

Технология и оборудование для гибки листового металла
Листовая гибка – одна из наиболее распространённых операций обработки давлением. Её популярности способствует немалые технологические возможности получаемых изделий, а также относительная простота конструктивных схем деформирующего оборудования. Достаточной известностью пользуются польские (Metalmaster), китайские (Decker, Stalex), российские листогибы, листогибочные станки, производимые в США (Тапко, Ван Марк), а многие конструктивные исполнения листогибов доступны для изготовления своими руками. Производство листогибов занимает важный сегмент в профиле выпуска продукции прессостроительными компаниями.

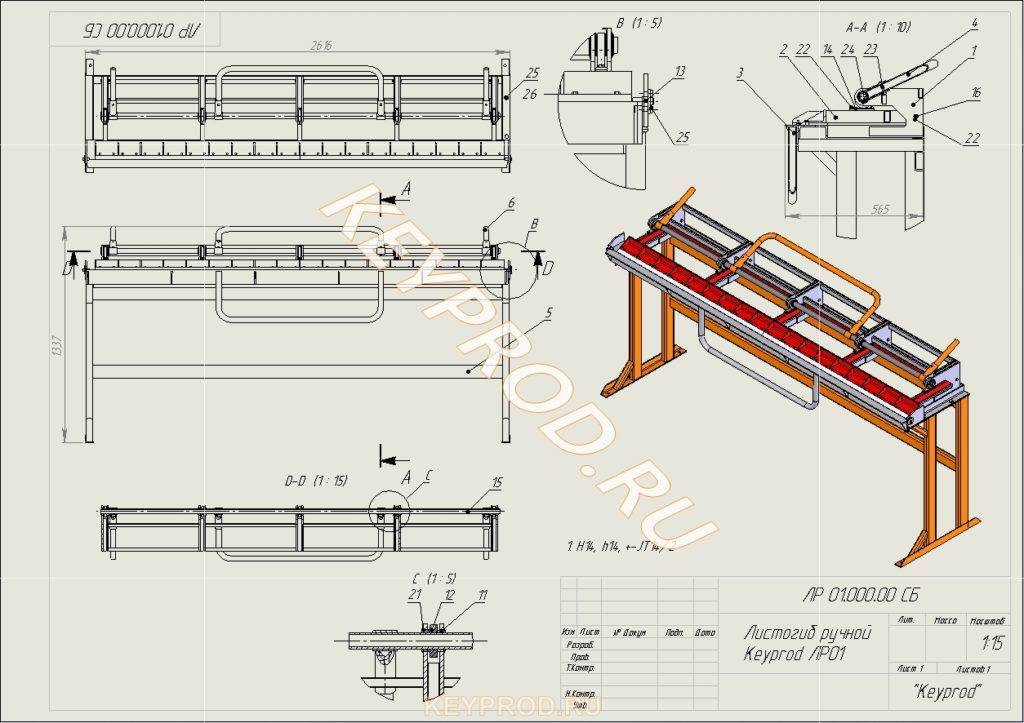
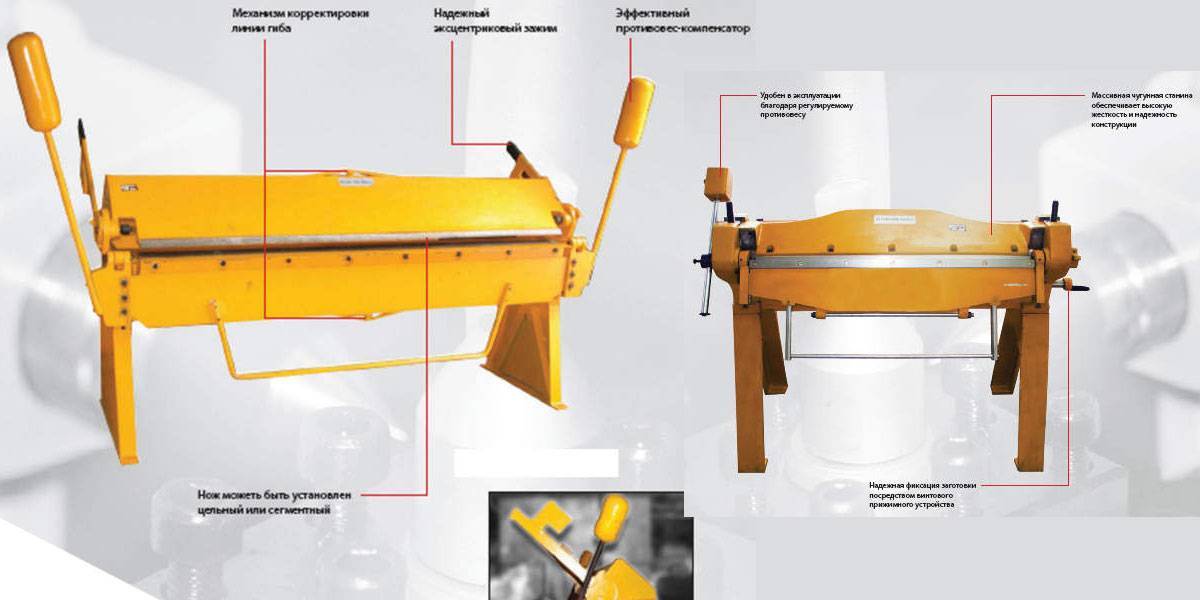
Ручной мобильный листогиб
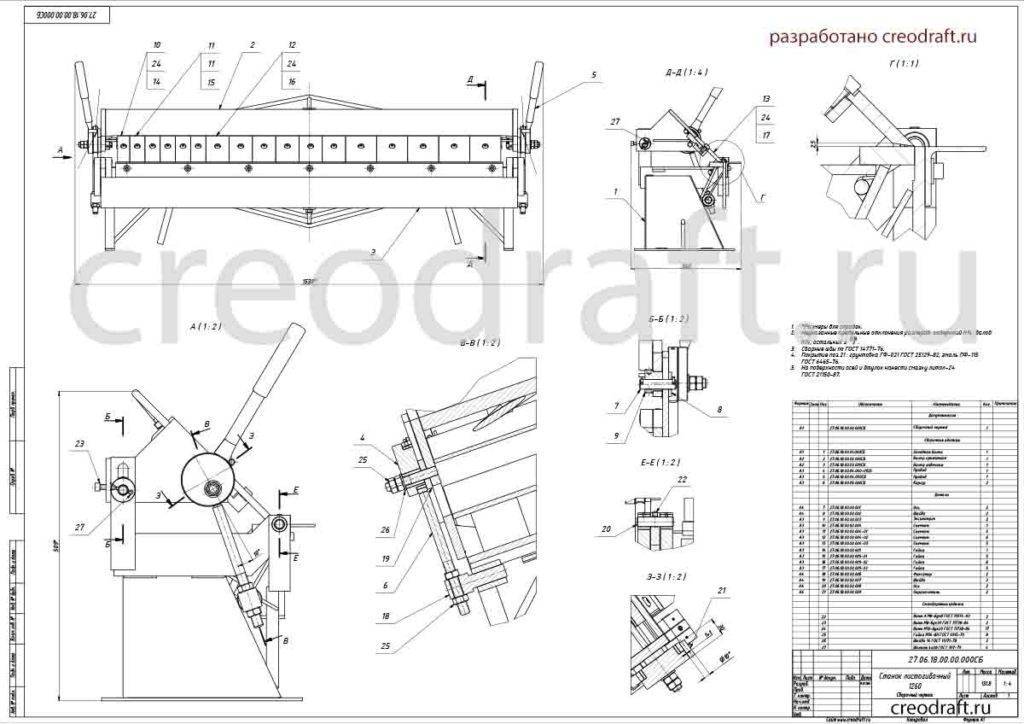
Самостоятельное изготовление сегментированного листогиба
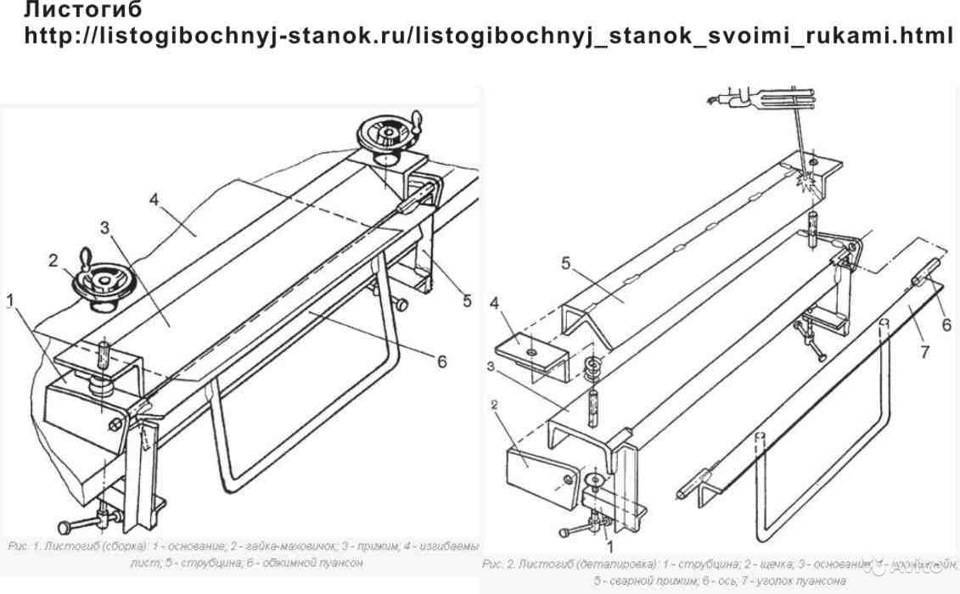
Работы по получению данного оборудования своими руками начинаются с изготовления чертежей. Конструкция агрегата должна проектироваться под конкретные потребности производства, и на заданную программу выпуска, чтобы избежать лишних финансовых затрат. Встречаются рекомендации, что такой листогиб можно сделать даже из древесины, однако функциональность оборудования окажется весьма ограниченной, а трудоёмкость обработки прочной древесины (граба, бука, груши) вполне сравнима с затратами по обработке металла.
