

Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
- На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
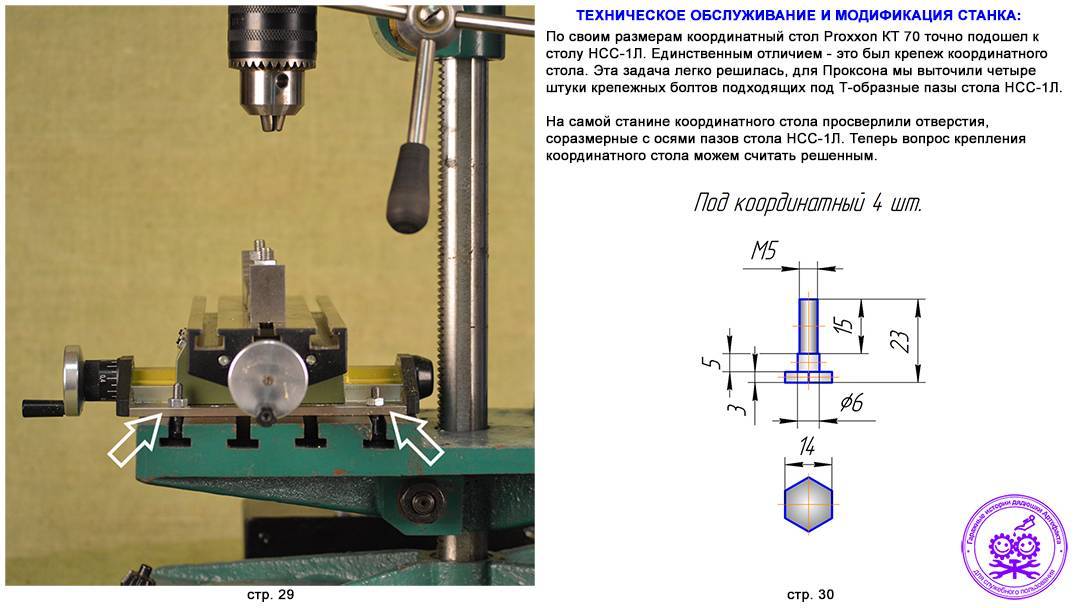
- Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
Индексируемые html ссылки, сквозное размещение, заметные места в топе.
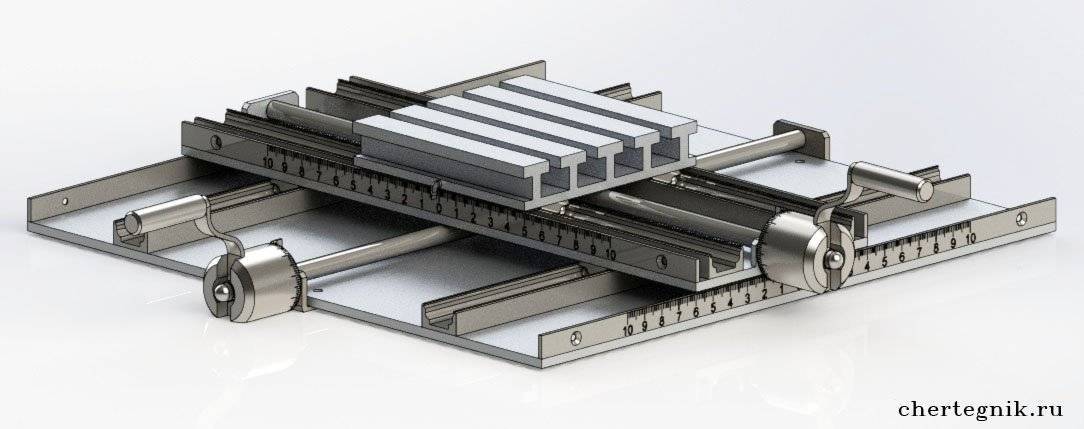
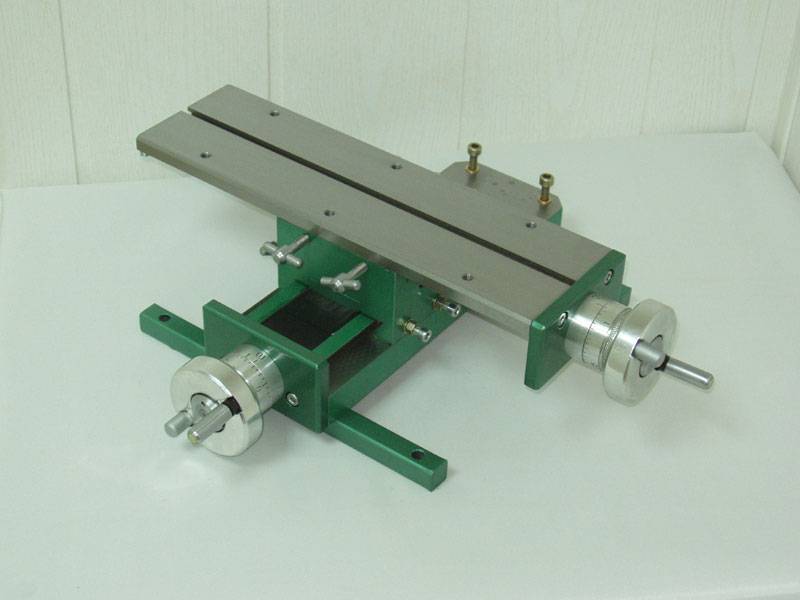
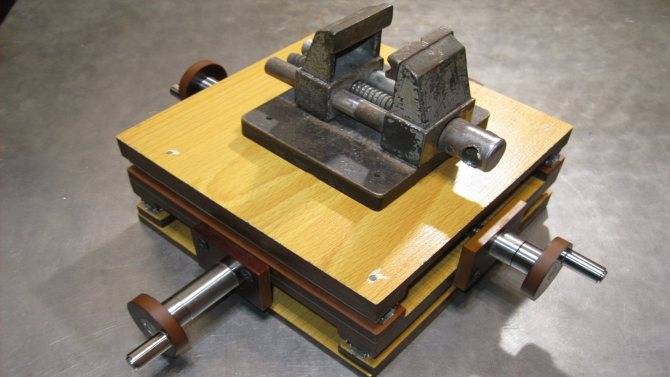
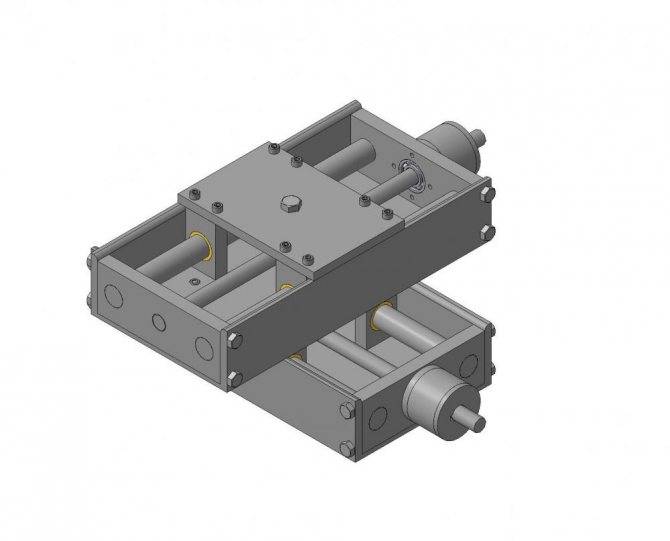
Девайс от Виктора Travelller — координатный столик для сверлильного станка. Как я понял из описания, он может выполнять две функции. Во-первых, с ним не надо больше переставлять тиски откручивая и закручивая гайки, что несколько напрягает. А во-вторых, заменив сверло на твердосплавную фрезу и постепенно подавая заготовку под инструмент, можно фрезеровать в металле пазы различной формы. Но об этом попозже, сначала об устройстве.
