

Виды штамповки металла
Естественно, за столько веков появился целый ряд методов выполнения данной операции. До наших дней дожили те из них, которые обеспечивали должный уровень скорости, точности, качества, безопасности обработки заготовки. По этой причине ручные способы сегодня не находят широкого применения, а используются лишь в частных случаях.
Отдельную нишу занимают варианты, при которых результат достигается не давлением, а другими путями, например, воздействием кратковременных электрических импульсов или нагревом с изотермической деформацией и применением гидравлического пресса, или даже взрывом в водной среде.
Более подробно мы рассмотрим классические и актуальные сейчас виды.
Листовая штамповка металла
Особенно востребована при массовом выпуске плоских и/или объемных конструкций. Готовый предмет формируется специальным инструментом. По температуре осуществления операций подразделяется на 2 категории:
- Холодная – максимально эффективна при выборе меди, стали (легированной или углеродистой), алюминия в качестве основного материала, но при условии грамотной разделки. Наиболее распространенный случай применения – создание кузовных элементов машин.
- Горячая – заготовку предварительно помещают в электрическую или пламенную печь, в остальном же технология аналогична предыдущему варианту. Подходит для листов толщиной до 5 мм, чаще всего используется для изготовления корпусов водных судов.
Объемная
Очень интересный вариант, при котором, за счет пластической деформации сразу по трем плоскостям, из простейших заготовок делают более сложные. Обладает высокой степенью перспективности, классифицируется на две группы – с изменением агрегатного состояния продукции и без него. Рассмотрим обе по порядку.
Технология ГОШ – горячей объемной штамповки изделий из металла
Деталь подвергают давлению и, одновременно, температурному воздействию, нагревая в закрытой без зазоров пресс-форме. Данная полость получила сразу два названия – «ручей» и, по другой версии, «гравюра». Да, на начальном этапе реализации способ требует повышенного внимания к подготовке основного материала, но зато хорош своей точностью соответствия готового элемента заданным размерам и высоким качеством его поверхностей, и это при малом проценте облоя.
Относительный минус в том, что рабочее оборудование в этом случае стоит сравнительно дорого, а оператора требуется дополнительно обучать, но и такие затраты времени и средств многократно окупаются в долгосрочной перспективе производства.
Процесс ГОШ можно условно разбить на 7 этапов:
- выбор типа штампа по металлу;
- создание чертежа, максимально подробного;
- расчет числа выполняемых технологичных переходов;
- подготовка проектной документации для каждого из промежуточных этапов;
- определение подходящих пресс-форм;
- установка основных параметров и режима нагрева заготовки;
- задание нужных финишных процедур (учитывая эксплуатационные требования, предъявляемые к готовому изделию).
Кроме того, экономистам необходимо найти себестоимость единицы продукции, выпущенной по согласованному алгоритму.
Если сравнивать с горячей ковкой, ГОШ гораздо точнее, у него лучшая производительность и он дает больше вариантов для достижения результата, поэтому он объективно перспективнее.
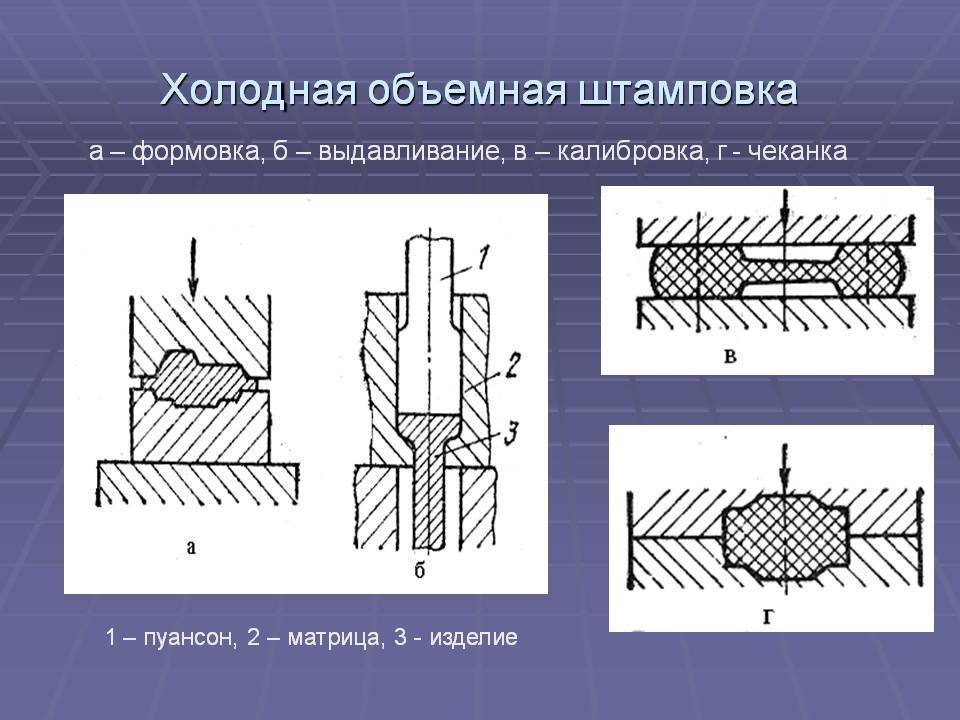
Метод холодной объемной штамповки деталей из металла
Хорош высокой точностью и чистотой (гладкостью) конечной поверхности. Основной материал не рекристаллизируется ни на одном из этапов производственного цикла, что делает готовую продукцию устойчивой к различным механическим воздействиям и нагрузкам. Заготовками в данном случае являются проволочные и калиброванные прутки.
Относительный минус данного варианта – значительные усилия, затрачиваемые на выпуск: они больше в 10 раз, если сравнивать с ГОШ. Также следует отметить негативное влияние чрезмерных механических нагрузок, на практике уменьшающих ресурс пресс-форм, но в целом способ пока частично сохраняет актуальность.
