Жесткая-компенсирующая
Известно, что сборка машин и механизмов производится из отдельных узлов и других частей. Но установить их взаимно точно не представляется возможным. В любом случае при производстве и монтаже появляются дефекты разной степени серьезности. Также мешают строгости задания параметров специфика конструкции отдельных узлов и эксплуатационные изменения.
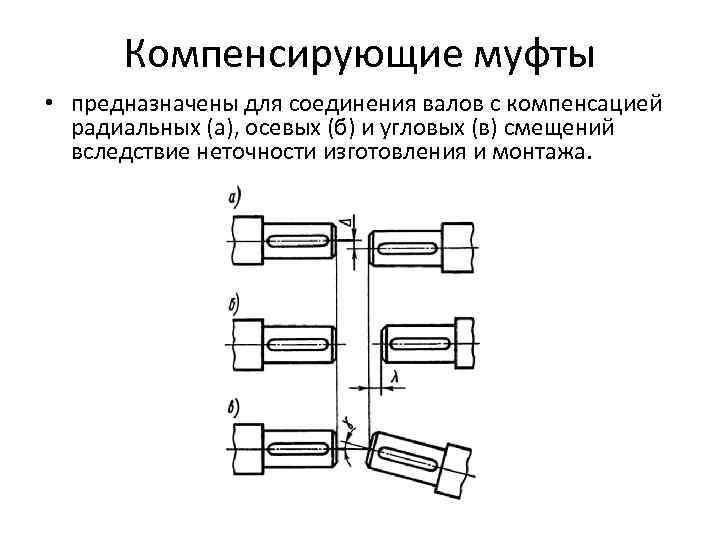
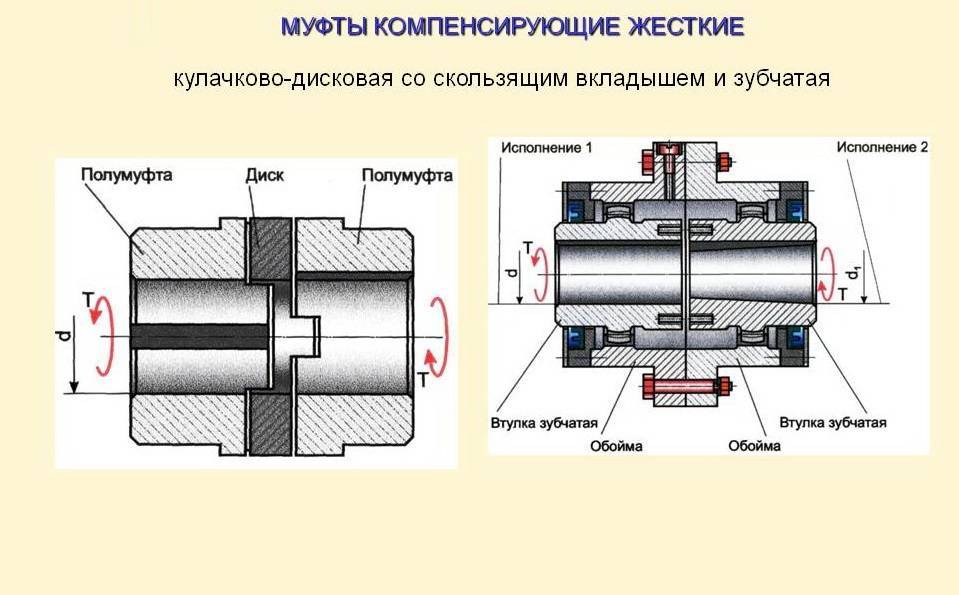
Жесткая компенсирующая муфта как раз и призвана решать эту застарелую проблему. Исправление отклонений от номинальных положений обеспечивается при помощи использования подвижных жестких деталей. Наиболее распространен зубчатый подвид, образуемый парой полумуфт.
Такие изделия могут справиться с последствиями смещения вала по оси, по радиусу или на определенный угол. Это достигается при помощи боковых зацепляющих узоров
Неудивительно поэтому, что конструкторы и инженеры уделяют такое пристальное внимание именно степени надежности и износостойкости зубьев. Их обязательно закаливают до уровня 42 — 51 по HRC
Комплектность поставки
Обычно в базовый комплект поставки промышленной кулачковой муфты с механическим приводом входят две полумуфты, зубчатый венец в сборе, упаковка и документация.
В качестве дополнительной опции предлагается установочный винт, облегчающий монтаж устройства на оборудование. Если кулачковая муфта оснащена электромагнитным или гидравлическим приводом, добавляется монтажная схема для подключения к гидравлике или электрической схеме агрегата.
На заводе изготовителе муфту собирают и испытывают на тестовом стенде, о результатах делают отметку в отгрузочном паспорте изделия.
Основные параметры габаритные и присоединительные размеры муфт
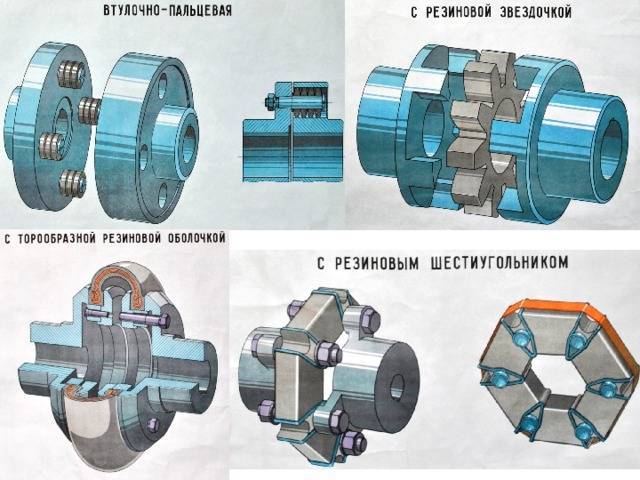
Рассматриваемая упругая втулочно-пальцевая муфта характеризуются определенными размерами, которые должны учитываться. Примером можно назвать следующее:
- Показатель диаметра варьирует в пределе от 9 до 180 мм. Этот показатель позволяет выбрать наиболее подходящий вариант исполнения изделия.
- Длина также считается наиболее важным параметров. Этот показатель может варьировать в пределе от 43 до 615 мм.
- При выборе учитывается масса, которая находится в пределе от 0,58 до 308 кг. Во многом подобный показатель зависит от типа применяемого материала при изготовлении.

Не стоит забывать о том, что увеличение габаритов и массы становится причиной увеличения эксплуатационных характеристик. При производстве рассматриваемых изделий учитываются стандарты, которые и определяют основные размеры.
Как соединить валы механизмов?
Для передачи осевого вращения применяются валы, на котором могут крепится различные шестерни и звездочки. Соединение проводится при применении различных методов, к примеру, используются муфты для соединения валов. К их особенностям относятся нижеприведенные моменты:
- Есть возможность выполнять демонтаж.
- Существенно упрощается сбор и производство конечного изделия.
- Многие типы изделий позволяют компенсировать различного рода смещения, которые могут возникать при работе устройства.
- Устройство может выдерживать существенную нагрузку.
Сегодня детали соединяются между собой при применении технологи сварки крайне редко. Это связано с тем, что вибрация и другое воздействие может стать причиной появления трещин и других дефектов.
Неправильная фиксация может привести к поломке устройства. Изделие выбирается в зависимости от эксплуатационных условий. К примеру, валы могут смещаться в самых различных направлениях.
