

НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла — 2,5 х 1600 мм
- Частота хода ножа — 65 мин-1
- Механическое перемещение заднего упора — 0..630 мм
- Тип муфты — пневматическая фрикционная многодисковая
- Тип тормоза — фрикционный однодисковый
- Мощность электродвигателя — 3,2 кВт
- Вес ножниц полный — 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим — толчковый ход
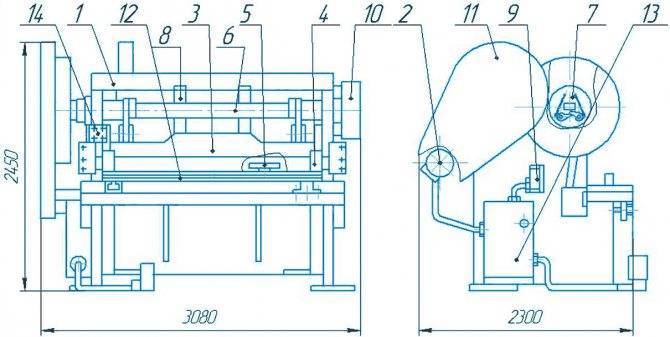
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
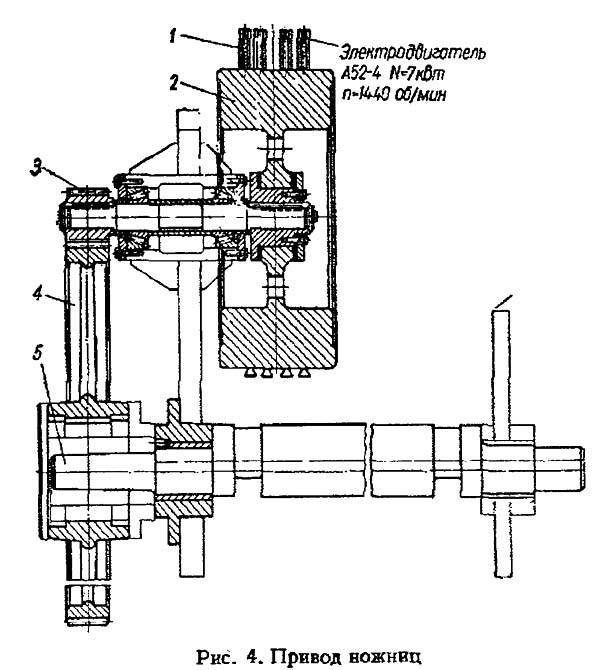
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
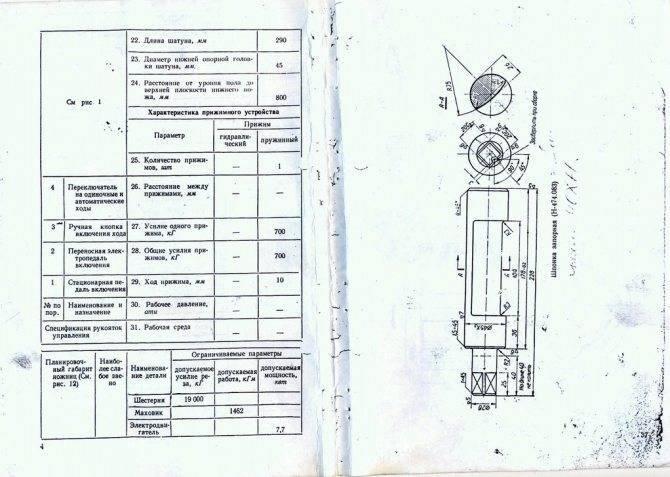
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
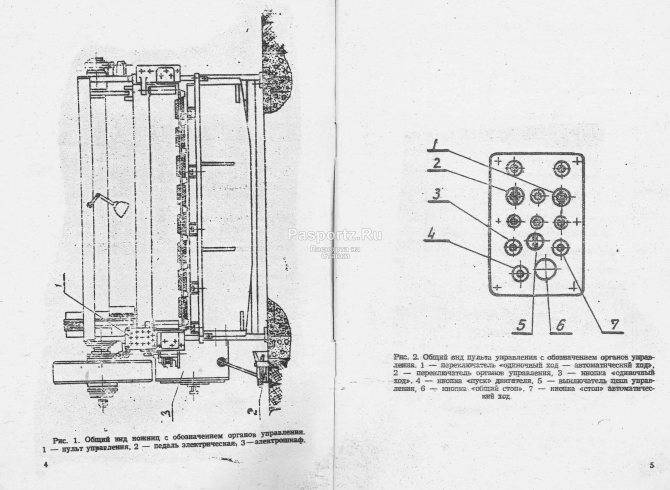