Параметры столика:
- Длина 350 мм
- ширина 350 мм
- толщина — 65 мм.
- Полная длина направляющих 300мм.
- Точность около 0,1 мм
- Ход каждой каретки 94мм. (С этими геометрическими параметрами можно было и 105мм,но лень было отпиливать шайбы).
- Грузоподъемность до 15 кг (хотя, этот параметр больше лимитируется самим столиком сверлилки).
Для изготовления стоика потребовались конструкционные износостойкие инструментальных профилей марок Ст1-Ст-3 (можно и хуже), Использовался профиль 20х20 толщиной 2 мм. аналогичный крепеж, и подшипники.
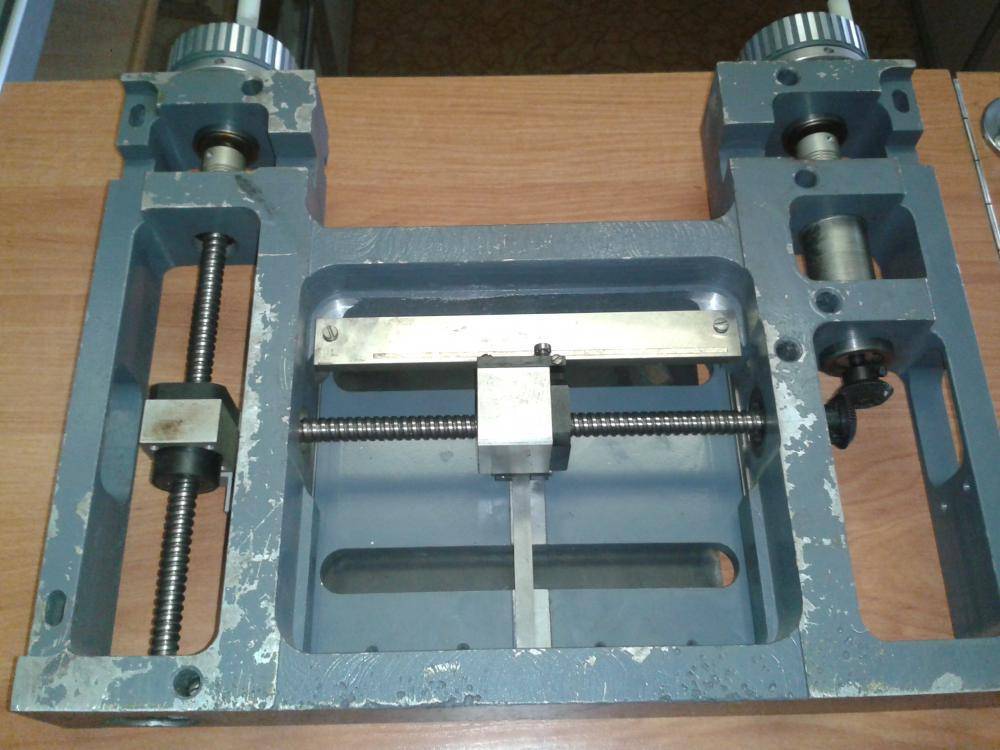
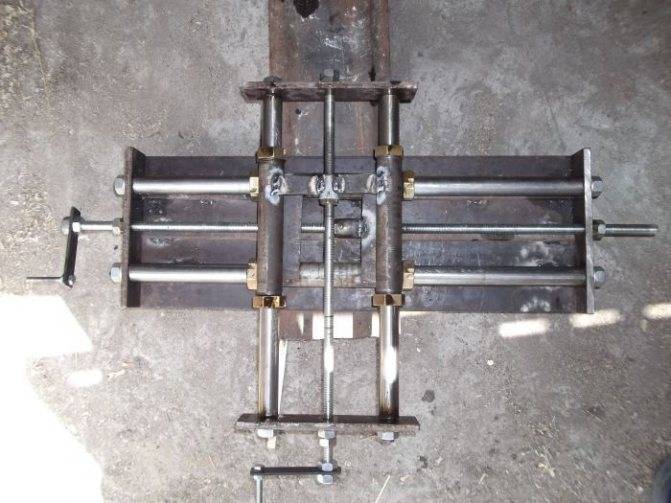
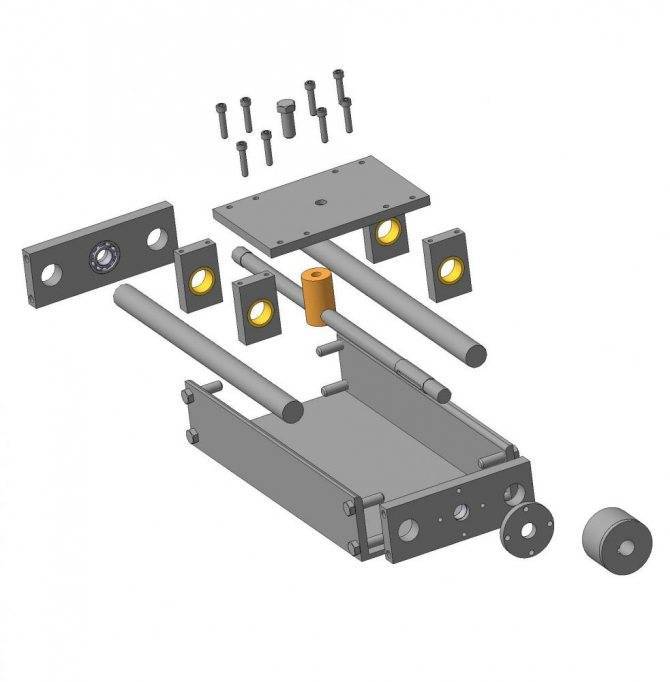