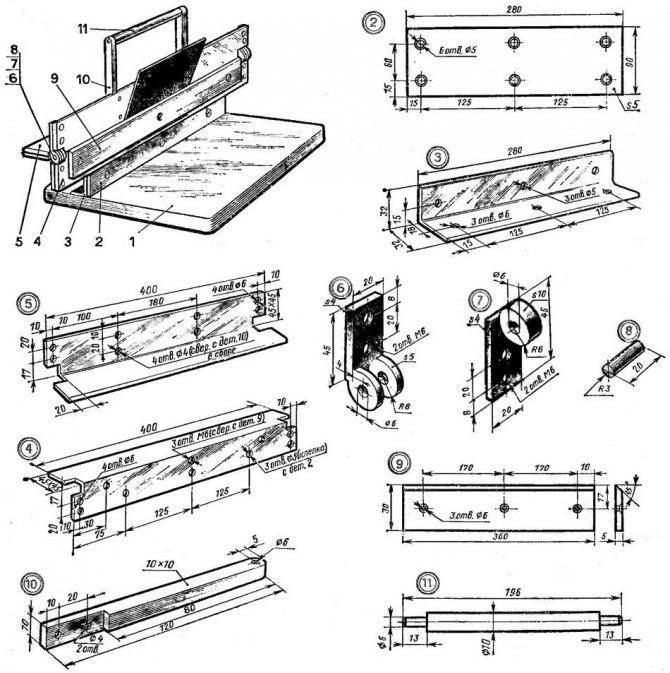
Следующим вопросом является выбор степени компактности – ручной листогиб может быть передвигаемым, а может монтироваться и стационарно. После этого можно приступать к заказу (либо изготовлению своими руками, при наличии должной производственной базы) следующих узлов и деталей:
- Двух валов, на которых будет устанавливаться прижимная и поворотная балки.
- Опорной рамы – несущей конструкции, на которой будут монтироваться все узлы агрегата.
- Управляющей ручки-рычага, или рамной педали (для ножного привода).
- Фиксаторов и ограничителей, которые определяют точность установки заготовки в зазоре между матрицей и прижимной балкой.
Для работ потребуются: стержни из холоднокатаного стального проката круглого поперечного сечения (оптимальные марки стали – не ниже сталь 40, диаметр прутка – не менее 20 мм), швеллерный прокат от №6 и выше, а также стальные уголки сечением не менее 50×50 мм. В зависимости от того, в каких условиях будет находиться листогиб, принимается решение о приобретении коррозиестойкого проката, либо обычного, который в дальнейшем придётся покрасить атмосферостойкой краской. Для фиксации изгибаемых заготовок необходим магнитный зажим (его лучше заказать отдельно, поскольку в неспециализированных условиях обработка магнитных материалов весьма утомительна).
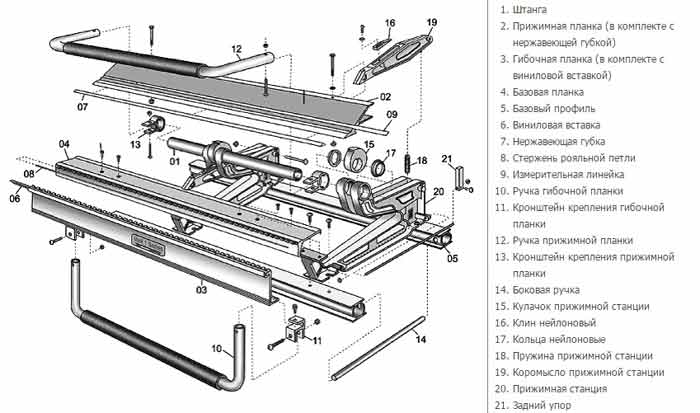
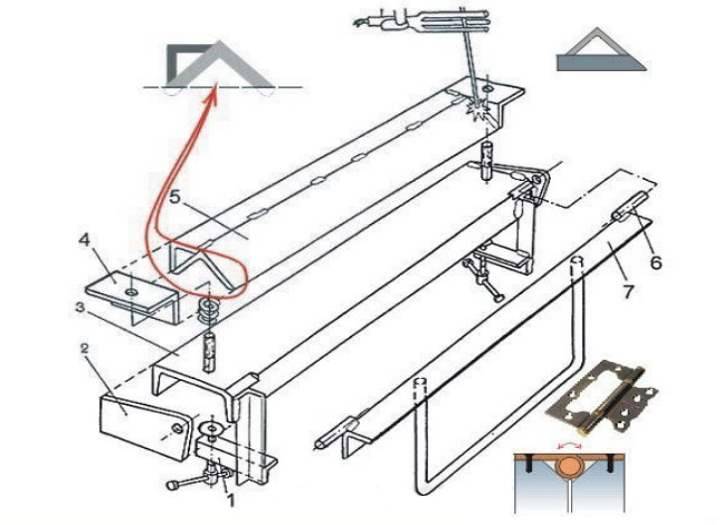
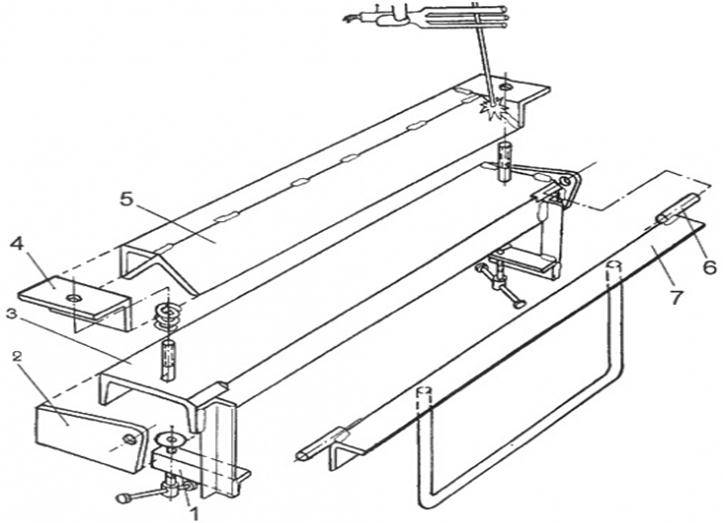
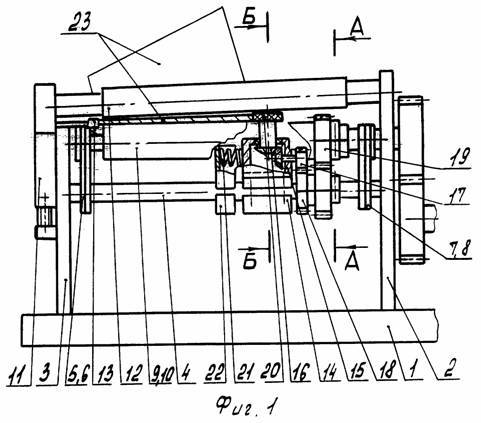
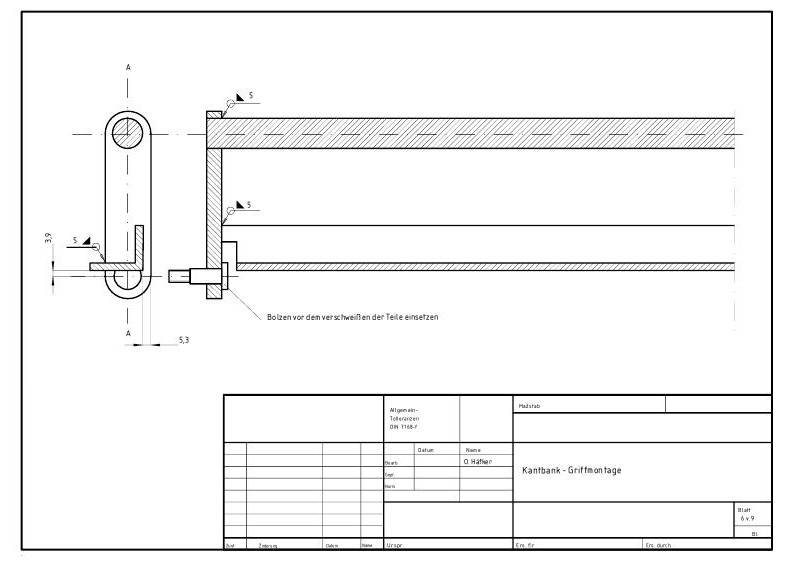
Взрыв-схема
Кроме токарного и фрезерного станков, для выполнения сварочных работ по изготовлению оборудования необходим сварочный аппарат. Ручной винтовой пресс окажется не лишним для последующей правки готовых узлов. Соответственно чертежам подбирается также и требуемая номенклатура крепёжных изделий.
Поскольку готовый агрегат должен обеспечивать требуемую точность гибки, в процессе его изготовления не обойтись без контрольно-измерительных инструментов и шаблонов – мерительного угольника, рейки, уровня.
Сборку листогиба выполняют при строгом соблюдении правил, указанных в инструкции по сборке (обычно она всегда прилагается к чертежам).
Изготовление листогибочно пресса
Можно сказать, что ручной листогибочный станок, приводимый в движение при использовании мускульной силы рабочего, это наиболее удобный агрегат для ремонта и строительства объектов. Его можно применять непосредственно на том месте, где он нужен в данное время, а потом быстро перенести в другую точку.
Как составить план технического задания
Прежде всего, не разбрасывайтесь. А это означает, что в Сети Интернет есть много статей, фото и видео по этому поводу, но в каждом отдельном случае нужны индивидуальные детали. Следовательно, перед тем как вы решитесь составить план работ, определитесь с техническими характеристиками, а это:
- максимально допустимая ширина листа в мм;
- максимальная толщина листа в мм;
- нужный вам диапазон углов изгибания;
- точность изгибания;
- габариты станка (длина, ширина, высота).
Видео: самодельный листогиб
