

Технические характеристики комбинированных пресс-ножниц НВ5222
| Наименование параметра | НВ5221 | НВ5222 | НГ5222 |
| Основные параметры пресс-ножниц | |||
| Наибольшая толщина листа, мм | 13 | 16 | |
| Наибольшие размеры обрабатываемой полосы листовыми ножницами (толщина х ширина), мм | 16 х 150 | 18 х 190 | 16 х 150 |
| Наибольшие размеры круга (диаметр), обрабатываемого сортовыми ножницами, мм | 45 | 50 | 45 |
| Наибольшие размеры квадрата, обрабатываемого сортовыми ножницами, мм | 40 | 45 | |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 125 х 125 х 12 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 90 х 90 х 9 |
| Наибольшие размеры уголка при резке специальными ножами под 90°, мм | 160 х 160 х 12 | 160 х 160 х 12 | |
| Наибольшие размеры швеллера, номер профиля | 18 | 18а | 18 |
| Наибольшие размеры двутавра, номер профиля | 18 | 18 | 18 |
| Наибольший диаметр пробиваемого отверстия дыропробивным прессом (диаметр х толщина материала), мм | Ø 30 х 16 | Ø 32 х 16 | Ø 30 х 16 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 80 х 63 х 10 | 70 х 65 х 10 | |
| Наибольшее расстояние от оси дыропробивного пресса до станины (вылет), мм | 500 | 500 | 500 |
| Число непрерывных ходов ножа в минуту не более | 58 | 53 | |
| Число одиночных ходов ножа в минуту не более | 18 | 17 | 18 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 70..1000 |
| Номинальное усилие реза, кН (тс) | 400 (40) | 630 (63) | 400 (40) |
| Электрооборудование машины | |||
| Электродвигатель, кВт (об/мин) | 4,8 (2790) | 4,8 (2790) | 4,8 (2900) |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 1900 х 700 х 1950 | 1780 х 1030 х 1865 | 1900 х 1660 х 1950 |
| Масса пресс-ножниц, кг | 2070 | 2500 | 1940 |
Список литературы:
Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
Живов Л.И. Кузнечно-штамповочное оборудование, 2006
Кузьминцев В.Н. Ковка на молотах и прессах, 1979
Розанов Б.В. Гидравлические прессы, 1959
Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
Щеглов В.Ф. Кузнечно-прессовые машины, 1989
Берлет Разработка чертежей поковок, 2001
Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
Романовский В.П. Справочник по холодной штамповке, 1965
Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
Кузьминцев В.Н. Ковка на молотах и прессах, 1979
Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Связанные ссылки. Дополнительная информация
- Заводы производители кузнечно-прессового оборудования в России
- Классификация и обозначение гидравлических и кривошипных прессов
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Машины гибочные и правильные
- Ножницы гильотинные, пресс-ножницы
- Молоты
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Нюансы конструкции станков НГ
Станки НГ нашли широкое применение во всевозможных областях производства. Это обусловлено широкой функциональностью и внушительных техническими характеристиками станков. Потому с их применением и назначением следует познакомиться более детально. Но для этого следует разобраться в элементах конструкции НГ.
Пресс ножницы комбинированные обеспечивают выполнение нескольких различных операций, избегая предварительных изменений настроек устройства. Это возможно благодаря четырем рабочим зонам. Работа может осуществляться в любой последовательности. Менять при этом инструменты не требуется. Именно так достигается быстрая, экономичная и производительная обработка заготовок.
Что вам следует знать про конструкцию этого станка?
- Станина состоит из пары металлических листов — заднего и переднего. Они соединены с основанием методом варки.
- Четыре расточки в станине служат для монтажа приводов секций, приводных валов станках НГ.
- Приводы дыропробивных и сортолистовых секций идут от электромотора через зубчатые и клиноременные передачи на эксцентриковый вал.
- Рычаги зарубочных устройств станков непосредственно связаны с ползунами сортолистовых секций за счет тяги.
- Ползуны дыропробивных секций уравновешены за счет специальных пружинных уравнителей.
- Механизм, предназначенный для резки уголков, квадратов, металлических кругов состоит из 2 плит. Одна подвижная, вторая — неподвижная. Подвижная плита закреплена в гнезде ползуна сортолистовой секции. Неподвижная часть помещена в гнезде станины и зафиксирована с помощью Г-образных пружин.
- Зарубочные и листовые агрегаты включают в конструкцию неподвижные и подвижные ножи — 3 и 2 единиц соответственно.