Центральный узел всего стола — это крестовина. Всё Остальные детали можно сделать почти тяп-ляп, но с ней надо постараться, ибо если ее перекосит, тогда весь стол накроется. Желательно пользоваться сваркой (например, точечной).
Пользуясь уже сваренной крестовиной в качестве шаблона, собираем каретки, которые представляют собой П-образные детали.
В профиль, после небольшой доработки напильником, вставляются гайки М10. На шпильках М10 собираем рукоятки с подшипниковым узлом.
Из уголка свариваем П-образные основания. Собираем всю схему на болтах, вкрученных в запрессованные ранее гайки.
Шпильки натягиваются между подшипниками с помощью гаек, что позволяет убрать зазоры в подшипниках, а заодно и зазоры в парах винт-гайка. При этом когда вся схема стягивается к центру удаляются люфты вертикальные.
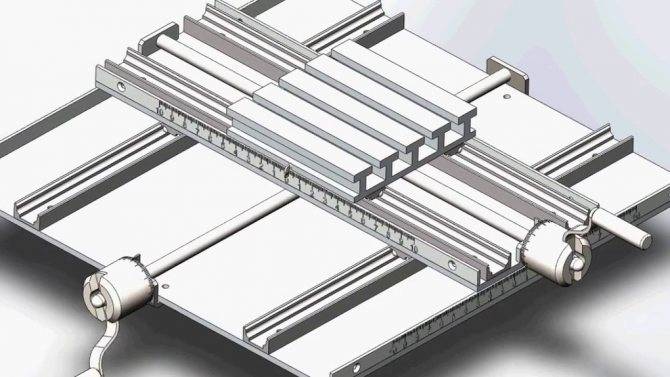
Последовательность крепления узлов с подшипниками схематически представлена следующим образом.
