

Основные виды режущих полотен для ленточных пил
При выборе конкретного полотна для резки ленточнопильным станком, ориентироваться главным образом нужно на качество реза и тип обрабатываемого материала. В основном для такого оборудования используют следующие виды полотен.
| Типы применяемых полотен в ленточных пилах | |
| Тип полотна | Область применения |
| Полотна ленточные с зубьями | Самый распространенный тип режущего полотна, который оснащен по периметру торца остро заточенными зубьями. Предназначен для работы с деревом и металлом. Шаг и размер зуба подбирается исходя из твердости материала и требуемой точности реза. |
| Ножевые полотна | Резка происходит путем трения торцевой части полотна и заготовки. Режущая кромка такого полотна может быть прямой, зубчатой или волнообразной. При помощи подобных полотен обрабатывают хрупкий материал (полиуретан, пенопласт, плотная бумага, картон), который можно повредить воздействием острых зубьев. |
| Электроискровые полотна | Предполагают перенос слоя металла из заготовки (выступающей в роли анода) на полотно (катод) с его дальнейшим удалением за счет воздействия электрического заряда. Данный тип обработки применяют исключительно в промышленности и при работе с металлом. Такое полотно позволяет резать изделия большой толщины (до 400 мм) с высокой чистотой разрезаемой поверхности. |
Устройство ленточных пил по металлу
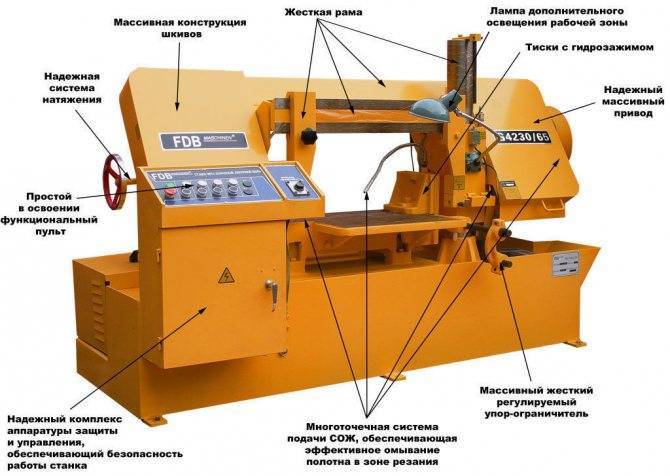
Оно определяется назначением и компоновкой станка. Рассмотрим варианты, чаще всего предлагаемые производителями.
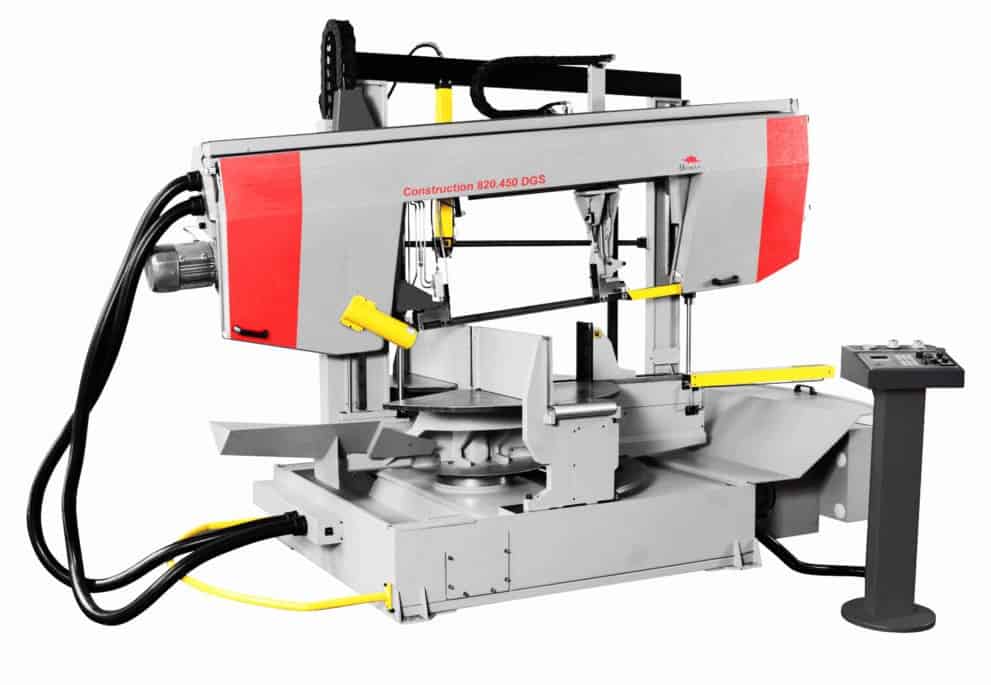
Двухколонная полуавтоматическая ленточная пила производства компании Indiamart. Её особенность — гидравлическое натяжение лезвия и гидравлический зажим, который снабжён гидромеханическим датчиком. Скорость перемещения пильного полотна может изменяться в широких пределах, поскольку для привода используется двигатель переменного тока с вариатором. Клинок имеет высокое качество, что обеспечивает выполнение операций резки и обрезки торца. Применение такой ленточной пилы эффективно в различных отраслях хозяйственной деятельности: от автомобилестроения до производства строительных металлоконструкций.