Если с шириной всё понятно (лист редко бывает шире 1000 мм), то вот с толщиной не совсем, например, для фальцевой кровли используются листы толщиной не более миллиметра. Такая же толщина у водостоков, но если дело касается перил для лестницы или другого ограждения, то здесь толщина может достигать 3 мм.






Примечание. Если металл оказался уже, чем это требуется для изготовления чего-либо, то его всегда можно зафальцевать на этом же станке. Не следует путать фальцовку с вальцовкой, так как для второго варианта необходимы специальные прокатные валики, которых нет у листогибов.
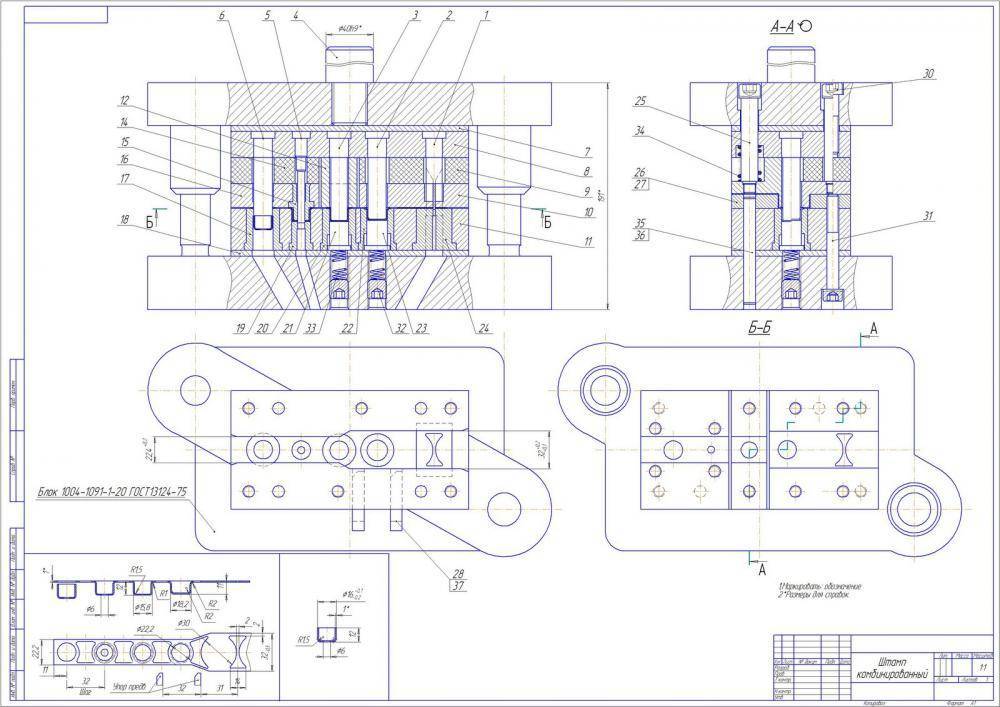
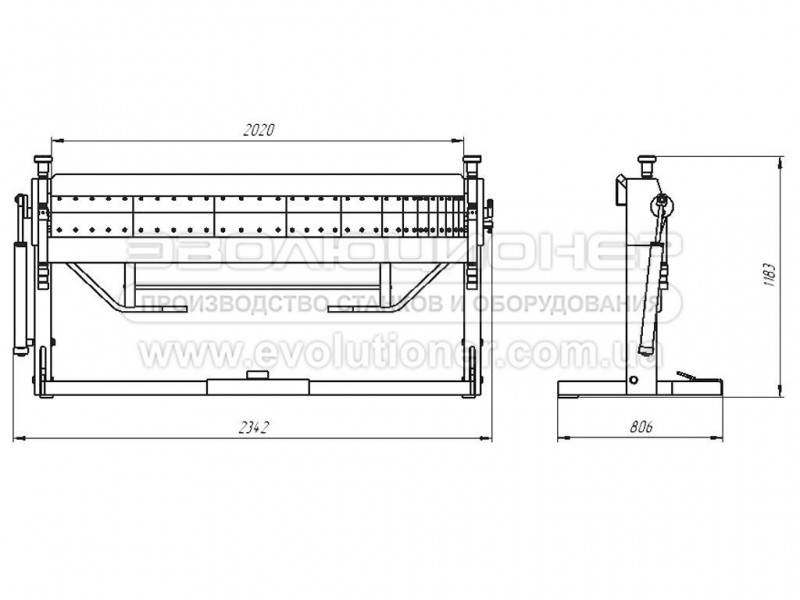
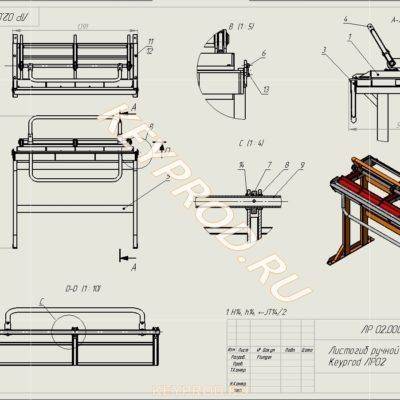
Листогибочный станок, чертёж
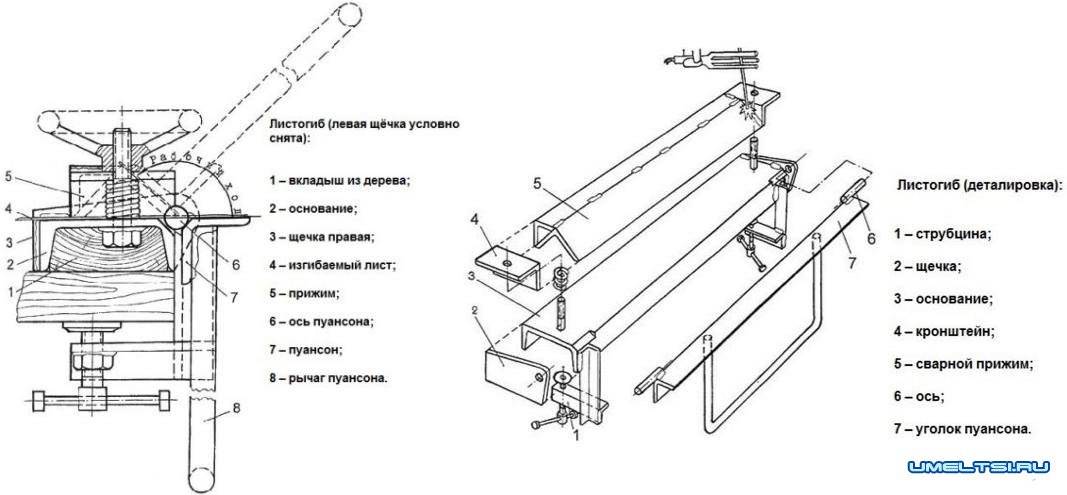
Листогиб своими руками — чертежи и описание как сделать:
- Роликовый нож. Его лучше всего делать из легированной стали, а при необходимости заменять новым.
- Задний стол. Служит для размещения заготовки. На его опорах держится резак и сгибатель.
- Деревянная подставка. Служит для предотвращения скольжения заготовки. Высота подставки регулируется.
- Передние упоры. Позволяют устанавливать ширину разреза.
- Упор углового сгиба и измерительная пластина. Позволяет варьировать угол и изгиб получится произвольным, то есть таким, какой потребуется в конкретном случае.
Пожалуй, самым сложным моментом при составлении плана можно назвать выбор требуемого диапазона углов при изгибании металлов. Но, как бы там мни было, при подобных конструкциях максимальный изгиб (зависит от поворотной балки) может достигать только 135⁰, но при необходимости можно произвести догибание до 180⁰. Та или иная толщина листа определяется мощностью прижимной рамы – чем мощнее рама, тем толще металл можно гнуть.
Виды и конструктивные схемы оборудования для листовой гибки
Соответственно приведенным выше технологических схем гибки, производимое для указанных целей оборудование классифицируется по следующим показателям:
- по виду привода. Для гибки в конкретных производственных условиях может быть применён ручной листогибочный станок, или оборудование с механизированным приводом рабочего инструмента. Чаще других используются: листогиб механический (привод которого производится от кривошипно-шатунного механизма), листогиб с гидравлическим приводом, электромеханический и электромагнитный листогиб, магнитный листогиб. При наличии сети сжатого воздуха весьма эффективен листогибочный станок с пневматическим приводом;
- по кинематике перемещения механизма главного привода. Например, листогиб механический изготавливается с возвратно-поступательным перемещением рабочей балки. Ручной станок для гибки чаще всего выполняется как листогиб с поворотной балкой. Агрегат непрерывного действия представляет собой роликовый листогиб, в составе которого предусмотрен отрезной нож для отделения окончательно спрофилированных изделий друг от друга. Роликовый листогиб относится к гибочному оборудованию ротационного типа;
