

Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.

Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
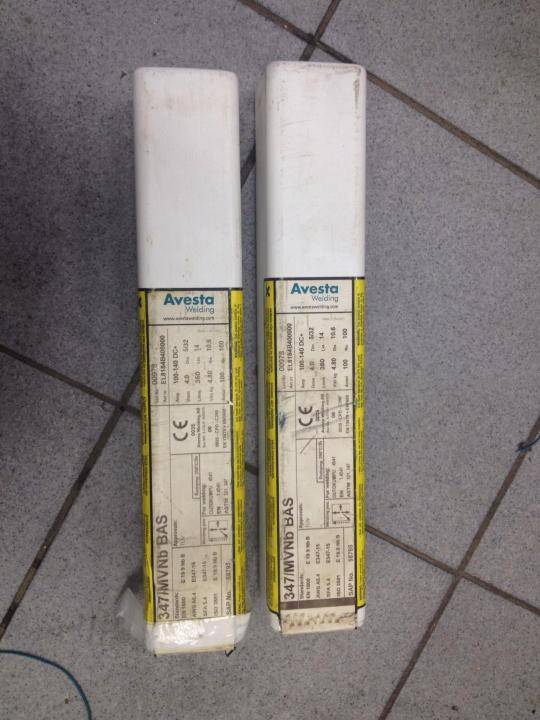
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:
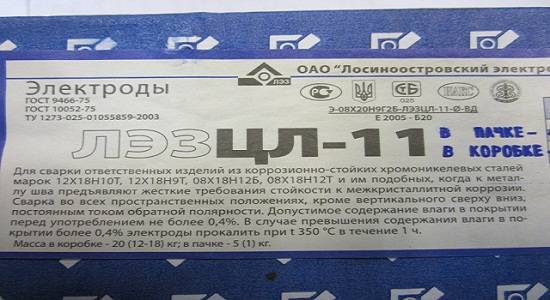
ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.

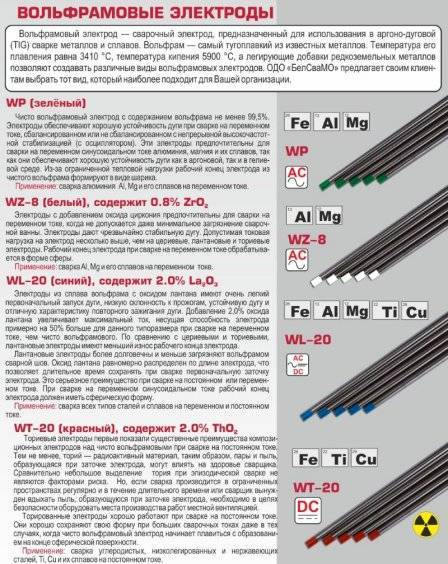
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
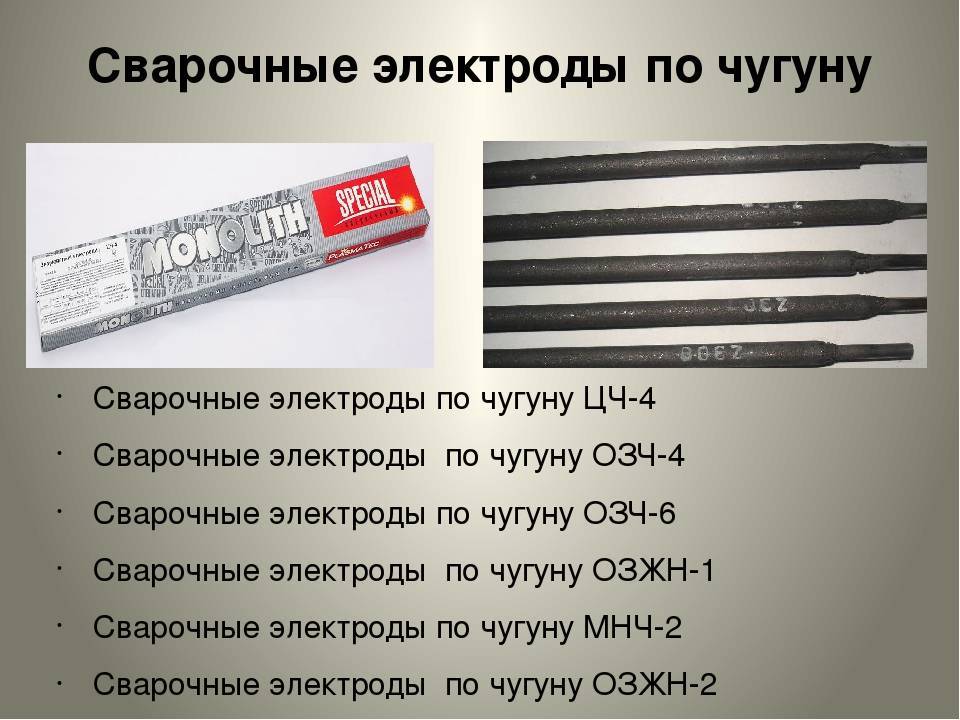
Популярные марки электродов для сварки чугуна
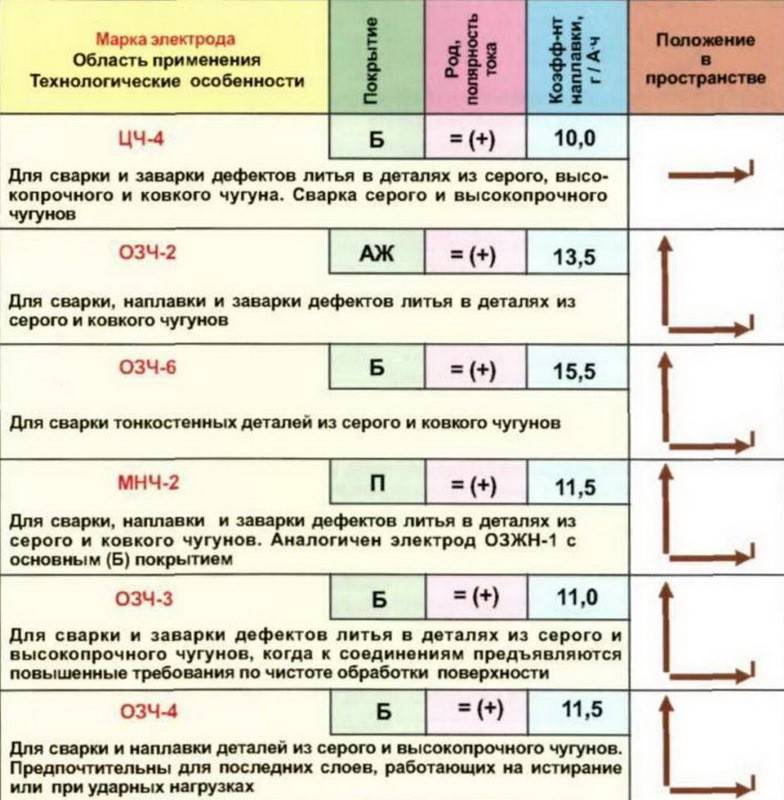
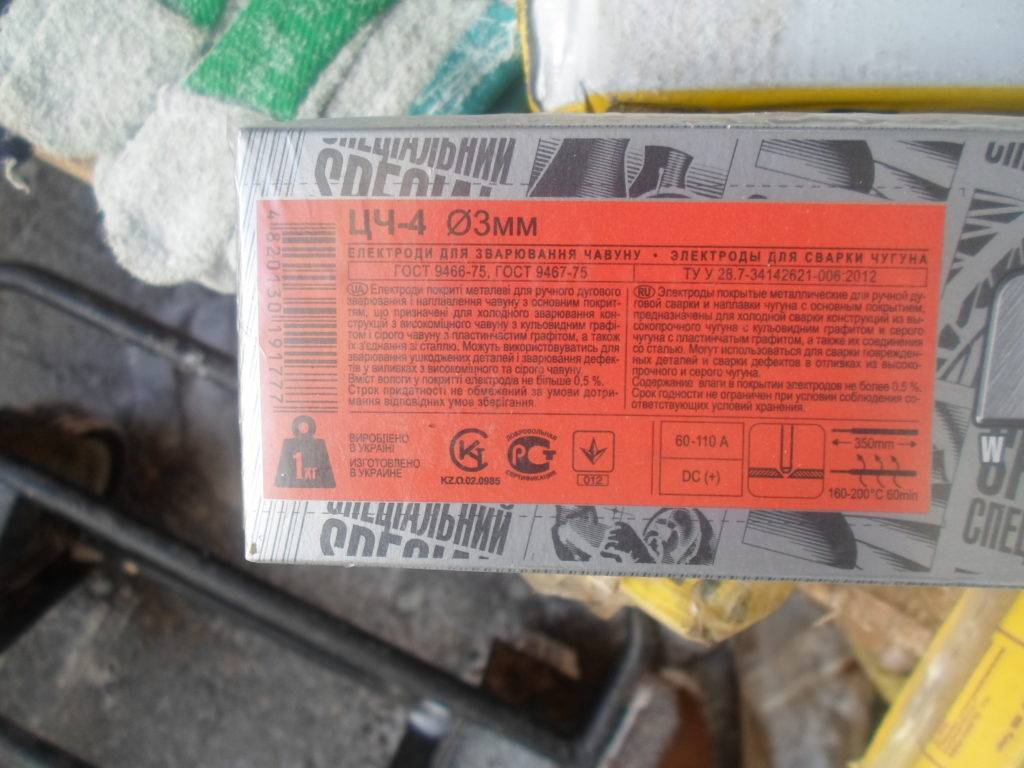
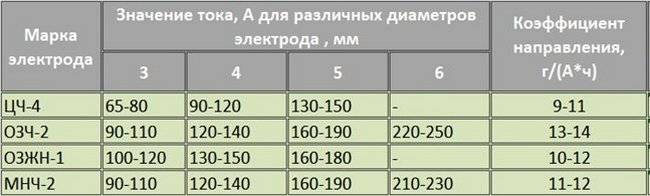
Популярны сегодня для работы с чугунными изделиями марки: ОЗЧ-2 и 4; МНЧ-2; ЦЧ-4; ОЗЖН-1, ОК 92.18.