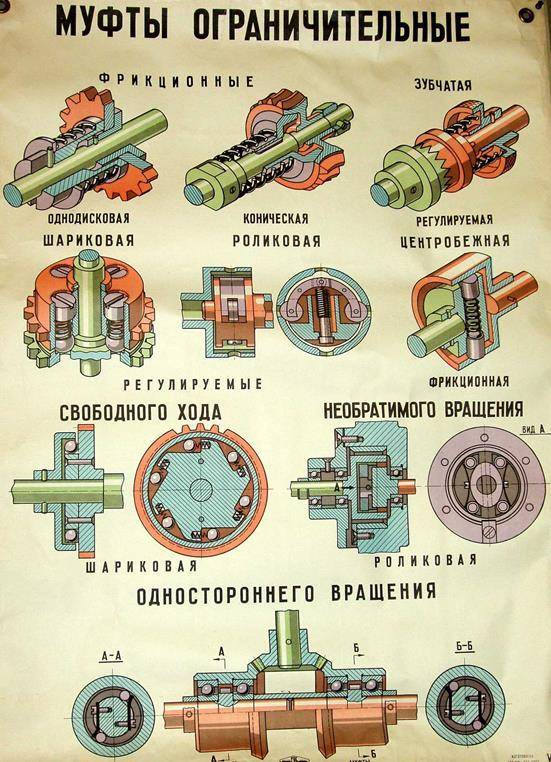
Обгонные и центробежные муфты
Обгонные муфты, или муфты свободного хода, автоматически сцепляют и расцепляют валы в зависимости от соотношения угловых скоростей валов. Если скорость ведущего вала больше скорости ведомого вала, то муфта сцепляет валы. При меньшей скорости ведущего вала муфта расцепляет валы, не препятствуя ведомому валу свободно обгонять ведущий вал, откуда и происходит наименование муфт. Муфты свободного хода широко применяются в велосипедах, мотоциклах, коробках передач автомобилей, металлорежущих станках и других машинах.
По способу сцепления полумуфт различают храповые и фрикционные обгонные муфты. Наиболее распространены фрикционные обгонные муфты с роликами, так как у них почти полностью отсутствует мертвый ход и работают они бесшумно.
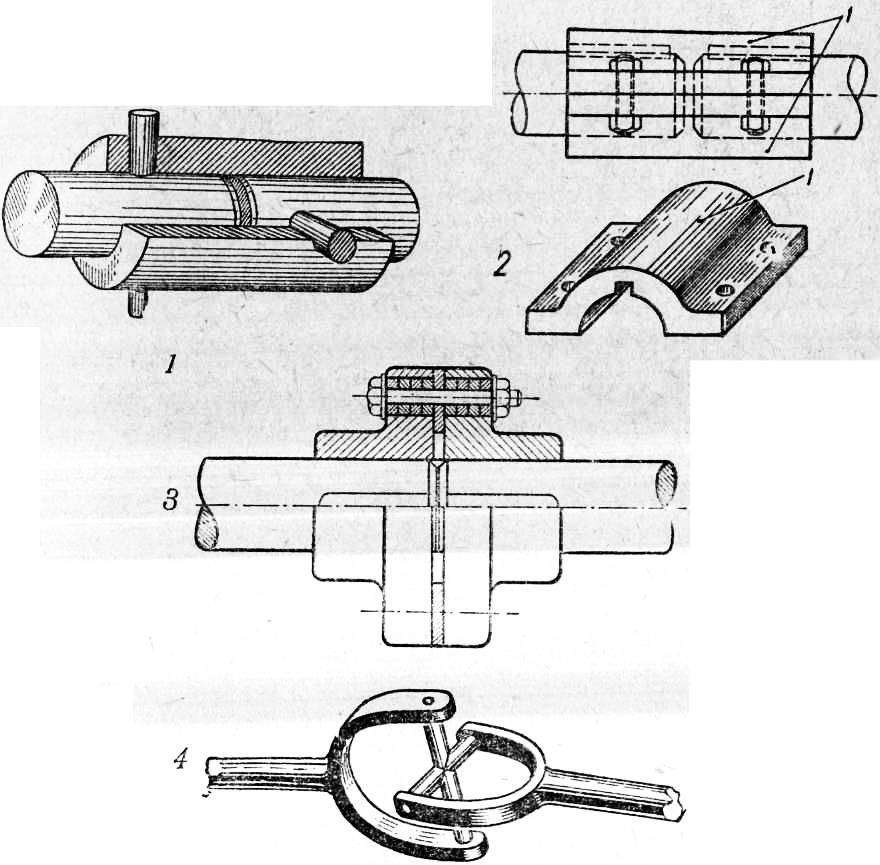
Обгонная фрикционная муфта с роликами (рис. 12) состоит из двух полумуфт – звездочки 1 и обоймы 2 – и роликов 3, расположенных в сужающихся в одном направлении пазах между звездочкой и обоймой.
Рис. 12. Обгонная фрикционная муфта с роликами
Каждый ролик отжимается пружиной 4 в сужающуюся часть паза. Если ведущая полумуфта – звездочка, то сцепление валов может происходить только при вращении ее по часовой стрелке, а если ведущая полумуфта – обойма, то сцепление валов может произойти при вращении ее против часовой стрелки. При указанном вращении ведущей полумуфты каждый ролик закатывается в сужающуюся часть паза и заклинивается между полумуфтами, в результате чего и происходит сцепление полумуфт и соединение валов. При обратном вращении ведущей полумуфты ролики выкатываются в более широкую часть пазов и полумуфты расцепляются. Полумуфты и ролики при передаче больших нагрузок изготовляют из стали ШХ15 с термообработкой 58…60 HRC, а при небольших нагрузках – из сталей 20Х и 40Х с термообработкой 50…54 HRC.
Диаметр и длину ролика можно выбрать по следующим соотношениям: dp ≈ 0,125D; l=1,5d, где D – диаметр рабочей поверхности обоймы.
Муфты свободного хода применяют для валов диаметром 10…90 мм, число роликов 3…5, диаметр рабочей поверхности обоймы 32…200 мм, момент, передаваемый муфтой, – 0,25…7,7 Н•м.
Центробежные муфты по способу сцепления полумуфт представляют собой фрикционные муфты, в которых в отличие от фрикционных управляемых муфт сцепления полумуфты сцепляются или расцепляются автоматически с помощью специальных грузов, находящихся под действием центробежных сил и пружин. При достижении ведущим валом определенной угловой скорости центробежные силы, действующие на грузы, связанные с одной из полумуфт, преодолевают силы пружин и прижимают (или отжимают) эти грузы к другой полумуфте, в результате чего полумуфты и соединяемые ими валы сцепляются (или расцепляются).
По устройству центробежные муфты представляют собой фрикционные муфты, у которых механизмом управления служат грузы-колодки 1 (рис. 13), находящиеся под действием центробежных сил. При достижении ведущим валом заданной угловой скорости центробежные силы, действуя на грузы, производят включение муфты. Передача вращающего момента осуществляется силой трения, пропорциональной квадрату угловой скорости.
Рис. 13. Центробежная колодочная муфта
В современном машиностроении применяются конструкции центробежных муфт, которые служат для разгона механизмов с большими маховыми массами при двигателе с малым пусковым моментом, для повышения плавности пуска, для предотвращения разноса машины и т. п. Размеры муфт принимают конструктивно. Рабочие поверхности трения грузов проверяют на износостойкость аналогично фрикционным муфтам.
Расчет муфт
При проектировании должны учитываться самые различные параметры. Наиболее важными можно назвать следующее:
Диаметр посадочного отверстия упругой втулки. При расчетах могут использоваться исключительно стандартные показатели, которые можно взять с технической литературы.
Номинальный крутящий момент
Этот параметр свойственен самым различным устройствам, который считается вводным при проведении расчетов.
При изготовлении учитывается, что деталь может применяться для фиксации длинного или короткого концевого вала с цилиндрическими и коническими поверхностями.
При проектировании уделяется внимание свойствам материала, который применяется в качестве основного при изготовлении детали.
Сегодня разработкой занимаются исключительно инженеры, которые имеют большой опыт работы.
