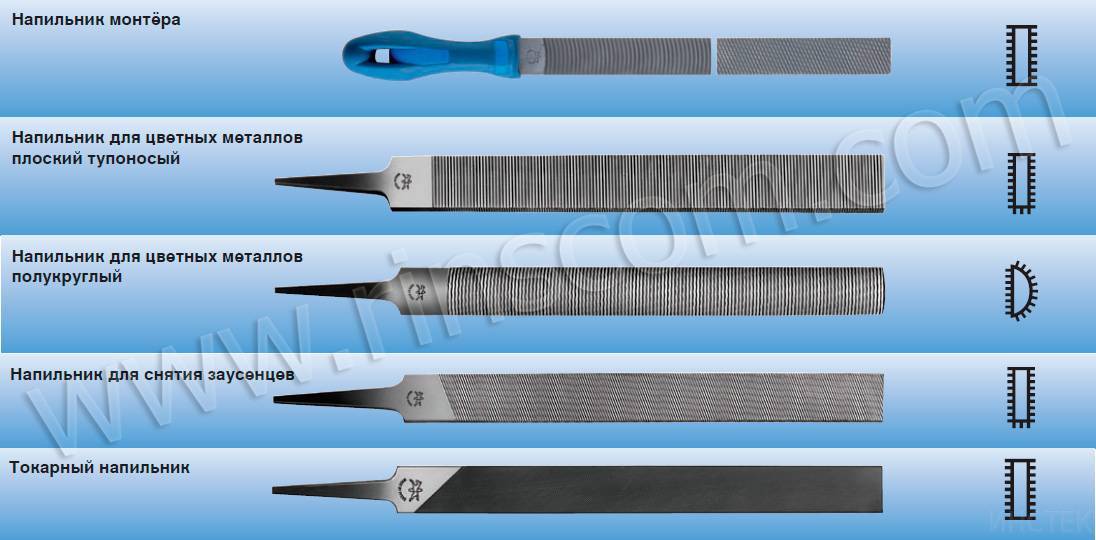
Формы надфилей и их применение
Формы надфилей отличаются друг от друга соответственно назначению. Мастера нередко используют целый набор мини-напильников в определенной последовательности.
Многоступенчатая обработка детали позволяет добиться оптимального состояния, подкорректировать все огрехи без особого труда.
По профилю инструмент подразделяется на следующие типы:
- трехгранные остроносые (треугольные). Имеют три равные грани, соответственно три рабочих ребра. Такая форма годится для обработки углов, расстановки угловых насечек, обточки мелких пазов внутри и снаружи;
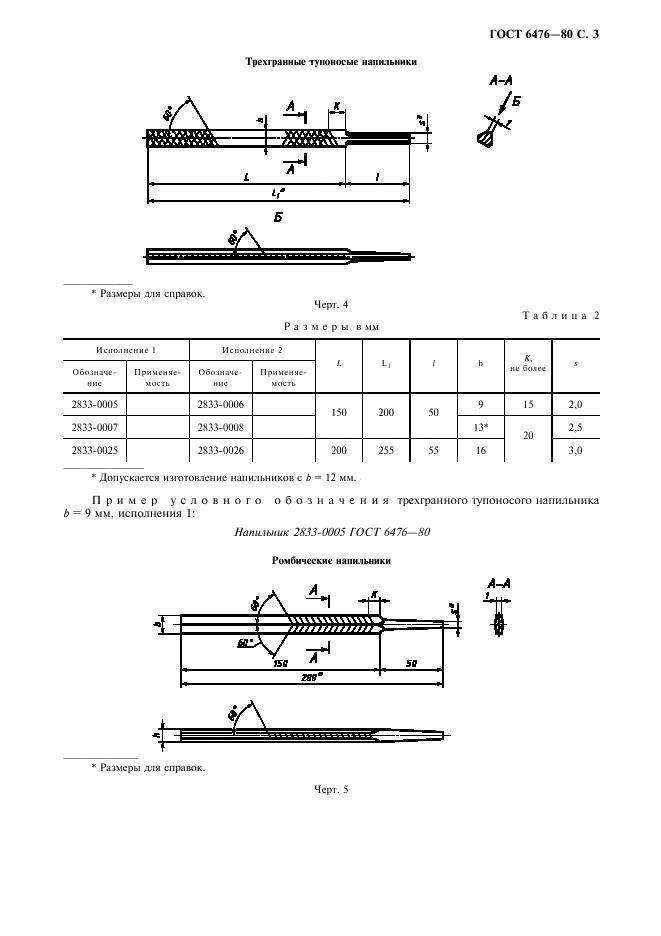
- трехгранные тупоугольные. Напоминают треугольник с равными сторонами и тупым углом. Может иметь 1 или 3 грани разной текстуры. Применяется для обработки углов, средних и крупных отверстий;
- клиновидные. Обладают одним ребром и двумя рабочими гранями с острым концом. Подходят для обработки клапанов, мелких углов, кастов, пропиливания высечек;
- ромбические. Удобны для изделий с разными углами в форме. Рабочие поверхности складываются в ромб с острыми гранями. Кончик притуплен;
- полукруглые. Одна сторона плоская, другая — овальная. Насечки по всему инструменту. В сечении — сегмент. Универсальный вид, поскольку можно обработать и округлые и плоские поверхности. Неотъемлемый инструмент ювелира при изготовлении колец;
- плоские тупоносые. Прямоугольные, с четырьмя вытянутыми сторонами. По две широкие и узкие рабочие грани. Можно обрабатывать разнообразные пазы, ровные элементы;
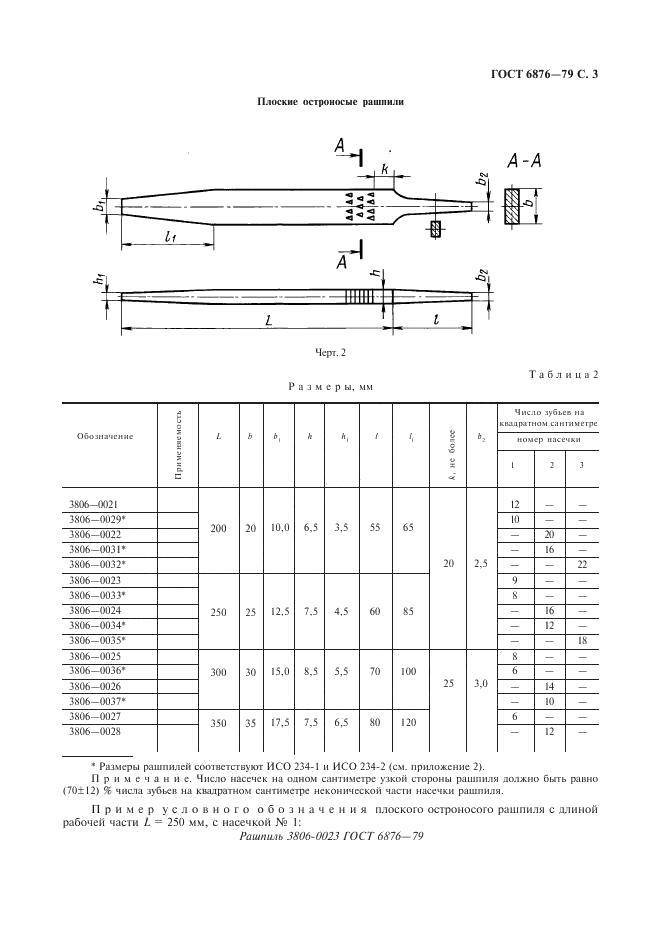
- плоские остроносые. Прямоугольники с острым концом. Применение аналогично тупоносым, но больше возможностей для труднодоступных мест;