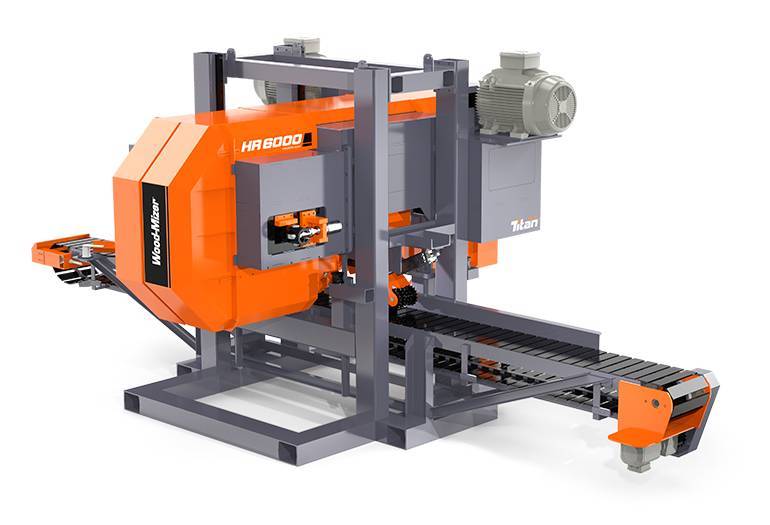
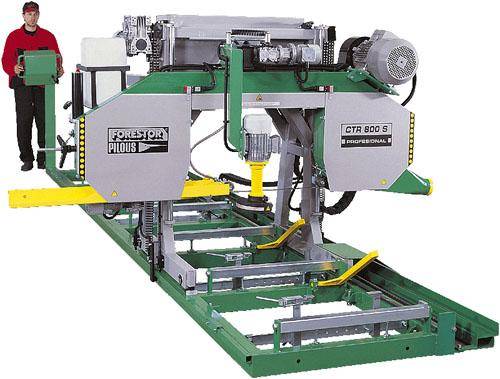
Полностью автоматизированная двухстоечная ленточная пила компании Ирлен-Инжиниринг (Россия-Китай). Особенностью этой машины является изменяемая в широких пределах скорость разделения заготовки, хорошее натяжение лезвия, отличная двигательная способность, ёмкий гидравлический резервуар, а также возможность применения при резке металла с разной прочностью.
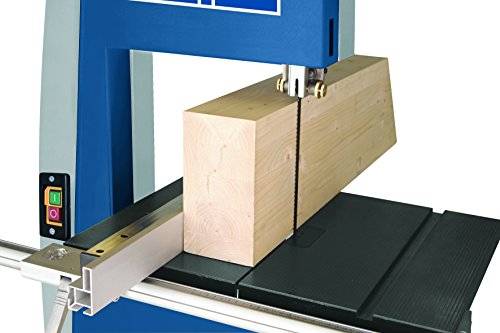
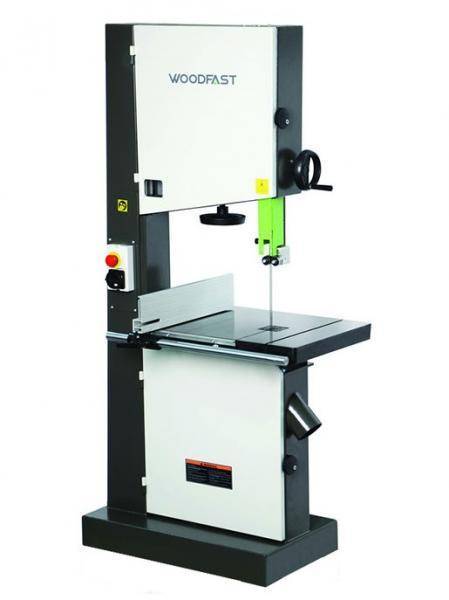
Вертикальные одностоечные ленточнопильные станки от чешской компании Proma. Особенность такого оборудования – удобный доступ к заготовке и инструменту с трёх сторон, высокая точность распила, высокое качество сварного соединения частей пильного полотна. Станок – полустационарного типа, и легко может перемещаться с места на место.

Ленточные пилы по металлу модельного ряда jet (Тайвань). В станке реализована классическая концепция прямолинейного реза, поэтому подобное оборудование часто именуют механическими ножовками. Конструкция таких станков включает в себя качающуюся раму и кривошипно-шатунный механизм, который обеспечивает возвратно-поступательное перемещение пильного полотна. По производительности такие станки уступают ленточнопильному оборудованию с непрерывной лентой.
