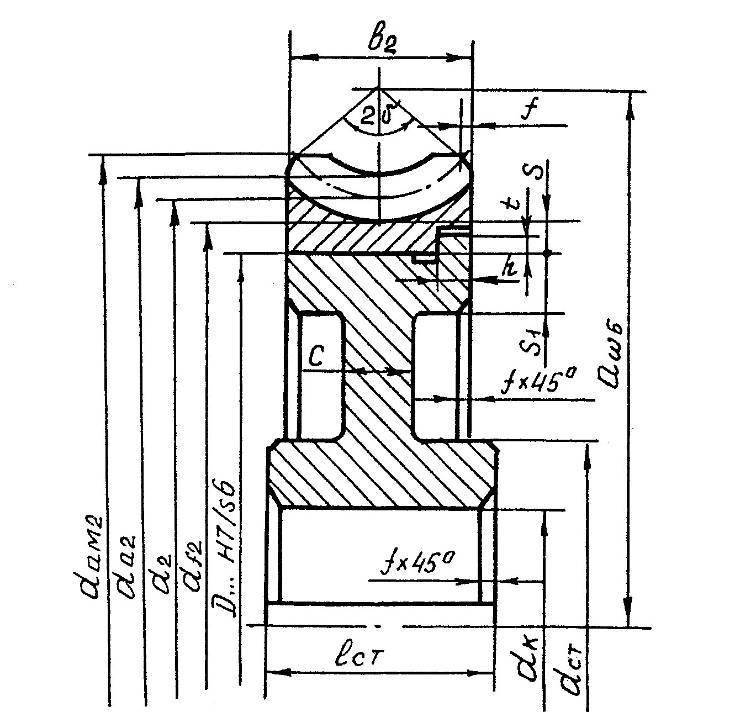
Формулы для определения размеров элементов червячных зубчатых колес
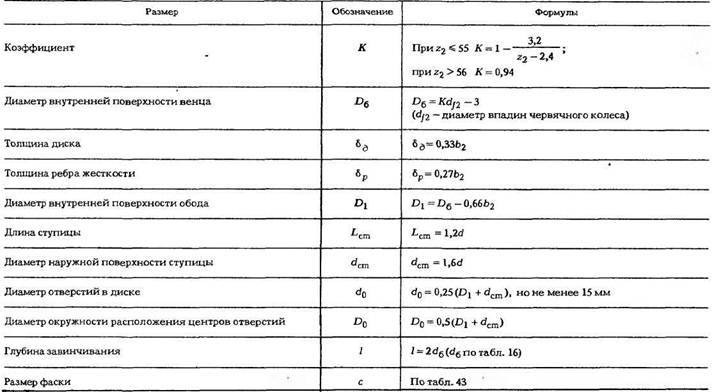
Примечания: 1. Размеры d и Lcm определяют исходя из условий надежности посадки зубчатого колеса на вал, прочности и жесткости вала.
2. При d ≤ 60 мм отверстия в диске выполняют сверлением с допуском на диаметр ± 1 мм.
Формулы для вычисления размеров элементов зубчатых колес приведены в табл. 15.
Таблица 16
Зависимость диаметра и числа винтов от диаметра венца

Чтобы избежать осевого смещения, венец к центру крепят винтами, размеры и число которых приведены в табл.16.
Насаживать венец на центр следует так, чтобы осевые силы, действующие на венец, прижимали его к борту центра; при этом винты разгружаются.
Головки болтов после завинчивания срезают и в местах среза раскернивают.
Посадка венца на центр H7/и7.
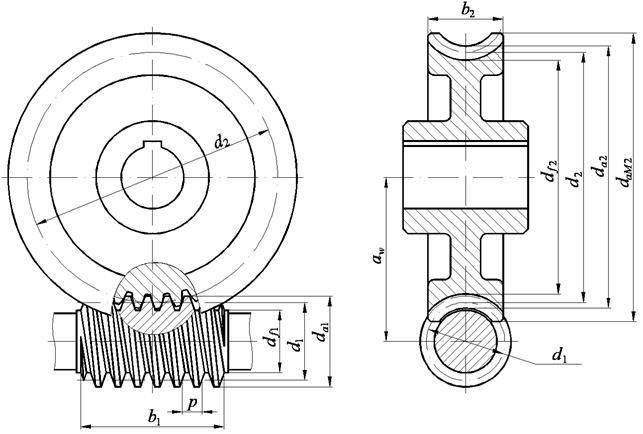
Параметры b2, da2, dam2, dj2, Ra2, z2 определяют при расчете передачи.