Гидравлические прессы
Гидравлический пресс, представляет собой набор деталей, включающий в свой состав:
- емкость для хранения масла;
- насосную станцию, предназначенную для создания необходимого давления на шток пресса;
- систему фильтров, отделяющих от рабочей жидкости воду и твердые частицы.

Гидравлические прессы для листового металла
Все прессы включают в состав своей конструкции шкафы управления, выносные пульты, с которыми непосредственно работает оператор пресса.
Радиально ковочный аппарат
Основное предназначение аппарата этого типа – это получение заготовок для валов определенной формы и размера.
Радиусная гибка листа
Чаще всего на оборудовании этого типа производят заготовки с диаметром порядка 150 мм и длиной до 1200 мм.
Электромагнитный пресс
Прессы этого типа появились относительно недавно. В качестве источника энергии для получения деталей заданной формы используют сердечник, который является частью электромагнита.







Электромагнитный пресс для листового металла
Именно он перемещает ползун, на котором установлена верхняя часть штампа, а возвращают его в исходное положение возвратные пружины. Эти станки показывают высокую производительность. Чаще всего применяют электромагнитные прессы с длиной хода в 10 мм, а усилие на штампе составляет 2,5 тонны.
Оборудование по ГОСТу
Есть следующие типы станков:
- однокривошипные;
- двухкривошипные;
- четырехкривошипные.
В любом варианте они оснащаются стальной матрицей и ползуном, который соединен со штампом. Движение начинается за счет электродвигателя, в котором есть элементы кинематической цепи. Для освобождения рук работника запуск производится ногой, снизу есть педаль, которая соединена с муфтой вращения. Далее сила передается на все движущиеся элементы, начинается процесс штамповки металлов, как вы понимаете, своими руками такой технологически трудный станок сделать нельзя.
Для сложных изделий
Структура, описанная выше, подходит для самых элементарных заготовок. Если форма имеет более трудную конфигурацию, применяют пневматический пресс с двумя или тремя ползунами. Это требуется для более прочной фиксации листа, а также для управления сразу несколькими матрицами. Если материал очень прочный и его не может «взять» ни один пресс, то используют инновационную разработку – взрыв. Его сила помогает пробить даже самые крепкие сплавы.
мтомд.инфо
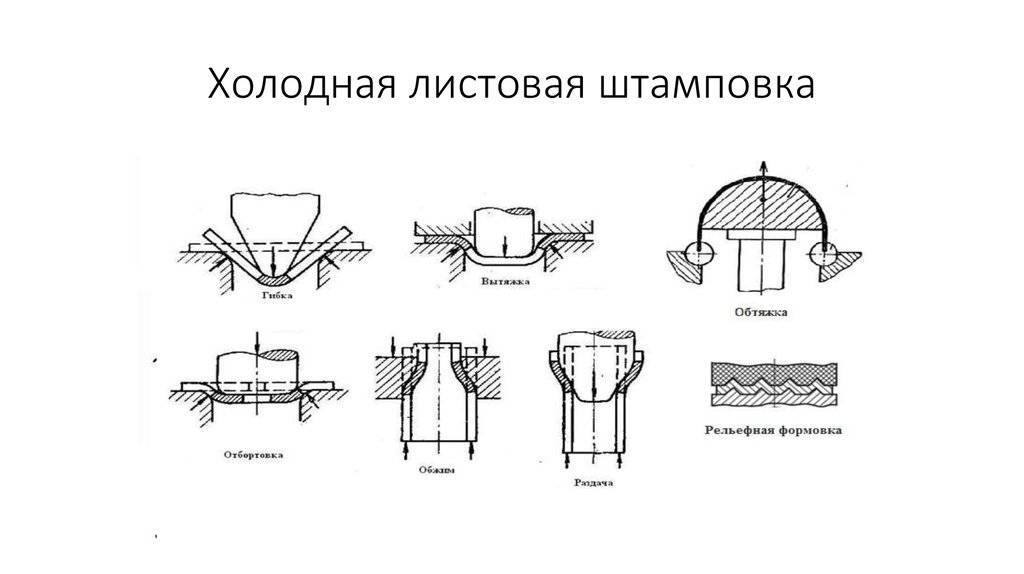
Формообразующие операции — в которых стремятся получить заданную величину деформации, чтобы заготовка приобрела требуемую форму. Основные формообразующие операции: гибка, вытяжка, отбортовка, обжим, раздача, рельефная формовка.
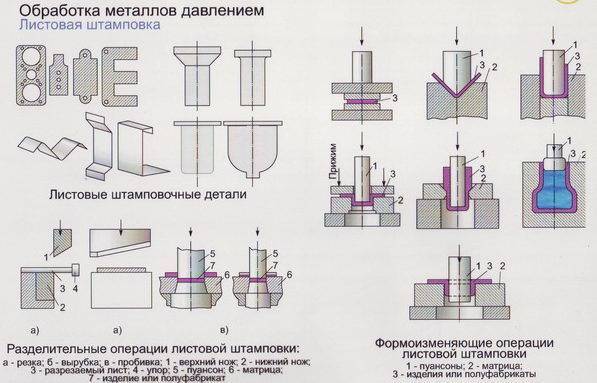
Листовая штамповка. Холодная листовая штамповка. Штамповка листовая металла. Разделительные операции листовой штамповки. Отрезка. Вырубка. Пробивка. Высечка.