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
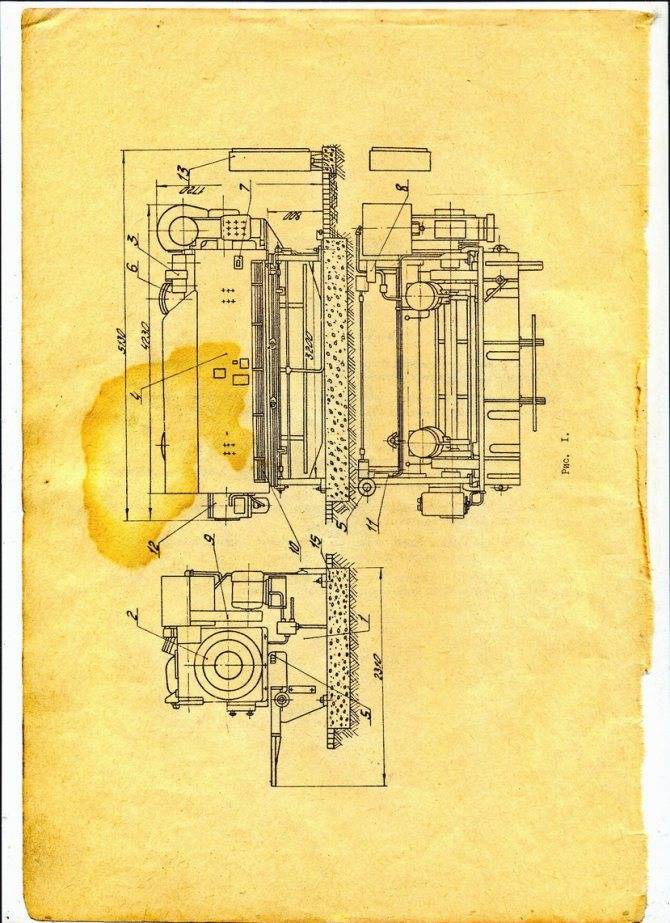
Описание конструкции основных узлов гильотинных ножниц Н3222
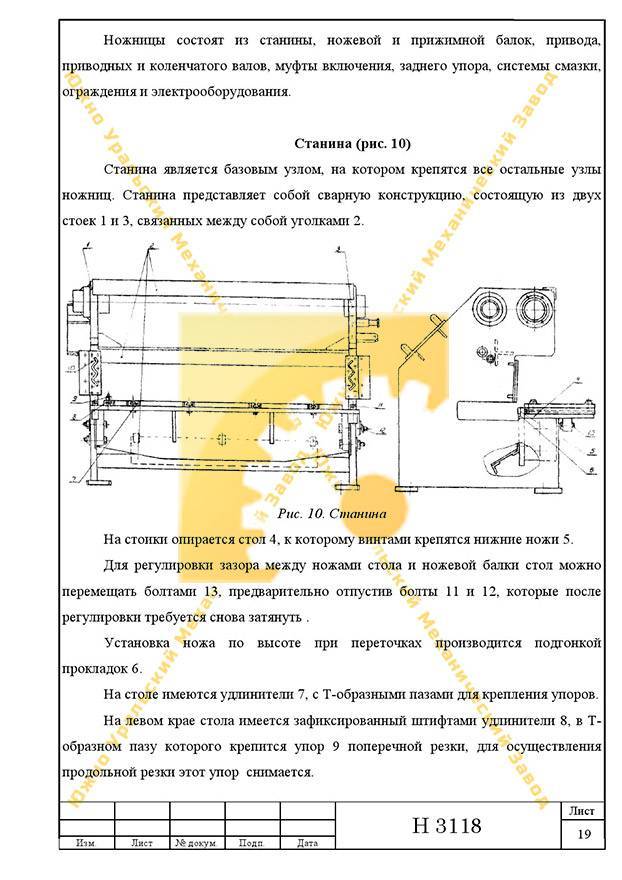
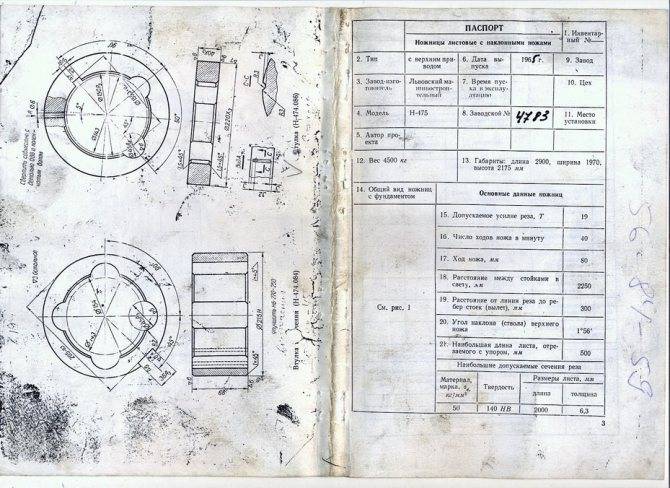
Станина (рис. 6)
Станина машины Н3222 состоят из двух стальных стоек 1, связанных вверху ресивером 2 и внизу — траверсой 3. На траверсу и выступы стоек опирается стол 4, к которому специальными винтами 5 крепится комплект ножей 6 в количестве трех штук. Ножи опирается на специальные прокладки для предотвращения выработки в детали стола. Прокладки заменяются для компенсации уменьшения размера ножей от переточек. Продольное смещение ножей при резне исключается специальным упором.