Ленточнопильные пилы от Энкор (Россия). Отечественные производители рассматриваемого оборудования с обычным управлением представлены станками модельного ряда Корвет, также относящимися к классу механических ножовок по металлу. Станки оснащены необходимыми контрольно-измерительными приспособлениями, позволяют оптимизировать скорость разрезания, комплектуются высокостойкими пильными полотнами.

Очевидные преимущества ленточных пил по металлу – оперативность изменения технологических параметров резки, компактность, возможность настройки инструмента на разрезание различных металлов. Цена оборудования определяется его мощностью и функциональными возможностями. Она составляет:
- Для пил с ручной подачей материала – от 16 тыс. до 50 тыс. руб.;
- Для полуавтоматических пил – от 85 тыс. до 280 тыс. руб.;
- Для автоматических пил по металлу с ЧПУ – от 600 тыс. до 1, 3 млн. руб.
Преимущества и недостатки ленточной пилы
Этот вид пил успешно применяется в разных видах работы с деревом и другими материалами и обладает рядом достоинств:
- использовать ленточную модель экономично, так как она делает очень узкие пропилы;
- высокая продуктивность прибора за счет быстрой скорости распиливания;
- умеренная стоимость устройства доступна благодаря его специфическому строению;
- не создает сильного шума при работе, что делает процесс работы более комфортным.
Наряду с многочисленными плюсами, ленточные пилы обладают и некоторыми ограничениями и недочетами:
- сложный процесс настройки параметров работы прибора, что может быть проблемой для новичка;
- из-за нюансов конструкции механизма, он может выполнять только продольный распил древесного полотна.
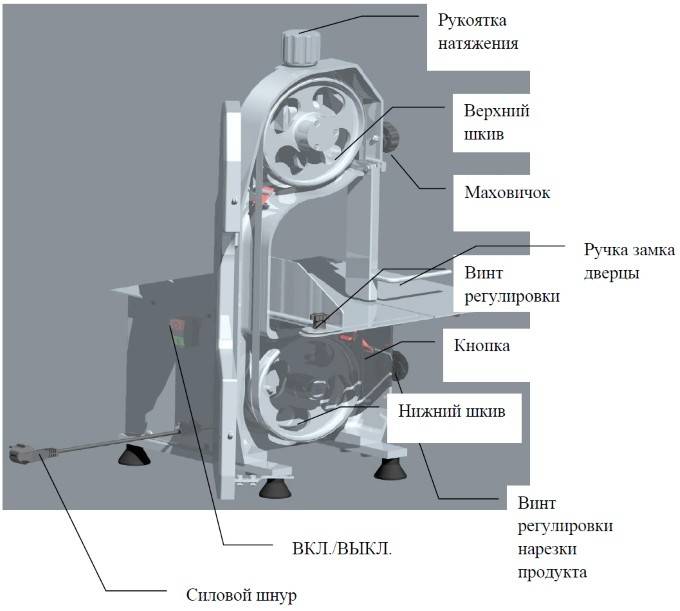
Основные узлы
Несмотря на отличия лёгких настольных моделей от массивного промышленного оборудования, принцип устройства у станков всего диапазона весьма схож:
- Станина – чем массивнее опора, тем лучше гасится вибрация двигателя. Что положительно сказывается на точности обработки.
- Привод – чаще трёхфазный двигатель; реже однофазный электромотор; всегда понижающий редуктор, передающий вращение вала двигателя на ведущий шкив.
- Пильный узел – закрытая п-образная рама с 2-3 шкивами внутри, на которых натягивается замкнутое пильное полотно. У промышленных моделей консоль перемещается по 1-2 вертикальным направляющим. В конструкции лёгких и средних станков реализован маятниковый ход пильной рамы. Если рассматривать вертикальный вариант станка, где пильный узел неподвижен – всё равно, в каждом случае будут присутствовать принципиально одинаковые системы, контролирующие положение полотна (механизмы регулировки натяжения ленточной пилы и направляющие узлы).
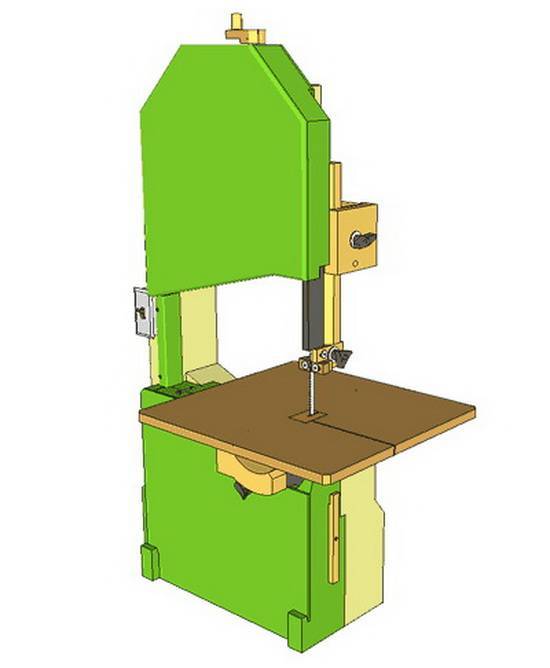
Ленточнопильный станок: устройство и сборка
Столярные станки по дереву ленточного типа состоят из рабочего стола, служащего основой для остальных элементов, и самих элементов. Конструкция предусматривает постоянное круговое движение полотна, опирающегося на два шкива.