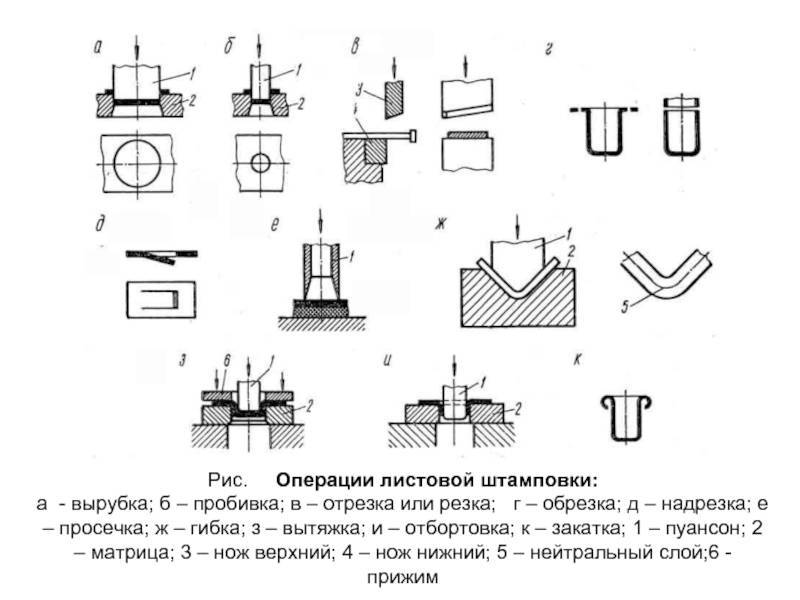
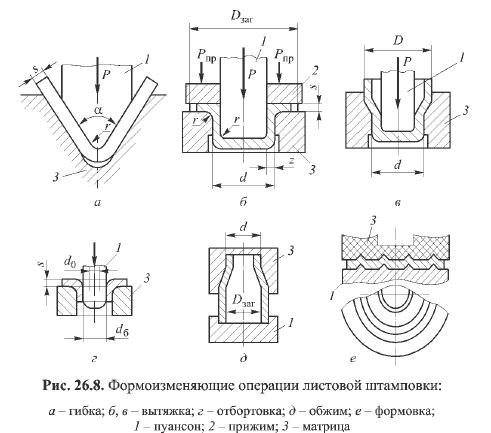
Схемы формообразующих операций
а — гибка; б,в — вытяжка; г — отбортовка; д — обжим; е — рельефная формовка
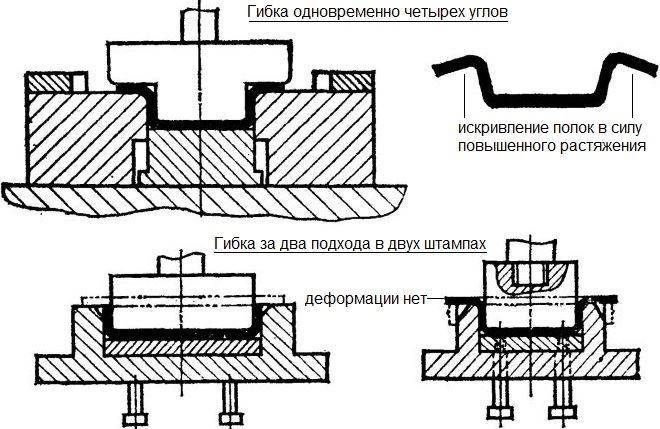
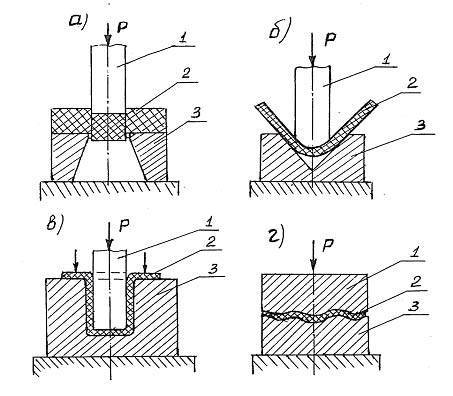
Гибка – образование угла между частями заготовки или придание заготовке криволинейной формы. При гибке пластически деформируется (см. Пластическая деформация) только участок заготовки в зоне контакта с пуансоном 1 (рис., позиция а): наружные слои заготовки растягиваются, а внутренние – сжимаются. Деформация растяжения наружных слоев и сжатия внутренних увеличивается с уменьшением радиуса скругления рабочего торца пуансона, при этом возрастает вероятность образования трещин. Поэтому минимальный радиус пуансона ограничивается величиной в пределах 0.1…2,0 от толщины заготовки, в зависимости от механических свойств материала.
При снятии нагрузки растянутые слои заготовки упруго сжимаются, а сжатые – растягиваются, что приводит к изменению угла гибки α, т.е. к пружинению детали. Это следует учитывать или уменьшением угла инструмента на величину пружинения, или применением в конце рабочего хода дополнительного усилия.
Гибку производят в штампах, а также вращающимися фигурными роликами, играющими роль матрицы, на профилегибочных станах.
Холодная обработка металлов давлением
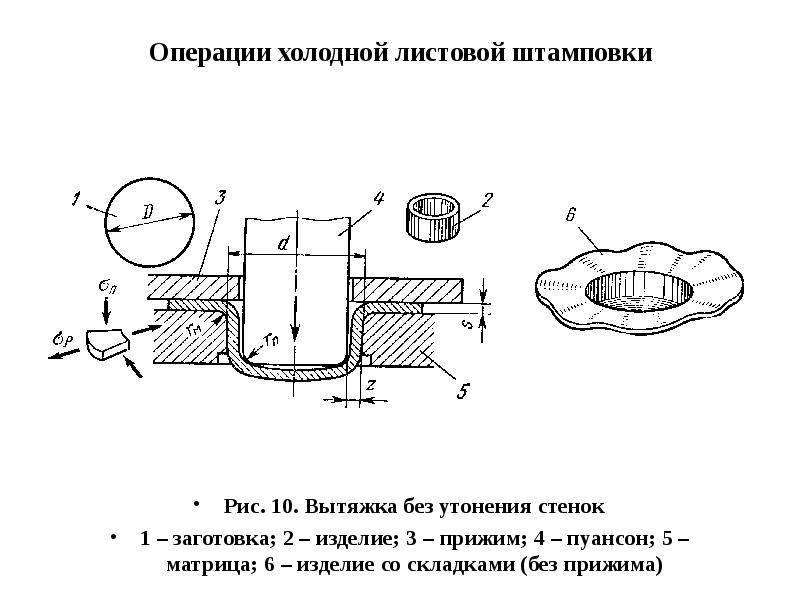
Вытяжка – образование полого изделия из плоской или полой заготовки (рис., позиция б). Вырубленную заготовку диаметром Dз и толщиной S укладывают на плоскость матрицы 3. Пуансон 1 надавливает на заготовку и она, смещаясь в отверстие матрицы, образует стенки вытянутой детали диаметром d.