- по степени механизации процесса гибки различают листогибочный электромеханический станок с ЧПУ, который программируется индивидуально под конкретную операцию деформирования, и электромеханический листогибочный станок универсального назначения, в котором настройка листогиба производится путём установки нового комплекта сегментированного инструмента. Электромеханические агрегаты непрерывного действия (например, листогиб для профнастила), а также с программным управлением рентабельны при значительных программах выпуска гнутых изделий, в то время как прочее электромеханическое оборудование целесообразнее применять в мелкосерийном производстве;
- по точности производимых операций. Наибольшей точностью обладает листогибочный станок с гидравлическим приводом прижима рабочей балки. Длительность контактирования заготовки с инструментом снижает производительность процесса, зато обеспечивает лучшее качество гибки, когда при длительном прижиме ликвидируется инерционный эффект от пружинения. Ручной или электромеханический листогиб с поворотной балкой также гарантирует высокую точность готового изделия, поскольку поворотную балку можно удерживать в конечном положении ровно столько времени, сколько необходимо для полного снятия эффекта пружинения. Электромеханический Сегментальный листогиб с кривошипно-шатунным рабочим механизмом отличается кратковременностью силового воздействия инструмента на заготовку. Поэтому электромеханический пресс может быть эффективно использован лишь при гибке высокопластичных металлов (алюминия, низкоуглеродистых сталей);
- по способу фиксации заготовки во время проведения операции гибки и последующей отрезки ножом. Современный электромеханический сегментный листогиб, например, оснащается системой трёхкоординатного прижима, которая может оперативно переналаживаться под заготовку с иными значениями длины, толщины, угла гиба. Электромагнитный листогиб производит фиксацию заготовки при помощи встроенного электромагнита (что, впрочем, не может быть использовано при гибке изделий из нержавеющих сталей). Электромагнитный листогиб ненадёжен в условиях нестабильно подачи электроэнергии в помещения, где установлено оборудование такого типа. Магнитный листогиб (как правило, ручного исполнения) использует магнитную силу, требуемую для регулировки упоров, для гибки заготовки при фиксировании по координатам.
Штат сотрудников и помещение
На раннем этапе развития своего дела приобретать недвижимость для обустройства цеха необязательно. Его лучше взять в аренду. В центральных регионах годовое пользование помещением для производственных нужд обойдется в 10-12 тыс. руб. за каждый кв. м., а в отдаленных областях – на 20-30% дешевле.
Главное требование к арендованной площади – стабильный доступ к водоснабжению и электричеству. Оптимальный размер цеха – 200-300 кв. м. Желательно, чтобы на его территории был крытый склад для хранения готовых изделий. В среднем расходы на аренду составят 2,4-3,6 млн. руб. в год.
Для качественного производства изделий нужен штат квалифицированных сотрудников, которые умеют обращаться с оборудованием, владеют технологией изготовления отливов. От этого зависит рейтинг компании и размер прибыли.