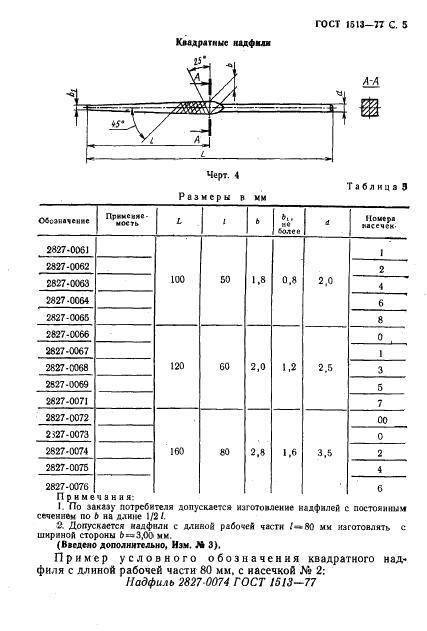
- квадратные. Имеют сечение в форме квадрата. Все поверхности рабочие. Используются для опиловки люфтов, насечек, пазов с прямыми углами;
- овальные. Служат для округлых деталей, создания плавных линий. В сечении выглядят как овал. Кончик часто заострен;
- круглые. Круглая рабочая часть, тупой или острый кончик. Насечки по всей окружности. Идеально подходят для корректировки рельефных, округлых поверхностей;
- пазовые. Очень похожи на плоский тип надфилей. Главное отличие — закругленные торцы. Нос может быть острым или тупым. Широко применяются для обработки отверстий разного формата;
- разновыпуклые. Похожи на двояковыпуклую линзу. Насечка на обеих рабочих сторонах, нос заострен. Отлично выравнивают форму кольцам изнутри;
- ножевидные. Выглядят аналогично бытовому кухонному ножу. Чаще всего служат для зачистки деталей от грязи, ржавчины, налета, тонкой заточки, подгонки;
- игольчатые. Отличительная особенность — короткая рабочая часть. Напилок без ручки имеет длину всего 25 — 55 мм. Хвостовик квадратного сечения, острый кончик. Используется ювелирами для шлифовки поверхностей. В остальных областях изредка применяется для труднодоступных мест. Также называется надфилем для золота;
- бархатные. Надфили такого типа служат для самой нежной обработки. За один взмах они снимают 0,05 мм без видимых следов. Такой эффект возможен благодаря 25 — 80 зубчикам на каждый сантиметр рабочей поверхности;