Формоизменение при вытяжке оценивают коэффициентом вытяжки kв = Dз / d, который в зависимости от механических характеристик металла и условий вытяжки не должен превышать 2,1.
При Dз — d > (18..20)S, возможны потеря устойчивости фланца и образование складок при вытяжке. Их предотвращают прижимом 2 фланца заготовки к матрице с определенным усилием Pпр.
Высокие детали малого диаметра получают за несколько операций вытяжки с постепенным уменьшением диаметра D полуфабриката и увеличением его высоты (рис., позиция в). При последующих переходах для предотвращения разрушения металла принимают:
Промежуточный рекристаллизационный отжиг для устранения наклепа позволяет увеличить kв до 1,4…1,6.
Опасность разрушения заготовок устраняют применением смазочных материалов для уменьшения сил трения между поверхностями заготовок и инструмента.
При вытяжке зазор между матрицей и пуансоном составляет (1..1.3)S.






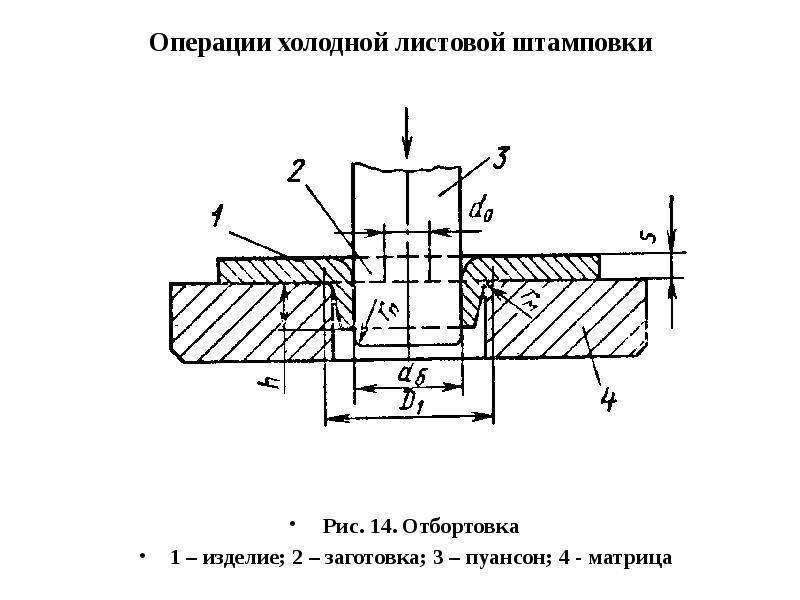
Отбортовка – получение борта диаметром dб путем вдавливания центральной части заготовки с предварительно пробитым отверстием dо в матрицу (рис., позиция г). Формоизменение оценивают коэффициентом отбортовки:
который зависит от механических характеристик металла заготовки и ее относительной толщины S / do. Большее увеличение диаметра можно получить, если заготовку отжечь перед отбортовкой или изготовить отверстие резанием, создающим меньшее упрочнение (см. Наклеп. Наклеп металла. Сущность явления наклепа.) у края отверстия.
Отбортовку применяют для изготовления кольцевых деталей с фланцами и для образования уступов в деталях для нарезания резьбы, сварки, а также для увеличения жесткости конструкции при малой массе.
Листовая штамповка. Холодная листовая штамповка. Штамповка листовая металла. Разделительные операции листовой штамповки. Отрезка. Вырубка. Пробивка. Высечка.
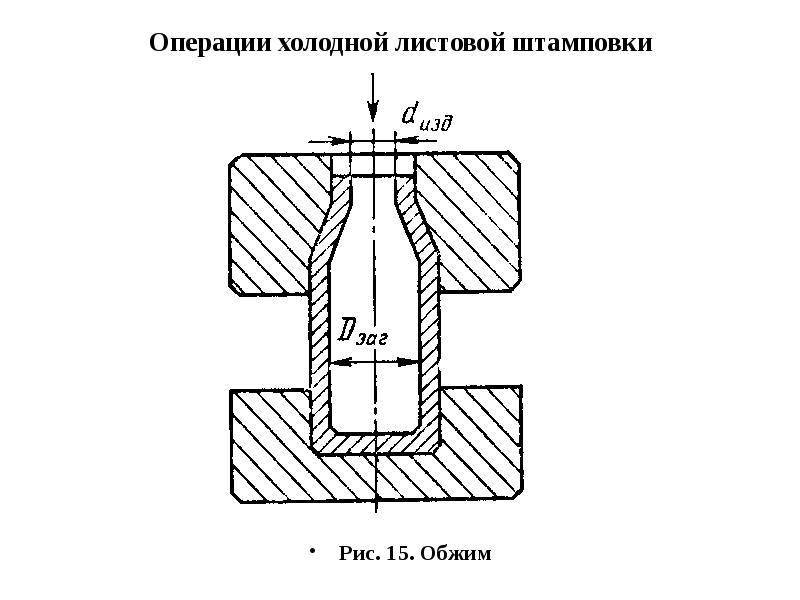
Обжим – уменьшение периметра поперечного сечения концевой части полой заготовки. Производится заталкиванием заготовки в сужающуюся полость матрицы (рис., позиция д). За один переход можно получить d = (0.7..0.8)Dз. Для большего формоизменения выполняют несколько последовательных операций обжима.