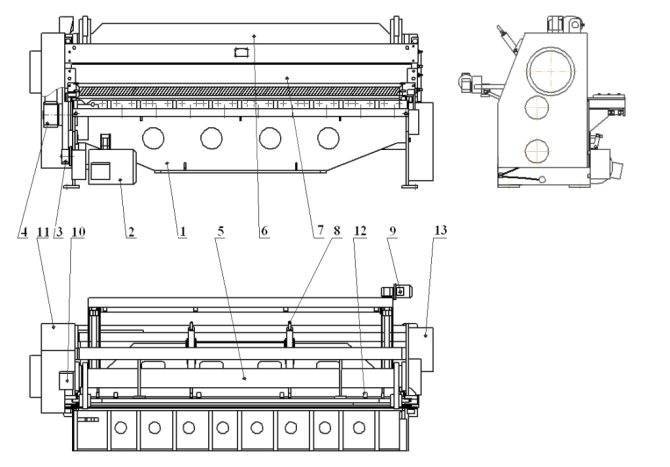


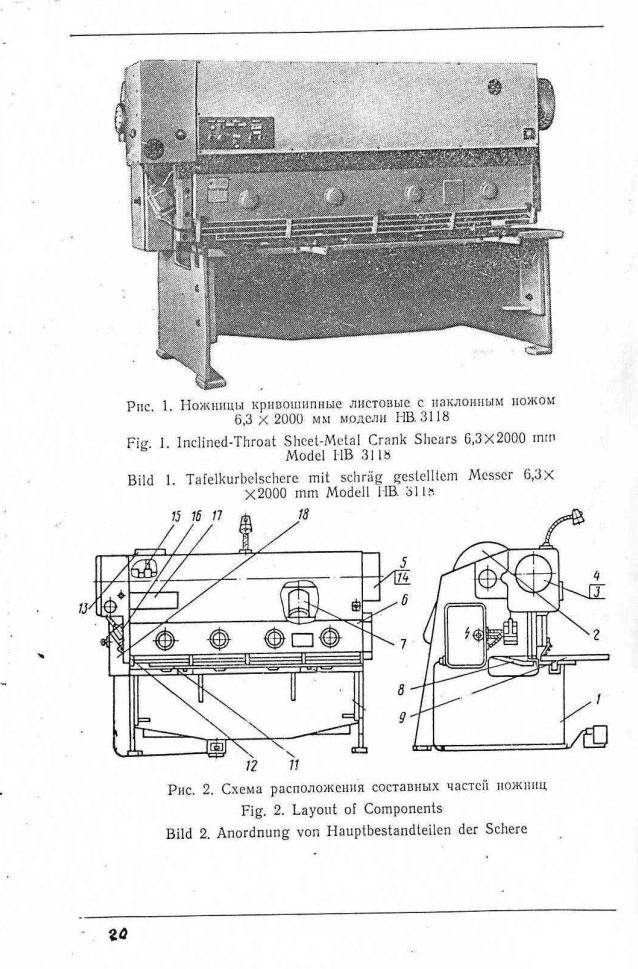

На поверхности стола выполнены Т- образные пазы для крепления специальных упорных приспособлений и пазы для удобства перемещения разрезаемого листа. Для замеров обрезаемого листа, поверхность стола оснащается линейками 7 и 8 с ценой деления 1 мм.
Слева в справа у кромок стола расположены клино-винтовые устройства 9 для регулировки зазора между ножами при резке материала различной толщины.
Для крупногабаритных листов на передней кромке стола устанавливаются дополнительные кронштейны 10 с роликам 11 для облегчения перемещения листа. Для той же цели на поверхности стола смонтированы шариковые опоры 12. Для крепления всех узлов на станине имеются соответствующие платики и крепежные отверстия.
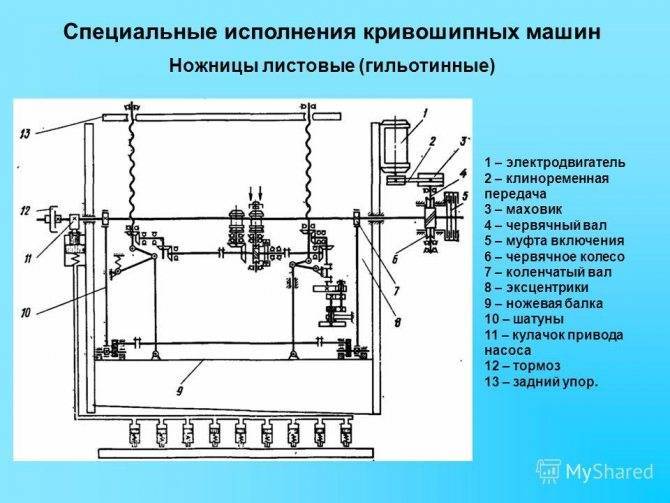
Привод и червячный редуктор гильотинных ножниц Н3222 (рис. 7)
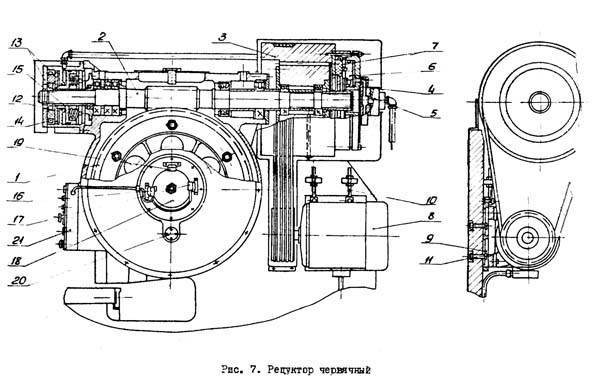
Червячный редуктор гильотинных ножниц н3222
Привод и червячный редуктор для вращения коленчатого вала ножниц расположен в литом корпусе, закрепленном на правой стойке станины. Коленчатый вал при помощи шпонок скреплен с червячным колесом 1 редуктора.