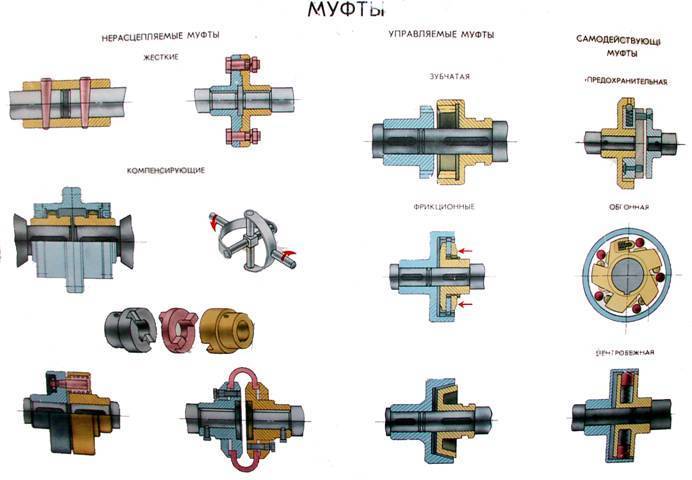
Классификация муфт
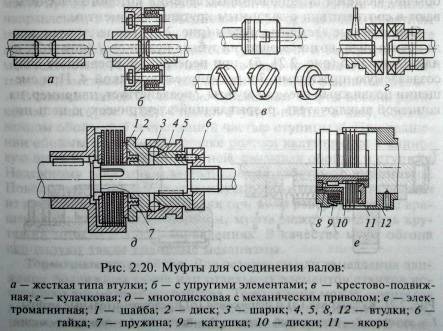
Самые востребованные виды муфт в автомобилестроении сегодня стандартизованы, однако существует ряд устройств, которые выполнятся по индивидуальным замерам к каждой конкретной марке автомобиля. Ввиду основного назначения муфты (передача вращающего момента без изменения его величины) выделяют несколько основных видов устройства:
- по принципу возможности управления – неуправляемые (постоянные, статичные) и самоуправляемые (автоматические);
- по группам и различающимся функциям в автомобиле — жесткие (к ним относятся втулочные, фланцевые и продольно-свёртные муфты);
- для корректировки угла соединения между двумя соосными валами применяют шарнирные муфты (основные их виды — зубчатые и цепные);
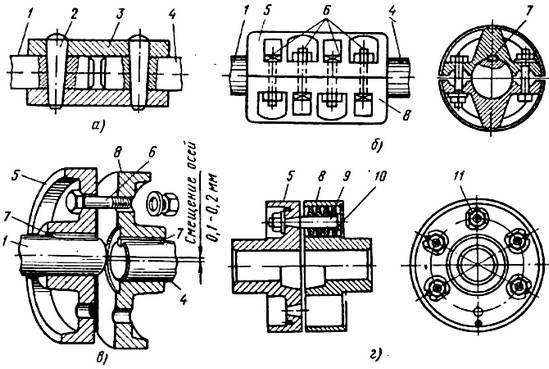
- по возможностям компенсирования нагрузок при езде (с использованием звездочного механизма, втулочно-пальцевые и элементы с оболочкой);
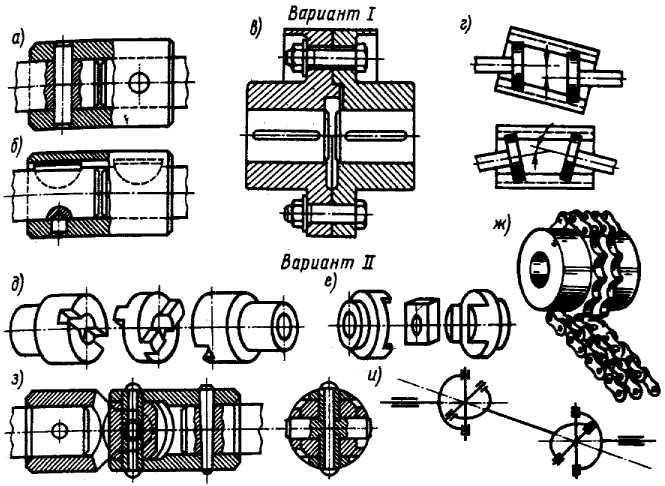
- по характеру соединения/разъединения двух валов (кулачковые, кулачково-дисковые, фрикционные и центробежные);
- полностью автоматические, то есть управляемые не зависимо от действий водителя (обгонные, центробежные и предохранительные);
- по использованию динамических сил (электромагнитные и просто магнитные).
Втулочная
Такой вид оборудования призван, прежде всего, связывать соосные валы цилиндрического типа. При этом разброс вращающего момента на соединяемых частях может сильно отличаться. Главная особенность, однако, иная — никакого смягчения динамической нагрузки и никаких ограничений темпа вращения не наблюдается.
Втулочные муфты — простейшие из муфт жесткого типа. Предусматривается 3 исполнения:
- Модели с цилиндрическим отверстием под посадку могут оборудоваться коническими штифтами;
- Есть аналоги со шпонками в виде призмы или сегментов;
- И наконец, существует еще вариант, где ничего этого нет, а есть прямобочные шлицы.
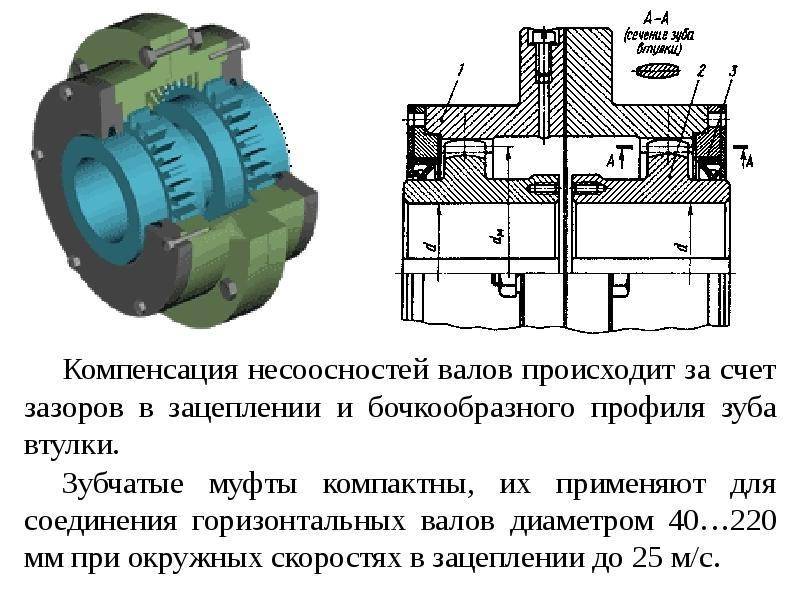
Муфты зубчатые тип МЗ ГОСТ 5006-55 (50895-96)
Муфты зубчатые (МЗ) –представляют собой механический узел, который предназначен для компенсации разных типов смещений валов, а также для передачи энергии вращения от одного вала к другому. Такой результат возможен благодаря использованию зубчатого зацепления,имеющего боковой зазор, а также возможности смещения по своей оси сопряженных зубьев. При этом зубья имеют сферическую внешнюю поверхность и бочкобразную форму.
Функции зубчатых муфт частично такие же как у карданных передач, но муфта, обычно, может компенсировать не большие углы (4-5 градусов) смещения, по сравнению с передачейкарданной. Кроме этого, указанные муфты могут обеспечивать передачу большего вращающего момента чем карданные передачи, но при этом им присуща повышенная вибрация.
Для применения зубчатых муфт общего машиностроительного применения, которые изготавливаются с целью соединения угловых валов с соосными, существуют государственные стандарты, предусмотренные ГОСТом 5006-94 и ГОСТом Р 50895-96. Такой стандарт применяется только для муфт, что используются для компенсации осевых и радиальных смещений при передаче вращения в рамках 1000-63000 Н*м.
Практика эксплуатации муфт зубчатых показывает, что основной причиной выхода из строя таких узлов является износ зубьев.
Поэтому для увеличения износостойкости и получения их большей твердости зубья муфт подвергают термической обработки. Степень обработки зависит от функциональных особенностей составляющих частей муфты, а также ее назначения.





Копейский механический завод «Горняк» изготовляет муфты зубчатые, что характеризуются стойкостью к высоким нагрузкам, применяются в широких диапазонах вращающих моментов и угловых скоростей.
Производимые на КМЗ «Горняк» зубчатые муфты имеют максимальный допустимый перекос осей втулок, что не превышает 130º (при нулевом смещении осей)
Копейский механический завод «Горняк» также выпускает и другие типы муфт зубчатых, таких как МЗП и МУВП.