Полноценный агрегат со станиной и столешницей делают, если для монтажа есть отдельное помещение больших размеров: оборудование имеет внушительные габариты. В остальных случаях изготавливают настольную ручную мини-установку, на которой не получится распускать цельные бревна.
Чертежи рекомендуется составлять в специальных программах.
Станина
Рама станка — несущий элемент, который должен выдерживать вес всей конструкции. Ее лучше изготавливать из металлического профиля, но подойдет и дерево. Фанера, ДСП обычно не используются, применяется доска толщиной 20 мм. Склеивают станину по правилу пересечения волокон каждого следующего слоя относительно предыдущего. Для усиления рамы используют саморезы. Конструкция должна получиться жесткой и одновременно упругой, чтобы выполнять функцию демпфера, гасящего рывки режущего полотна.
Блок шкива
Блок верхнего шкива при вертикальном перемещении не держит полотно в натяжении. Для изготовления рамки требуется дерево твердых пород. На внутренней части рамки имеется деревянная вставка, к которой монтируется колесный вал. Наклон оси регулируют резьбовой шпилькой и вмонтированными в древесину гайками.
Вертикальный ход осуществляется по направляющим, закрепленным в верхней части станины, обеспечивается винтовым механизмом. Для усиления регулировочные гайки дополняют шайбами или приваривают. При выточке вала предусматривают фланец, за счет которого он будет фиксироваться с тыльной стороны.









Шкивы
Колеса толщиной около 30 мм склеивают в несколько слоев из фанерных кругов, после этого в них формируют отверстие для подшипника. Чтобы пилорама была устойчивой, подшипник фиксируют в муфте. С внутренней стороны на вал надевают шайбу, а с внешней его закрепляют фланцем. Чтобы лента могла самостоятельно центроваться, колесам придают бочкообразную форму, обклеивают обработанную поверхность велосипедной камерой.
Устанавливая подшипник, необходимо следить за перпендикулярностью вала, иначе колесо во время работы будет ударяться о плоскость. В результате режущее полотно может соскользнуть с посадочного места. На нижнее колесо закрепляется приводной шкив.
Столешница
Столешница располагается на тумбовом основании, внутри которого помещен мотор с пусковым механизмом. Стол обычно изготавливают из листа толстой фанеры, с рабочей стороны его оклеивают текстолитом. Чтобы было удобнее осуществлять распил под заданным углом, столешницу делают поворотной. Также предусматривают параллельный упор, для этого используют роликовые направляющие или профиль со струбцинами.
Наладка пилы
Сначала обеспечивают параллельное размещение колес относительно друг друга. Против вертикального смещения применяют фторопластовые шайбы, нанизанные на валы. Пробный запуск системы выполняют без направляющих, тестовый распил — без нагрузки. О правильности настройки пилы свидетельствует плавный ход колес без резких рывков, провоцирующих соскальзывание ленты.
После отладки монтируют блок направляющих ленты. Он состоит из двух половинок, установленных по линии режущего элемента.
В видео показано, как самостоятельно собрать ленточную пилу.
Предназначение
С помощью ленточной пилы режутся заготовки из высоколегированной и конструкционной стали, титановые и никелевые сплавы, другие металлы. На оборудовании могут распиливать деревянные, пенопластовые, пластиковые конструкции. Незаменимы агрегаты в производстве мебели, поскольку точно и быстро выполняют раскрой габаритных брусков и досок, для дальнейшей обработки на токарных станках металлических деталей, резку небольших деревянных деталей.
Важно. Максимальные габариты обрабатываемых заготовок ограничены шириной между лезвием станка и вертикальной стойкой
Под прямым углом производится резка круглых, квадратных и прямоугольных сечений заготовок. Максимально допустимая толщина по большей стороне квадратной или прямоугольной заготовки может достигать 400-500 мм, а круглых – 300-400 мм. Плоские металлические заготовки, а также листы из металлов по ширине могут быть не более 300-400 мм, а иногда и меньше в зависимости от конкретной модели вертикального станка. Это обусловлено спецификой конструкции.
Эволюция оборудования для распила древесины
Первый прообраз ленточнопильного станка появился еще в девятнадцатом веке. Современные устройства шагнули далеко вперед в плане своих конструкционных особенностей. Нынешние агрегаты позволяют проводить распиливание древесины с высокой точностью и скоростью, полностью заменяя электрический лобзик.