С колесом 1 зацепляется вал-червяк 2, смонтированный в корпусе на подшипниках, воспринимающих осевые и радиальные нагрузки вала 2.
На правом конце вала на подшипниках, смонтирован маховик 3 с фрикционной муфтой, ведомый диск 4 которой с фрикционными колодками соединен шлицами с валом 2. Муфта включается сжатым воздухом через воздухоподводящую головку 5. Воздух перемещает поршень 6, вращающийся с маховиком 3, и смыкает трущиеся поверхности дисков 7, вращающихся с маховиком, и диска 4. Вращение маховика воспринимается клиновыми репняки от электродвигателя 8, закрепленного на плате, которая регулируется по вертикали с помощью винтов 10, после ослабления крепящих болтов 11, для необходимого натяжения ремней.
На левом конце вала 2 смонтирован тормоз для остановки в нужном положении коленчатого вала и удержания подвижных частей. Торможение производится пружинами 12, смыкающие трущиеся поверхности связанных с корпусом дисков 13 и диска с фрикционными колодками 14, соединенного длинами с валом 2. Растормаживание производится сжатым воздухом через поршень 15, который отводит подвижный диск 13, преодолевая действие пружины 12 и освобождая диск 14.
Для подачи электрических сигналов на отключение и включение муфты и тормоза на крышке редуктора смонтированы бесконтактные датчики 16 и 17, действующие от подвижных дисков 18 с вырезами, связанных с коленчатым валом.
Для установки счетчика числа ходов дополнительно устанавливается датчик 19. Для регистрации уровня смазки в редукторе имеется маслоуказатель 20. Пульт управления 21 крепится к корпусу для удобства пользования.
1 Основная информация о гильотинных ножницах
Под таким оборудованием понимают режущий инструмент с ножом наклонного типа для поперечной и продольной прямолинейной резки металлических листов. Гильотинные ножницы дают возможность осуществлять обработку листов не только по разметке, но и по боковому либо заднему упору без разметки.
Описываемые устройства принято подразделять в зависимости от вида используемого на них привода на:
- гидравлические;
- кривошипные (иначе называемые механическими).
Большей мощностью обладает гидравлическое оборудование, которое без труда справляется со стальными листами толщиной 6 сантиметров. Длина реза подобных ножниц может превышать показатель в 8 метров. Механические приспособления по ряду характеристик идентичны гидравлическим. При этом первые имеют другую систему привода, предполагающую, что кривошипное устройство обеспечивает движение лезвия и в верхнем и в нижнем направлении.

Мощность установок с кривошипным механизм ниже, нежели у их гидравлических собратьев, поэтому они рекомендованы для разрезания заготовок толщиной от 3 до 8 мм. Зато скорость обработки металла у механических ножниц выше (до 56 резов за одну минуту против 3–18 у “гидравлики”).
Кроме того, гильотины имеют разную схему привода ножа (верхнего). Бывают консольные ножницы с поворотной балкой и станки с прямым ходом ножа. Первые характеризуются тем, что верхний нож у них перемещается за счет оборота балки вокруг расположенных в задней части и на боковых стенках агрегата центров. Так как устройство привода этой самой балки находится в подобных установках внутри станка, они отличаются компактными размерами.

У прямоходных же гильотин лезвие соединяется с рамой. Она способна передвигаться по прямым направляющим вниз за счет работы двух гидроцилиндров либо кривошипного механизма. Такая конструкция дает возможность производить изменение угла резки листов разной толщины. Поворотные станки этого делать не позволяют. У них угол всегда остается таким, каким его задал завод-изготовитель установки.






Ножницы гильотинные НК3416, НК3418
Гильотинные ножницы по металлу > Ножницы гильотинные НК3416, НК3418
Ножницы гильотинные кривошипные, листовые с наклонным ножом НК3416 и НК3418
Кривошипные листовые ножницы с наклонным ножом и автоматической регулировкой зазора между ножами НК3416 и НК3418, предназначены для резки листового металла с пределом прочности σ в ≤ 500 Мпа. Ножницы находят применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, сельхозмашиностроения и других отраслях промышленности.
Ножницы изготавливаются в климатическом исполнении УХЛ (+1 0С до + 35 0С ) и 0 (+1 0С до + 45 0С) категории размещения 4 по ГОСТ 15150-69.