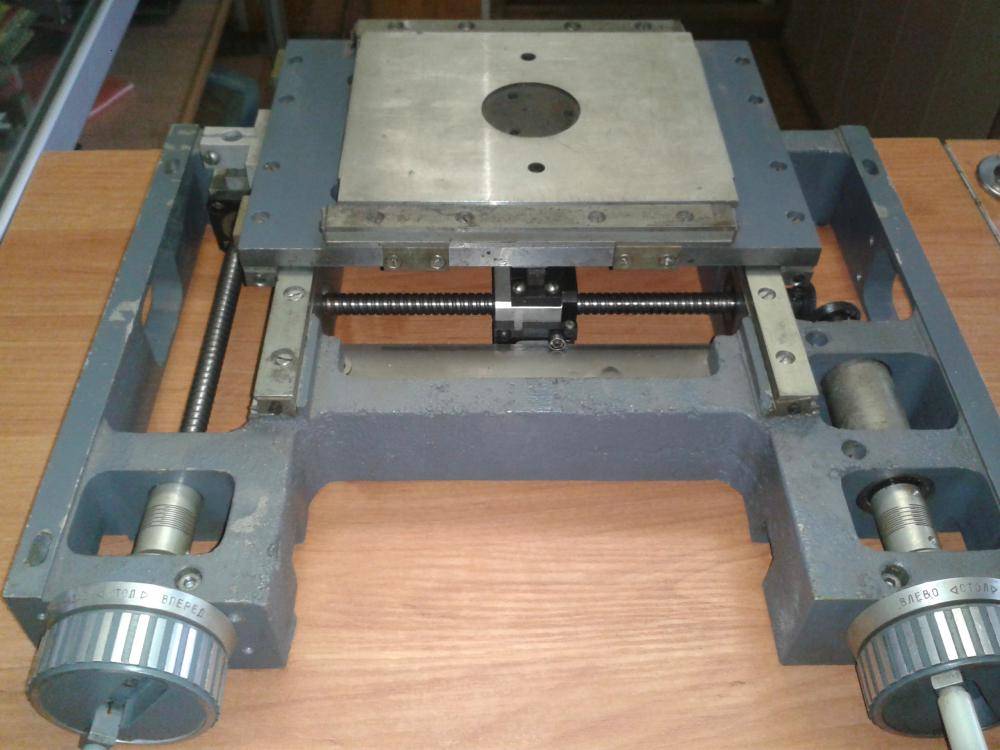
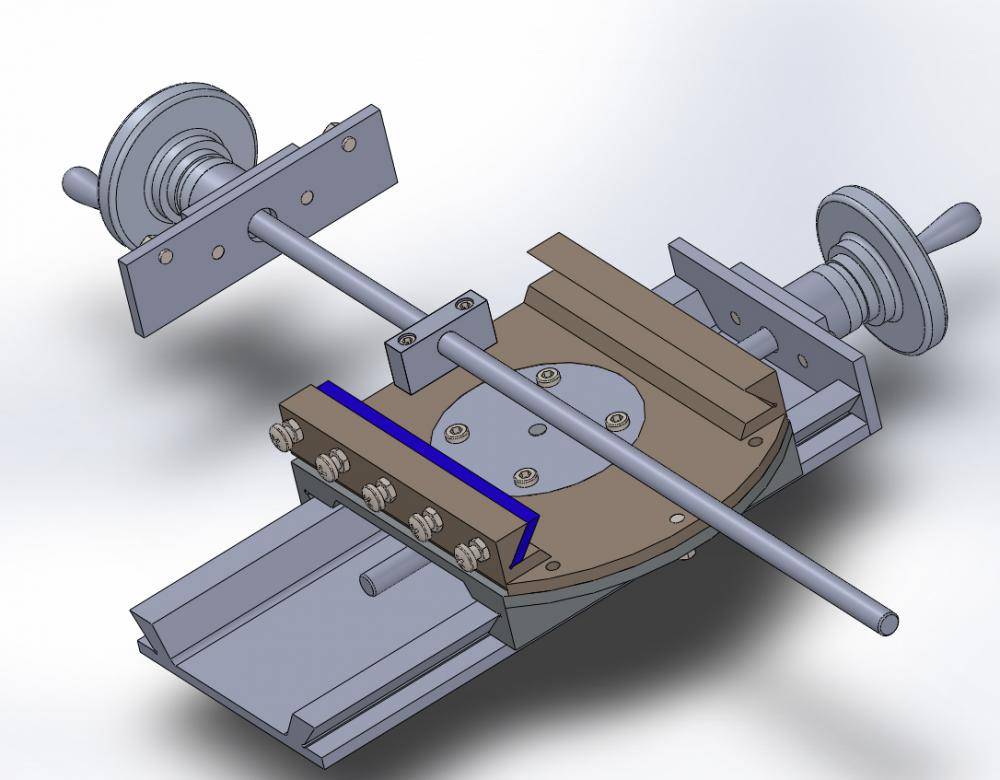
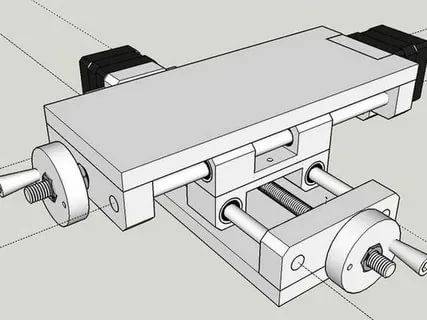
В сборе столик выглядит вот так. Все узлы и подвижные части следует хорошенько смазать.