Подбор марок
Для того чтобы определиться, какими электродами варить ту или иную деталь, необходимо точно знать из какого вида чугуна она изготовлена: ковкого, серого или высокопрочного.
Электроды для горячей сварки чугуна
Когда температура чугунного изделия достигает +500 + 600 градусов метод сварки называется горячим, +300 +400 – полугорячим, +200 – теплым.
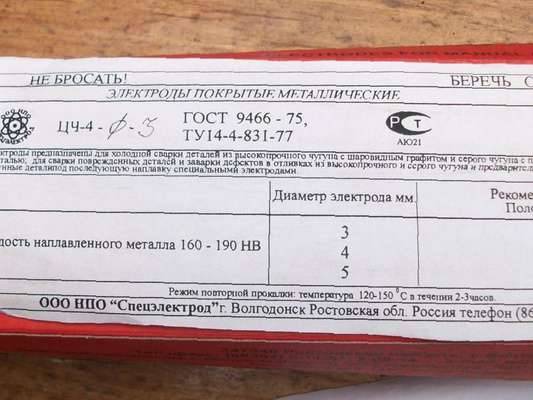
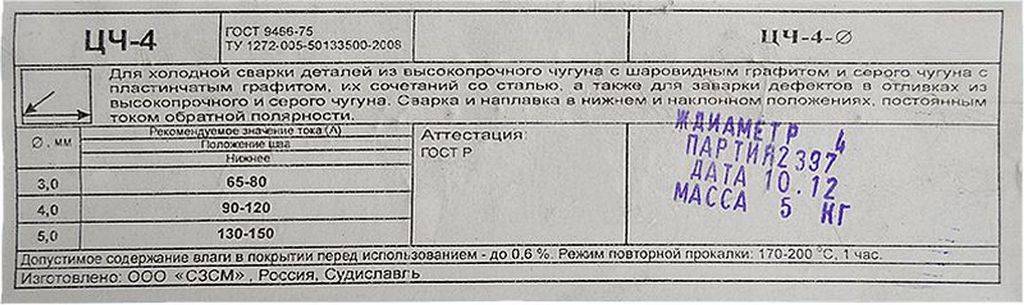
Рекомендуется работать по технологии горячей сварки маркой ЦЧ-4, при слабом разогреве ОК 92.18. Электроды ЦЧ-4 универсальные, ими работают и холодным способом. Его рекомендуется применять при нижнем пространственном расположении деталей. Настроить нужно обратный по полярности ток.