В связи с простой конструкцией ножниц, подробное описание отдельных механизмов и узлов не дается.
| Цена с НДС за 1шт. НК3416 | 870 000 руб. |
| Цена с НДС за 1шт. НК3418 | 950 000 руб. |
| Срок поставки | 55 раб/дней |
| Гарантийный срок | 12 месяцев |
| Доставка | По договоренности |
| ПНР (пусконаладочные работы) |

Основные технические данные и характеристики:
| Модель | НК3418 | НК3416 |
| Наибольшая толщина разрезаемого листа с временным сопротивлением 500 МПа, мм | 6,3 | 4,0 |
| Наибольшая ширина разрезаемых листов, мм | 2000 | 2000 |
| Расстояние от режущей кромки неподвижного ножа до станины (вылет), мм | Без вылета | Без вылета |
| Частота ходов ножа, мин -1: | ||
| при резке наибольших размеров разрезаемого металла | 25 | 25 |
| холостых | 60 | 68 |
| Угол наклона подвижного ножа | 1 030 | 1 030 |
| Наибольшее усилие реза, кН | 175,0 | 78 |
| Наибольшая длина отрезаемой полосы при работе с задним упором, мм | 500, 700 с/з | 500, 700 с/з |
| Габаритные размеры ножниц в плане, мм | ||
| слева-направо | 2780 | 2650 |
| спереди-назад (без бок. упора) | 1600 | 1600 |
| Высота над уровнем пола, мм | 1620 | 1510 |
| Масса ножниц, кг | 4250 | 2870 |
| Расход сжатого воздуха за одно включение, л | 0,25 | 0,25 |
Комплект поставки:
| № поз. | Наименование | Кол-во, шт. |
| 1 | Ножницы гильотинные кривошипные в сборе | 1 |
| 2 | Паспорт | 1 |
| 3 | Руководство по эксплуатации | 1 |
| 4 | Электрощит (ящик управления) | 1 |
| 5 | Педаль управления | 1 |
- Ножницы гильотинные НГ4х2500
- Ножницы гильотинные НД3314Г
- Ножницы гильотинные НД3316Г
- Ножницы гильотинные НД3318Г
- Ножницы гильотинные НК3416
- Ножницы гильотинные СТД 9А
- Ножницы гильотинные СТД 9АН
- Ножницы гильотинные Н3118
- Ножницы гильотинные Н3121
- Ножницы гильотинные НА3121
- Ножницы гильотинные НГ13
- Ножницы гильотинные НГ16
- Ножницы гильотинные НГ20
- Ножницы гильотинные Н478
- Ножницы гильотинные Н478М.01
- Ножницы гильотинные НА3221
- Ножницы гильотинные НА3222
- Ножницы гильотинные НА3223
- Ножницы гильотинные НА3224
- Ножницы гильотинные НА3225
Смазка ножниц гильотинных кривошипных Н3118
- Основные трущиеся поверхности смазываются от рычажного шприца для густой смазки через масленки.
- Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников.
- В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать.
- Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.
- Не реже одного раза в три месяца смазочные отверстия промывать чистым керосином.
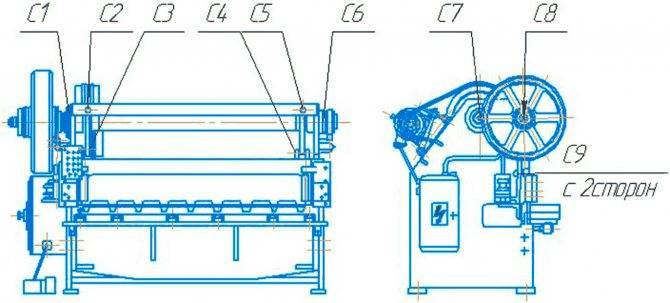
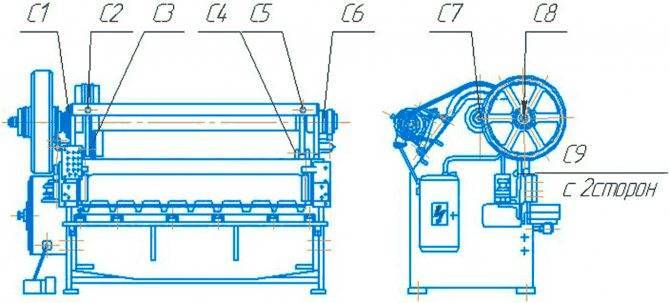
Точки смазки ножниц Н3118
| С1 С6 | Опоры коленчатого вала |
| С2С5 | Шатунные шейки коленчатого вала |
| С3 С4 | Ось шатуна |
| С7 | Приводной вал |
| С8 | Муфта |
| С9 | Направляющая ножевой балки |
Режим смазки ножниц Н3118
| Способ смазки | Шприцевание |
| Режим смазки | Периодически во время работы |
| Марка смазочного материала | Солидол марки УС-2 ЦИАТИМ-201ГОСТ 6762-59 |
НК3416 ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НК3416 разработаны в 1979 году и серийно выпускались с 1980 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НК3416 предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 4,0 х 2000 мм
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НК3416 находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности, так как обладают более высокой производительностью, чем ножницы серии «НД», за счет отсутствия подготовительного времени на переналадку механизма реза на разную толщину отрезаемого металла и механизации заднего упора.