Пример. Определить размеры червячного зубчатого колеса при следующих данных: аw= 250 мм; m=10 мм; и = 40; z1 = 1; z2 = 41; b2 = 71 мм; q = 8; х =0,50; d1= qm= 8 ·10 = 80 мм; С*1=С*2= 0,2; h*a1 = 1; d2 = z2m =41·10=410 мм. По приведенным ниже формулам (см. табл. 252) определяют следующие размеры:
da2 = d2 + 2(h*a1 + x)m • 410 + 2(1 + 0,50) 10 = 440 мм;
По формулам табл. 15 определяют:
D6 = Kdf2 — 3 = 0,917-396 — 3≈360 мм;
δд = 0,33b2 = 0,33·71 ≈ 24 мм; δр = 0,27b2 = 0,27·71 = 19 мм;
D1 = D6 — 0,66b2 = 360 — 0,66·71 = 313 мм.
Размеры Lcm, d, D рассчитывают после определения диаметра отверстия d. По табл. 15: l = 2; dσ = 2-10 = 20 мм; п = 8 шт. Размеры da2dam2, df2, Ra2 округляют до второго знака после запятой; D6 и D1 -в меньшую сторону. Диаметры D6 и D1 в интервале от 50 до 110 мм округляют до значений ряда R40, в интервале свыше 110 мм — до значений ряда R40 с учетом значений дополнительного ряда. Размеры δд, δр, D, d, d, dcm, Lcm округляют до ближайших значений ряда R40.
5. Червячные колеса и червяки
Зубчатый венец червячного колеса, по условиям работы червячной пары, должен изготовляться из антифрикционных материалов (бронза, латунь). Обычно червячные колеса выполняют составными: диск и ступица колеса – из стали или из серого чугуна, а венец – из антифрикционного материала.






Применяют следующие способы соединения венца с диском.
Бандажированная конструкция колеса, в которой бронзовый венец посажен на стальной или чугунный диск с натягом (рис. 10, а). Конструкция проста в изготовлении и применяют ее для колес относительно небольших диаметров, а также для колес передач, не испытывающих тепловые нагрузки. При нагреве до высокой температуры вследствие большего температурного коэффициента бронзы посадка может ослабнуть из-за большего линейного расширения бронзы, чем чугуна.
Обычно применяют легкопрессовую, реже прессовую посадку:
Посадочную поверхность выполняют с упорным буртиком (исполнение 1) (рис. 10, а) или без буртика (исполнение 2) (рис. 10, б). Буртик с размерами h=(0,15…0,2)b, t=0,1b предназначен для того, чтобы фиксировать относительное положение деталей при запрессовке, но в то же время он уменьшает посадочную поверхность, усложняет конструкцию и технологию. По этим соображениям конструкцию без буртика следует признать предпочтительной. Возможные неточности сборки устраняют последующей обработкой поверхностей после сборки.
Для предотвращения взаимного смещения венца и ступицы в плоскости соединения поверхностей стопорят 3…4 винтами с последующим срезанием головок (рис. 10, в). Размеры винтов: диаметр dB=(0,8…1,0)S, длина lВ=(2…3)dB.