ОК 92.18 работают на постоянном и переменном токе.
При покупке электрода учитывается толщина, вес, условия эксплуатации деталей
Все это очень важно учитывать
Чаще всего используют соответствующие ГОСТ 2671 марки электродов. Они отличаются тем, что у них меловое покрытие или, как у ОМЧ-1 специальное. В некоторых случаях используются угольные электроды, стальные УОНИ, АНО, вид А или Б со стержнем, выполненным из чугуна.
Электроды для холодной сварки чугуна
Технология холодной сварки чугуна производится при помощи ОЗЧ-6 и ОЗЧ-2, МНЧ-2, часто покупается и универсальный ЦЧ-4.
Отлично зарекомендовал себя в работе с тонкостенными чугунами ОЗЧ-6. Им рекомендуется работать при вертикальном и нижнем пространственном расположении деталей.
При необходимости сваривать ответственные стыки, для наплавки чугуна без подогрева, покупается МНЧ-2. Ими легко исправить дефекты, образовавшиеся впоследствии процесса литья, выполнить наплавку. Шов получается прочным и качественным. Работать ими хорошо в вертикальном пространственном положении и нижнем, иногда даже в потолочном. Ток лучше всего настроить обратной полярности.
Выгодно покупать для осуществления наплавки чугуна без подогрева электроды ОЗЖН-1. Они позволяют выполнять работы по заделке серьезных дефектов. С их помощью получается наплавлять большие объемы. Их советуют использовать для проведения работ в вертикальном, нижнем положениях детали. Нужен постоянный обратный ток.
Для сварки чугуна без подогрева, холодным методом подходит и ОЗЧ-2.
Электроды для сварки чугуна и стали
Для успешной сварки деталей из разных металлов, а именно, имеется в виду сварка чугуна и стали, рекомендуется применить ЦЧ-4. Электродом успешно варят с соблюдением требований горячей и холодной сварки. Им быстро и легко можно устранять дефекты, наплавлять. С его помощью получается наложить 1-2 слоя, подготовить деталь под наплавку обычными типами электродов. Работать ЦЧ-4 рекомендуется в нижнем пространственном положении. Настраивается при этом обратный ток.
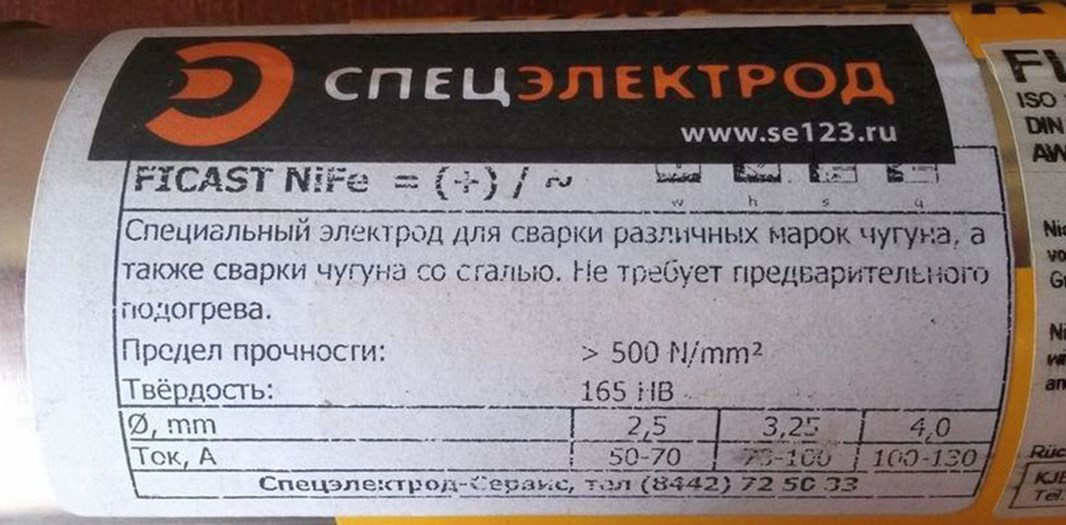
Ficast NiFe K рекомендуется покупать при необходимости приварить деталь, выполненную из разных видов сталей, к чугунной. Им сварщик может работать в любом требуемом положении. Шов будет прочным, не имеющим трещин, легко обрабатываемый.
ZELLER 855 наделены теми же качествами и характеристиками, которые присущи марке Ficast NiFe K.Важно знать, что ими варят даже не очищенные изделия, заржавевшие кромки, не удаляя масляных пятен
Трудности, возникающие при сварке чугуна
Очень важно со всей ответственностью подойти к выбору углеродов для сварки чугуна, поскольку в процессе работы придется столкнуться с рядом трудностей, обусловленных большим содержанием углерода в сплаве:
в процессе создания шва постоянно будут появляться трещины и поры, это связано с тем, что при сварке чугуна выделяется много газа, поэтому в расплаве много пузырьков. Если не соблюдать баланс в скорости охлаждения, то шов будет пористым, а это негативно сказывается на его прочности,
- если сваривается тонкий чугун, то следует быть очень осторожным, поскольку если его перегреть – он рассыпется,
- могут образовываться различные каленые структуры, которые сложно убираются с поверхности материала,
- из-за того, что в сварочной ванне присутствуют тугоплавкие окислы, некоторые места могут не провариться. Это обусловлено тем, что температура при которой плавятся окислы – очень высокая, и поэтому дуга может попросту из не расплавить. Итог – между основным материалом и расплавом появляется пленка, от которой трудно избавиться механическим путем.
- в участке шва сплав охлаждается очень быстро. Возле обрабатываемого участка образуются твердые зоны с выделением цементита. Эти места приобретают белый оттенок и по завершению сварочных работ их очень сложно обработать.
- высокая вероятность того, что из участка шва, расплав может вытечь.