- Пресс ножницы предусматривают наличие трех рабочих мест, которые могут обслуживаться одним оператором.
- Электрическая схема модернизирована, если сравнить НГ5222 и пресс ножницы комбинированные н5222а. Данная электро схема позволяет пресс ножницам работать на одиночных и непрерывных ходах.
- Управление пресс ножницами является педальным, кнопочным.
Комбинированная схема станка обеспечивает его многозадачность при максимальной эффективности и экономичности. НГ5222 занял свою нишу на рынке пресс ножниц и уверенно сохраняет лидирующие позиции.
Отменные технические характеристики, привлекательная стоимость и высокие показатели производительности делают станок НГ5222 один из наиболее предпочтительных устройств. Цена пресс ножниц составляет от 1000 долларов. Достаточно приемлемая стоимость при таких параметрах станка.
Получить консультацию
Пресс-ножницы комбинированные НГ5222 номинального усилия 40тс с механическим приводом служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате. Имея четыре рабочие зоны, пресс-ножницы позволяют выполнять несколько операций без смены инструмента и любой последовательности.
Пресс-ножницы комбинированные могут найти свое применение на машиностроительных, ремонтных и других заводах, в коммерческих производствах и ремонтных участках, строительных организациях.
Пресс-ножницы НГ5222 нашего производства поставлены в центральный федеральный округ, Северо-Западный ФО, Южный ФО, Северо-Кавказский ФО, Приволжский ФО, Уральский ФО, Сибирский ФО и страны СНГ.
2 Коротко об основных разновидностях ПН
Комбинированные пресс-ножницы для резки металлолома и проката бывают следующих видов:
- дисковые и рычажные (ручные);
- гидравлические;
- контейнерные.
Также описываемые устройства делят на стационарные и мобильные.
Ручные ПН оптимальны для выполнения небольших по объемам работ по разрезанию металлолома, профильного и листового металла, уголка и арматуры. Рычажные приспособления располагают двумя ножами (как правило, длиной не более 10 сантиметров), один из которых крепится к станине (что делает его неподвижным).







Изготавливаются такие ножи для пресс-ножниц из инструментальных сталей. В отечественной практике чаще всего используются сплавы Р18, У8, У9. Ручные ПН дают возможность разрезать стальные прутки шириной до 30 см сечением до 1,3 см, а также листы толщиной до 5 мм. Рычажные ручные ножницы, кроме того, используются для резки цветных металлов толщиной не более 6 мм.
Более эффективными и функциональными считаются дисковые приспособления. Такие ручные инструменты позволяют раскраивать и резать металлические заготовки без особых усилий, обрезать кромки, прорезать щели и высекать пазы. Лезвия на них очень долговечные, за счет чего ручные ножницы демонстрируют высокую работоспособность.
Контейнерные пресс-ножницы, которые часто называют горизонтальными, рекомендованы для резки металлолома. Они имеют специальную камеру, где и производится обработка металла. За счет этого стружка, образующаяся в процессе работы, не разлетается в стороны, что увеличивает безопасность труда оператора.

Для подачи металлолома в камеру предназначено специальное загрузочное окно. Сама же подача может осуществляться вручную при помощи электромагнита или грейфера. Контейнерные пресс-ножницы обеспечивают разное усилие резки. Есть маломощные агрегаты с усилием не более 2 тысяч кН. Существуют и более мощные пресс-ножницы для лома с развиваемым усилием в 4–5 кН.
Мобильные КПН от стационарных отличаются тем, что их можно перевозить и выполнять металлообрабатывающие операции на разных объектах. В большинстве случаев такие агрегаты на машинах дополнительно оснащаются краном-манипулятором, облегчающим процесс загрузки металла в камеру установки. Другими словами, мобильные ПН – по-настоящему автономные устройства, которые несложно доставить на требуемое место выполнения работ.
Популярные модели КПН
Выпускается большое количество разновидностей комбинированных пресс-ножниц промышленного типа. В России наибольшее распространение получили следующие модели — СМЖ625, НВ5221, НВ5222, НВ5224. Самой популярной моделью остается установка НВ5221. Ниже мы кратко рассмотрим особенности этих моделей.