- рифели. Надфели специального назначения. Главным образом используют ювелиры. Форма изогнута наподобие серпа или крючка, сплав с магнитной добавкой. Ими обрабатываются звенья цепочек, золотые кольца. Магнитная составляющая позволяет стряхивать крошку металла, чтобы мусор не мешал крайне тонкой работе;
- надфили для заточки пильных цепей, например, бензопилы. Ручные варианты имеют направляющую плоскость и рабочий стержень с насечками. Форма и размер подбираются в соответствии с шагом цепи. Выдержать калибровку таким надфилем бывает достаточно сложно. Значительно упрощает работу с бензопилой электрический или пневматический вариант. Выглядят они наподобие ленточных шлифовальных машин. Движение осуществляется за счет ремня и двигателя, в комплектах несколько насадок. Такие приборы также активно применяются в автомобильной индустрии, обточке стекла и алюминия;
- двухконцевые. Ручка у таких инструментов находится по центру длины. Рабочие поверхности расположены как с правого, так и с левого края. Часто используется граверами, ювелирами для мелких деталей.
ГОСТ 11871-88 гайка круглая шлицевая
Главная»Гайки DIN, ГОСТ»Гайки ГОСТ» Гайка ГОСТ 11871-88 круглая шлицевая класса точности А от М6 до М200
* Допускается скругление радиусом R = e вместо фаски и отсутствие фаски в исполнении 2.
ГОСТ 11871-88 гайка круглая шлицевая
класса точности А, размеры метрической резьбы от М6 до М200. Гайки ГОСТ 11871-88 применяются в промышленности и строительстве для соединения и крепления деталей и конструкций совместно с болтами и шайбами соответствующих размеров.
Материалы:
- Сталь: 8, 10 (класс прочности для гаек)
- Сталь с покрытием: гальваническая оцинковка, термодиффузионное цинкование, гальваническое никелирование, хромирование, воронение
- Нержавеющая сталь: А2, А4
- Цветные металлы, сплавы: латунь.