Раздача – увеличение периметра поперечного сечения концевой части полой заготовки коническим пуансоном; это операция противоположная обжиму.
Рельефная формовка – местное деформирование заготовки с целью образования рельефа в результате уменьшения толщины заготовки (рис., позиция е). Формовкой получают конструкционные выступы и впадины, ребра жесткости, лабиринтные уплотнения.
Альтернативные методы
С металлами работают, получая нужные заготовки, не только при помощи давления и температур. Штамповку выполняют, используя многочисленные силы. Например, в строительстве самолетов и ракет применимы взрывы. Заготовки располагают в бассейне с водой на пресс-форме. Над ними находится взрывчатое вещество. После детонации происходит деформация металла.
Быстрый и эффективный способ создания различных металлических деталей – использование магнитно-импульсной ковки. Электрогидравлическую штамповку можно сравнить с деформацией взрывов. Для этого метода используют высокую температуру и давление, но напряжение создают не в воздушной, а в водной среде.
Горячую ковку на многих предприятиях заменяют изотермической штамповкой. Для этого нагревают пресс-форму вместе с заготовкой до достижения температуры плавления. Такой режим поддерживается в течение всего времени изготовления. У метода есть множество достоинств:
- исключены трещины;
- гарантирована высокая точность;
- практически не требуется дополнительная обработка.
Отдельные предприятия выбирают валковую штамповку. Суть метода заключается в прокатке металла на пресс-валах. Они изготовлены из твердых сплавов. Такое решение позволяет получать изделия заданной формы с высокой точностью. Причем прочностные характеристики улучшаются, ведь микроструктуры спрессовываются.
Технология процесса
Процесс холодной листовой штамповки начинается с совместной работы технолога и конструктора оснастки. Они рассматривают все изменения, которые должны произойти с плоской заготовкой на ее пути к готовому изделию, планируют и группируют разделительные и формообразующие операции. После такой группировки определяются операции, выполняемые при каждом проходе пресса (если деталь не удается отштамповать за один проход). Под этот конкретный перечень операций проектируется пара матрица — пуансон.
Матрицы и пуансоны, как правило, изготовляют методом фрезерования на многокоординатных обрабатывающих центрах. От точности изготовления напрямую зависит точность соблюдения размеров штамповки и конечное качество изделия. В качестве материалов используют высоколегированную сталь — пресс- форма должна выдержать сотни, а то и миллионы циклов штамповки и при этом не измениться в размерах. Часто пресс-формы делают состоящими из нескольких частей, которые потом надежно соединяют.
Иногда в пресс-форму устанавливают вставку из более прочного материала, например, в той части, где будет осуществляться вырубка или вытяжка и которая будет подвержена существенно большим напряжениям, чем остальная часть пресс-формы.
Исключительно важный этап технологии — это наладка прессов для листовой штамповки. Каждый рабочий проход пресса нуждается в строгом соблюдении предписанного технологией усилия, чтобы, с одной стороны, точно отформовать заготовку, а , с другой стороны ,не повредить ее.
Сущность технологии
Сущность процесса горячей штамповки заключается в том, что готовое изделие из металла получают из нагретой до определенной температуры заготовки, воздействуя на нее давлением, для чего используется специальный штамп. При выполнении горячей штамповки температура заготовки изменяется от состояния просто нагретой поверхности до ковочной. Чтобы ограничить течение нагретого металла в ненужном направлении, на отдельных участках внутренней поверхности штампа выполняют специальные полости и выступы. Таким образом, внутренняя поверхность штампа формирует замкнутую полость (ручей), конфигурация которой полностью соответствует форме готового изделия.
Так выглядит нижняя часть простого одноручьевого штампа
Горячая объемная штамповка (ГОШ) выполняется на металлических брусках различного профиля – квадратного, прямоугольного, круглого или периодического. В отдельных случаях производство готовых изделий по технологии горячей штамповки может выполняться из сплошного металлического прутка. Изначально его часть формируется в поковку с требуемыми геометрическими параметрами, а затем ее отделяют при помощи резки. Однако, как правило, заготовки для горячей штамповки нарезают из металлического прутка.




Наибольшую эффективность штамповка деталей, предполагающая их предварительный нагрев, демонстрирует при серийном и массовом производстве. В частности, в использовании данной технологии для производства металлопродукции крупными и массовыми сериями есть целый ряд преимуществ.
- Отходы металла, из которого производится продукция, уменьшаются.
- Увеличивается производительность труда.
- При помощи данной технологии можно изготавливать изделия даже очень сложной конфигурации.
- Готовые изделия, полученные методом горячей штамповки металла, отличаются не только особой точностью геометрических параметров, но и высоким качеством поверхности.
Схема технологического процесса изготовления детали типа «шатун» методом горячей объемной штамповки
Технологический процесс горячей штамповки включает в себя большой перечень операций, выполняемых начиная с момента загрузки детали из металла в зону обработки и заканчивая выгрузкой из оборудования готового изделия. Проектирование такого процесса подразумевает соблюдение следующего алгоритма:
- выбрать метод, по которому будет изготовляться изделие: на штампах с открытым или закрытым ручьем;
- разработать подробный чертеж готовой поковки;
- установить, за сколько переходов можно сделать готовое изделие;
- для каждого перехода разработать чертеж формируемой поковки;
- в зависимости от требуемой мощности для каждого этапа технологического процесса выбрать соответствующее оборудование и сформировать штампы;
- перед горячей штамповкой нагреть заготовку, выбрав способ нагрева и режимы его выполнения;
- в зависимости от требований к качеству готового изделия определить перечень финишных операций, которым будет подвергнута поковка.