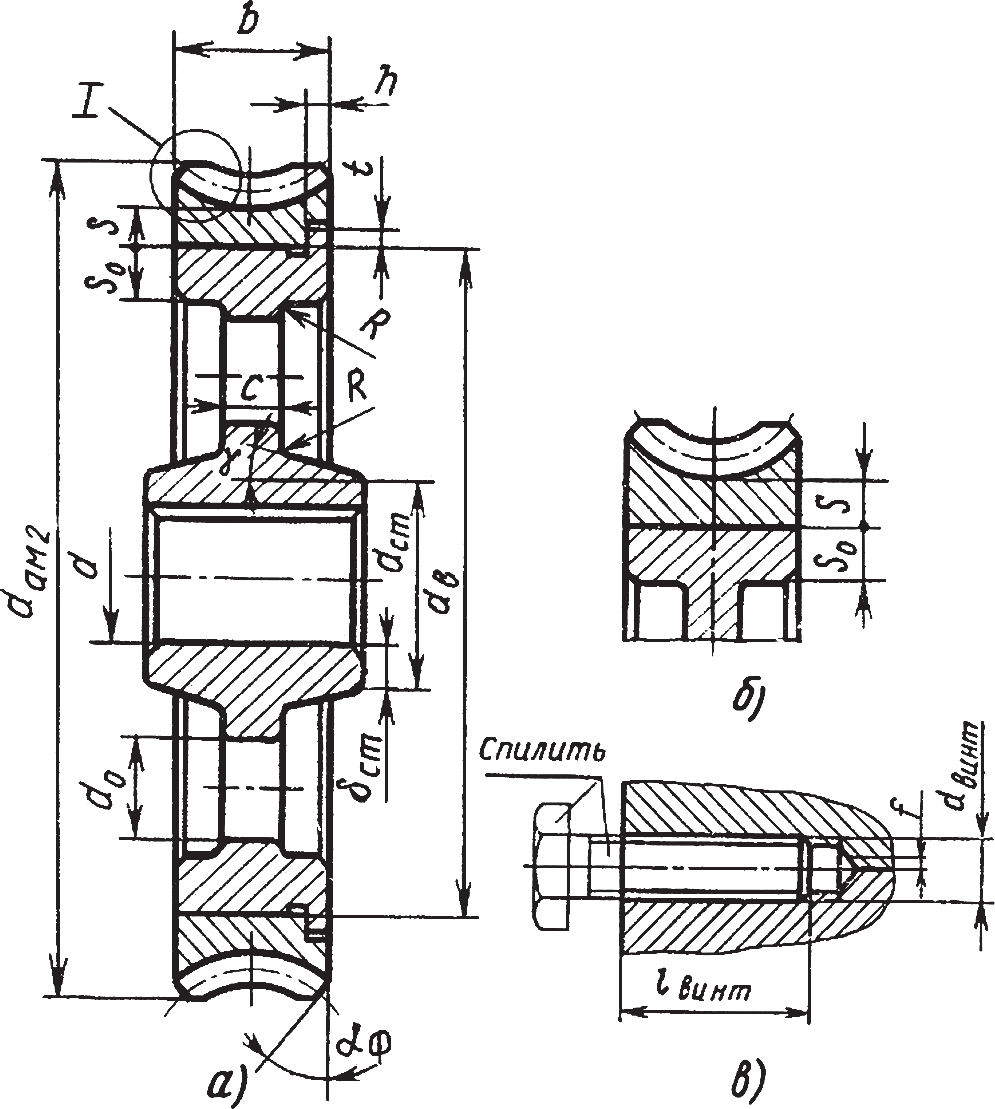
Рис. 10. Червячные колеса
В соединении без буртика винты ставят с двух сторон в шахматном порядке.