СМЖ625
Относится к категории простых, компактных и дешевых моделей, с помощью которых можно производить все базовые работы с металлом. Сферы назначения — резка фасонного или сортового металлопроката, работа с металлическими листами, пробивка отверстий, изготовление треугольных насечек. Установку СМЖ625 можно адаптировать для использования на территории открытых площадок. Дополнительная применения СМЖ625 — это работа с металлом, металлопрокатом на территории строительных площадок с низким или средним уровнем загрязнения. Станок используется в условиях умеренного климата.
НВ5221
Эту модель относят к категории крупных массивных станков, которые предназначены для работы с крупными партиями металла. НВ5221 подходит для работы со всеми популярными типами металлопроката (фасонный, сортовой, полосовой). Этот станок можно применять для изготовления отверстий, вырубки различных выемок и насечек. Прибор имеет 4 активных зоны. Это позволяет значительно увеличить производительность труда, что будет весьма кстати в случае крупных металлургических производств (машиностроение, изготовление военной техники, строительство морских судов, ремонтные работы). Станки НВ5221 имеют небольшие отличия исполнения, связанные с климатом преимущественного использования. Простой пример: УХЛ-модификация станка НВ5221 применяется для работы в условиях умеренного или холодного климата.
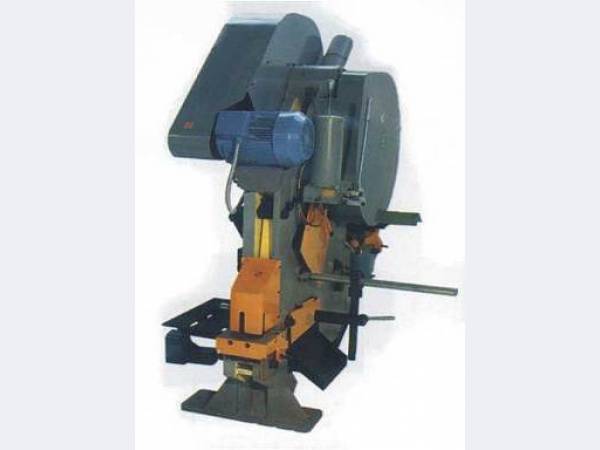
НВ5222
Эта модель является модификацией предыдущей системы НВ5221. Крупное отличие установки этого типа — 4 зоны пресс-системы НВ5222 работают в полностью автономном режиме. Это позволяет оператору эффективно налаживать работу на производстве. Модель НВ5222 предназначена она для работы со всеми типами металлопроката, для резки листового металла, для изготовления отверстий, насечек или выемок. Эта модель ножниц используется на строительных либо машиностроительных производствах. Еще одна сфера применения — небольшие компактные цеха, специализацией которых является демонтаж сборных металлических конструкций (станки, оборудование).







НВ5224
Эта установка является усовершенствованной модификацией модели НВ5221. Прибор универсален — он подойдет для обработки листов, металлопроката, различных заготовок и цельных деталей. Как и классическая модель, система НВ5224 разделено на 4 зоны, которые выполняют все основные операции с металлом — резка, изготовление отверстий, прессование. Базовые отличия НВ5224 — усовершенствованная автоматика, использование более прочных металлических сплавов с антикоррозийными добавками, наличие оборудования для проведения зарубочных операций, возможность рубки уголкового металлопроката.
Разновидности ножниц
Пресс-ножницы могут отличаться друг от друга по массе параметров — тип привода, мощность, габариты, перечень доступных операций, количество активных зон. Основными разновидностями являются следующие виды КПН — рычажные, дисковые, гидравлические, контейнерные, для лома.
Рычажные системы
Подобные ножницы обладают небольшими размерами, поэтому они годятся для обработки небольших деталей. Их используют в небольших мастерских или цехах, а также в пунктах приема металлического лома. Рычажные системы обладают небольшим весом, поэтому при необходимости их можно быстро переместить с одного места в другое. Принцип работы подобных систем выглядит так:
- На установке друг над другом закрепляется два гильотинных ножа. Длина лезвий обычно не превышает 10 сантиметров. Нижний нож закреплен неподвижно, тогда как верхний нож приводится в действие мускульной силой.
- Чтобы произвести резку, прессование или сделать отверстие человек помещает деталь в рабочую зону. Потом он дергает за рычаг, который создает необходимый уровень давления, что приводит к разрезанию детали.
- Как ясно из описания, у рычажных систем отсутствуют электрические элементы. Поэтому такими установками можно производить резку в любом месте без необходимости подсоединения системы к источнику электроэнергии.