Основой конструкции таких агрегатов является цепная пила. Она способна выполнять высокоточные разрезы. Использовать ее можно и для черновой обработки древесины. Современные станки позволяют производить не только прямые разрезы, но и криволинейные.
Хотя станки и предназначаются для работы с древесиной, современные агрегаты можно использовать и для обработки других видов материалов. Некоторые инструменты с легкостью разрезают пластмассы, и даже цветные металлы. Как пример можно привести настольный станок «STALEX BS-85». Данное устройство при цене в восемнадцать тысяч рублей способно разрезать древесину, пластик и цветной металл.
Аппараты, продающиеся по высоким ценам, позволяют проводить разрезку более массивных материалов. К примеру, устройство «JET JWBS-18-M» способно обрабатывать материалы толщиной до четырехсот шести миллиметров и шириной до четырехсот пятидесяти семи миллиметров. Специальные штуцера быстро устраняют отходы производства с рабочей области. Однако цена такого агрегата составляет сто сорок тысяч рублей.

Сегодня подобные устройства пользуются популярностью во многих сферах. Ленточные станки, предназначенные для разрезки древесины, используются на предприятиях разной мощности: от мелких кустарных производств до больших промышленных предприятий.
Большое количество устройств находится в индивидуальном пользовании и является частью оснащения домашних мастерских. Относительно низкая стоимость и высокая безопасность агрегатов позволяет использовать их в школьных мастерских и технических училищах.
Заточка пилы
Естественно, любая техника нуждается в периодическом ремонте и осмотре. Например, заточка ленточных пил своими руками производится достаточно просто. Главное, знать ее технологию. Для работы используется специальный станок. Вся работа состоит из нескольких этапов:







1. Первоначальная заточка (устраняет появившиеся трещины, восстанавливает симметрию и профиль зубьев).
2. Очистка полотна от опилок и пыли.
3. Разводка (для восстановления заднего и переднего углов).
4. Финальная заточка. Она устраняет все искажения и придает остроту зубцам.
Если у вас нет опыта заточки пил, то все действия следует делать максимально осторожно. От этой процедуры зависит качество работы устройства
Если же вы не уверены в своих силах, то пригласите опытного специалиста
Если же вы не уверены в своих силах, то пригласите опытного специалиста.
Правила работы
При работе с ленточнопильными станками в первую очередь следует помнить о безопасности, так как любое электрическое оборудование является источником повышенной опасности. При этом, конечно же, главная цель заключается в получении точного и ровного распила.
Для этого должна соблюдаться инструкция по работе со станком, которая выглядит следующим образом:
- Вначале фиксируется деревянная заготовка, что позволяет максимально сократить вибрацию рабочего стола. Это скажется как на удобстве работы, так и на продуктивности данного процесса.
- Далее начинается резка по направляющей линии либо при помощи движимого упора. Если же нужно выполнить фигурную резку, то она осуществляется по нанесенной разметке либо с использованием специальных механизмов для подачи и фиксации заготовки.
Надо сказать, что при резке в автоматическом режиме процесс облегчается благодаря подающему съемному устройству. По конструкции автоподатчик напоминает кронштейн с роликами. Путем манипуляции данным приспособлением очень просто управлять резкой.
Устройство и технические параметры ленточной пилы
Основным элементом ленточной пилы является режущее полотно, имеющее замкнутую форму. Его ширина от 6 мм до 4 см.
Виды пильных полотен:
- зубчатое;
- пила трения;
- электроискровое.
Ленточное полотно состоит из зубьев, изготовленных из высокопрочной легированной стали. Шаг зуба (количество зубьев на 1 дюйм) полотна изменяется в диапазонах:
- для инструментов с постоянным шагом: от 1 до 32;
- для оборудования с переменным шагом: от 10/14 до 0,75/1,25.
Одна из важнейших характеристик устройства — разводка, под которой понимается величина наклона зубьев к плоскости полотна. С помощью данного параметра обеспечивается необходимый ход полотна и кромки зуба.
Существует четыре вида разводки:
- Стандартная — представляет классическую комбинацию зубьев (направо, налево, прямо);
- разводка право-лево — чередование зубьев, повернутых направо и налево (используется при обработке мягких металлов);
- разводка волна — специальный тип разводки, применяют для инструментов, которыми вырезают заготовки малого диаметра;
- комбинированная разводка — тип, сочетающий элементы, рассчитан на пиление труб и конструкций с переменным сечением.
Другие узлы ленточного полотна:
- станина (рама) — необходима для придания инструменту устойчивости и минимизации вибрации при работе;
- рабочий стол, на котором установлены упор и линейка;
- две приводные шкивы, вращательные движения которых приводят в работу весь механизм;
- двигатель (от 2кВт);
- пульт управления устройством;
- система смазки деталей;
- защитный чехол.