Муфты МЗП полностью соответствуют ГОСТу 50895-69.МЗПиспользуются в случае, когда предусмотрено наличие промежуточного вала, с целью соединения горизонтальных одноосных валов. Их отличием является то, что полумуфта,что состоит из втулки и зубчатой обоймы, заменена на фланцевую полумуфту с запрессованным валом.
Муфты МУВП полностью соответствуют ГОСТу 21424 и применяютсяприсоединенияходноосных валов. Они используются при необходимости передачивращающего момента в диапазоне 6,3 – 16000 Нхм. Благодаря таким муфтам уменьшаются динамические нагрузки, при радиальных, угловых и осевых смещениях валов.Подобные муфты имеют очень мягкий пуск, что обеспечивается прорезиненными пальцами. Кроме этого, МУВП муфты способны заменить муфты ЗМ в механических устройствах, которые предназначены для подъема и перемещенияразнообразныхгрузов.
Зубчатые муфты всех видов, производимые на КМЗ «Горняк», изготавливаются с высококачественного сырья и заготовок, поэтому мы наш завод гарантирует долгую и надежную работу наших изделий.
Чтобы заказать зубчатые муфты на нашем заводе или узнать более детальную информацию о нашей продукции, а также по вопросам доставки, звоните по телефону, указанному на сайте.
Муфты зубчатые тип МЗ ГОСТР 50895-96 (5006-83):
В продаже встречается просто огромное количество вариантов исполнения различных муфт, все они характеризуются своими определенными достоинствами и недостатками. Специфическим предложением можно назвать зубчатую муфту. Был разработан целый набор технической документации, который должен учитываться.

Муфта соединительная для труб
Чтобы объединить в магистраль трубопроводы из армированного пластика, используют фитинги. Они представлены в различной конфигурации: традиционная прямая и угловая, тройник для примыкания боковой ветви или разводки на несколько источников.
Муфты соединительные из полиэтилена предназначены для монтажа трубопроводов методом термической сварки. Стыкуются сопряженные детали в раструб. На место соединения накладывается нагревательный элемент, точно повторяющий его конфигурацию. Под действием электричества он расплавляет материал, стык сваривается и надежно герметизируется. Такое соединение применяют при снабжении холодной и горячей водой жилых помещений, административных и хозяйственных зданий и построек. Его еще используют в пневмопроводах и магистралях при транспортировке веществ не агрессивных к полиэтилену.
Также выпускаются переходные и разнообразные комбинированные муфты. Это необходимо при состыковке разнородных материалов, участков магистрали с несовпадающими диаметрами или запорной арматуры с другим типом резьбы.
Подключение
Это довольно простая работа. Ее порядок такой:
- Вначале подготавливают заготовки, на них нарезается резьба на семь оборотов.
- Подбирается стык, где два фитинга оснащены резьбой изнутри.
- Муфту с внешней резьбой насаживают на резьбу одной заготовки, предварительно наложив на нее уплотнительный материал.
- На фитинг с буртиком одевается накидная гайка, и прикручивается на следующую заготовку с уплотнительным материалом.
- Финальный этап — это подсоединение гайки накидного типа на резьбу соответствующего фитинга.
Теперь стык готов. Вся работа с данным механизмом выполнялась с применением гаечного ключа, которым закручивают детали. Остальная часть трубомагистрали при этом сохраняет неподвижность.
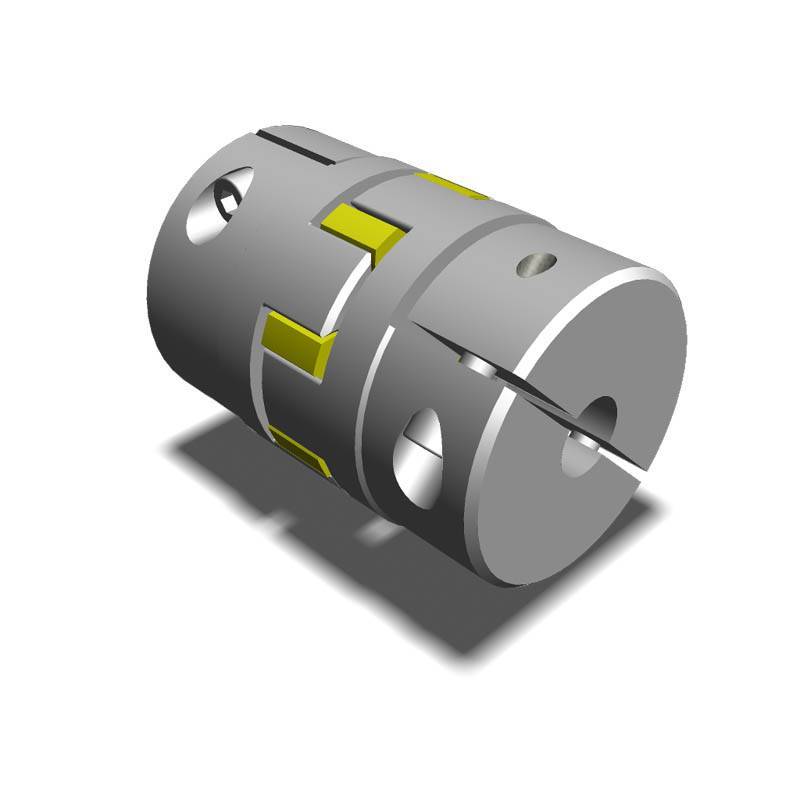
Упругая-компенсирующая
Механический импульс в таких системах транслируется между полумуфтами через посредство упругой детали. Не всегда для ее изготовления применяют резину и пластмассу с эластичными свойствами. Нередко подходящим материалом оказывается пружинная сталь. Упругий блок при работе деформируется. Стоит отметить, что деформация связана отчасти еще и со сдвигом полумуфт между собой.
Такая система позволяет гасить удары и толчки. Предотвращается возникновение колебаний, обычно провоцируемых неравномерным кручением. Одновременно компенсируются смещения валов друг к другу. При сильной механической нагрузке деформирование из плюса становится минусом. Еще один недостаток — сравнительно крупные размеры.
Монтаж
Очистить и слегка смазать посадочные поверхности вала и ступицы. Отвинтить шестигранную гайку 1 в крайнее положение. Установить КТР 130 на вал и одеть ступицу. Слегка затянуть шестигранную гайку 1 и выставить положение КТР 130 со ступицей. Окончательно затянуть шестигранную гайку 1 динамометрическим ключом до момента затяжки TA, указанного в табл.1. Значения передаваемых КТР 130 крутящего момента и осевой силы, приведенные в таб. 1, рассчитаны для данной технологии монтажа со смазыванием посадочных поверхностей вала и ступицы
Внимание: не применять для смазывания посадочных поверхностей вала и ступицы масло с дисульфидом молибдена или масло для высоконагруженных узлов и механизмов, а также консистентные смазочные материалы. КТР 130 поставляется смазанным маслом
При монтаже без смазывания посадочных поверхностей вала и ступицы табличные и расчетные значения являются приближенными.