Дисковые системы
Подобные установки по строению и характеру использования похожи на рычажные системы с некоторыми важными отличиям:
- Вместо гильотинных ножей применяются два острых диска, которые вращаются в противоположном направлении относительно друг друга.
- В большинстве случаев диски подключены к электрическому источнику энергии. Управление системой осуществляется с помощью рычага, который позволяет поднести диск в активную зону.
Дисковые системы обладают множество плюсов. Плюс заключается в том, что работнику не понадобится тратить свою энергию для работ, поскольку резка осуществляется с помощью электрических дисков, подключенных к генератору. К тому же подобная резка является быстрой и точной, а деформация и заусенцы у детали не образуются. Дисковые установки обычно обладают небольшими размерами, поэтому они также годятся только для обработки небольших деталей в условиях мастерских или небольших цехов.
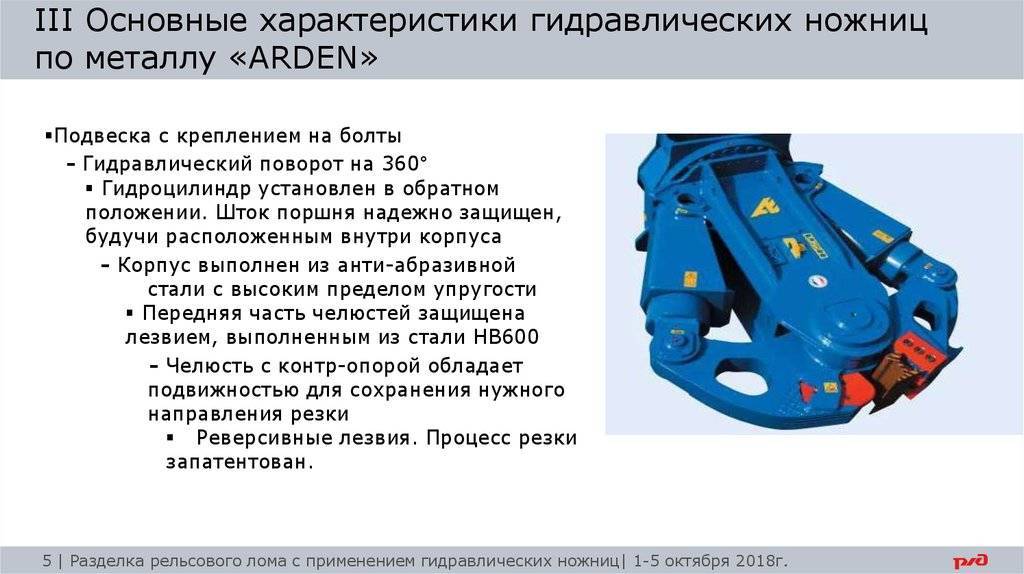
Гидравлические системы
Гидравлические КПН обычно обладают средними или большими размерами, а используют их обычно в средних и крупных промышленных цехах на производствах. Гидравлика позволяет развить высокое давление, что позволяет резать, обрабатывать даже самые толстые и прочные металлические детали.
Основа гидравлических установок обычно сделана из бетона, а станина делается сварным методом. Для резки обычно используются два массивных ножа, которые подключены к гидравлическому прессу. Станина обладает достаточно большими размерами, что позволяет ей гасить вибрации во время работ, что позволяет заметно повысить качество резки. Гидравлические КПН-системы могут резать металл под углом. Поэтому с их помощью можно также делать сложные каркасные конструкции или детали для автомобилей.

КПН для лома
Подобные системы обладают очень большими размерами, а обладают они механическим или механико-гидравлическим принципом работы. Такие системы применяются для утилизации лома — металлического, автомобильного, сталеплавильного. Ножницы для переработки лома используются на крупных металлургических заводах в составе более сложных систем. КПН для лома обычно оснащаются несколькими автономными секциями, что позволяет заметно ускорить, упростить работу оператора. Также многие системы оснащаются камерой прессования, которая позволяет пакетировать металлолом.
Контейнерные системы
Подобные системы по конструкции и строению аналогичны предыдущим установкам с той лишь разницей, что контейнерные установки являются более мобильными. Тогда как системы для работы с ломом обычно монолитные системы. При необходимости контейнерную установку можно быстро демонтировать и транспортировать на нужное место, что заметно повышает мобильность КПН. Во всем остальном КПН аналогичны предыдущим системами — они состоят из нескольких независимых отделов, установка оснащается специальной камерой для прессования нарезанного металлолома.