В первое время достаточно привлечь к работе следующих специалистов:
- оператора листогибочного станка – з/п 45 тыс. руб.;
- специалиста по тонировке продукции – 40 тыс. руб.;
- проектировщика изделий – 45 тыс. руб.;
- разнорабочего – 30 тыс. руб.
Бухгалтера можно нанять удаленно за 15-20 тыс. руб. В итоге на содержание персонала уйдет 175-180 тыс. руб. ежемесячно.

Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.
Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.




С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
Как выбрать кинематическую схему гибочного станка
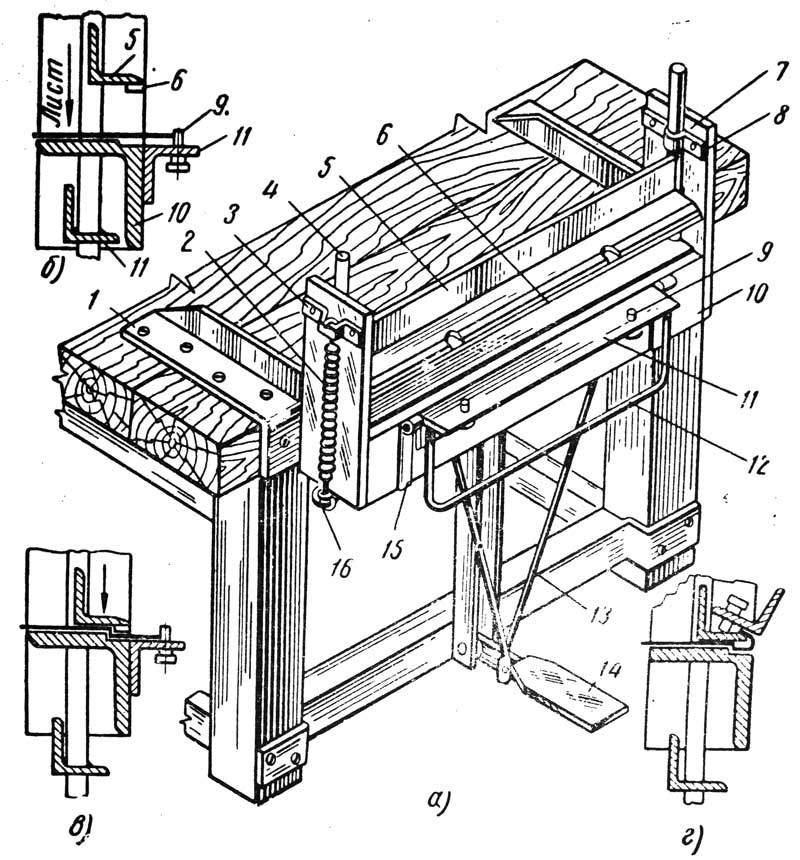
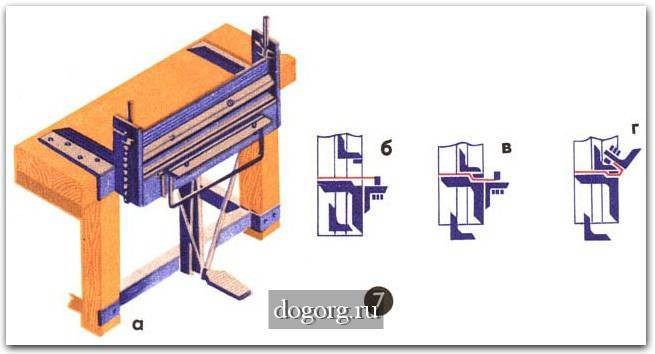
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси. Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом. В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
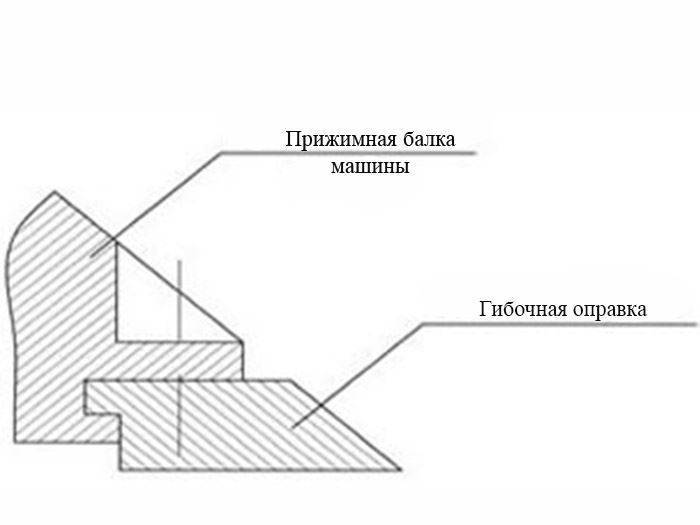
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали. Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится. В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).


Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.
Фотоинструкция по самостоятельному изготовлению недорогого профилегиба из запчастей от старых автомобилей и велосипедов, подшипников, резьбовой шпильки и швеллера
Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение. Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Это интересно: Листогибы — видео, классификация, виды, чертежи, марки
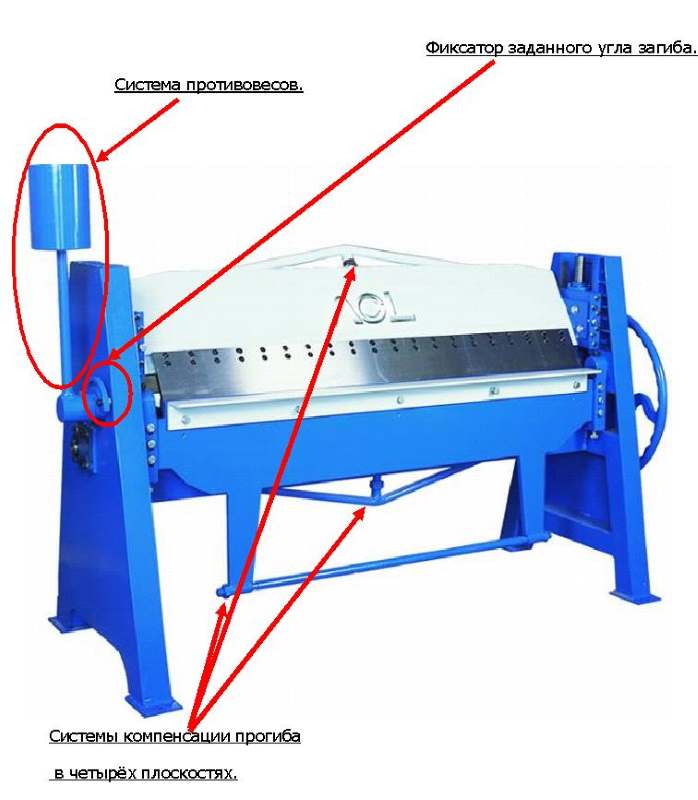
Устройство и принцип действия
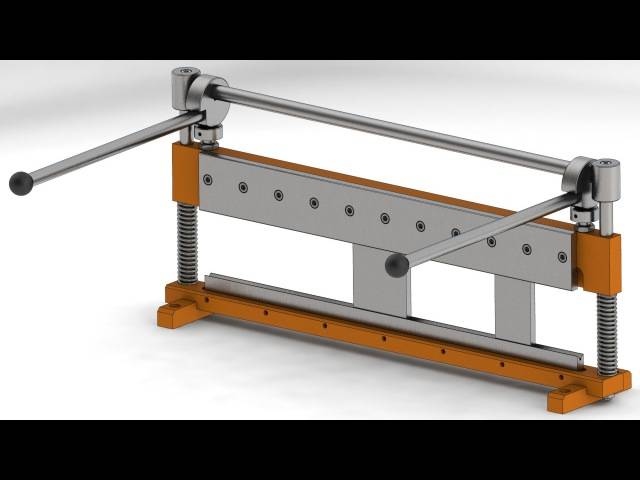
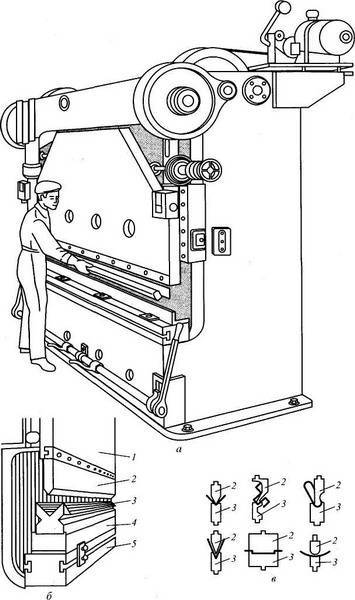
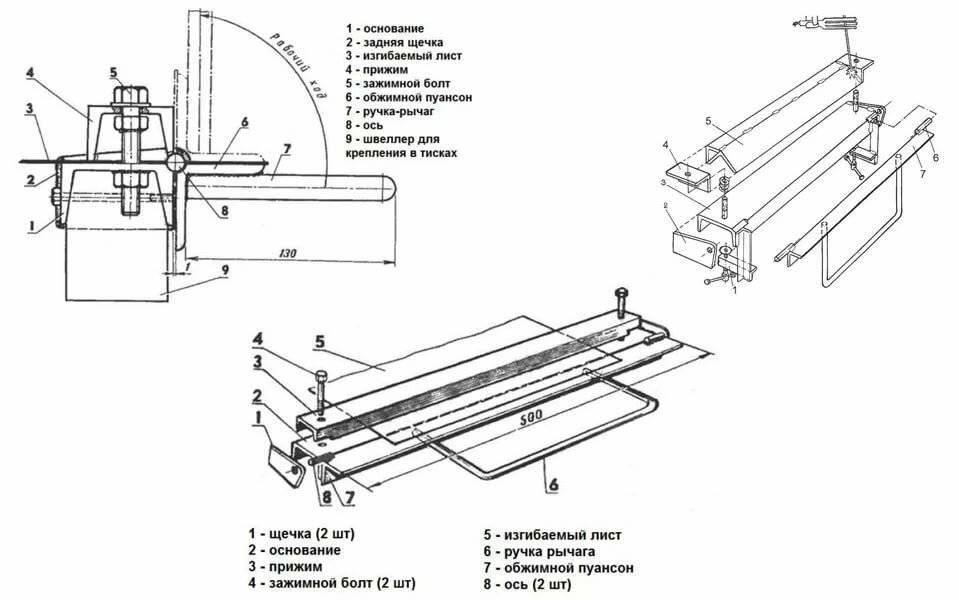
Ручной сегментный листогиб представляет собой оборудование для гибки по контуру листовых штучных изделий, оснастка которого представлена набором стандартных элементов — сегментов. Такой листогиб состоит из следующих узлов:
- Механизма прижима, на котором устанавливается комплект сегментов.
- Механизма поворота, которым обеспечивается непосредственная гибка детали.
- Ручного рычажного привода для поворота балки на требуемый угол (для более мощных агрегатов привод может быть ножным).