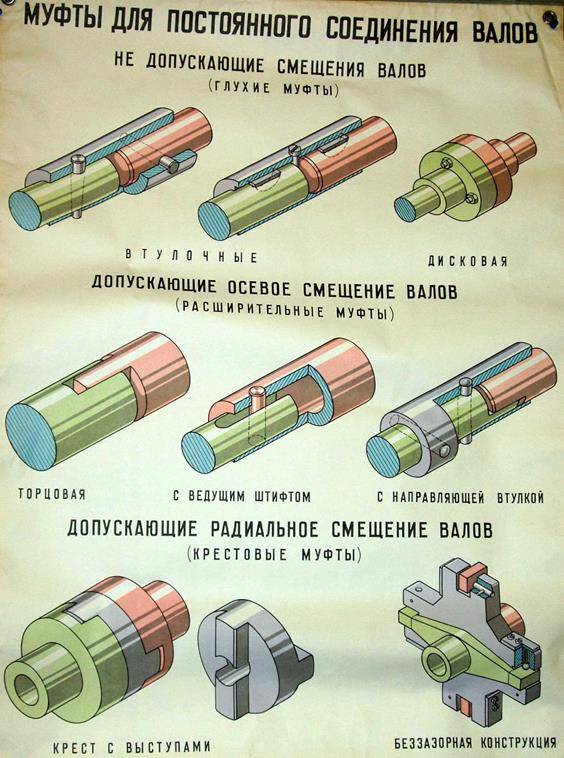
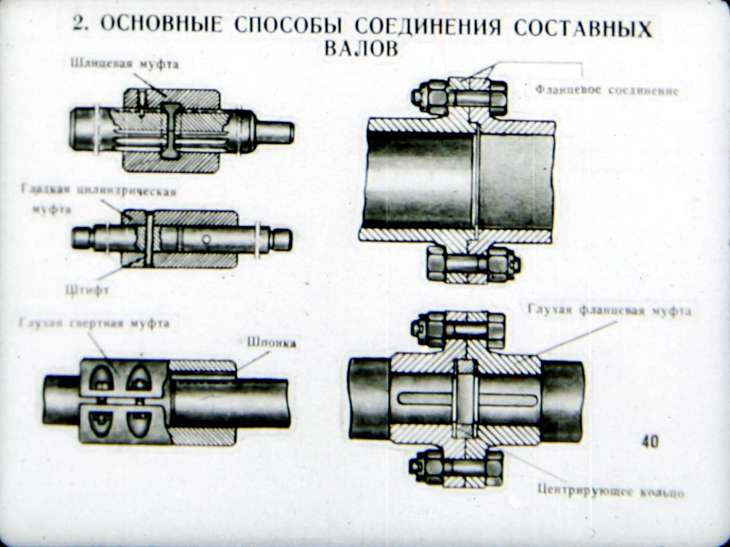
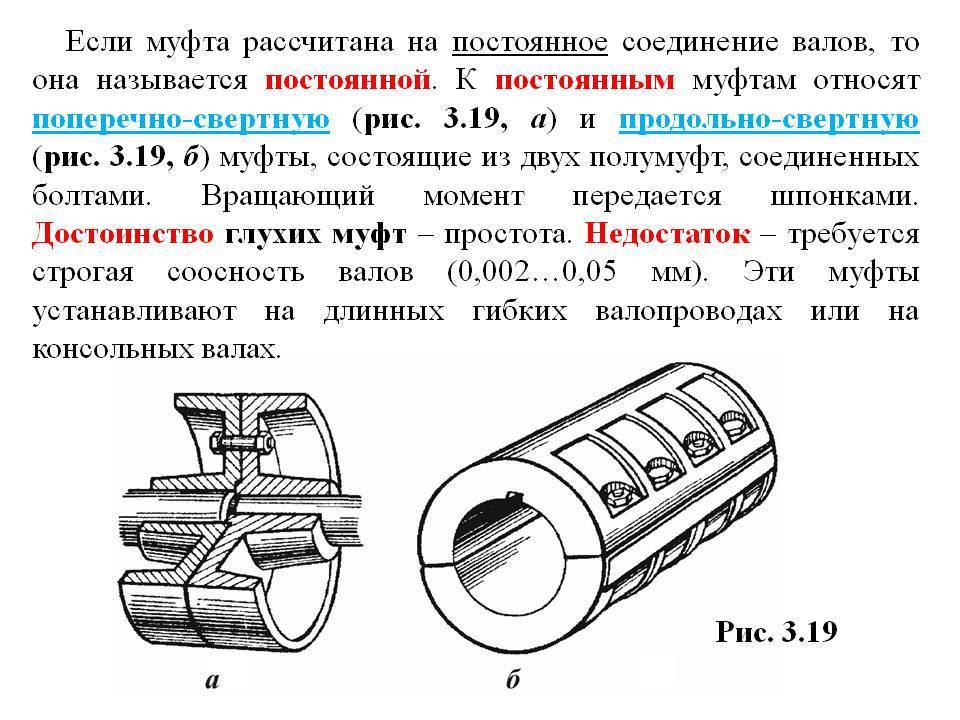
Жесткое соединение валов
Применяется довольно большое количество различных способов соединения валов, все они характеризуются определенными качествами. Жесткий метод подключения используется тогда, когда соединение проводится с учетом отсутствия вероятности смещения узлов относительно друг друга на момент эксплуатации. Классический способ соединения характеризуется следующими особенностями:
- В большинстве случаев соединение проводится при помощи фланцев, которые являются частью различных механизмов. Также проводится монтаж жестких муфт, их насаживание проводится методом прессования.
- Довольно большое распространение получил одноопорный вариант исполнения вала. В этом случае в качестве второй опоры применяется само соединение.
- Также для фиксации могут применяться болты. При этом они должны плотно входить в отверстие, так как в противном случае могут возникнуть серьезные проблемы.
- В рассматриваемом случае часто применяется зубчатая или поперечно-свернутая муфта.
Поперечно-свернутый вариант исполнения применяется для соединения различных деталей, которые устанавливаются в электрических машинах и других различных агрегатах. Подобная конструкция состоит з следующих элементов:
- Две полумуфты. Они насаживаются на концы валов, которые соединяются в одну систему.
- Обе части рассматриваемой конструкции имеют центрирующие выступы и специальную выточку, соединение обеспечивается за счет прочных болтов.
- Предохранительные муфты не могут проворачиваться за счет специального шпоночного отверстия.
- Осевое смещение исключается за счет стопорных винтов, которые вворачиваются на торцах.
Более сложным вариантом исполнения можно назвать зубчатую муфту, которая также состоит из двух отдельных частей. Внешняя поверхность представлена зубьями, которые входят в зацепление для обеспечения надежного соединения. Осевое смещение исключается за счет применения болтов.
Как соединить валы механизмов?
Для передачи осевого вращения применяются валы, на котором могут крепится различные шестерни и звездочки. Соединение проводится при применении различных методов, к примеру, используются муфты для соединения валов. К их особенностям относятся нижеприведенные моменты:
- Есть возможность выполнять демонтаж.
- Существенно упрощается сбор и производство конечного изделия.
- Многие типы изделий позволяют компенсировать различного рода смещения, которые могут возникать при работе устройства.
- Устройство может выдерживать существенную нагрузку.
Сегодня детали соединяются между собой при применении технологи сварки крайне редко. Это связано с тем, что вибрация и другое воздействие может стать причиной появления трещин и других дефектов.
Неправильная фиксация может привести к поломке устройства. Изделие выбирается в зависимости от эксплуатационных условий. К примеру, валы могут смещаться в самых различных направлениях.
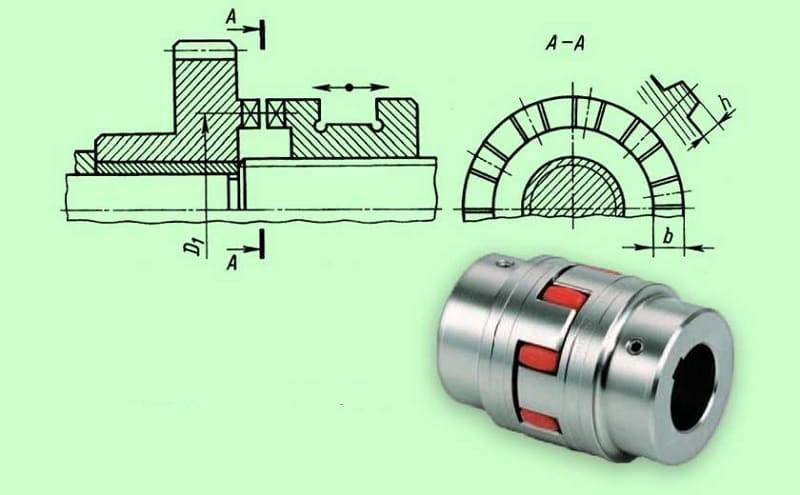
Конструкция
В основе эластичных муфт используется принцип модульности, при этом их конструкция очень проста. Состоят изделия из двух частей ступиц (так называемых подузлов), которые монтируются на валах машины. Эти части соединяются за счет эластомерных упругих элементов.
В конструкции присутствуют детали кулачка, детали гнезда и переходники, которые выполняются из металла. Например, в муфтах N-EUPEX для этих целей используется серый чугун.