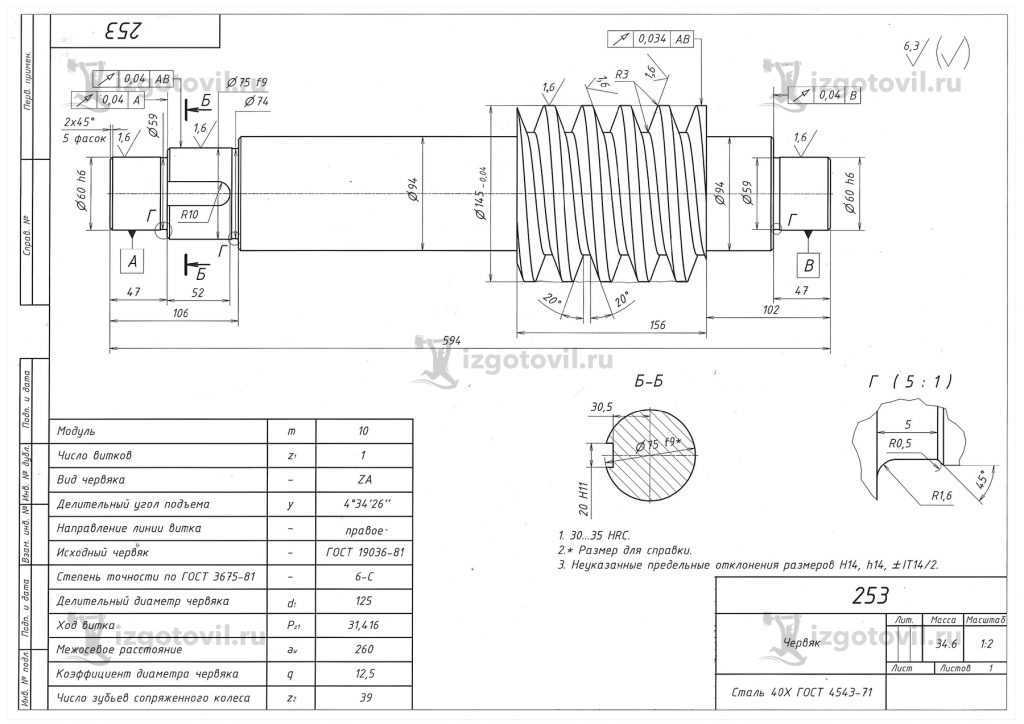
Червяк представляет собой вал с приложенной нагрузкой между опорами и на консоли. По конструкции на червяке, как на любом валу, необходимо выдержать расположение и размеры всех сопрягаемых элементов (заплечика, буртика, галтелей, проточек, посадок и др.), которые дадут возможность обеспечить соединение и работоспособность сопрягаемых деталей: шарикоподшипников, уплотнений, шпонок, муфт и др. для работы передачи.
Размеры выступающего из редуктора конца вала-червяка согласовывают с соответствующими размерами вала электродвигателя и соединительной муфты.
Червячные колеса, как правило, вращаются с небольшой скоростью, поэтому нерабочие поверхности обода, диска и ступицы колеса оставляют необработанными, но тщательно очищенными и делают конусными с большими радиусами закруглений.
Расчет передаточного числа червячной передачи
Ведущая деталь, передающая вращение – червяк, не имеет зубьев. На нем нарезается резьба с числом заходов: 1, 2, 4. Червяки с 3 витками ГОСТом не предусмотрены. Их можно рассматривать и рассчитывать только теоретически. При расчете передаточного числа вместо количества зубьев шестерни берется число заходов резьбы.
Рассчитать передаточное число червячной передачи, формула аналогична другим зубчатым зацеплениям:
где U – передаточное число; Z1 – число заходов на червяке; Z2 – количество зубьев на колесе.

Обратная передача крутящего момента от колеса на червячный вал невозможна. Из-за сильного трения зубьев и низкого КПД передачи колесо не может быть ведущим. Это позволяет не делать тормоза в подъемных механизмах. Достаточно регулировать вращение червячного вала.
Расчет передаточного отношения
Величина передаточного отношения червячной передачи рассчитывается по отношению скорости скольжения червяка и вала.
Где V1 – скорость скольжения червяка; V2 – скорость скольжения червячного колеса. Аналогично w1 и w2 угловые скорости; dδ1, dδ2 – диаметры.
Произведя подстановку формул значений скоростей скольжения, и математические сокращения получает формулу передаточного отношения червячной передачи:

Где i – передаточное отношение. В червячном зацеплении оно равно передаточному числу.
Характеристики червячных передач нормируются по ГОСТ 2144-76. Для червяка с 1 и 2 заходами передаточное число может иметь значение 8-80. Для 4-заходных червяков разбег значений меньше, в пределах 30-80.