При производстве ленточнопильных станков применяют следующие металлы:
- углеродистая сталь;
- пружинная сталь;
- инструментальные сплавы;
- быстрорежущая сталь;
- твердые сплавы.
Инструмент может использоваться как для обработки дерева, так и для резки стали.
Характеристика ленточной пилы по дереву
Основные магазинные модели:
- «Кедр»;
- «Мастер»;
- «Тайга;
- «Алтай».
Используются для распила крупных стволов деревьев, первичного лесоматериала (при лесохозяйственных работах). Преимущество над дисковой пилой — малая толщина пропила (от 1,5 до 2,5 мм).









Характеристика ленточной пилы по металлу
Станки для пиления металлических конструкций используются как при прямом распиле болванок, так и для фигурной резки сплава.
Скорость работы инструмента от 30 до 100 м/мин в зависимости от типа металла и модели пилы. В таблице приведены усредненные показатели, которые могут колебаться в диапазоне 10-15% в зависимости от вида пильной ленты.
| Тип металла | Скорость линейная (м/мин) | Расход смазочно-охлаждающей жидкости (%) |
| Сталь классическая | 50-100 | 10 |
| Нержавеющие металлы | 30-40 | 5 |
| Инструментальная сталь | 40-70 | 10 |
| Прокат | 20-25 | 5 |
| Бронза | 80-100 | 3 |
| Алюминий | 80-120 | 25 |
| Чугун | 30-60 | — |
| Медь | 60-100 | 3 |
| Титан | 15-25 | 10 |
Помимо твердых сплавов на станках можно обрабатывать детали из пенопласта, пластика.
Устройство ленточнопильных станков
Ленточнопильный станок состоит из следующих элементов:
- Пильная лента – инструмент, осуществляющий распил древесины. Ее основой является пружинная сталь с высокой жесткостью. Пильная лента имеет стальные зубья. Их размеры и жесткость зависят от твердости и габаритов обрабатываемой заготовки.
- Вертикальная станина. На ней устанавливается пильная лента с зубьями, тормоза и ограждения. Верхняя половина вертикальной станины имеет Г-образную форму.
- Электрический двигатель. Он обеспечивает вращательное движение шкивов.
- Щетки, используемые для очистки заготовок от стружки, пыли и иного производственного мусора.
- Блокировочные механизмы, не позволяющие работать со станком при наличии неисправностей.
- Рабочий стол – пространство, где обрабатываются детали из древесины. Он изготавливается из алюминия, нержавеющей стали и чугуна. Рабочая столешница имеет 2 рабочих положения: горизонтальное и наклонное (до 45°). На рабочем столе располагаются дополнительные выемки для отвода стружки.
- Верхний и нижний шкивы. Представляют собой колеса для передачи или получения крутящего момента. Верхний шкив является неподвижным, нижний – приводным.
- Направляющие полотна. Они предотвращают поломку ленточной пилы и надежно фиксируют ее во время обработки деревянного бруска.
Существуют ленточнопильные агрегаты с 3 шкивами. Они имеют мягкий бандаж из кожи или резины. Поверхность шкива прикрывается валиками из пробкового дерева, защищающими зубья пильной ленты от возникновения внешних дефектов. Посредством передвижения шкивов изменяется натяжение пильной ленты с повышенным вылетом. Этот параметр определяет срок службы ленточной пилы.
Ленточнопильный станок имеет следующие характеристики:
- Мощность. Этот показатель определяет производительность устройства. От данного параметра зависит, можно ли использовать прибор в столярных мастерских или в больших деревообрабатывающих цехах. Мощность бытовых станков составляет 500-800 Вт, промышленных – до 3 кВт.
- Напряжение электросети. Эта характеристика определяет условия использования устройства. Ленточнопильные станки работают от электросетей с напряжением от 220 до 380 В.
- Глубина реза. Этот показатель определяет максимальную толщину брусков, обрабатываемых станком. Средняя глубина среза составляет 0,15-1 м.
- Ширина распила – расстояние между стойкой и ленточной пилой. Средняя величина этого показателя составляет 0,35 м.
- Скорость распила. Этот параметр определяет гладкость среза. Средняя величина данного показателя составляет 750 м/мин. Чем выше скорость распила, тем чище полученный срез.
- Длина пильной ленты, вес оборудования и габариты рабочей поверхности.
Современные ленточнопильные станки изготавливаются из 2 разных материалов. Они оснащаются биметаллическими пилами, что улучшает качество обработки изделий из древесины.
Ленточный станок по дереву — пошаговое изготовление
Как только все инструменты и материалы будут собраны, можно переходить непосредственно к изготовлению.
Сборка каркаса
Для изготовления нужно использовать крепкие породы дерева. Часто используют доски из старой мебели. Для начала необходимо сделать чертеж ленточной пилы по дереву своими руками в соответствии с конкретными параметрами.