Обязательные элементы конструкции – это компоненты из упругих материалов. Для их производства применяется NBR (нитрильный каучук). В зависимости от типа изделия выбирается мягкий, твердый или стандартный каучук. Реже применяется NR (полиамид для низких температур) и HNBR (нитрильный каучук для высоких температур).
3 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
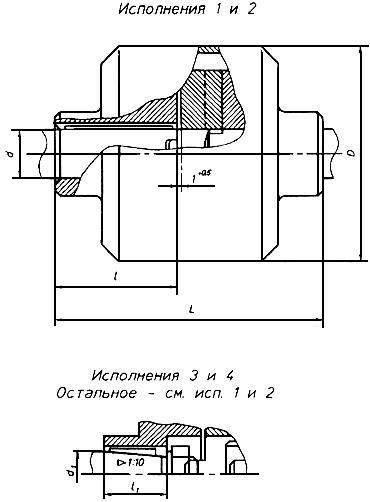
3.1 Муфты должны изготовляться следующих типов:
1 – с разъемной обоймой;
2 – с промежуточным валом;
3 – с неразъемной обоймой.
3.2 Втулки муфт изготовляют следующих исполнений:
1 – с цилиндрическими отверстиями для коротких концов валов по ГОСТ 12080;
2 – с коническими отверстиями для коротких концов валов по ГОСТ 12081 для муфт типов 1 и 3.Допускается по заказу потребителя изготовлять втулки с отверстиями для концов валов другой формы.
3.3 Муфты, заказываемые для эксплуатации при частотах вращения, равных или превышающих 50% от значения допускаемой частоты, указанной в таблице 1, обозначают буквой С (требования пункта обязательны с 01.06.97).
Таблица 1
Размеры в миллиметрах
Номинальный крутящий момент , Н·м | , | , не менее | Частота вращения для типа 1, с, не более* | Динамический момент для типа 1, кг·м | Mассa для типа 1, кг, не более | |||||
не более | ||||||||||
1000 | 40 | 145 | 100 | 60 | 90 | 0,05 | 6,7 | |||
1600 | 55 | 170 | 125 | 80 | 82 | 174 | 12 | 80 | 0,06 | 9,2 |
2500 | 60 | 185 | 135 | 85 | 75 | 0,08 | 11,2 | |||
4000 | 65 | 200 | 150 | 95 | 105 | 220 | 62 | 0,15 | 15,2 | |
6300 | 80 | 230 | 175 | 115 | 130 | 270 | 18 | 55 | 0,25 | 22,6 |
10000 | 100 | 270 | 200 | 145 | 165 | 340 | 47 | 0,50 | 40,5 | |
16000 | 120 | 300 | 230 | 175 | 345 | 25 | 40 | 1,15 | 62,5 | |
25000 | 140 | 330 | 260 | 200 | 200 | 415 | 30 | 35 | 2,25 | 100,0 |
40000 | 160 | 410 | 330 | 230 | 29 | 6,00 | 164,3 | |||
63000 | 200 | 470 | 390 | 290 | 240 | 500 | 35 | 20 | 10,50 | 228,0 |
____________* Для муфт с индексом , для остальных муфт частота вращения не более 50% от указанной в таблице.Примечания1 Номинальным крутящий момент – наибольший крутящий момент, передаваемый муфтой в течение срока службы при длительном режиме работы с постоянной нагрузкой и постоянным направлением вращения.2 Допускаемое значение крутящего момента, действующего кратковременно, – не более двукратной величины .3 Допускается по заказу потребителя изготовление муфт со значениями размеров и меньшими указанных в таблице 1 и определяемыми по ГОСТ 12080 и ГОСТ 12081.4 Предельные отклонения размеров – по Н7, – по Н9. Допускается усадка отверстий по диаметрам и в зоне зубчатого венца до 0,03 мм после закалки ТВЧ.5 Допускается изготавливать муфты с втулками или фланцевыми полумуфтами для длинных концов валов по ГОСТ 12080 и ГОСТ 12081 или уменьшать их длину в пределах двух диапазонов диаметра расточки по ГОСТ 12080 по заказу потребителя с соблюдением требований, установленных для , , , , и частоты вращения.6 Наружный диаметр муфт типа 3 должен соответствовать размеру а параметры и другие размеры – приведенным в таблице.7 Массы указаны для муфт с наибольшим диаметром расточки.8 Допускаются варианты сборки муфт типа 2 с посадочными отверстиями исполнения 2.9 В муфтах типа 2 посадочный размер фланцевых полумуфт допускается увеличивать до любых значений по ГОСТ 12080 и ГОСТ 12081, не влекущих изменения остальных размеров и параметров по таблице 1. |

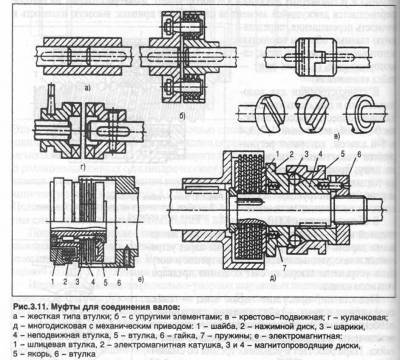


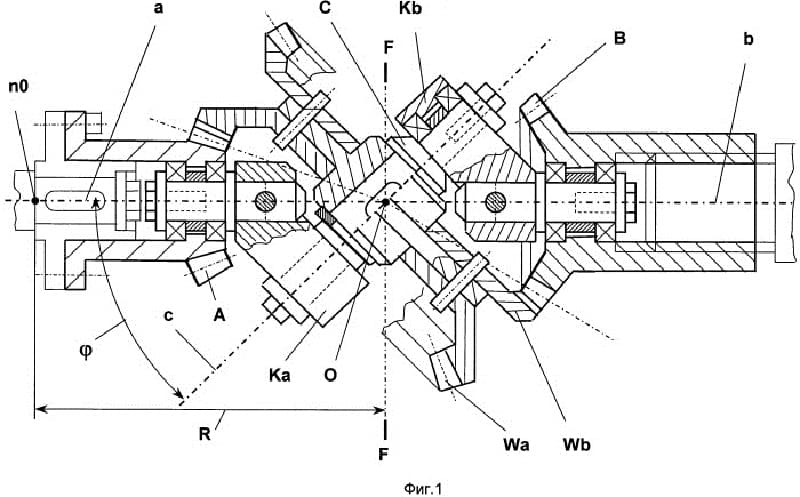
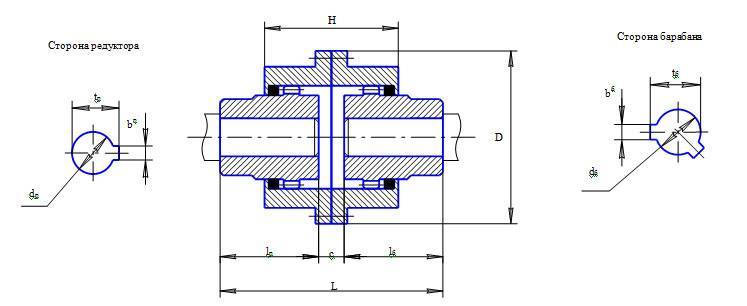
3.4 Основные параметры, размеры муфт должны соответствовать указанным на рисунках 1 и 2 и в таблице 1.
Тип 1
1 – втулка;
2 – обоймаРисунок 1
Рисунок 2. Основные параметры, размеры муфт. Тип 2
Тип 2
1 – втулка;
2 – обойма;
3 – фланцевая полумуфта; 4 – промежуточный валРисунок 2
3.5 В муфтах допускается комбинация втулок различных исполнений.
3.6 Выбор муфт приведен в приложении А.