Преимущества рубки профиля гильотиной
При рубке гильотинными ножницами отмечается минимальная деформация при одновременном качестве и точности реза. После данного процесса нет необходимости в дополнительной механической обработке.
Рубка осуществляется и в продольном, и в поперечном направлении. При этом существует возможность производства профиля, имеющего нестандартные размеры. Можно осуществлять обработку рубкой гнутого профиля из труднообрабатываемых материалов. Это зависит непосредственно от используемого оборудования. Также при гильотинной рубке количество отходов в виде опилок или стружки минимально.
Конечно же, к преимуществам рубки металлического профиля при помощи гильотинных ножниц относится и высокая скорость и производительность процесса.
Автоматические гильотинные ножницы дают возможность использовать установки, которые сохранены в компьютерной памяти, для осуществления сложных работ. Такое оборудование обладает обширным спектром настроек. И в каждом отдельном случае можно подобрать определенные параметры рубки. Кроме того, несомненным достоинством автоматических гильотинных ножниц считается возможность осуществлять пакетную рубку профилированного металла.
Типы пресс-ножниц
Гидравлические

Обеспечивают быструю и точную резку, экономят расходные режущие приспособления. Используются в ремонтных цехах, на машиностроительных предприятиях, комбинатах по производству и утилизации металлоконструкций.
Оборудование состоят из станины, которая изготавливается методом литья или сварным способом. Она должна быть сверхпрочной: выдерживать усилия от работы гидравлической машины, вес конструкции и обрабатываемого металла. Станина крепится вертикально к основанию из бетона. Ход ножей осуществляется по строго заданной траектории. Гидравлические пресс-ножницы работают от силового гидроцилиндра.
На таком оборудовании ползун можно дольше выдерживать в крайней нижней точке, что улучшает качество реза. В некоторых аппаратах присутствует функция угловой резки профиля и возможность дальнейшей гибки. Если заменить ножи на матрицы и пуансоны, пресс-ножницы гидравлического типа можно использовать в качестве пресса — для изготовления штампованных деталей.
Аллигаторные и арматурные

Вместо фрикционной муфты в конструкции предусмотрена жесткая муфта с поворотными шпонками. Она проще в конструктивном плане, более неприхотлива в обслуживании и не требует постоянной подачи сжатого воздуха. При этом скорость основного исполнительного механизма ножниц ниже. Ползун в устройстве совершает качательные движения вместо возвратно-поступательных.
При разделке крупного материала такое устройство обеспечивает функциональность пресс-ножниц при высокой величине рабочего хода. Разделывать металлолом на оборудовании проще — расстояние между подвижными и неподвижными ножами на нем больше. При этом качество резки немного снижается.
Схожую схему имеют арматурные ножницы. Главное отличие заключается в диапазоне разрезаемых диаметров — в арматурных пресс-ножницах он меньше. Привод конструкции — одноступенчатый, что уменьшает габариты оборудования и увеличивает суммарный КПД привода.
Ручные
Применяются на частном производстве, в мелком бизнесе, в слесарных мастерских и местах приема металлолома. Ручные пресс-ножницы рассчитаны на небольшое количество обрабатываемого металлолома, профильного и листового металла, создание заготовок малого размера.
Оснащены многофункциональной рабочей зоной, которая не требует дополнительной наладки по ходу работы. Рычажные приспособления имеют два ножа, один из которых неподвижно крепится к станине, второй двигается под действием рычажного механизма в вертикальной плоскости. Рычаг функционирует за счет мускульной силы оператора и системы механических передач.










С помощью такого оборудования возможна резка полосы, вырубка узких пазов, сортового профиля, выполнение отверстий. Аппарат компактен, не требует заливки фундамента, его легко перенести и смонтировать в другом месте.
Пресс-ножницы комбинированные НГ5222
Пресс ножницы НГ5222 комбинированные предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов.
Пресс ножницы широко используются, как на небольших предприятиях, так и на крупных производствах, железобетонных комбинатах и др.
Предназначены для рубки полосы, круга и квадрата.