Выполняя сварку чугуна в домашних условиях, не пренебрегайте следующими рекомендациями и специалистов и старайтесь максимально точно соблюдать технологию работы.
- В первую очередь, необходимо подготовить поверхность изделия, она должна быть хорошо зачищена, также стоит избавиться от оксидной пленки.
- Далее надо отшлифовать кромку. Если вы видите, что на материале присутствуют трещины, сколы, неровности, то знайте, что в процессе сварки масса может просто вытечь из шва. Именно поэтому обязательно используйте специальные формы с графитовыми вставками. Изготовить такую форму можно при помощи песка.
3.Далее переходим к самому трудоемкому процессу – прогреву заготовки. Чугун плавится при достаточно низкой температуре 1200-1250°С. В связи с этим температура предварительного нагрева не должна быть выше 500-700°С. Также нужно очень аккуратно прогреть как непосредственно сам участок соединения, так и пространство около него. Благодаря этой процедуре, металл на растрескается.






4.После того, как сварка будет выполнена, заготовку надо охладить: для этого она засыпается песком или мелким древесным углем. Чем дольше заготовка будет остывать, тем меньше будет вероятность образования трещин и выделения цемента.
Осуществить полноценную горячую сварку с прогревом до 600°С в домашних условиях – непросто. Поэтому следует ограничиться полугорячим способом, который заключается в прогреве детали до 300-400°С. Такой способ чаще всего используется для ремонта несущих конструкций или соединения ответственных деталей. Во всех остальных случаях подойдет метод холодной сварки. При соединении заготовок, швы укладываются последовательно, один слой за другим. Снизу свариваемую деталь можно охладить водой. Стоит отметить, что электроды для холодной сварки чугуна и для горячей ничем отличаются.
Назначение, характеристики
Электроды – наиболее важные элементы, применяемые при выполнении электродуговой сварки. Основное их предназначение – подведение тока в зону сварки. Производится огромное количество электродов, разделяемых на типы и марки, каждая из которых имеет свою узкую область применения. При использовании электродов должны выполняться такие условия:
- стабильная дуга (или сварочное пламя), обеспечивающая создание высококачественного шва;
- равномерное плавление основания и обмазки;
- обеспечение требуемого химсостава стали в образованном шве;
- эффективность дуговой сварки при минимизации рассеивания металла;
- легкость отделения шлака;
- минимальная токсичность стержней при выполнении работ;
- сбережение химических, физических и технических параметров.

Газовая
Нагрев газовой горелкой выполняют медленно для того, чтобы при доведении стыка до жидкого состояния графит успел растворится в жидкой ванне. Его выгорание и выдувание приведет к отбеливанию, а значит повышения хрупкости стыка.
Горелку держат на большем расстоянии, чем при сварке сталей, чтобы получить равномерный прогрев по возможности большей поверхности.
Для поглощения выделяющейся окиси углерода (угарный газ) используют специальные флюсы. Самый простой — плавленая бура (гидрат тетрабората натрия).
Для присадки используют сварочные прутки из чугуна. По мере расплавления их вводят в свариваемую зону, распределяя колебательными или спиральными движениями.
При работе с легированными чугунами, в состав присадок вводят аналогичные добавки (из простых — нержавейка).
Обзор популярных марок
С целью выполнения качественной сварки деталей из чугуна разных типов применяются и свои электроды. Рассмотрим наиболее известные аксессуары для сварочных работ. К ним относятся: ОЗЧ-2 и 4; МНЧ-2; ЦЧ-4; ОЗЖН-1, ОК 92.18. Разумеется, существует намного больше марок, но эти хорошо себя показали на разных типах.
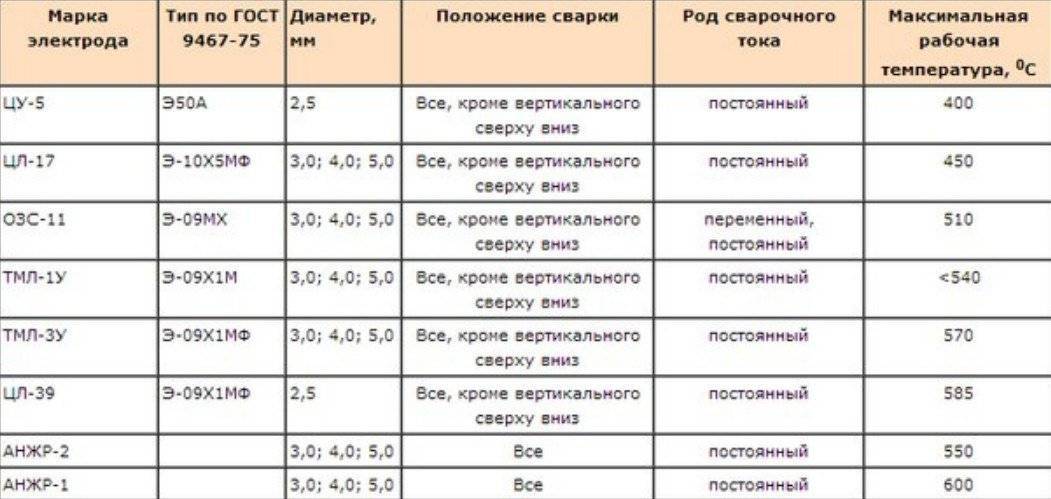