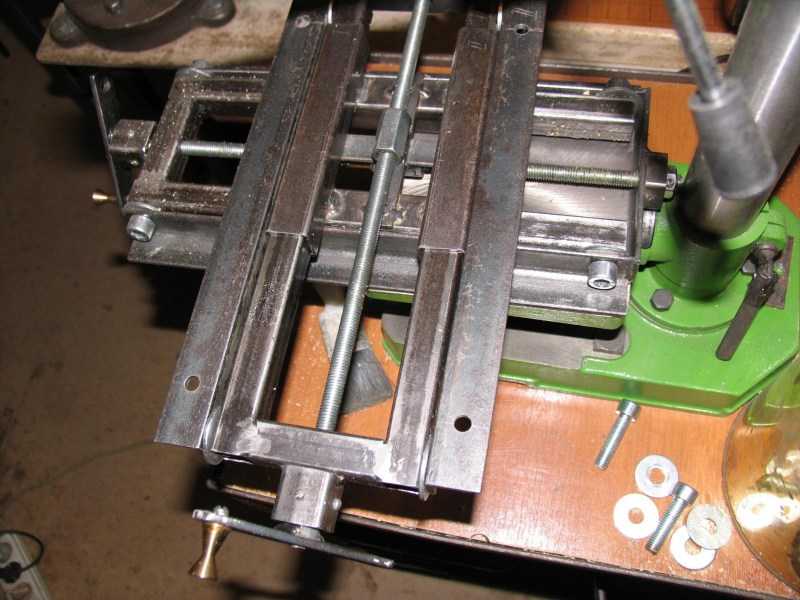
Собранный столик крепим к станине сверлильного станка, а на него (через фанерную прокладку — можно обойтись и без нее) тиски. Фанерка, кстати, будет защищать смазанные элементы от попадания в них стружки.
Теперь поговорим о возможностях данного устройства. Во-первых, при сверлении деталей не надо перекручивать тиски с места на место, достаточно покрутить ручки.
Во-вторых, вращая ручки под нагрузкой можно производить фрезерование металлических деталей, в том числе и по достаточно сложной траектории. Вот еще один пример фрезерования. За один проход можно снимать до миллиметра материала.
В третьих, такой модернизированный станок может испольщоваться для токарных работ. Резец фиксируется в тисках, а заготовка вращается в патроне.








В общем, затратив сравнительно немного времени и денет, мы можем получить на выходе отличный, многофункциональный девайс, значительно расширяющий возможности сверлильного станка.
“>
Небольшой фрезерный стол (чертежи, комплектующие)
Довольно часто устанавливают на опору малогабаритное подстолье, в котором размещают ручной фрезер. Его при необходимости можно снять, и убрать в сторону, освобождая пространство внутри мастерской.
Малогабаритный стол для ручного фрезера
Подобное приспособление изготавливается из массива лиственной древесины (клена) и березовой фанеры. Чертежи сборочных узлов и отдельных деталей приведены ниже.
| Боковины будут смонтированы согласно прилагаемой схеме. Вот так выглядит стол в разрезе. | |
| Вид на стол сверху. Здесь показаны основные размеры. Крышка стола изготавливается из двух слоев. | |
| Последовательность изготовления. Выполнение разметки перед началом выпиливания окна. Работы выполняются в нижнем слое. | |
| Последовательность изготовления верхнего слоя. | |
| Оба слоя склеиваются. Установка направляющих планок. Они нужны, чтобы фрезером выполнить выпиливание окна. | |
| Фрезерование относительно направляющих планок. | |
| Конструкция параллельного упора, размещаемого на столе. | |
| Косынка торцевая. Их устанавливают по концам упора. | |
| В средней части для дополнительного усиления устанавливаются еще две дополнительные косынки. Монтируется парубок для отсоса пыли. К нему будет соединяться шланг от пылесоса. | |
| Держатель для щитка. Сам щиток изготавливается из оргстекла. |
| В процессе фрезерование нужно осуществлять жесткое прижатие деталей к столу и упору. Для этой цели используют гребенки. Попутно показано устройство и стопорного блока. |
Чтобы изготовить подобное приспособление, необходимы детали. Их размеры, количество и материалы показаны в таблице 1.