3.7 Условное обозначение муфт должно включать слово “Муфта”, обозначение типа, значения номинального крутящего момента, диаметров посадочных отверстий втулок или отверстий втулок и фланцевых полумуфт, обозначение исполнения втулок, климатического исполнения и категории по ГОСТ 15150, обозначение настоящего стандарта.В условном обозначении муфты типа 2 диаметр посадочного отверстия фланцевой полумуфты ставят после обозначения диаметра посадочного отверстия втулки.Пример условного обозначения муфты типа 1 с номинальным крутящим моментом 4000 Н·м, диаметром посадочных отверстий во втулках 50 мм, с втулками исполнения 1, климатического исполнения У, категории 2:
Муфта 1-4000-50-1У2 ГОСТ Р 50895-96
То же, типа 2, с диаметром посадочных отверстий во фланцевых полумуфтах 55 мм:
Муфта 2-4000-50-55-1У2 ГОСТ Р 50895-96
То же, типа 1, с втулками исполнения 1, в одной из которых диаметр посадочного отверстия 55 мм:
Муфта 1-4000-50-1-55-1У2 ГОСТ Р 50895-96
То же, одна втулка исполнения 1, другая исполнения 2 с диаметром посадочного отверстия 55 мм:
Муфта 1-4000-50-1-55-2У2 ГОСТ Р 50895-96
То же, типа 3 с индексом С:
Муфта ЗС-4000-50-1У2 ГОСТ Р 50895-96
Допускается в рабочих чертежах обозначение климатического исполнения не указывать.
Классификация устройств по виду резьбы
1. Муфта с внешней резьбой имеет аналогичное предназначение со стандартным соединительным элементом, а единственным различием является процесс установки. Элемент с внешней резьбой намного удобней вкручивать.

2. С металлической резьбой. В отличие от предыдущих изделий, данная муфта имеет металлическое основание, что делает ее гораздо прочнее. Принцип и метод использования остается аналогичным.

3. Муфта с резьбой у основания идеально подходит для соединения разнотипных трубопроводных систем.
4. Разборная муфта американского типа используется для соединения между собой твердых и гибких элементов конструкции. Высокая прочность обеспечивается с помощью массивной металлической накладной части. Также подобное конструктивное решение может использоваться для соединения частей трубопровода, которые в дальнейшем будут демонтироваться для замены на более совершенные устройства (например, насос).

5. Муфта с накидной гайкой предназначена для соединения разных водонапорных систем с повышенной прочностью. К примеру, это могут быть соединительные элементы труб.

Важно знать: выбирать подходящий тип конструкции муфты необходимо в зависимости от типа и видов элементов конструкции, которые необходимо соединить
ГИДРОДИНАМИЧЕСКАЯ МУФТА
Гидродинамическая муфта осуществляет немеханическое соединение валов: крутящий момент передается от одного вала другому посредством движения жидкости.
Как показано на рис. 10, рабочее колесо типа насосной крыльчатки 1
на конце ведущего вала2 образует герметичный кожух3 , содержащий соосное колесо4 , соединенное с ведомым валом5 . Форма лопастей ведущего и ведомого колес близка к полукругу; лопасти расположены радиально. Торообразная полость (улитка), общая для ведущего и ведомого колес, заполняется маслом.
Когда ведущее колесо начинает вращаться, оно выталкивает масло под давлением на периферию. Если скорость вращения достаточно велика, масляный поток начинает циркулировать (рис. 10, стрелки) и приводит в движение ведомое колесо, оказывая на него давление. На рабочем режиме разность частот вращения ведущего и ведомого колес может быть малой (~1%). Конечно, вращающееся ведомое колесо также выталкивает масло на периферию, однако чуть большая скорость вращения ведущего колеса и правильно спроектированная улитка гарантируют непрерывность циркулирующего потока.
Гидродинамическая муфта создает плавное ускорение ведомого вала, а масло гасит вибрации от вала двигателя, так что они не сообщаются ведомому валу, и наоборот. Кроме того, при малых оборотах ведущее колесо муфты может вращаться вхолостую, не приводя в движение ведомое колесо. Современные гидромуфты отличаются огромным разнообразием конструкций и размеров и широко распространены в ряде областей техники, включая автомобильный, железнодорожный и морской транспорт. Одним из первоначальных применений гидромуфт были суда с дизельными двигателями; гидромуфта устанавливалась между двигателем и редуктором.




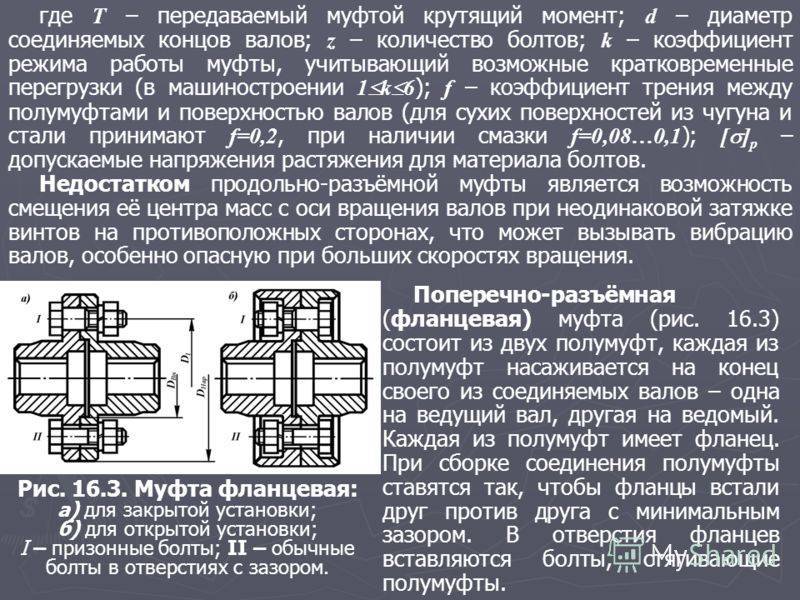
Фланцевая
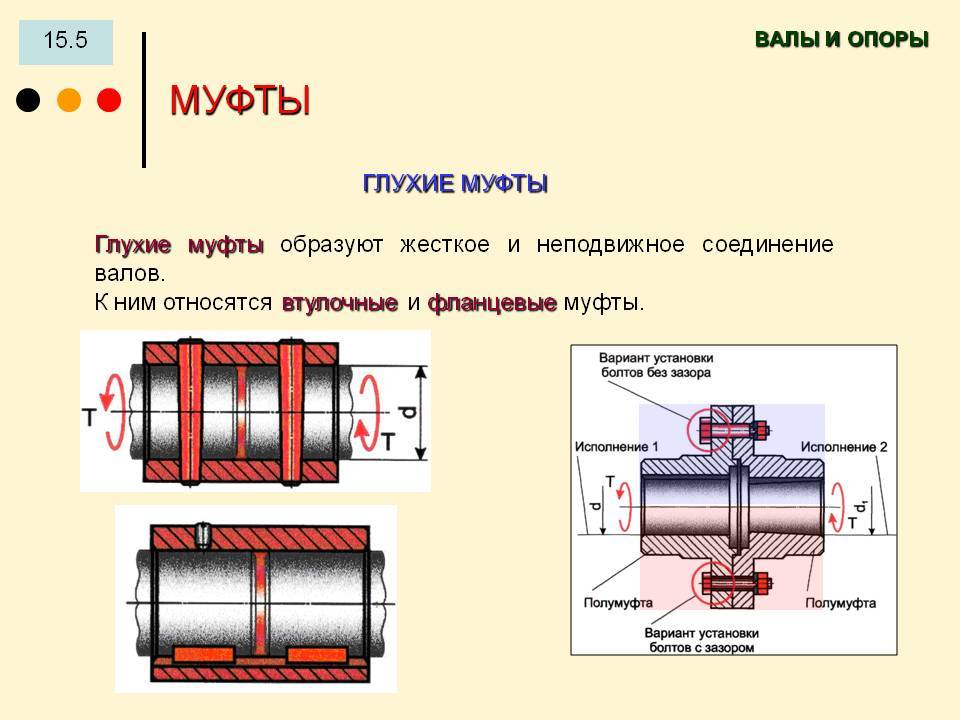
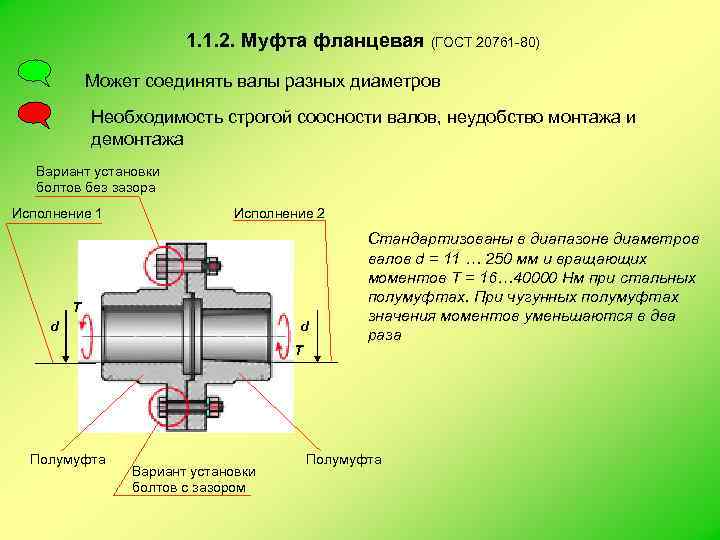
Речь идет о глухом жестком изделии. При его работе соединение обеспечивается постоянно и надежно. Полумуфты, входящие в такую сборку, напоминают диски. Крепятся они по круговой схеме равномерно. Главным образом фланцевые муфты нужны, чтобы механизм не был избыточно перегружен.