Монтаж штанги и опоры для шкивов
Самые простые станки можно изготовить из фанеры или брёвен. Толщина штанги должна быть 8 на 8 см. К ней нужно прикрепить несколько опор — для фиксации шкива. Желательно использовать многослойную жесткую фанеру.
Специалисты не рекомендуют использовать большой зазор — при регулярном использовании станок будет раскачиваться из-за создаваемых зазоров.
Стол
Высота основы для самоделки зависит от роста конкретного человека
Важно обращать внимание, чтобы приводной и нижний шкивы, и создаваемая в работе стружка могли свободно помещаться в созданном пространстве. Форму можно выбрать любую, но обычно используют вариант закрытой тумбы, наподобие барабана. Он станет контейнером для сбора опилок
Он станет контейнером для сбора опилок.
Столешница должна быть смонтирована на нижней опоре.
 Столешница-самоделка
Столешница-самоделка
Создание шкивов и их монтаж
Механизм натяжения требуется сварить. Диаметр шкивов можно выбирать в произвольном порядке, но, чем он больше, тем дольше прослужит ленточная пила без замены каких-то деталей.










Выбирать полотна следует с соотношением 1 к 1000 (по отношению к диаметру шкива). Если детали будут длиной в 40 см, то диаметр должен составлять 4 мм.
При выборе параметров нужно учитывать некоторые особенности:
- Рассчитывают длину окружности шкивов: Д=3,14*R.
- Режущий диск должен вращаться со скоростью не больше 30 м/с.
- Далее высчитывают число оборотов — 0=30 м/с.
- Теперь идет вычисление для оборотов движка к вращению шкива.
- Развод зубьев можно выбрать индивидуально.
Чтобы лента размещалась в центре и не уходила в стороны, требуется сделать кромку выпуклой с углом в 5-10 градусов. На шкиве должна быть маленькая канавка, куда помещается ремень. Сверху всё это обтягивается резиной.
Подобранный диаметр должен получиться меньше шкива (примерно в 2 раза), тогда полотно не соскользнет. Верхняя часть закрепляется к подвижному блоку, и ставится в горизонтальную позицию. Таким образом, натяжения кромки будет достаточным. Для этого необходимо применять механизм натяжения: кусок древесины под блоком, к которому подсоединяется пружина. Когда мастер жмет рычаг, аппарат поднимается и пила натягивается.
На нижнем блоке необходимо закрепить несколько шкивов: 1 — ведущий, 2 — ведомый. При этом нужно убедиться, что они качественно сбалансированы. Для закрепления верхнего шкива желательно использовать самоцентрирующийся подшипник.
Направляющие полотна
Теперь направляющие зафиксировать под углом в 90 градусов. Таким образом, срез будет получаться максимально ровным и без перекосов. Самое простое решение — прикрутить к брусу несколько подшипников: для фиксации плоской стороны, остальные нужны для крепления по бокам. Направляющие необходимо выровнять по отношению к точке фиксации опоры.
Завершающая отделка
Приступать к работе можно сразу после сборки, но желательно оснастить агрегат кожухом для закрытия шкива.
Чтобы древесина прослужила как можно дольше, её нужно покрыть лаком.
Устройство и сборка станка
Устройство состоит из столешницы, двух шкивов, то есть вращающихся дисков, ремней, направляющих, опор, двигателя и самой ленты. Движение полотна происходит за счет натяжения и вращения верхнего и нижнего круга. Чем оно быстрее, тем выше скорость распиловки.
Вертикальный тип агрегата проще в изготовлении.
Станина
Это основа, на которую будет возлагаться большой вес, поэтому мы рекомендуем делать ее из металла, но если такой возможности нет, то подойдет и деревянный брус, склеенный в несколько слоев и для верности скрепленный шурупами. Склейка должна происходить разнонаправленно, чтобы волокна были не вдоль доски, а поперек предыдущего слоя.
Блок шкива для ленточного станка по дереву своими руками
Эта деталь будет держать в натяжении пилу и вращать лопасти. Ко внутренней части рамы следует прикрепить колесный вал. Вы можете выточить его сами, но тогда следует позаботиться о фланце, отвечающим за фиксацию. Крепление может быть неровным, тогда следует изменить угол наклона до 90 градусов. Даже небольшая погрешность может привести к тому, что лента пойдет криво, слезет с направляющих или быстро затупится.
Шкивы
Колеса следует выполнить не менее 3 см в ширину. Сделать их можно из нескольких склеенных слоев фанеры, а затем вырезать отверстие, в него помещается подшипник. Внешняя сторона круга может быть оклеена обычной велосипедной камерой, резина предупредит соскальзывание и обеспечит оптимальный результат
При посадке на колесный вал следует уделить особое внимание прочности и ровному расположению, чтобы не допустить ударов о станину
Столешница
Ее нужно изготовить из ДСП или нескольких слоев фаеры. Снизу должна быть опорная ножка, под которой можно расположить движок. Основная задача – сделать стол ровным и довольно прочным для планируемого объема обрабатываемой древесины. Внешнюю часть нужно покрыть электроизоляционным материалом – текстолитом.