| Марка электродов | Тип по ГОСТ 9467-75 | Диаметр, мм | Положение сварки | Род сварочного тока | Максимальная рабочая температура, ° С |
|---|---|---|---|---|---|
| ЦУ-5 | Э50А | 2.5 | Все, кроме вертикального сверху вниз | Постоянный | 400 |
| ЦЛ-17 | Э-10Х5МФ | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | Постоянный | 450 |
| ОЗС-11 | Э-09МХ | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный | 510 |
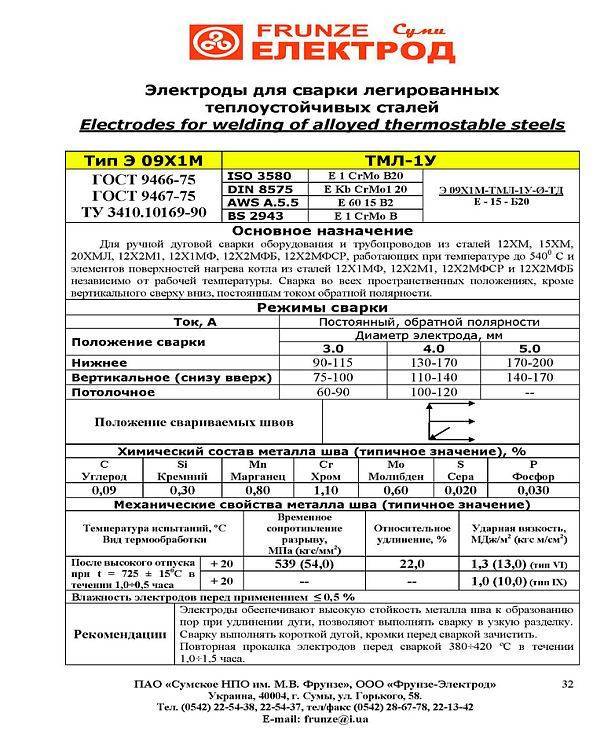
| ТМЛ-1У | Э-09Х1М | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | Постоянный | |
| ТМЛ-3У | Э-09Х1МФ | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | Постоянный | 570 |
| ЦЛ-39 | Э-09Х1МФ | 2.5 | Все, кроме вертикального сверху вниз | Постоянный | 585 |
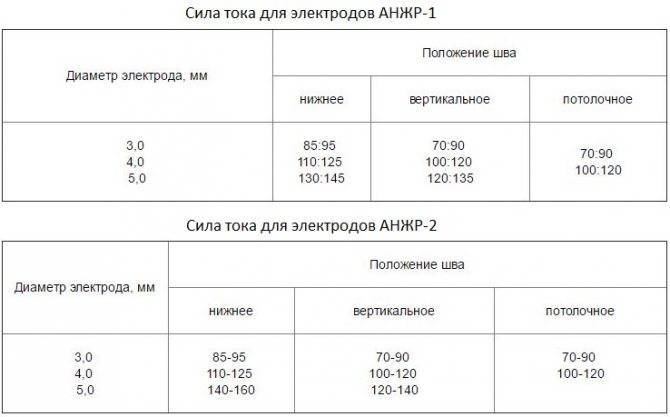
| АНЖР-2 | 3,0; 4,0; 5,0 | Все | Постоянный | 550 | |
| АНЖР-1 | 3,0; 4,0; 5,0 | Все | Постоянный | 600 |
В зависимости от вида различают несколько методов сплавления его между собой или с другими металлами. Соответственно, для этого потребуются свои электроды:
Для горячего сваривания. В зависимости от температурного диапазона нагрева детали он может быть горячим, теплым и холодным. Соответственно, охватывает следующий диапазон температур: 500-600, 300-400 и 200 градусов в плюсе.
Говоря о марках, то есть универсальные и более специализированные электроды. Горячее сваривание подразумевает использование больших токов в пределах от 600 до 1000 А, при этом происходит сильный прогрев металла и разрешения связей. Выполнять сварку по такой технологии следует при помощи электродов диаметром от 8 до 12 мм.
https://youtube.com/watch?v=5L9Jj9zuzAk
Например, ЦЧ-4 подойдёт для всех режимов работы, а ОК 92.18 предназначены именно для горячего сваривания. Варить такими стержнями следует на обратном токе, то есть минус должен подключаться на детали. При этом детали должны располагаться внизу. Что касается ОК, то ими можно работать на любой полярности. Для выполнения сварки горячим методом рекомендуется использовать электроды со специальным меловым покрытием.
Холодная сварка выполняется специализированными электродами ОЗЧ-2, МНЧ-2 или же универсальными ЦЧ-4. Дя работы с металлами относительно малой толщины следует использовать ОЗЧ-6. Если нужно удалить дефекты и наплавления чугуна, то для этих целей подойдут МНЧ-2. Также для режима холодной сварки подойдут ОЗЖН-1. Методом холодного сваривания чугуна используют специальные виды, изготовленных из разных металлов:
- стальные;
- никелевые;
- медно-никелевые;
- ферро-никелевые и медно-железные.
Такой метод является более простым и доступным, потому что не требуется значительного прогрева металла, но зато поверхность необходимо предварительно обработать: зачистить, фрезеровать и сверлить.
https://youtube.com/watch?v=GFXlpH7CCAY
Каждый из видов электродов применяется в своем случае. Например, стержни из стали рекомендуется использовать для сварки старого чугуна, который подвергся термической обработке или просто имеет низкое качество. Такой сплав обычно встречается в промышленности, насосных станциях, печах, в нагревателях и прочих местах.
Стержни из меди и никеля или ферро-никелевые предназначены для надежного сплавления чугуна и графита в единое целое. Также с их помощью можно успешно сплавлять чугун со сталью. При этом место сварки не растрескивается под воздействием нагрузок и температурного расширения.
Также имеются в продаже электроды для сварки чугуна немецкого производства UTP 86FN, UTPA68HH (универсальные для стали, чугуна), Capilla 41 для горячей и Capilla 43, Capilla 44 для холодной сварки. Есть также специальные угольные электроды, которыми можно сваривать медные изделия и нержавейку. Их производит фирма TEAMBINZEL. Такие электроды достаточно дорогие, поэтому придется немало заплатить за штуку.