Таблица 1: Комплектующие детали для изготовления стола под ручной фрезер
| Наименование детали | Обозначения на чертежах | Размеры в чистовом исполнении, окончательные | Характеристики полуфабрикатов | |||
| Толщина, мм | Ширина, мм | Длина, мм | Вид материала для изготовления | Количество деталей | ||
| Детали стола | ||||||
| Панель А | А | 19 | 522 | 622 | Фанера березовая | 1 |
| Панель Б (облицовка) | B | 3 | 522 | 622 | Твердый ДВП | 1 |
| Накладки продольные кромочные | C | 19 | 40 | 660 | Массив клена | 2 |
| Накладки боковые кромочные | D | 19 | 40 | 560 | Массив клена | 2 |
| Ножки | E | 19 | 292 | 521 | Фанера березовая | 2 |
| Стяжки | F | 19 | 76 | 521 | Массив клена | 4 |
| Планка сетевого шнура | G | 19 | 51 | 420 | Массив клена | 1 |
| Упор для стола | ||||||
| Стенка упора вертикальная | H | 19 | 152 | 661 | Массив клена | 1 |
| Основание горизонтальное | I | 19 | 76 | 661 | Массив клена | 1 |
| Косынки для патрубка пылеудалителя | J | 19 | 64 | 79 | Массив клена | 2 |
| Пластины торцевые | K | 19 | 121 | 191 | Массив клена | 2 |
| Дополнительные приспособления | ||||||
| Держатель | L | 19 | 127 | 127 | Массив клена | 1 |
| Щиток | M | 6 | 70 | 127 | Оргстекло | 1 |
| Прижим-гребенка | N | 19 | 45 | 203 | Массив клена | 2 |
| Стопорный блок | O | 19 | 45 | 76 | Массив клена | 2 |
Преимущества и недостатки самостоятельного изготовления
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Для серийного производства деталей и их обработки подойдет только заводская модель координатного стола.
Координатный стол своими руками, материалы, пошаговая инструкция
Для удобства работы металлообрабатывающие станки оборудуют дополнительными элементами. Их нередко делают самостоятельно.
Так, обладая определенными навыками, можно изготовить координатный стол своими руками — конструкцию, которая облегчает сверление и фрезеровку деталей. Существуют разные модели изделий со своими плюсами и минусами.
Перед работой необходимо определиться с разновидностью, а при сборке придерживаться пошаговой инструкции.
Особенности конструкции
Координатный стол — это специальное дополнительное устройство на фрезеровочный или сверлильный станок, которое позволяет передвигать закрепленную деталь по нужной траектории.
Благодаря удобной конструкции снижается трудоемкость процесса и экономится время. Мини-стол бывает промышленного и ручного изготовления.
При умении работать со сварочным аппаратом устройство можно сделать самостоятельно в частной мастерской. В число достоинств таких приспособлений входит:
- простота конструкции и удобство пользования во время работы;
- компактность, благодаря чему станок не загромождается оборудованием;
- экономия денежных средств при кустарном производстве.
Но самодельный координатный стол позволяет изготавливать лишь небольшие простые детали. Для более профессиональной работы понадобится фабричная модель. Еще один минус — это относительно быстрое изнашивание устройства. Кроме того, для ручного изготовления необходим детально проработанный чертеж, именно от него зависят точность сборки и последующая эффективность эксплуатации.






Выбор модели
Координатные столики могут иметь разный вид и строение. Классификации основаны на способе крепления обрабатываемого изделия, количестве степеней свободы и размерах. По последнему признаку устройства делят на большие и маленькие. На габаритные столы можно устанавливать оборудование. Малые – монтируют непосредственно на станок. Тип крепления может быть трех видов:
- Вакуумный. Считается наиболее эффективным, но более редким типом закрепления детали. Это объясняется сложностью конструкции. Принцип работы заключается в подаче воздуха между столешницей и деталью. Изменение давления позволяет более качественно обрабатывать заготовку.
- Механический. Простой способ крепления, который легко реализовать на практике и использовать. Однако при механической фиксации допускается погрешность и возможны дефекты при обработке элемента.
- Под собственным весом детали. Такой способ подходит при работе лишь с тяжелыми габаритными изделиями. Благодаря большой массе они остаются на месте даже при значительном воздействии на них.
Количество степеней свободы влияет на функциональность устройства. По этому критерию координатные столы делят на три вида. Первый позволяет двигать деталь только в одном направлении.
Эта упрощенная модель подходит для обработки плоских элементов. Прибор второго вида имеет две степени свободы, то есть деталь можно передвигать в двух направлениях в пределах одной плоскости.
Для самостоятельного изготовления и эксплуатации в домашней мастерской подходит устройство с двумя степенями свободы и механическим креплением.

Механический

Вакуумный

Под весом детали
Используемые материалы и инструменты
Для работы понадобится сварочный аппарат, сверлильный станок, болгарка с дисками, молоток, щетки, уголок.
На подготовительном этапе необходимо выбрать материал для основания устройства, механизм управления и направляющие.
От грамотного выбора этих составляющих зависит точность будущей работы приспособления, срок эксплуатации, надежность прибора, финансовые затраты на изготовление. Для создания основания подходит один из трех металлов:
Первый материал в работе используют редко. Причина кроется в его хрупкости, большом весе, недолговечности. Сталь по этим критериям выигрывает, поэтому ее часто применяют в производстве.
Единственный ее недостаток – высокая стоимость. Алюминий гораздо доступнее. Его преимуществами являются легкость, мягкость.
Но он подходит только для малогабаритных столиков, так как крупные тяжелые детали податливый металл не выдерживает.
Столы
Стол из ДСП с пленочным покрытием.