Пресс-ножницы НГ5222 производят:
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
Технические характеристики
| Параметры станка | НГ5222 | НГ5223 |
| Наибольшие размеры обрабатываемого проката, мм | ||
| толщина и ширина полосы | 16х150 | 18х190 |
| диаметр круга | 45 | 60 |
| сторона квадрата | 40 | 45 |
| Равнобокий уголок, отрезка | ||
| под углом 90 град | 125х12 | 125х14 |
| под углом 45 град | 90х9 | 100х10 |
| Наибольший профиль: | ||
| Двутавра | 18 | 18а |
| Швеллера | 18 | 18а |
| Пробиваемое отверстие, мм | ||
| Диаметр | 30 | 32 |
| толщина материала | 16 | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм | ||
| Толщина | 10 | 10 |
| Длина | 70 | 60 |
| Ширина | 65 | 65 |
| Номинальное усилие пресса, кН | 400 | 830 |
| Масса, кг | 2270 | 2500 |
| Габаритные размеры, мм | 1900х1600х1950 | 1800х1700х1885 |
| Мощность электродвигателя, кВт | 4.8 | 4.0 |
Пресс-ножницы комбинированные модели НГ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С.
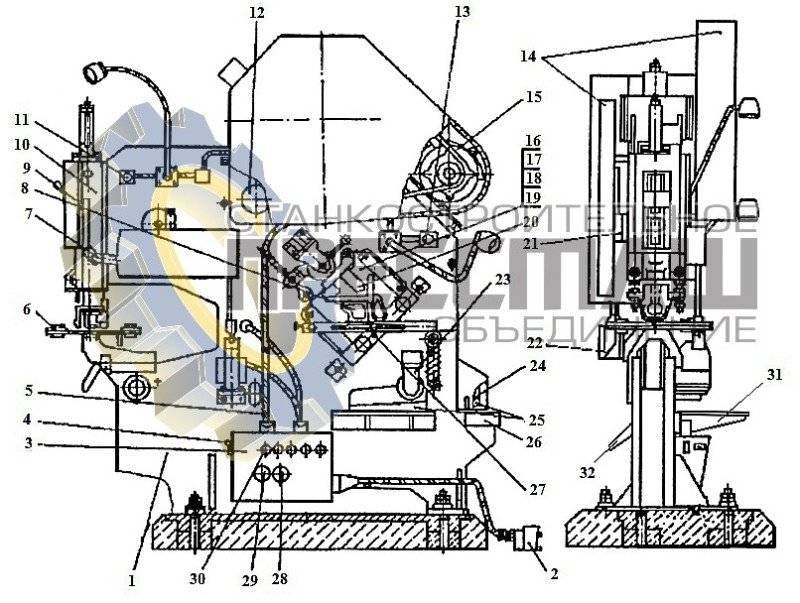
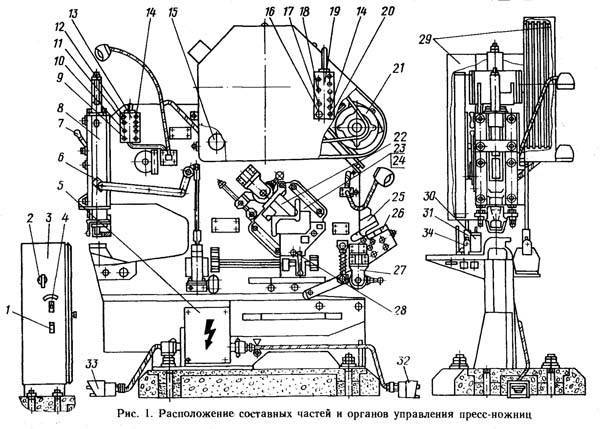
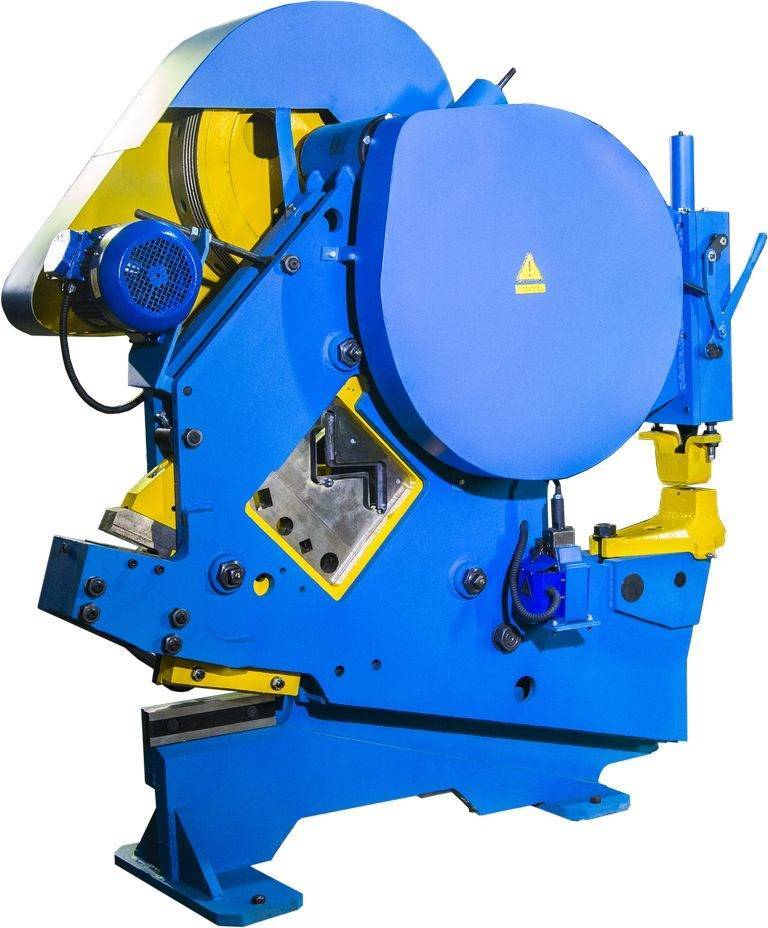
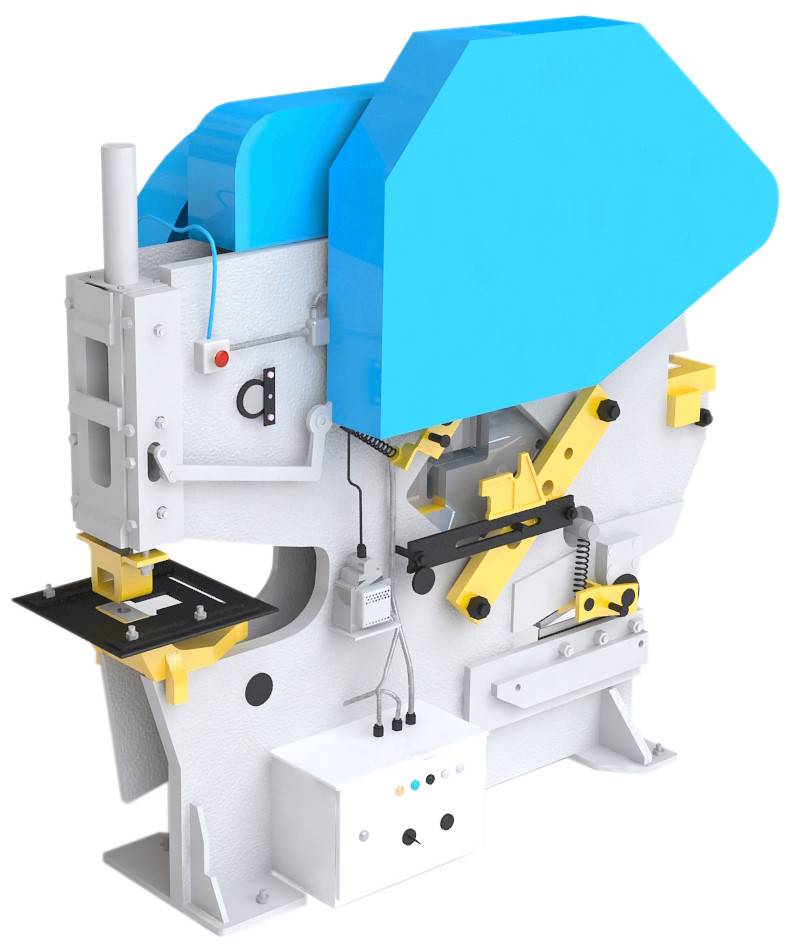
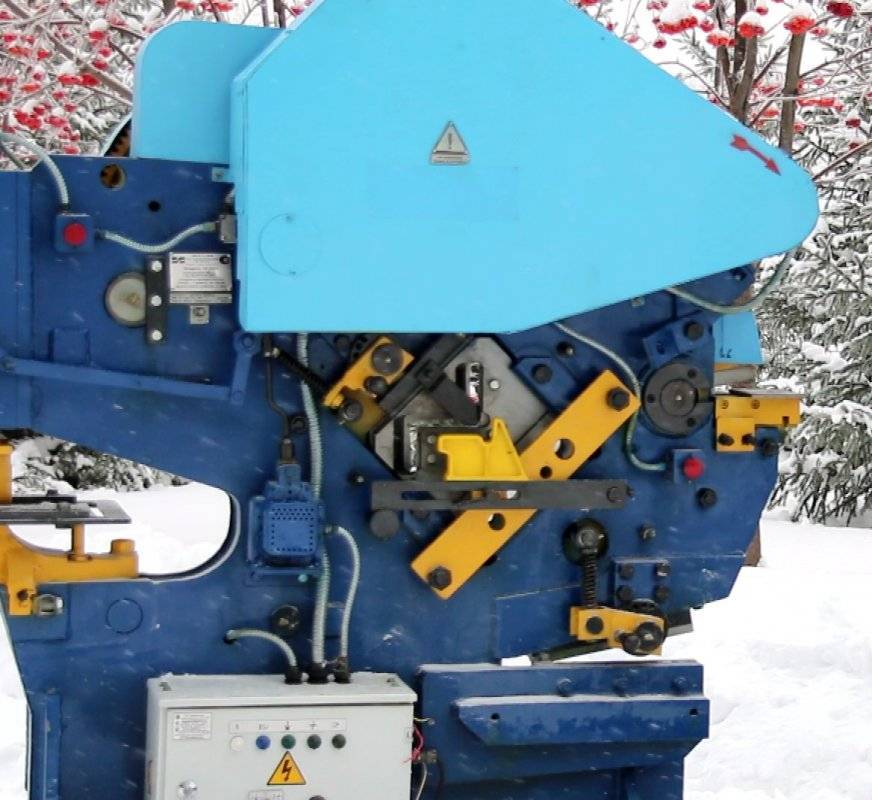
Общий вид комбинированных пресс-ножниц