Ленточнопильные станки отечественного производства
Россия производит качественное оборудование для резки металла. Среди огромного разнообразия можно выделить несколько действительно качественных и надежных моделей.
 Более востребованными в последнее время становятся ленточнопильные станки, в которых установлены биметаллические пилы
Более востребованными в последнее время становятся ленточнопильные станки, в которых установлены биметаллические пилы
Ленточнопильный станок СР3-200-01 разрабатывался для резки металла любой толщины. Устройство производит равномерные разрезы под углом 90 и 45 градусов. Внутри станины находится СОЖ и электроящик. Сверху станины стоит большой поворачивающийся стол с мобильными тисками. Ножки станка оборудованы колесиками, что позволяет перевозить его с места на место. Стоит отметить, что колесики не нарушают устойчивость модели – станок надежно фиксируется на установочных винтах.
СР3-200-01
Модель СР3-200-01 оснащена асинхронным электродвигателем, который подключается к преобразователю. Это означает, что оператор может контролировать скорость движения пилы в диапазоне 12–100 м/мин.










 Маятниковый ленточнопильный станок СРЗ 200-01-П
Маятниковый ленточнопильный станок СРЗ 200-01-П
Технология позволяет подбирать нужную скорость для обработки разных типов металла, которыми так богата Россия. Срок службы полотна составляет 160 рабочих часов. Необходимо заметить, что соблюдение правил эксплуатации способствует увеличению срока службы полотна.
Аллигатор-280
Полуавтоматический ленточнопильный станок Аллигатор-280 Россия разрабатывала вместе с Италией. В результате получилась модель с отличными техническими характеристиками, эффективно обрабатывающая цветные и легкие сплавы металла. Аллигатор-280 отличается высокой производительностью и точностью среза.
 Ленточнопильный станлк Аллигатор-280
Ленточнопильный станлк Аллигатор-280
Главным достоинством модели считается ее высокая экономичность одноразового пользования. Вертикальный станок потребляет мало энергии, легко устанавливается и не производит много шума во время работы.
СР3-200-04.400
Колонный ленточнопильный станок СР3-200-04.400. Вертикальный аппарат предназначен для обработки любого типа металла. Станок эффективно работает под углом 90 градусов, распиливая заготовки на равномерные куски любой длины с ровными срезами. Регулировка частоты вращательных движений позволяет обрабатывать все типы материалов – от черного железа до высокопрочной стали.
 Ленточнопильный станок СР3-200-04
Ленточнопильный станок СР3-200-04
Аппарат оснащен модифицированной системой контролирования скорости движения ленты. Благодаря особой конструкции режущую часть можно замедлить до 16 м/мин или ускорить до 120 м/мин. Автоматическая система преобразователя частоты бережет устройство от резких остановок, обеспечивая плавность резки даже в экстремальных условиях эксплуатации.
СР3-200-02
Вертикальный ленточнопильный станок СР3-200-02 предназначен для отделки листового, профильного и прямоугольного материала. Высокая точность среза и отличная производительность достигаются за счет плавного регулирования вращательных движений пилы. Вертикальный станок сконструирован так, что ведомое колесо может менять силу натяжения полотна и угол наклона, это позволяет еще более эффективно обрабатывать заготовки.
Ленточнопильный станок
Устройство оснащено специальным индикатором напряжения с гибкими настройками. Индикатор контролирует натяжение ленточной пилы, предотвращая разрывы полотна. Дополнительную крепость и надежность режущей части придают шарикоподшипниковые направляющие, расположенные на эксцентричных осях.
Стоит отметить, что главной задачей роликовых направляющих является не защита режущего полотна, а его корректировка. Подшипники, расположенные в пильной части, позволяют отрегулировать ленту в пределах 0,000-0,001 мм.
Полотно для ленточной пилы
Режущий инструмент различается не только по характеру и расположению зубьев, но и материалу изготовления. Пильное полотно для ленточной пилы может выполняться из:
- Углеродистой стали . Используется для резки древесины.
- Биметалла . Нередко такие полотна оборудуют твердосплавными зубьями. Это означает, что на них делают напайки из твердого сплава. Сплавленное из двух металлов полотно пользуется большей популярностью, а все потому, что кромки зубьев у него твердые, а сама лента гибкая.
Любая лента изготавливается путем отрезки материала по размеру и сварки его концов с последующей зачисткой шва. Сваривается режущий инструмент на специальном оборудовании, которое предоставляет возможность получить практически незаметный стык, никак не влияющий на качество работы пилы. На одном и том же станке можно применять разные виды полотен в зависимости от типа обрабатываемого материала и той задачи, которая стоит перед мастером.