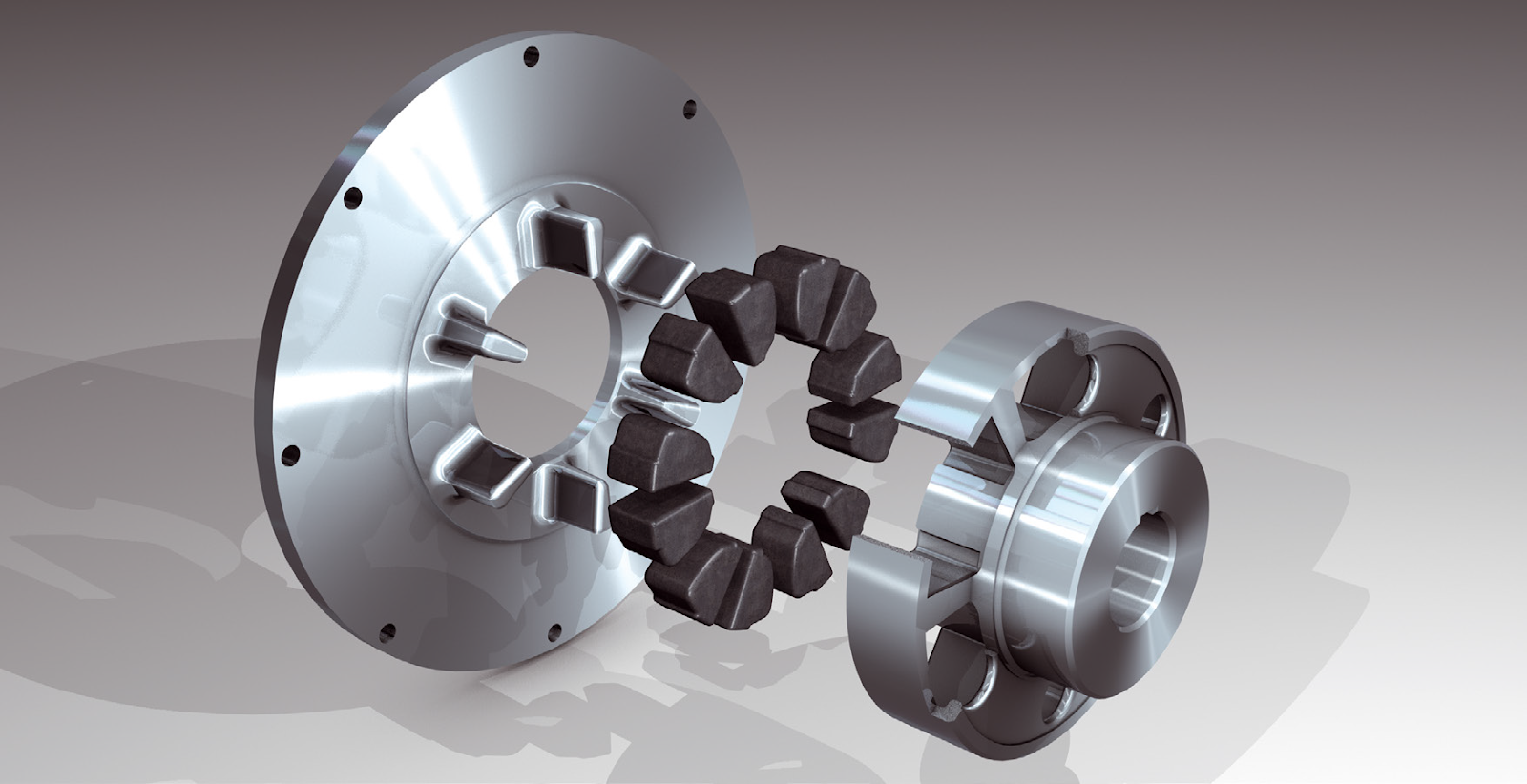
Фото: фланцевая муфта Centa
Что немаловажно, они компенсируют последствия нарушения соосности между валами. Фланцевые изделия позволяют соединять и разъединять валы непосредственно в процессе работы
Для их изготовления применяют нормы, приведенные в ГОСТ 20761. Главное отличие между конкретными моделями — рекомендованные сечения совместимых валов.
Производство фланцевых муфт может вестись из штампованной стали, стального литья. В некоторых случаях применяют чугунные отливки. Главным образом такие изделия востребованы машиностроителями. Отбор конкретной модели производится преимущественно сообразно нагрузкам.
Жесткая-компенсирующая
Известно, что сборка машин и механизмов производится из отдельных узлов и других частей. Но установить их взаимно точно не представляется возможным. В любом случае при производстве и монтаже появляются дефекты разной степени серьезности. Также мешают строгости задания параметров специфика конструкции отдельных узлов и эксплуатационные изменения.
Жесткая компенсирующая муфта как раз и призвана решать эту застарелую проблему. Исправление отклонений от номинальных положений обеспечивается при помощи использования подвижных жестких деталей. Наиболее распространен зубчатый подвид, образуемый парой полумуфт.
Такие изделия могут справиться с последствиями смещения вала по оси, по радиусу или на определенный угол. Это достигается при помощи боковых зацепляющих узоров
Неудивительно поэтому, что конструкторы и инженеры уделяют такое пристальное внимание именно степени надежности и износостойкости зубьев. Их обязательно закаливают до уровня 42 — 51 по HRC
Преимущества
• Простота монтажа. Монтаж и демонтаж с помощью центральной гайки. Для монтажа используется только стандартные ключи, не нужен нагрев и прессование. • Экономия материала. Из-за отсутствия ослабления вала шпоночным или шлицевым пазом возможно уменьшение диаметра вала. • Применимо для сервоприводов. В отличие от шпоночного соединения, в соединениях с КТР 130 не происходит перекладки вала относительно ступицы, что позволяет обеспечивать точное вращение и выдерживать перегрузки при ускорениях и торможениях. • Подходит для многоразового использования. При монтаже и демонтаже не происходит повреждения поверхностей. • Подходит для высокоскоростных приводов. Имеет точную центровку и балансировку. • Нечувствительно к загрязнениям. • Защищает привод от перегрузки. Благодаря возможности проскальзывания колец при превышении максимального момента • Отсутствие концентраторов напряжения (отсутствие шпоночных и шлицевых пазов на валах и ступицах, уменьшающих прочность соединения) • Коррозионная и химическая стойкость. Все детали имеют коррозионно-стойкое покрытие. Применимо в пищевом, химическом производстве. • Самоцентрирующееся • Для валов с диаметрами от 5 до 50 мм • Передаваемый крутящий момент от 10 до 2320Нм • Не требуют высокой точности посадочных поверхностей вала и ступицы: соответственно допуски h9 и H9 (достаточно токарной обработки!)