Составные части комбинированных пресс-ножниц
Пресс-ножницы комбинированные с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовои секции.









Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
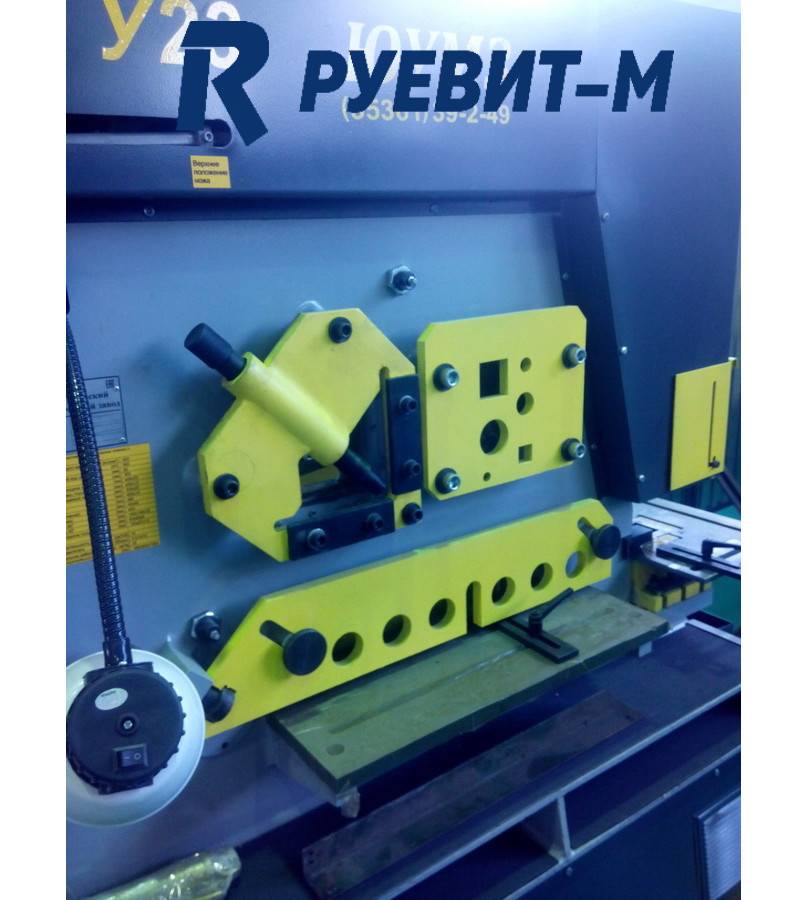
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образ-ными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки. Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы имеют три рабочих места, обслуживаемые одним оператором. Электросхема обеспечивает работу пресс-ножниц па непрерывных и одиночных ходах. Управление кнопочное и педальное. Смазка густая, комбинированная.