https://youtube.com/watch?v=bii3jU5MdP4
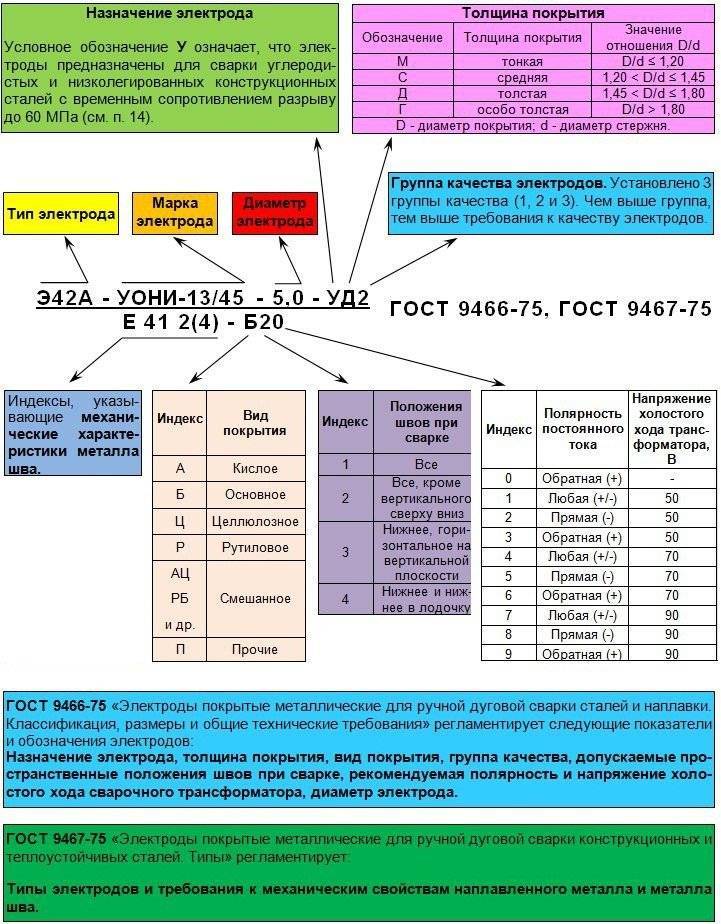
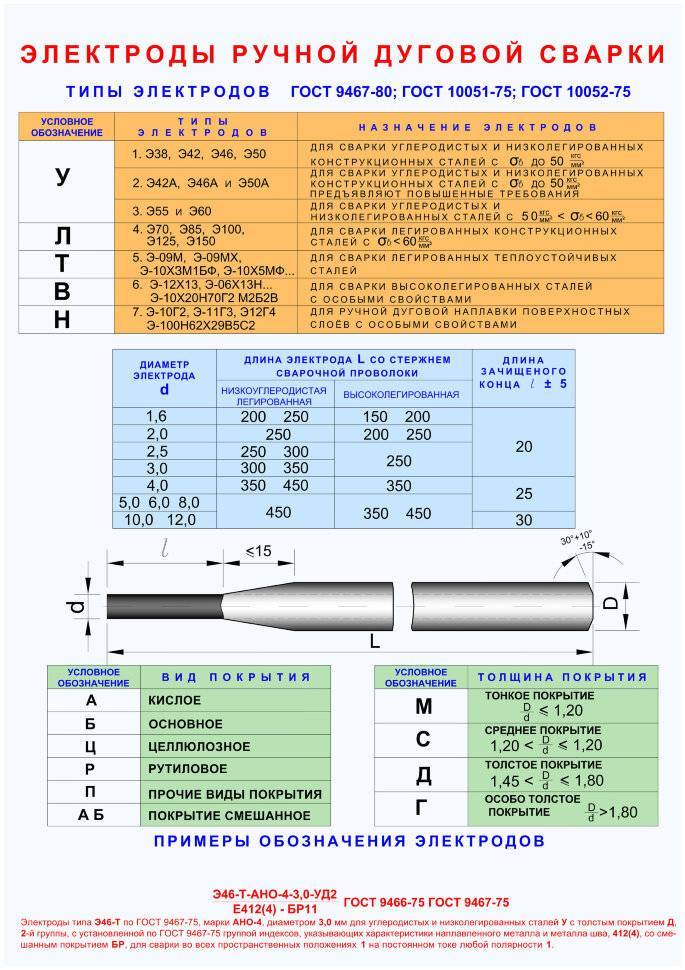
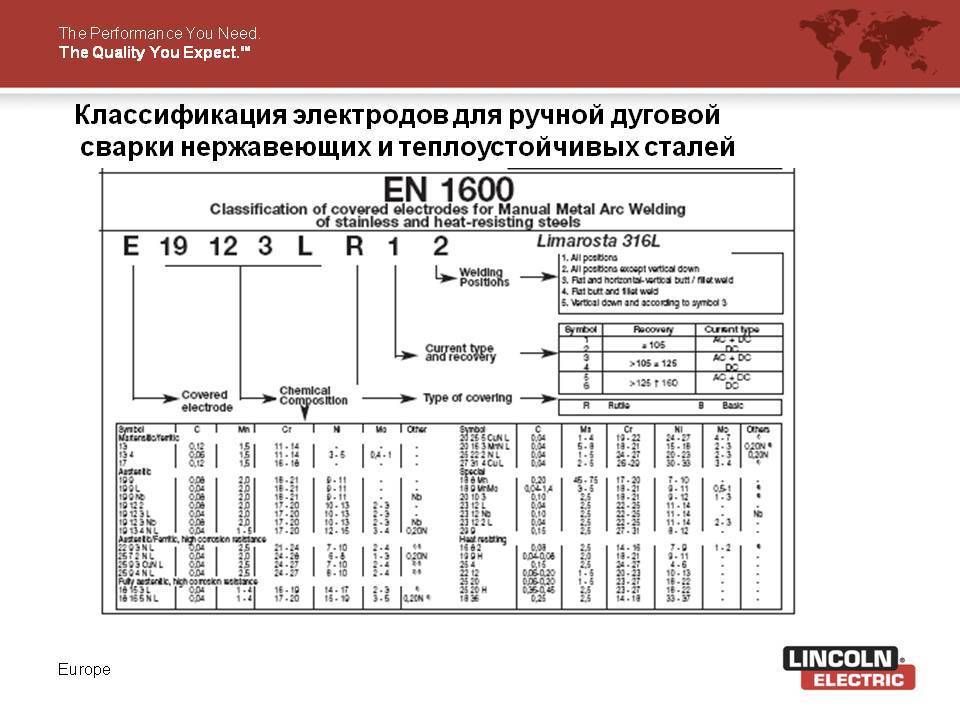
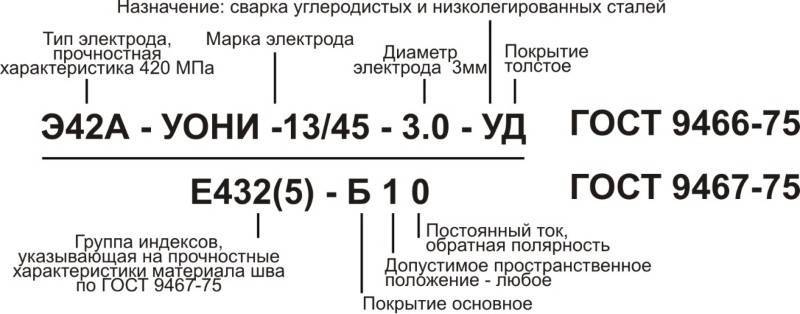
Пример расшифровки
Разберем теперь расшифровку сварочных расходников на примере известного всем электрода АНО-21, выпускающихся преимущественно с покрытием серого цвета.