- Стальной опорной рамы из профильного проката, на которой монтируются все узлы агрегата.
- Направляющих устройств, обеспечивающих прямолинейность перемещения элементов.
- Фиксаторов установки исходной заготовки (чаще используют магнитный и механический).
- Пружинных компенсаторов хода (опционально), которые предназначены для более равномерного хода подвижных деталей оборудования.
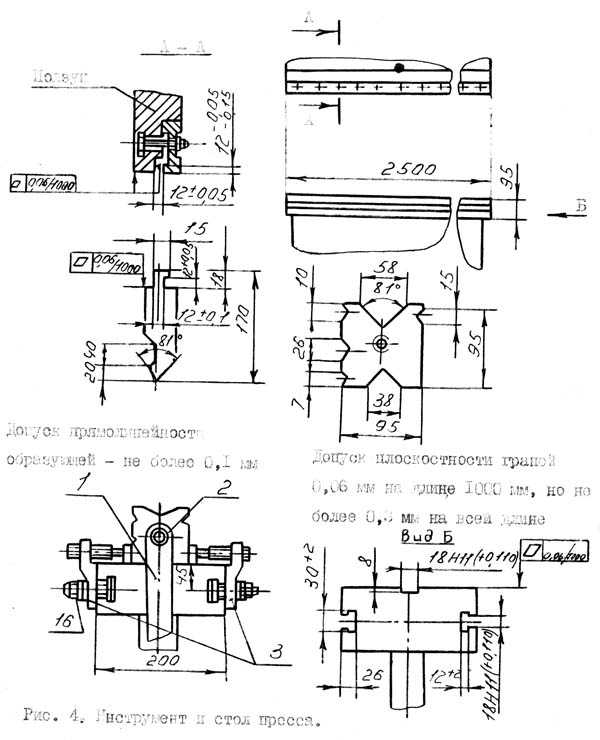
Сегментный рабочий инструмент (гибочные матрицы) обычно изготавливается из легированной инструментальной стали марок 9ХС или ХВГ. Комплект сегментов имеет рабочую и посадочную часть. Посадочная часть каждой матрицы соответствует месту её крепления, а рабочая часть конструируется под наиболее часто встречающиеся варианты гибки деталей. Инструментальные производства — наилучший вариант для заказа инструмента, поскольку матрицы должны иметь низкую шероховатость Ra 1,6 – 2,5 при твёрдости в пределах 52 — 57 HRC. Так как ручной листогиб чаще всего не имеет устройства для регулировки величины хода подвижной балки, то высота, которую имеет сегментный инструмент, для всех матриц выполняется одинаковой.

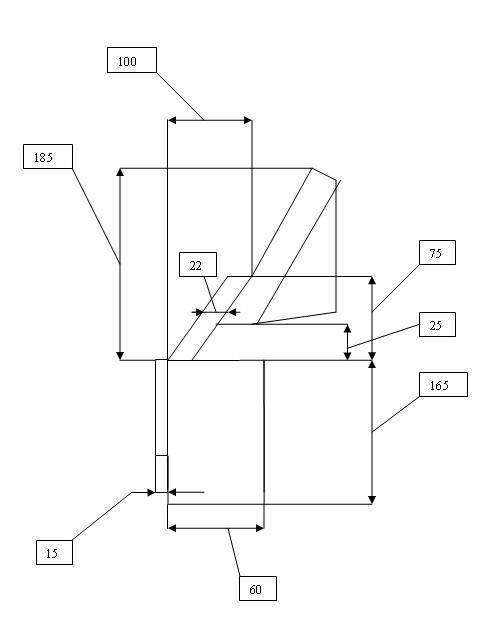
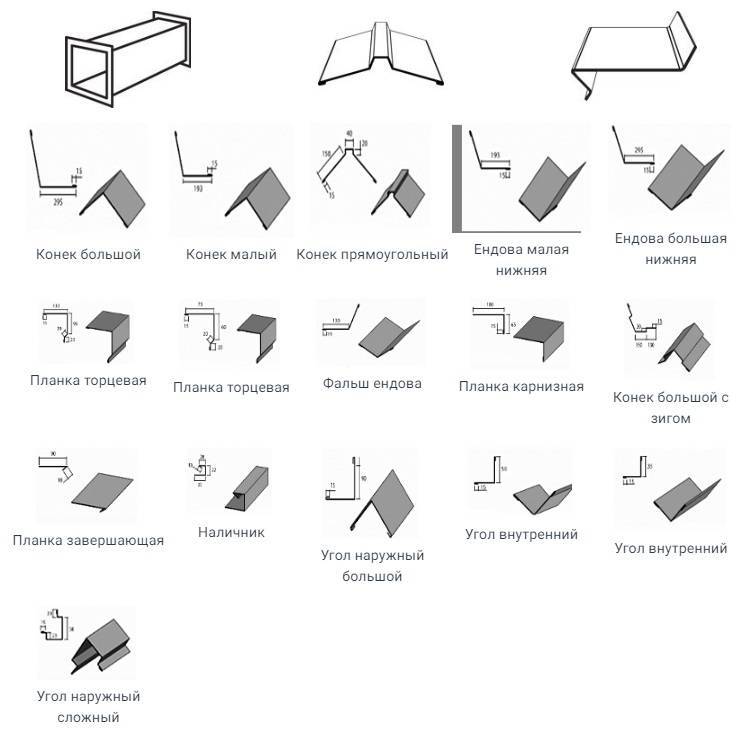
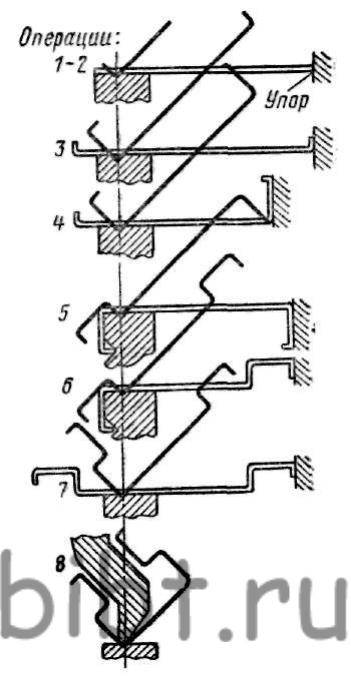
Сегменты листогиба

Продукция сегментного листогиба — деталь коробочной формы
Сегментный ручной листогиб действует так. Перед началом гибки оператор подбирает требуемый набор матриц, и устанавливает сегментный инструмент в посадочное место. Подготовленная для производства гиба заготовка устанавливается в зазор между прижимной и рабочей балками, фиксируется по предварительно выставленным упорам, и надёжно зажимается. Поворотный механизм при помощи рукоятки перемещается на требуемый угол, и, в процессе прижима заготовки к нужной матрице, обжимает изделие по её рабочей части. Возврат данного узла может быть произведен либо обратным поворотом рукоятки, либо действием специальной пружины (некоторые листогибы промышленного исполнения обладают такой возможностью).