Таблица размеров и весов круглых шлицевых гаек ГОСТ 11871-88 от М6 по М42
| d | M6 | M8 | M10 | M12 | М14 | M16 | М18 | M20 | М22 | M24 | М27 | M30 | M33 | M36 | М39 | М42 | |
| P | 0,50 | 1,00 | 1,25 | 1,50 | |||||||||||||
| D | 16 | 22 | 24 | 26 | 28 | 30 | 32 | 34 | 38 | 42 | 45 | 48 | 52 | 55 | 60 | 65 | |
| m | 5 | 6 | 8 | 10 | |||||||||||||
| D1 | 16 | 18 | 20 | 22 | 24 | 28 | 30 | 32 | 36 | 38 | 42 | 45 | 48 | 50 | 56 | 60 | |
| m1 | 4 | 5 | 6 | 7 | 8 | ||||||||||||
| D2 | 11,5 | 13,5 | 15,5 | 17,5 | 18,5 | 22,0 | 24,0 | 26,0 | 29,0 | 31,0 | 35,0 | 38,0 | 40,0 | 42,0 | 48,0 | 52,0 | |
| b | 4 | 6 | 8 | ||||||||||||||
| h | 1,5 | 2,0 | 2,5 | 3,0 | |||||||||||||
| e , не более | 0,6 | 1,0 | |||||||||||||||
| d a | не менее | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 36 | 39 | 42 |
| не более | 6,75 | 8,75 | 10,80 | 13,00 | 15,10 | 17,30 | 19,40 | 21,60 | 23,80 | 25,90 | 29,20 | 32,40 | 35,60 | 38,90 | 42,10 | 45,40 | |
| n | 4 | ||||||||||||||||
| N | исп. 1 | 5,337 | 12,15 | 19,81 | 21,67 | 22,95 | 26,69 | 29,09 | 31,67 | 50,67 | 63,43 | 69,41 | 75,60 | 81,46 | 85,44 | 107,8 | 127,2 |
| исп. 2 | 4,215 | 6,727 | 8,025 | 10,70 | 11,36 | 16,42 | 18,15 | 19,83 | 30,00 | 32,31 | 39,15 | 42,77 | 50,32 | 49,41 | 68,89 | 79,05 |
Таблица размеров и весов круглых шлицевых гаек ГОСТ 11871-88 от М45 по М95
| d | M45 | M48 | M50* | M52 | М56 | M58* | М60 | M62* | М64 | M68 | М70* | M72 | M76 | M80 | М85 | М90 | М95 | |
| P | 1,5 | 2,0 | ||||||||||||||||
| D | 70 | 75 | 78 | 80 | 85 | 90 | 95 | 100 | 105 | 110 | 115 | 120 | 125 | 130 | ||||
| m | 10 | 12 | 15 | 18 | ||||||||||||||
| D1 | 63 | 67 | 70 | 75 | 80 | 85 | 90 | 95 | 100 | 108 | 112 | 118 | ||||||
| m1 | 8 | 10 | ||||||||||||||||
| D2 | 55,0 | 58,0 | 61,0 | 65,0 | 70,0 | 75,0 | 80,0 | 85,0 | 90,0 | 98,0 | 102,0 | 108,0 | ||||||
| b | 8 | 10 | 12 | |||||||||||||||
| h | 3,0 | 3,5 | 4,0 | |||||||||||||||
| e , не более | 1,0 | 1,6 | ||||||||||||||||
| d a | не менее | 45 | 48 | 50 | 52 | 56 | 58 | 60 | 62 | 64 | 68 | 70 | 72 | 76 | 80 | 85 | 90 | 95 |
| не более | 48,60 | 51,80 | 52,00 | 54,00 | 58,00 | 60,00 | 62,00 | 64,00 | 66,00 | 70,00 | 72,00 | 75,00 | 80,00 | 84,00 | 89,00 | 94,00 | 99,00 | |
| n | 6 | |||||||||||||||||
| N | исп. 1 | 151,1 | 195,5 | 216,6 | 211,0 | 229,9 | 274,3 | 257,2 | 304,1 | 285,8 | 412,7 | 387,6 | 450,8 | 450,3 | 491,5 | 546,0 | 696,4 | 740,8 |