Приведенные группы обозначений указывают на:
- – Тип стержня (согласно классификации, материал относится к группе Э46, используемой для соединения материалов из низколегированных и углеродистых сортов стали).
- – Марка стержня, в этом случае – АНО-21.
- – Сечение стержня, составляющее в рассматриваемом случае – 2,5 мм.
- – Предназначение расходника. Литера У обозначает принадлежность материала для работы с определенными марками стали.
Сергей Астафьев, сварщик, стаж работы 30 лет: «Разобравшись с основными принципами шифрования электродов, назначении всех цифр или литер, маркировка уже не выглядит чем-то сложным и невообразимо непонятным. Выбор нужного расходника для выполнения соединения либо наплавки теперь прост. Только узнав название электрода, можно сразу же представить все его характеристики и сварочные параметры».




Что лучше: переменный или постоянный ток
При использовании трансформаторов с выпрямителем сокращается разбрызгивание металла из зоны шва, что улучшает заполнение зазора. Дополнительным преимуществом является хороший внешний вид стыка и отсутствие в теле шва пустот и непроваренных участков. Качество соединения зависит от того, какие электроды для нержавейки выбраны для работы. Технология ограничивается высокой стоимостью оборудования, в котором требуется использование выпрямительных блоков, рассчитанных на большую силу тока.

Для бытового использования лучше подходит аппаратура переменного тока, которая отличается меньшей стоимостью и обеспечивает ускоренную сварку листов нержавеющей стали. Недостатком является пониженная стабильность горения дуги, оператору требуется выдерживать зазор между электродом и поверхностью соединяемых деталей.
Какую полярность выбрать?

Типы электродов для сварки.
Поэтому выбираем обратную полярность в следующих ситуациях:
- Если нужно варить заготовки с тонкими краями, так мы уменьшим риск прожога деталей.
- Если мы варим высоколегированную сталь, которая в принципе не любит никакого перегрева, и сварочный шов теряет ряд ценных качеств при таковом.
Ну и наоборот, если края заготовок внушительной толщины, а сами детали массивны, то сварочный постоянный ток прямой полярности с его нагревом во время процесса – самый оптимальный выбор.
Таким образом, у нас с вами явно вырисовываются три четких и взаимосвязанных параметра, которые определяют качество швов при работе с инвертором:
- диаметр сварочного электрода;
- толщина кромок свариваемых заготовок;
- сила сварочного тока.
Уточним детали по силе тока, которая напрямую зависит от диаметра сварочных стержней:
- При диаметре расходника 2,0 мм сила сварочного тока должна укладываться в границы 55 – 65А.
- Если диаметр электрода 2,5 мм, сила тока повышается до интервала 65 – 80А.
- Расходник Æ 3,0 мм – сварочный ток 70 – 130А.
- Диаметр 4,0 мм – сила тока 130 – 160А.
- Диаметр 5,0 мм – сварочный ток 180 – 210А.
- Диаметр 6,0 мм – сила тока 210 – 240А.
Как свита делает короля, так и верный выбор сварочных электродов с правильным диаметром и оптимальной силой сварочного тока сделают вам всю красоту и прочность швов.
Стоимость электродов
Цена на электроды для нержавейки формируется под влиянием нескольких факторов, среди которых одним из основных является фирма-производитель. Среди предлагаемых разновидностей расходных материалов наиболее демократичные цены имеют электроды, предназначенные для соединения заготовок из стали с низким содержанием углерода.

Из нержавейки изготавливается множество различных изделий и конструкций, хотя этот процесс является довольно сложным. Во многом это связано с низкой свариваемостью этого металла. Чтобы этот нюанс как можно меньше проявил себя не только во время сварочных работ, но и в процессе эксплуатации изделий, необходимо использовать подходящие для этого металла электроды.
Каждый тип электродов, которые сегодня можно приобрести на рынке, предназначен для сварки определенного вида изделий, что обязательно нужно учитывать при выборе этого расходного материала. Профессиональным сварщикам хорошо известно, что означает маркировка электродов, а вот у любителей с этим могут возникнуть проблемы. Поэтому специалисты советуют очень внимательно изучить перед покупкой все характеристики электродов конкретной марки, чтобы впоследствии не пожалеть о низком качестве выполненных сварочных работ.
Статью подготовил мастер Роман для клиентов магазина Левша.рф
Почему выбор электродов настолько важен
Нержавеющая сталь считается достаточно популярным материалом, используемым при создании какого-либо оборудования или запчастей. Такой материал обладает высокими антикоррозийными свойствами, а также теплопроводностью в два раза ниже, чем углеродистые сплавы. Именно поэтому, выбор электродов для нержавейки должен основываться на:
- Коэффициенте нелинейного расширения;
- Теплопроводности;
- Потере антикоррозийных свойств.
Разберем по пунктам, что влияет на саму нержавейку. Нелинейное сопротивление – несколько ниже, чем у других металлов. Поэтому, при работе с прочными и плотными деталями чаще всего оставляют небольшой зазор. В противном случае, металл деформируется.
Теплопроводность. При сваривании деталей используется сила тока примерно на двадцать процентов ниже, чем для легированных деталей. Это объясняется тем, что нержавейка обладает низкой теплопроводностью.
В процессе сварочных работ, обязательно теряются антикоррозийные свойства. При сварке образовывается карбид железа и хром, которые влияют на это свойство. Чтобы сохранить антикоррозийные особенности нержавейки, нужно использовать холодный метод сварки.