На завершающей стадии разработки технологического процесса необходимо выполнить расчет его экономических и технических показателей.
Преимущества и недостатки горячей объемной штамповки
Обработка металла, выполняемая методом горячей штамповки, может осуществляться по различным технологиям, особенности реализации которых зависят от целого ряда параметров: типа используемого оборудования, геометрических параметров и материала изготовления формируемого изделия. По технологии ГОШ можно изготавливать следующие типы деталей.
Удлиненные
В качестве таких изделий могут выступать валы различного назначения, шатуны, рычаги и другие детали подобной конструкции. Для их производства используют штамповочный пресс. Обрабатываются они методом горячей штамповки плашмя, при этом исходная заготовка подвергается операции протяжки. Заключительным этапом производства является фасонирование методом свободной ковки, выполняемое в заготовительных вальцах ковочных вальцов.
Дисковые
Это шестерни, фланцы, ступицы, крышки и другие детали круглой или квадратной конфигурации, отличающиеся относительно небольшой длиной. Чтобы изготовить продукцию данного типа, используют технологию осадки, которая выполняется в торец обрабатываемой заготовки. Для реализации такой технологии требуется использовать штамповочные переходы.
Примеры изделий, изготовленных методом горячей объемной штамповки
Технология штамповки
Технология изготовления деталей штамповкой как горячим, так и холодным способом предполагает наличие оснастки. Для обоих видов изготавливаются штампы, которые имеют определенные отличия. Применяются они для металла, который имеет разную степень толщины.
Заготовки большого размера предварительно нагреваются, а затем идет процесс ковки. В холодном состоянии толщина листа редко превышает 1 мм. С таким материалом проводятся разные операции, например, штамповка значков.
Технология проведения штамповки
Холодная штамповка
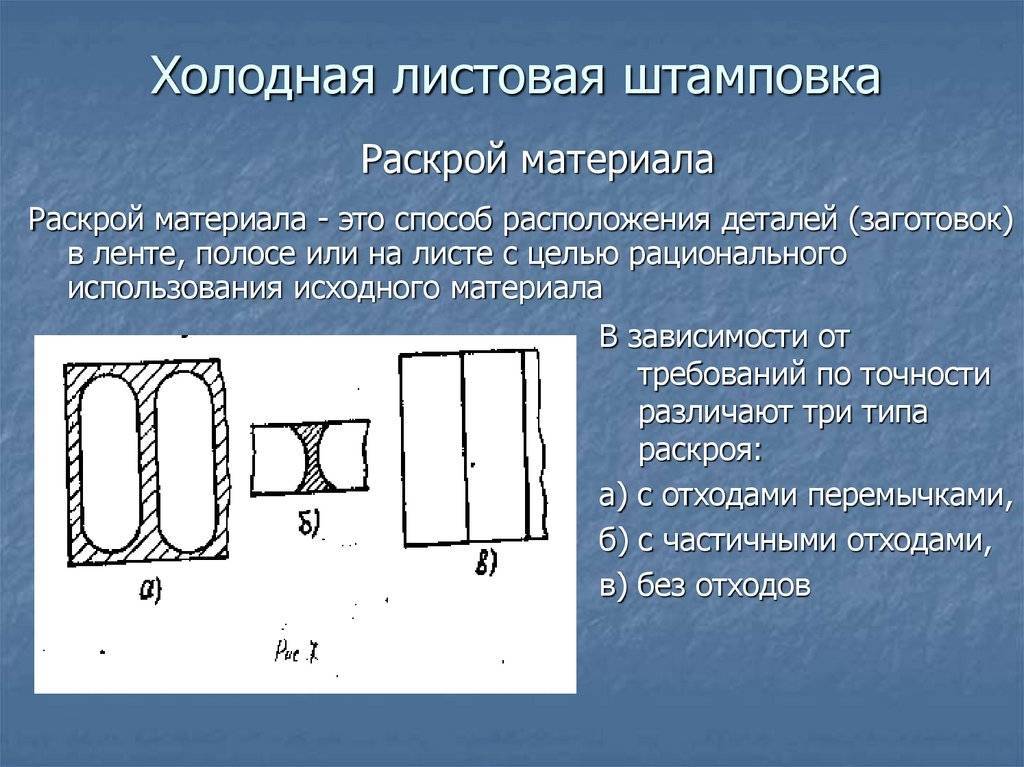
В процессе холодной штамповки листового металла нагрев не проводится. Усилия пресса хватает, чтобы проводить разделительные или формоизменяющие операции. Как результат полученная деталь, не подверженная процессу усадки. Для экономии материала штамповку проводят согласно правилам раскроя листа, которые регламентируются ГОСТом.