Основны параметры машины для резки листового металла НК3416:
- Наибольшие размеры разрезаемого металла — 4,0 х 2000 мм
- Частота хода ножа — 65 мин-1
- Механическое перемещение заднего упора — 0..700 мм
- Тип муфты — пневматическая фрикционная многодисковая
- Тип тормоза — пневмо-пружинный дисковый
- Мощность электродвигателя — 5,6 кВт
- Вес ножниц полный — 3200 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим — толчковый ход
Величина зазора между ножами и усилие прижима автоматически устанавливается пропорционально усилию реза в зависимости от толщины разрезаемого листа.
Задний упор ножниц механизирован, что позволяет устанавливать заданный размер отрезаемых заготовок с рабочего места оператора по цифровому счетчику, установленному на лицевой стороне ножниц.
Станина ножниц цельносварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.




Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Особенности разборки и сборки ножниц Н3118
- Прежде чем приступить к разборке ножниц, необходимо отключить их от электросети.
- Осуществляя разборку и сборку ножниц, необходимо соблюдать правила техники безопасности.
- При снятии прижимной балки необходимо предварительно освободить штоки от действия пружин прижима, а затем отвинтить направляющие планки прижимной балки, поддерживая балку краном.
- Перед снятием ножевой балки и шатунов следует зафиксировать балку в верхнем положении, установив в отверстие в верхней части направляющей станины фиксирующий штырь.
- При разборке отдельных механизмов следует руководствоваться приведенными в настоящем руководстве рисунками узловых чертежей.
Разновидности станков и принцип работы
На сегодняшний день гильотина — это станок, который делится на четыре класса. В зависимости от типа привода, который используется на оборудовании, выделяются несколько типов ножниц. Привод может быть ручной, пневматический, гидравлический, электромеханический.
Принцип работы данного оборудования достаточно прост. На заготовку осуществляется большое давление со стороны острого края лезвия. Процесс разрезания происходит по принципу самых обычных ножниц. Во время работы этого приспособления два лезвия острых ножниц сводятся между собой. Гильотина для резки металла способна разрезать металлические или профильные заготовки, которые зафиксированы на самом станке. Однако этот процесс все же несколько отличается от действия обычных ножниц, так как делится на два этапа — резка и ломание. Если использовать качественный станок для данной процедуры, то количество лома, которое будет образовываться, стремится к минимальным значениям. У профессиональных станков этот показатель не превышает 10 % от общей массы.
Кроме того, качественные станки оставляют ровную кромку после среза. Это значит, что не потребуется дополнительная обработка места среза. Гильотина для резки может качественно выполнять свою задачу лишь в том случае, если ее лезвия достаточно остры, а также корректно выставлены. Если у оборудования зазор выбран неверно или же ножницы затупились, то соотношение качественных заготовок и лома будет меняться, то есть увеличиваться в сторону лома. Можно достаточно просто определить, затупилось ли лезвие. Если это так, то на нижней части кромки среза будет образовываться острый выступ. Его называют гратом, и его появление означает, что оборудование теряет эффективность, а качество резки ухудшилось.





Кроме того, что ухудшается качество резки, грат еще и опасен, так как его появление увеличивает риск травмировать руки резчика. Это особенно заметно, если заготовка была из нержавеющей стали. Чтобы избежать такой опасной ситуации, необходимо при рубке гильотиной соблюдать правила безопасности. Запрещается приступать к работе, если отсутствуют перчатки из плотной ткани или кожаных нашивок. Если на заготовке появился грат, то работа сразу же останавливается и либо настраивается прибор, либо точатся ножи.

Модели для резки металлических заготовок
Ручная гильотина для металла, гидравлическая, пневматическая или электромеханическая — это то оборудование, которое в настоящее время, является довольно распространенным. Во многом это благодаря тому, что резка металла в наше время — это одна из наиболее востребованных операций. Кроме того, используются они не только крупными предприятиями, но и домашними мастерами. Из-за такого широкого спроса производители данного оборудования выпускают его в самых различных комплектациях. Благодаря этому есть возможность выбора модели, которая будет точно соответствовать требованиям, необходимым для резки определенных заготовок.
Высокая популярность гильотинных станков также обеспечивается за счет того, что все они обладают достаточно высоким показателем точности и производительности
Стоит обратить внимание на то, что резать можно не только металл. Медь, латунь, алюминий и другие подобные материалы также могут быть обработаны на таких станках
Еще одно общее преимущество, которое объединяет все станки — это простота в обращении. Эксплуатация данных машин достаточно простая, а значит, после короткого ознакомления и выполнения нескольких операций даже домашний мастер сможет полноценно использовать такое оборудование.
Стоит обратить внимание на то, что если мастер обладает достаточно высокой слесарной квалификацией, необходимыми инструментами и материалами, не исключается возможность сборки таких гильотин собственными силами. Однако этот процесс все же довольно сложный, а потому чаще такие станки просто покупаются в уже готовом виде
Первоначальный пуск ножниц Н3118 кривошипных листовых с наклонным ножом
Подготовка ножниц кривошипных листовых с наклонным ножом Н3118
- Снять антикоррозийное покрытие, нанесенное перед упаковкой ножниц Н3118 на обработанные поверхности, заполнить смазкой все устройства, перечисленные в спецификации, по схеме смазки.