Следует учитывать, при непрофессиональном методе сварки или неверном выборе температурного режима, материал в любом случае деформируется. Специалисты называют подобные явления – межкристаллистной коррозией. Выбор электродов играет важнейшую роль, при создании каких-либо деталей, изделий и прочего.
Виды электродов
Марки электродов для чугуна могут различаться в зависимости от вида внутреннего стержня. Им может быть проволока — медная или состоящая из сплавов, например, железа с никелем, меди с железом, железа с медью и никелем. Особым вариантом является чугунный пруток.
Медно-железные электроды, представителями которых являются ОЗЧ-2 и ОЗЧ-6, представляют собой медные стержни с обмазкой, в состав которой входит порошок из железа. Никелевые и железно-никелевые содержат никеля до 90 процентов, а иногда и больше. Представителями этих марок являются ОЗЧ-3, ОЗЧ-4, ОЗЖН-1. Электроды марки МНЧ-2 — это расходные элементы с содержанием железа, меди и никеля.






Стальные электроды находят применение для сваривания старого чугуна, который уже подвергался высокому температурному воздействию. Для ковкого вида чугуна больше подойдут ферроникелевый вид электродов. Такие марки, как МЧН-2 и ОЗЧ-4 можно отнести к универсальным типам, поскольку ими можно сваривать все имеющиеся виды чугуна.
Электродами МНЧ-2 имеется возможность сваривать изделия, работающие при высокой влажности. Их преимуществом является обеспечение защиты от коррозии. Более узкую область применения имеют электроды ОЗЧ-2. Их используют не для всех видов чугунов, а только для серых и ковких.
Особое внимание заслуживает марка ЦЧ-4, стержнем которой является стальная проволока Св-08. ЦЧ-4 электроды и как варить чугун с их помощью имеет пространный ответ
Этот вид электродов применим, как для горячей сварки, так и для холодного вида соединений, при наплавочных работах для ремонта чугунных изделий, заварки дефектов различных видов чугуна. Также они могут применяться для соединения деталей из чугуна и стали. Технические характеристики ЦЧ-4 позволяют получать качественный и долговечный шов.
Заслуживают особое внимание и Кастолин электроды по чугуну. Они могут использоваться для соединения чугунных изделий совсем без подогрева или с минимальным подогревом, то есть методом холодной сварки
Электроды этого вида могут иметь стержень исключительно из одного никеля, или с примесями в виде железа и меди. Покрытие на основе графита сводит к минимуму возможность перемешивания с основным материалом, и, как следствие, образование трещин.
Методы
Несмотря на сложность процесса, сварка чугунных изделий возможна и распространена. При этом, чаще всего выполняется сварка чугуна с чугуном. К примеру, при монтаже канализационных труб.
Различают две основных технологии:
Горячая.
Отличается предварительным нагревом деталей нагревают. Это делают индукционными и газовыми печами. Для небольших изделий используют горны, газовую горелку, паяльную лампу.
После того, как детали удалось приварить, охлаждают изделие не сразу, выдерживая материал иногда до трех – шести суток.
Сваривание предварительно раскаленного металла позволяет избежать локальных напряжений, перекаливания шва. Процесс технологически сложен, занимает много времени, требует дополнительного оборудования.
Холодная.
 Это метод дает менее прочный шов, но быстрее и проще. Используют для холодного метода как газовую, так электросварку. Разумеется, понятие «холодная» достаточно условно. Температуры создаваемые при этом методе ничуть не меньше.
Это метод дает менее прочный шов, но быстрее и проще. Используют для холодного метода как газовую, так электросварку. Разумеется, понятие «холодная» достаточно условно. Температуры создаваемые при этом методе ничуть не меньше.
Способ позволяет как варить чугун электросваркой в домашних условиях, так применять его в самых неприспособленных для этого местах: трюмах кораблей, моторных отсеках тяжелой техники и т.п.
Используют его для соединения не ответственных деталей, ремонта небольших повреждений.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Варим тонкую сталь
Это один из самых сложных способов, требующих знаний и навыков в равной степени. Кроме точного выбора подходящих расходников необходимо установить правильное напряжение с силой тока, уменьшенной примерно на 20%. Работать можно только с короткими стержнями – не длиннее 35 мм. Не допускать высоких температур нагрева, верхний предел 500°С, ни в коем случае не выше.






Принцип работы MMA сварки.
Бытовая сварка тонких листов нержавейки производится инверторным аппаратом со строгими производственными правилами:
- Ни в коем случае не превышать уровень температуры в 150°С в участке соединения и общем нагревании поверхностей.
- Использовать только низкие величины тока, но с высокой скоростью.
- Для предотвращения образования дыр и перегрева рабочей зоны подкладывать прокладки в виде пластин под заготовки: таким образом излишнее тепло будет рассеиваться.
- Если листы металла тоньше 3-х мм, разделку краев делать не нужно. Зазор между поверхностями в этом случае должен составлять не больше 2 мм.
Для работы с тонкой нержавейкой предназначены следующие электроды:
- ЦЛ-11, любимец публики, дает очень стойкий к коррозии шов даже в неблагоприятных условиях внешней среды.
- ОК 63.20 отлично работает в жидких агрессивных средах при высокой температуре.
Какими электродами варить нержавейку 1 мм
Один из самых сложных процессов в сварочных процессах – это обработка деталей с тонкими стенками. Это обусловлено тем, что:
- Излишнее тепло, выделяемое при сварке, может привести к образованию отверстия.
- Высокая температура может привести к деформации поверхности.
- Электрическая дуга, которая используется при обработке тонкостенных деталей, имеет небольшой размер. Даже небольшой отрыв ее от поверхности обрабатываемых заготовок может привести к ее отключения.

Сварка стали 1мм
Все вышеназванные сложности существенно осложняют работу сварщика. Помочь в устранении этих проблем может оказать правильный выбор сварочного материала. Например:
- ОК 63.34 – можно отнести к универсальным электродам, их можно использовать для работы с заготовками разной толщины.
- ОК 63.20 – их применяют для обработки труб и тонкостенного материала.