| исп. 2 | 80,81 | 88,56 | 101,3 | 88,73 | 99,81 | 126,1 | 114,6 | 142,5 | 130,3 | 146,9 | 133,4 | 208,2 | 169,5 | 190,5 | 241,0 | 237,2 | 264,4 |
Таблица размеров и весов круглых шлицевых гаек ГОСТ 11871-88 от М100 по М200
| d | M100 | M105 | M110 | М115 | M120 | М125 | M130 | М135* | M140 | М145* | M150 | M160 | M170 | М180 | М190 | М200 | |
| P | 2 | 3 | |||||||||||||||
| D | 135 | 140 | 150 | 155 | 160 | 165 | 170 | 175 | 180 | 190 | 200 | 210 | 220 | 230 | 240 | 250 | |
| m | 18 | 22 | 26 | 30 | |||||||||||||
| D1 | 125 | 130 | 138 | 145 | 150 | 155 | 160 | 165 | 170 | 175 | 180 | 190 | 202 | 215 | 230 | 240 | |
| m1 | 10 | 12 | 14 | ||||||||||||||
| D2 | 115,0 | 120,0 | 125,0 | 132,0 | 137,0 | 142,0 | 147,0 | 152,0 | 157,0 | 162,0 | 167,0 | 177,0 | 189,0 | 202,0 | 213,0 | 223,0 | |
| b | 12 | 14 | 16 | ||||||||||||||
| h | 4,0 | 5,5 | 7,5 | ||||||||||||||
| e , не более | 1,6 | 2,5 | |||||||||||||||
| d a | не менее | 100 | 105 | 110 | 115 | 120 | 125 | 130 | 135 | 140 | 145 | 150 | 160 | 170 | 180 | 190 | 200 |
| не более | 104,00 | 109,00 | 114,00 | 120,00 | 125,00 | 130,00 | 135,00 | 140,00 | 145,00 | 150,00 | 155,00 | 162,00 | 172,00 | 185,00 | 195,00 | 205,00 | |
| n | 6 | 8 | |||||||||||||||
| N | исп. 1 | 794,7 | 830,8 | 1195 | 1265 | 1315 | 1366 | 1390 | 1735 | 1795 | 2063 | 2320 | 2496 | 3328 | 3546 | 3517 | 4107 |
| исп. 2 | 308,2 | 323,1 | 439,8 | 496,6 | 517,5 | 538,5 | 544,9 | 565,8 | 586,8 | 607,7 | 620,3 | 691,3 | 793,8 | 1081 | 1259 | 1325 |
Примечания: 1. * Размеры гаек применять не рекомендуется. 2. Разрешается по соглашению производить гайки М45 — М125 с 4 шлицами.
Обозначения: d — номинальный диаметр резьбы P — шаг резьбы D (D1) — наружный диаметр гайки m (m1) — высота гайки b — ширина шлица h — высота шлица n — число шлицев N — вес 1000 шт. стальных гаек с крупным шагом резьбы, кг
Для вычисления веса гаек из латуни значения из таблицы умножить на 1,080.
Аналог ГОСТ 11871-88:
DIN 1804 — гайки шлицевые с метрической мелкой резьбой ИСО.
Вы можете заказать и купить круглые шлицевые гайки ГОСТ 11871-88 по оптовым ценам.
Виды насечек
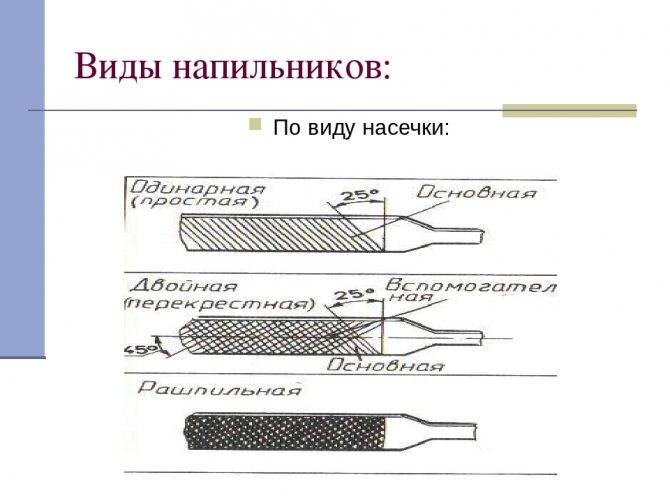
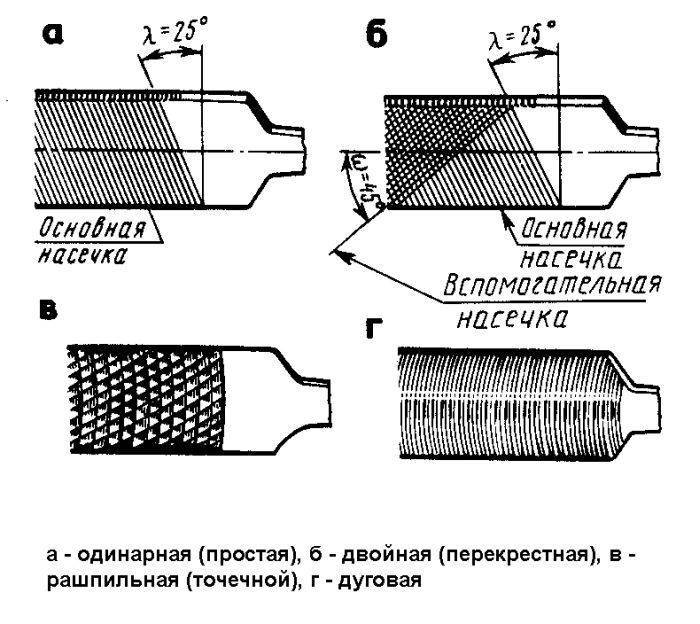
Существует вариант классификации по видам нанесенной насечки. Об одинарном и двойном исполнении уже было немного сказано.