- Заземлить ножницы Н3118 кривошипные листовые с наклонным ножом
- Выполнить все указания разделов «Электрооборудование» и «Смазка»
Первоначальный пуск ножниц Н3118
- Переключатель SA2 поставить в положение «Ручной проворот».
- Первый ход ножевой балки осуществить поворотом маховика с помощью штыря. При отсутствии дефектов в работе агрегата таким же образом совершить еще 2- 3 хода.
- Электросхему ножниц Н3118 подготовить к работе на одиночных ходах, а затем на автоматических.
ВНИМАНИЕ!
При включении электродвигателя большая шестерня, сидящая на левом конце коленвала, должна вращаться по часовой стрелке, если на шестерню смотреть со стороны муфты включения. Обкатку производить в течение 2-х часов, из них один час — на одиночных ходах и один час — на автоматических
При обкатке ножниц особое внимание уделять работе муфты включения, тормоза и электромагнитного управления ножниц. После первого периода работы ножниц в течение 35 — 40 минут ножницы останавливать и производить внешний осмотр деталей и узлов, обращая внимание на отсутствие утечек в смазке, отсутствие нагрева левой и правой букс коленвала, перегрева электродвигателя До устранения обнаруженных неисправностей ножницы в работу не включать
Только после полной отладки и регулировки ножниц на холостом ходу можно приступить к испытанию под рабочей нагрузкой.
Технические характеристики гильотинных ножниц НК3418
| Наименование параметра | НК3414 | НК3416 | НК3418 |
| Основные параметры ножниц | |||
| Наибольшая толщина разрезаемого листа при σ BP 50 кг/мм 2, мм | 2,5 | 4,0 | 6,3 |
| Наибольшая длина разрезаемых листов в мм, мм | 1600 | 2000 | 2000 |
| Число ходов ножа в минуту не менее | 68 | 68 | 60 |
| Угол наклона подвижного ножа в градусах | 1°30′ | 1°30′ | 1°30′ |
| Ширина отрезаемого листа по заднему упору, мм | 700 | 700 | 700 |
| Число режущих кромок ножа | |||
| Расстояние от неподвижного ножа до станины (вылет), мм | нет | нет | нет |
| Расстояние между стойками в свету, мм | |||
| Высота стола над уровнем пола, мм | 920 | 920 | 920 |
| Максимальное усилие реза, кН | 34 | 78 | 175 |
| Усилие прижима, кН | |||
| Режимов работы | |||
| Тип тормоза | |||
| Тип муфты-тормоза | УВ3132 | УВ3132 | УВ3132 |
| Электрооборудование | |||
| Количество электродвигателей | 2 | 2 | 2 |
| Электродвигатель, кВт | 3,2 | 5,6 | 8,5 |
| Электродвигатель привода заднего упора, кВт | 0,37 | 0,37 | 0,37 |
| Общая мощность электродвигателей, кВт | 5,57 | 5,97 | 8,87 |
| Габарит и масса ножниц | |||
| Габарит ножниц (длнна х ширина х высота), мм | 2150 х 1475 х 1375 | 2610 х 1600 х 1510 | 2780 х 1600 х 1620 |
| Масса ножниц, кг | 1800 | 2870 | 4250 |
Связанные ссылки. Дополнительная информация
- Заводы производители кузнечно-прессового оборудования в России
- Классификация и обозначение гидравлических и кривошипных прессов
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Машины гибочные и правильные