К холодной штамповке относятся такие операции:
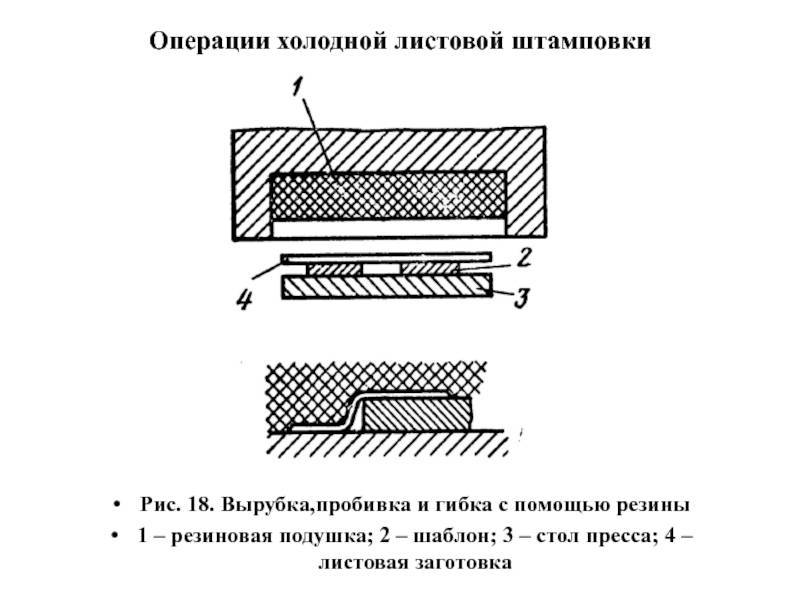
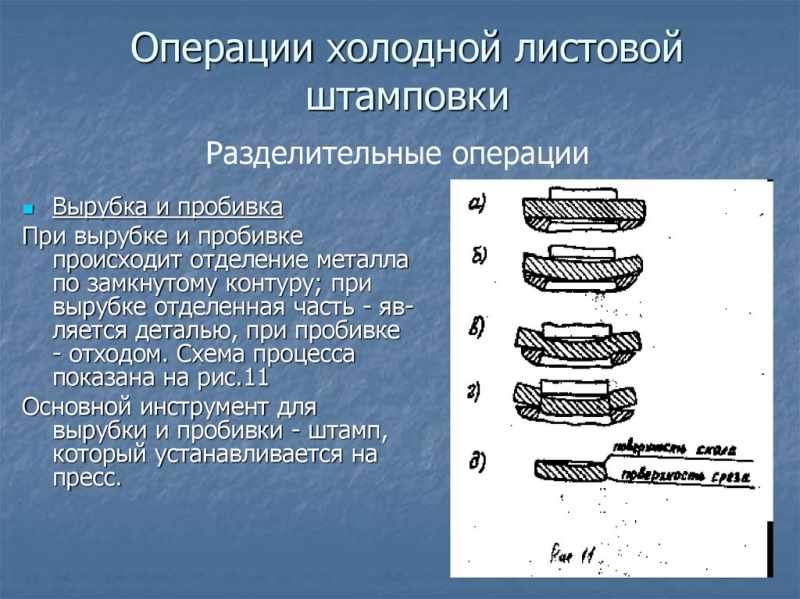
- Вырубка-пробивка. В процессе вырубки готовая деталь падает в контейнер, а снаружи остаются отходы. При пробивке, наоборот, отход падает в контейнер, а деталь формируется снаружи. Конструкция штампов одинаковая. В процессе работы проводится разделительная операция, в которой участвует пуансон и матрица штампа.
- Гибка. Относится к несложной операции. Деталь укладывается между упорами на матрицу и давится сверху пуансоном.
- Вытяжка. Часто получается за несколько переходов. Для этого изготавливаются отдельные штампы. В процессе работы из круглой заготовки получается стакан, конус или полусфера. Получается это за счет перераспределения металла в исходной заготовке.
- Отбортовка. Пуансон ловит фиксатором отверстие в детали и расширяет его, отбортовывая стенки.
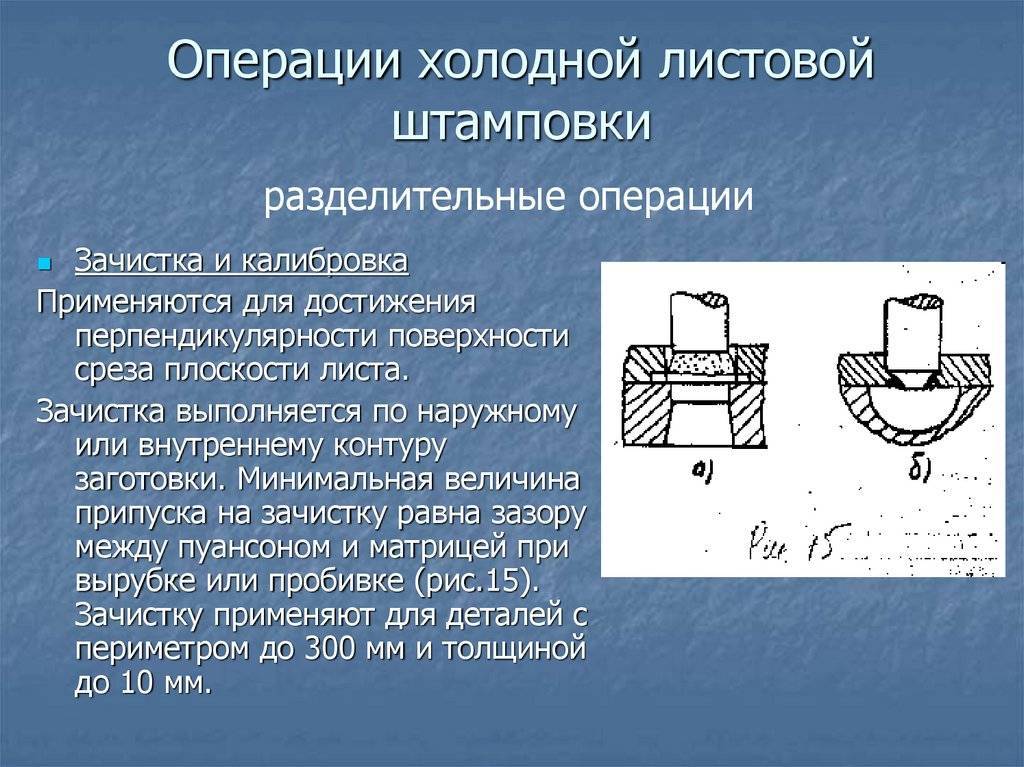
Важным моментом является правильный выбор зазора между пуансоном и матрицей. Эта величина зависит от толщины и вида материала. Чем толще металл, тем больше зазор. Для алюминия и других мягких материалов этот размер уменьшается. В противном случае будут образовываться заусенцы.