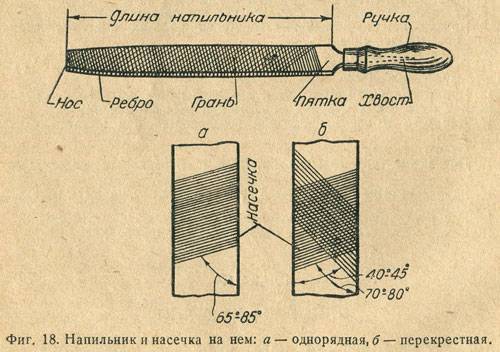
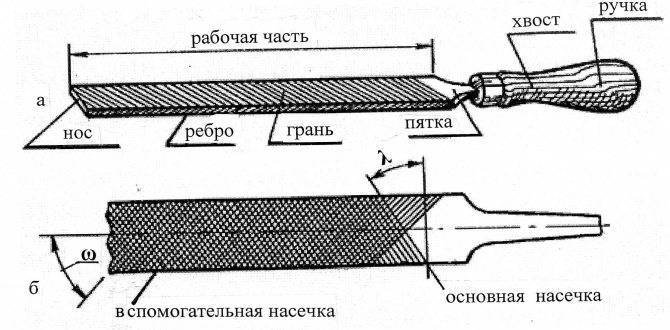
Между тем существует два вида двойной насечки. Первую называют перекрестной. Это, по сути, комбинация одинарной и второй, мелкой (вспомогательной), она выполняется под углом к базовой. В точках пересечения канавок происходит слом образовавшейся стружки. Этот вид чаще всего применяют при производстве слесарных напильников.




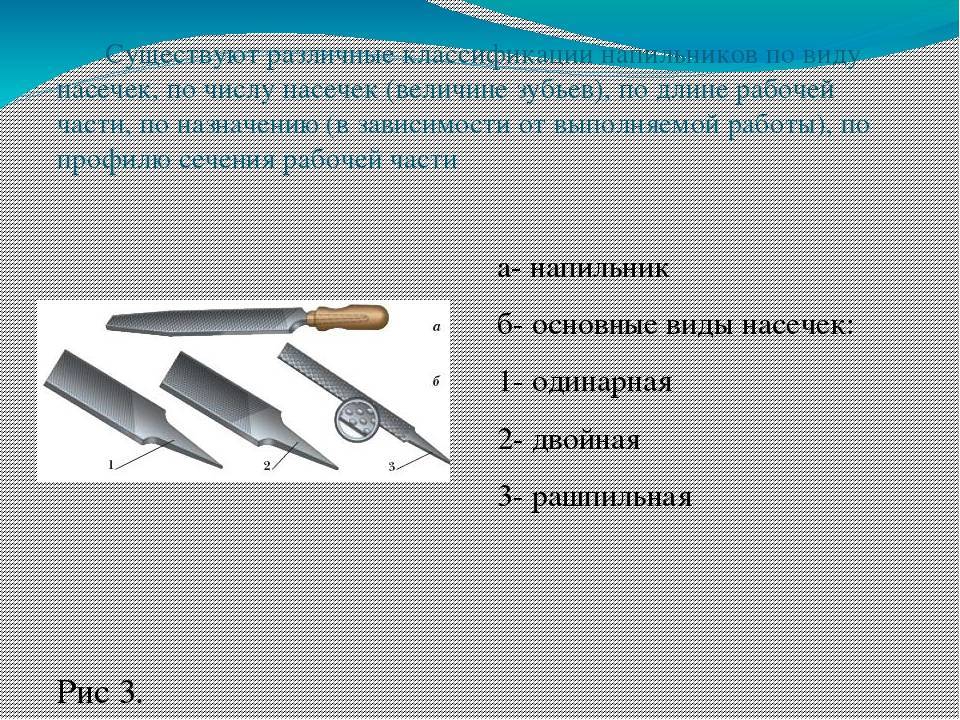
Второй вариант двойной насечки носит название Oberg. Вспомогательные канавки проходят реже. По сути, этот вариант, можно назвать промежуточным между одинарной и двойной насечками по качеству обработки детали.