- Ножницы гильотинные, пресс-ножницы
- Молоты
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Назначение и области применения
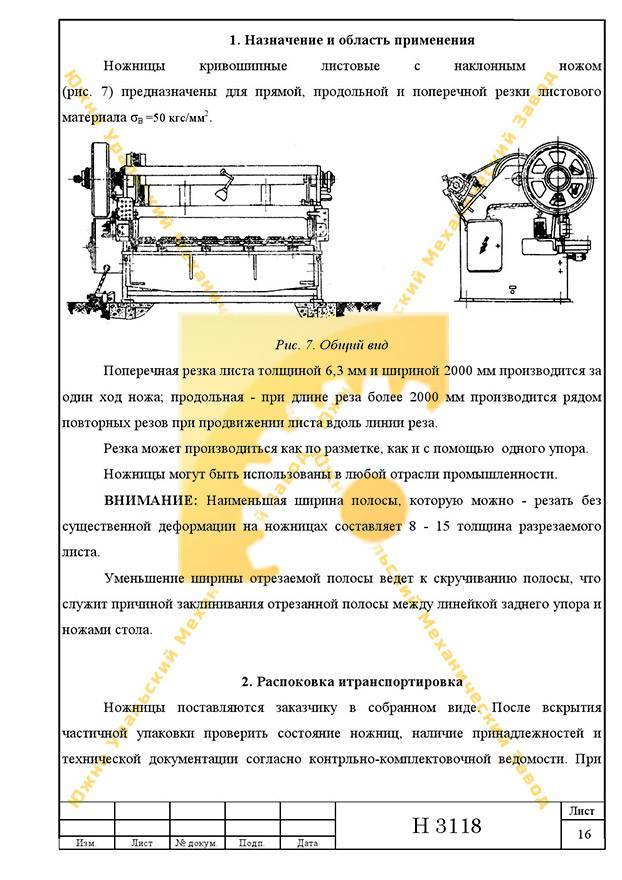
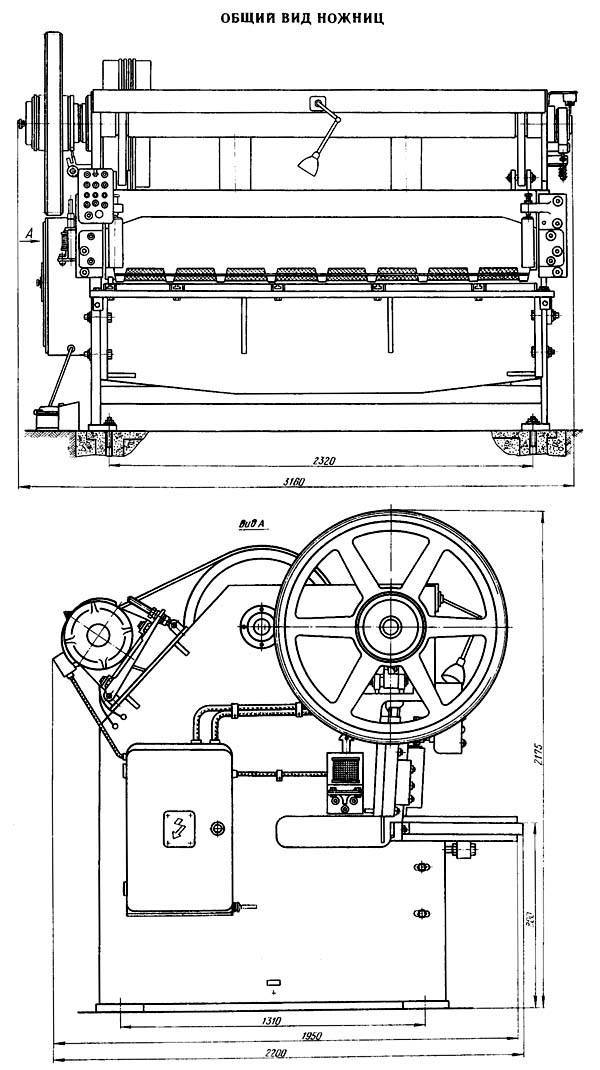
Область применения – промышленные, заготовительные цеха мелкосерийного, среднесерийного производства. Как правило, листовые материалы используют при изготовлении корпусных деталей. Именно поэтому ножницы гильотинные модели Н3118 можно встретить в сфере машино-, судостроения, в заготовительных цехах.








Назначение – разрезание листовых материалов по указанным размерам. Обработка проводится исключительно в поперечном, продольном и прямом направлении по толщине листа. При этом есть определенные ограничения того, какой толщины может быть лист. Лист должен быть не выше 50 кгс/мм2.
Первоначальный пуск гильотинных кривошипных Н3118 и режим работы
Подготовка ножниц Н3118 к первоначальному пуску
Для подготовки ножниц гильотинных Н3118 к первоначальному пуску необходимо снять антикоррозийное покрытие, нанесенное перед упаковкой ножниц на обработанные поверхности, заполнить смазкой все устройства, перечисленные в спецификации, по схеме смазки.
Все указания, изложенные в разделах «Электрооборудование» и «Смазка» должны быть выполнены. Ножницы должны быть заземлены.
Первоначальный пуск ножниц Н3118
- При первоначальном пуске ножниц гильотинных Н3118 необходимо предварительно выполнить все указания по подготовке к первоначальному пуску, изложенные в разделах «Подготовка ножниц к первоначальному пуску», «Электрооборудование», «Смазка», затем переключатель SA2 ставится в положение «Ручной проворот».
- Первый ход ножевой балки осуществляется поворотом маховика с помощью штыря. Если после первого хода не встретится никаких ненормальностей в работе ножниц, то таким же образом совершается еще 2- 3 хода.
- После этого электросхема подготавливается к работе на одиночных ходах, а затем на автоматических.
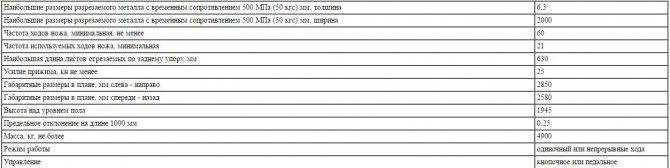
Технические параметры
Они определяют возможность использования ножниц модели Н3118 в тех или иных ситуациях. К особенностям технических характеристик гильотины Н3118 относятся:
- максимальная толщина металла 6,3 миллиметра;
- максимальная длина листового материала 2 000 миллиметров;
- частота хода ножа при выборе автоматической обработки (минимальное значение) 21 ходов в минуту;
- максимальный размер листа по заданному упору 630 миллиметров;
- усилие, с которым воздействует прижимная балка 25 кН;
- высота конструкции над уровнем пола 1945 миллиметров;
- предельное отклонение по заданным размерам при резке на длину заготовки 1 000 миллиметров составляет 0,25 миллиметра;
- управление может осуществляться с помощью пульта с кнопками или педалей;
- ход может быть непрерывный или одиночный.
Вышеприведенные характеристики определяют особенности рассматриваемой модели станка по резке металла.