Технические возможности ручных сегментных листогибов
Предлагаемые на рынке модели обеспечивают:
- гибку стальных тонколистовых изделий длиной до 1,5 м;
- гибку продукции из цветных металлов и сплавов (преимущественно алюминия и меди толщиной до 2,5 — 3 мм) длиной до 4 м;
- угол гиба 135 — 180°;
- возможность установки в станке предварительно загнутых кромок полуфабриката.
Точность гиба обеспечивается предварительной регулировкой зазоров в механизме поворота. Для повышения функциональности некоторые модели таких агрегатов снабжаются отрезным ножом роликового типа, при помощи которого можно выполнять ряд разделительных операций (например, разрезку).
Сегментный листогиб, выполненный своими руками, обычно не обладает полным набором вышеописанных функций. Обычно его изготавливают под определённые потребности производства. В частности, для снижения общих затрат производства, сегментный инструмент целесообразно сделать из обычной инструментальной стали марок У10 или У12. Более ограниченной является и номенклатура сегментов. Для немагнитных материалов прижим заготовки в процессе гибки осуществляется винтовым механизмом, для обработки стальных заготовок практичнее сделать магнитный прижим.
Исполнения данного вида оборудования различается также расположением сегментов: в большинстве моделей принято вертикальное размещение, однако встречается и наклонное. Выбор определяется удобством производства работ: в частности, при небольших по высоте матрицах можно размещать наборы гибочных сегментов вертикально, а при значительных ходах гибки удобнее наклонная компоновка.
Чаще всего ручной сегментный листогиб применяется для производства изделий типа коробок и крышек: поддонов, ограждающих кожухов, противней, корпусов вентиляционных устройств и т.п.
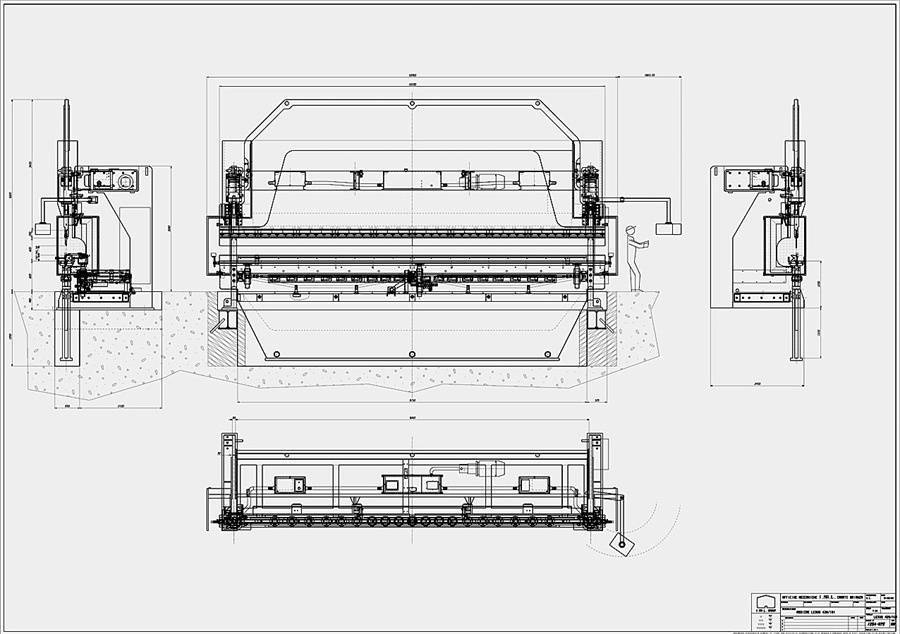
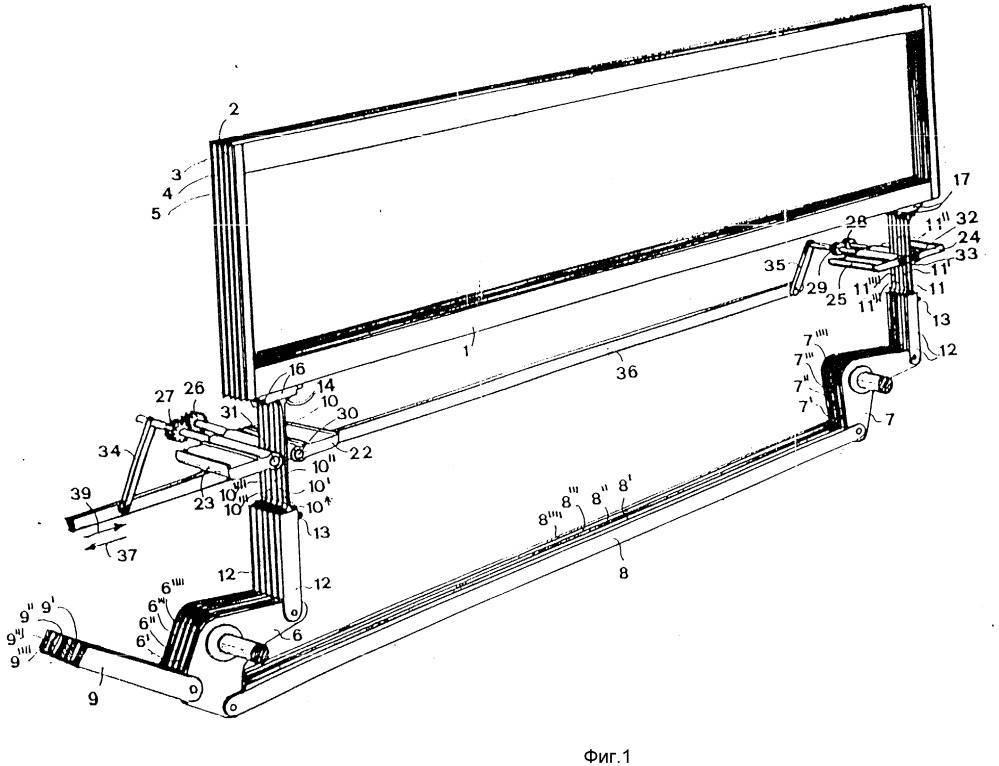


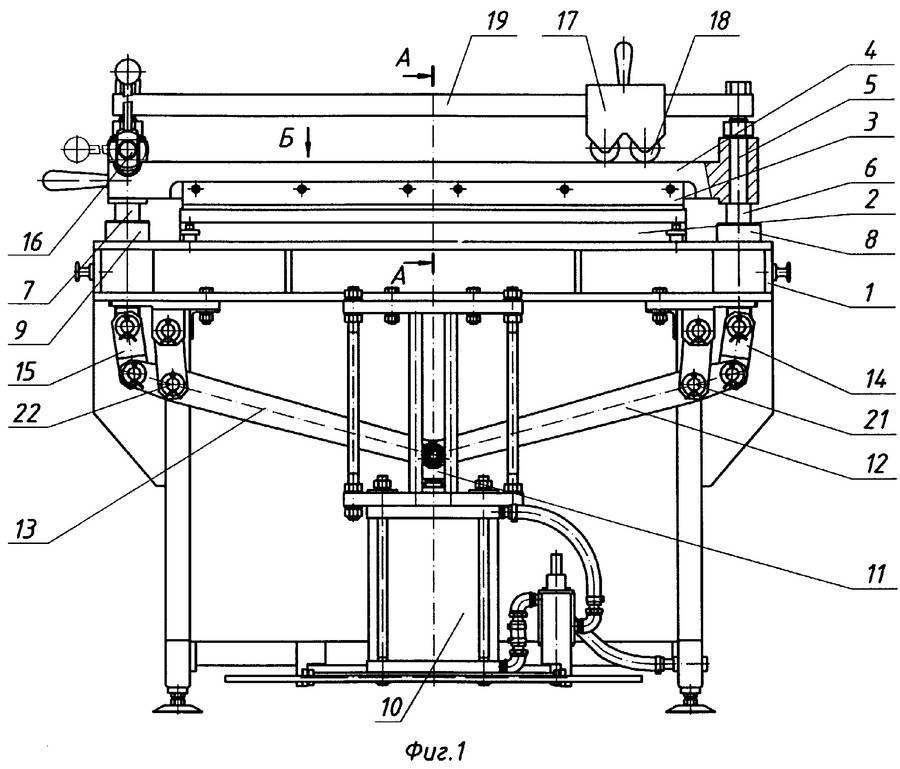
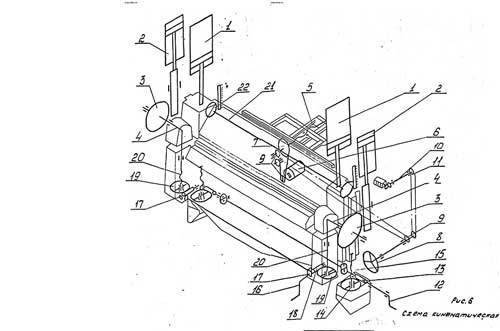
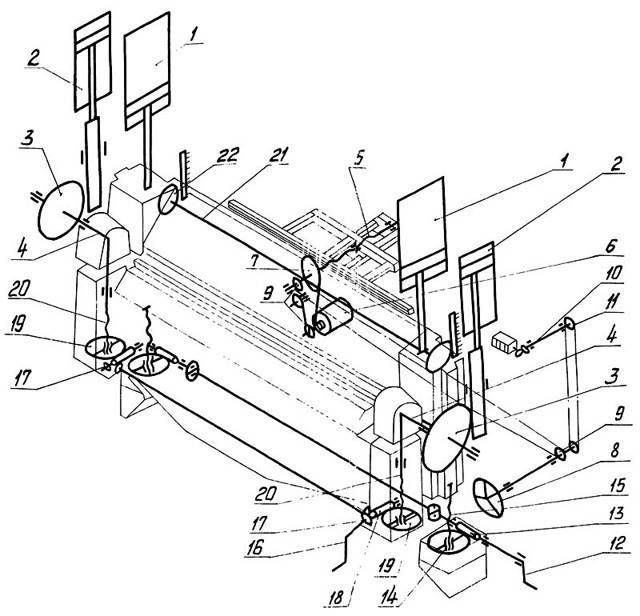
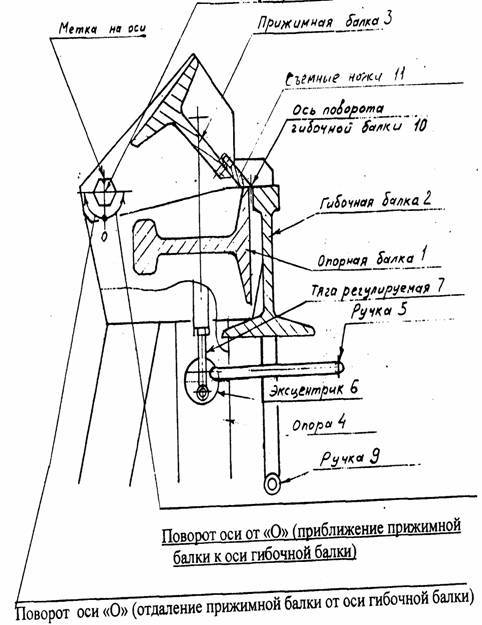
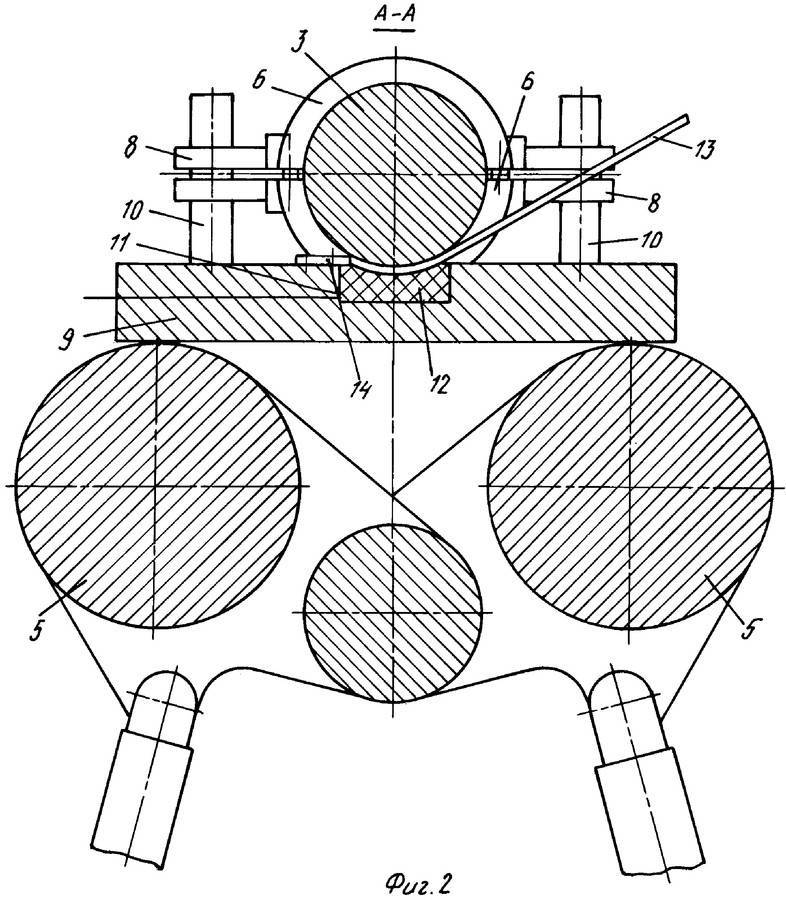
Одна из схем сегментального листогиба
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.
Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.



Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Видео:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.