Горячая штамповка
В процессе изготовления деталей из металла путем горячего прессования заготовки поступают в камеру нагрева. Горячая объемная штамповка металла начинается после достижения ими температуры 1200°С. Нагретые изделия закладываются в штамп, где имеются специальные ручьи, для предварительной и окончательной штамповки.
Если нужно осадить нагретую поковку, то она ставится в пространство между двумя плоскими бойками. Оборудование запускается, и заготовка осаживается на нужный размер.
Альтернативные методы штамповки
Штамповка металла может происходить и под действием других сил:
- Взрывом. Процесс проводится в воде. Материал располагается на матрице, в которой сделано углубление нужной формы. Сверху производится взрыв. В результате заготовка заполняет ручей и приобретает нужную форму.
- Электрогидравлическая. В водной среде подается напряжение. Происходит нагрев воды. Под действием высокой температуры возникает ударная волна, которая формирует заготовку.
- Протяжка металла через валки. Этот метод позволяет придать заготовке нужную форму.
Штампованные значки изготавливаются в штампе, где в углубление пуансона закладывается эмаль.
Холодновысадочные автоматы
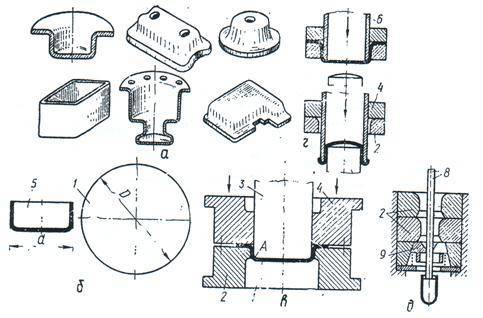
Холодная высадка применяется для формования местных утолщений на заготовках. Автоматы холодновысадочные двухударные моделей АВ1012, АВ1016 (рис. 1, а), АБ1214-АБ1223 с цельной матрицей (последний производит изделия с наибольшим диаметром стержня 20 мм) применяются для холодной высадки из калиброванного материала заклепок и заготовок болтов и винтов. В первом переходе (рис. 1, б) ролики 3 подают пруток 2 до упора 5, после чего матрица 4 перемещается в поперечном направлении, отрезая от прутка мерную заготовку на позицию высадки, где ударом высадочного пуансона 6 производится высадка головки. После возвращения пуансона в исходное положение изделие выталкивается толкателем 1, который также возвращается в исходное положение, а матрица вновь уходит на позицию подачи заготовки.
Высадку осуществляют на одно-, двух- и трехударных автоматах Холодной высадкой на автоматах изготовляют детали длиной до 400 мм из заготовок диаметром до 52 мм. Наиболее часто изготовляют детали и полуфабрикаты диаметром 3 16 мм с высокой точностью (до 0,03. . .0,05 мм). Болты получают размером до М20, гайки размером до М27. Производительность штамповки на автоматах 35. . .900 ед./мин.
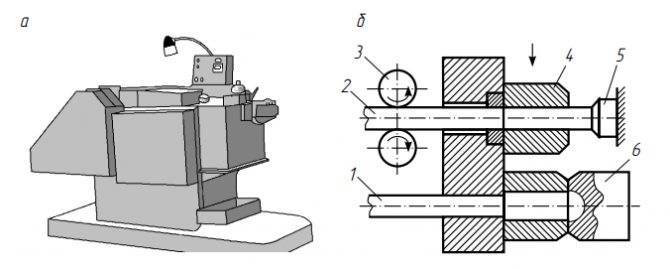
Рис. 1. Автомат холодновысадочный модели АВ1016 для изготовления заклепок: а — общий вид; б — схема штамповки на нем.
Выпускаются автоматы холодноштамповочные четырехпозиционные для крепежных изделий АВ1918Д-АБ1924 и др. (наибольший диаметр стержня 30 мм). Автоматы-комбайны для полного изготовления винтов и шурупов типа А1916А снабжаются резьбонакатными устройствами.
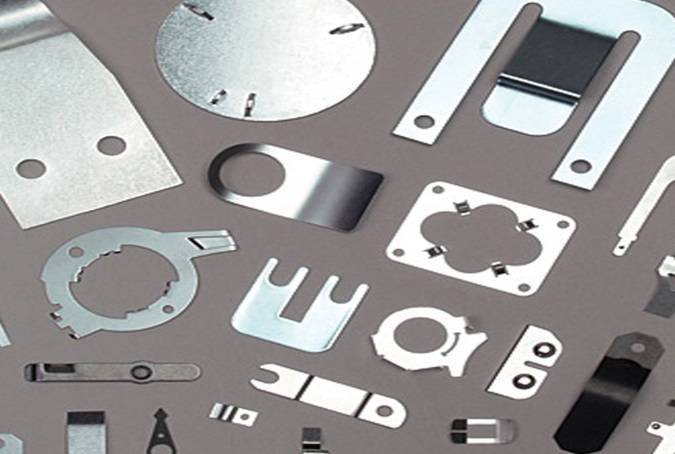
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.

Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.









Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).

Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Принцип работы и устройство прессов различных типов
Прессовое оборудование механического типа может использовать в своей работе энергию сжатого воздуха. Для этого в штамповочных цехах применяют линии подачи сжатого воздуха. Рабочее давление в них составляет 8 – 12 атм. Станки этого типа оснащают системами очистки воздуха от воды и следов масел.

Прессовое оборудование механического типа
Сжатый воздух, принимает участие в раскрутке маховика, который поднимает шатун в верхнее положение. Нажимая на педаль или кнопки управления прессом, оператор открывает муфту, воздух выходит из системы и шатун под своим весом устремляется вниз.