Мы рекомендуем эти столы для детей младшего возраста и для людей с нарушением координации вследствие поражения центральной нервной системы, так как покрытие игровой поверхности менее подвержено появлению царапин. Опытные игроки стараются не играть на таких столах – можно испортить руку, так как скольжение гораздо хуже и требуется значительно более сильный удар. Отличить их легко: если столешница не цвета дерева, а зеленая, белая и т.д., значит это пленка. В связи с этим, такие столы могут выглядеть более нарядно — можно нанести любое изображение (в том числе и логотип). Стоит также иметь в виду, что столешница и подстолье этого типа более тяжелые.

Пленочный стол выглядит привлекательно
Стол фанерный с лаковым покрытием.
Игровая поверхность большинство столов делается из фанеры, покрытой специальным лаком. Здесь, в первую очередь, важна ее толщина. Чем тоньше фанера, тем больше вероятность, что столешница со временем деформируется, ее «поведёт» (она начнет сворачиваться в трубочку или «пропеллером»). Столешница из фанеры 5 мм – это нонсенс, она нежизнеспособна. Даже если при покупке она окажется плоской, при изменении влажности она скорее всего выгнется.





Фанера покрывается несколькими слоями лака, разметку поля закрепляют особо. Понятно, что поверхность стола должна быть абсолютно ровной, любые дефекты могут повлиять на игру. Поэтому игровая поверхность столешницы и внутренняя поверхность бортов это то, что особо берегут владельцы столов. При небольших дефектах поверхности, стол можно подправить – отшлифовать шлифовальной лентой (это даже не шкурка-нулевка, а еще более тонкий материал). Хороший стол, покрытый несколькими слоями лака, не портится от этого.
Борта
имеют, кроме ограничительной, еще и стабилизирующую функцию – как раз держат фанеру и не дают ей крутиться
Поэтому важно, чтобы углы бортов были соединены «в лапу». Толщина борта у хорошего стола должна быть не меньше 4 см
Сами борта должны быть клееными, т.е. состоять из нескольких слоев. Это не только дает прочность каркасу стола, но и обеспечивает правильный отскок биты и пешек от бортов при игре.

Здесь хорошо видно правильное соединение борта
Дело в том, что мастером отскок четко прогнозируем. Ударив по бите, хороший игрок знает, куда она полетит после удара и куда прилетит после столкновения с пешками и с бортами. Таким образом, можно совершить удар по определенному месту у ближайшего борта и бита после касания трех бортов забьет косточку, стоящую у четвертого борта. Когда смотришь на это в исполнении мастера, кажется что происходит чудо – но нет, это мастерство игрока в сочетании с мастерством производителя. Кстати, именно поэтому на серьезных международных турнирах перед каждой партией мастера проверяют стол — «правильный» он или имеет погрешность, что может изменить ход биты. Хуже всего, когда борт «несет» совсем по-разному – на таком столе невозможно рассчитать ни одного отскока. А такое бывает, например, даже от скрытого самореза где-то внутри конструкции стола.
Обозначение оборудования
Координатный стол – манипулятор, который применяется для крепления отделываемой заготовки. Есть пару вариантов выполнения столов станка:
- вакуумный способ крепления – применяется нечасто из-за конструкционной сложности;
- механический вариант крепежа прост в применении, его сделать можно собственными руками очень быстро;
- крепление за счёт веса заготовки. Во время использования сверлильного станка могут подвергаться отделке заготовки большой массы. За счёт собственного веса базируемая деталь остается на месте даже при сильном влиянии.
Отличают позиционирование с одной, 2-мя, тремя степенями свободы. Данный момент определяет то, что подача заготовки может проходит по трем различным координатам. При сверловке плоского изделия достаточно перемещать ее всего по одной горизонтальной поверхности.
Условно можно выделить два основных типа:
Больших размеров
Большой координатный стол создается взяв во внимание то, что на него будет установлено само оборудование, а еще заготовка.
Координатный стол маленьких больших размеров устанавливается на станине оборудования.. Есть несколько механизмов управления, с помощью которых координатный стол меняют собственную позицию:
Есть несколько механизмов управления, с помощью которых координатный стол меняют собственную позицию:
- Механический привод встречается очень часто. Его сделать для сверлильного станка можно и собственными руками для налаживания мелкосерийного производства.
- Электропривод ставится для сверлильного станка очень часто. Его сделать собственными руками весьма не легко, так как необходимо держать большую точность во время изготовления. Для автоматизированного передвижения координатный стол обязан иметь свой источник питания.
- Еще индивидуальной группой можно назвать механизм, который работает от числового программного управления.
Сделать собственными руками можно маленькой координатный стол с механическим приводом.
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
- Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.






Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
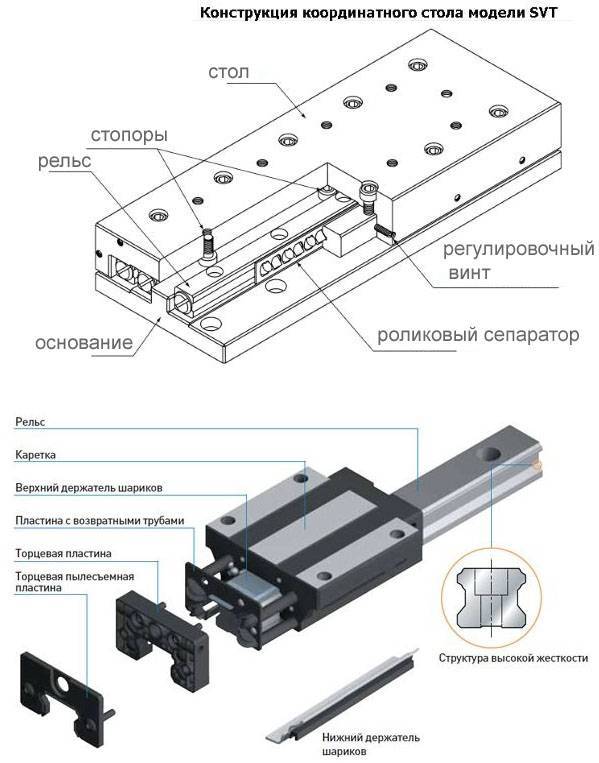
- Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
- Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
Описание изделия
Инверсионный стол используется для лечения самых разных заболеваний позвоночного столба. Более того, с его помощью можно также укреплять мышечный корсет и связочный аппарат спины.
Инверсионный стол представляет собой тренажер, пользоваться которым можно самостоятельно и в домашних условиях. Проще говоря, зная технику безопасности и правила выполнения упражнений на нем его можно использовать без тренера или наблюдения со стороны врачей.
Инверсионный стол DFC XJ
Несмотря на несомненный лечебный эффект, оказываемый данным тренажером, он не является панацеей и в большинстве случаев используется лишь как дополнительный метод лечения к основной терапии. Причина в том, что он лишь улучшает компенсаторные функции организма и ослабляет симптомы болезней.
Кроме того, даже в тех случаях, когда тренажер показан для лечения (например, при мышечном напряжении или остеохондрозе), его применение может быть противопоказано в индивидуальных случаях. Проще говоря, без предварительной консультации с врачом использовать инверсионный стол нельзя.
Назначение: для чего и где применяется?
Применяется инверсионный стол как вспомогательный метод лечения при сравнительно большом количестве заболеваний опорно-двигательного аппарата. Кроме того, его использование оправдано не только для лечения подобных болезней, но и для их профилактики.
Так инверсионный стол применяется для:
лечения дегенеративных заболеваний позвоночника (например, остеохондроза); снятия излишнего напряжения в мышцах (здесь устройство выступает как мышечный релаксант); профилактики варикозного расширения вен, сколиоза, остеохондроза; укрепления мышечного корсета и связочного аппарата; увеличения гибкости и, соответственно, амплитуды движений; общего расслабления и снятия стресса; стимулирования микроциркуляции крови в спине и тока лимфатической жидкости.
Выполнение упражнения на инверсионном столе
Несмотря на возможность профилактики сколиоза с помощью инверсионного стола, применять его при уже имеющемся сколиозе не просто бессмысленно, но и опасно. Дело в том, что те лечебные упражнения, что выполняются на подобных тренажерах, как правило противопоказанны при сколиотической болезни.





Суть и преимущества применения
Несомненным преимуществом инверсионного стола является его автономность. Проще говоря, пациент может сам, без наблюдения со стороны врача и в домашней обстановке выполнять различные необходимые упражнения.
Кроме того, огромным преимуществом данного тренажера является то, что его можно сделать самостоятельно, причем процесс изготовления деталей и последующая сборка под силу даже неопытному в таких вещах человеку.
Все необходимые чертежи и даже видео инструкции по изготовлению инверсионного стола своими руками можно без труда найти в интернете.
Если говорить о лечебном эффекте, который оказывает инверсионный стол, то здесь тоже наблюдается заметное преимущество устройства. Дело в том, что при воспалительных и дистрофических патологиях спины, которые сопровождаются болью, тренажер оказывает ощутимый эффект уже на 15 минуту эксплуатации.
К плюсам также можно отнести то, что использовать инверсионный стол можно каждый день на протяжении всей жизни, тем самым снижая риск развития заболеваний спины и устраняя симптоматику (в первую очередь боль) при уже имеющихся болезнях.
Какие упражнения можно выполнять?
Существует минимум два десятка упражнений, которые разрешены к выполнению на инверсионном столе даже неподготовленному человеку. Мы же выделим четыре наиболее эффективных и популярных из них, которые можно применять почти при любой болезни спины (в том числе при грыже позвоночника).
Лечение гемангиомы позвонков на инверсионном столе
Речь идет о следующих упражнениях:
Повернитесь вниз головой и старайтесь максимально сильно тянуть вверх ягодицы и бедра (одновременно). При невозможности выполнения такого упражнения можно упростить его сгибанием ног в коленях. Закрепите ноги на столе и аккуратно приподнимите верхнюю часть туловища примерно на одну треть. Руки во время подъема должны быть зафиксированы на груди или под головой. Крайне полезными могут быть банальные приседания. В положении вниз головой максимально выпрямите руки и плотно прижмите их по бокам. После этого, сгибая колени, попытайтесь максимально сильно притянуть кисти рук к стопам. Также очень полезны аккуратные вращения на столе. Закрепите ноги на тренажере, после чего взявшись за поручень поверните верх туловища на 90 градусов, при этом не убирая бедер и ног из исходного положения. Повторите это упражнение, но уже вращаясь в противоположную сторону.