Нумерация насечек
Применение определяют, учитывая видом, размером и конфигурацией нанесенных зубьев. Для получения рабочей поверхности применяют различные технологии:
- накат;
- фрезерование;
- нарезка и многие другие.
Многие производители, в целях повышения производительности труда, применяют специализированное оборудование, позволяющее не только ускорить выпуск этой продукции и расширить количество ее видов, но и поддерживать ее качество на надлежащем уровне.
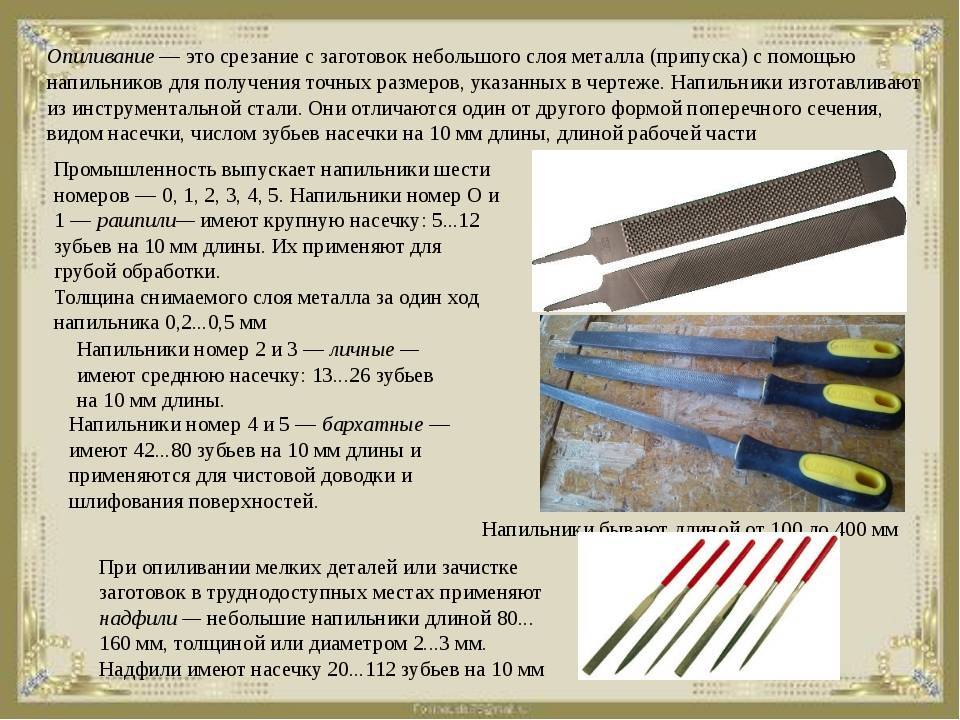
От размера и вида нанесенной насечки на единицу длины, обычно это 1 см, напрямую зависит размер зуба. То есть, чем на один сантиметр длины нанесено меньшее количество канавок, тем больше размер режущего зуба. На практике применяют напильники с насечками от 0 до 5.

Насечка №2
К самому крупному виду относят зубья с №0 и №1. Их применяют тогда, когда необходимо за один проход снять слой металл от 0,05 до 0,1 мм. Такой инструмент обладает следующим недостатком – малая точность, она колеблется в пределах от 0,1 до 0,2 мм.
Напильники с размером зуба №2 и №3 применяют в тех случаях, когда требуется удалить слой металла от 0,02 до 0,06 мм. Точность работы такого инструмента составляет от 0,02 до 0,05 мм.
Для финишной обработки поверхности применяют изделие, который позволяет снимать слой металла от 0,01 до 0,005 мм. Инструмент такого вида иногда называют бархатным.
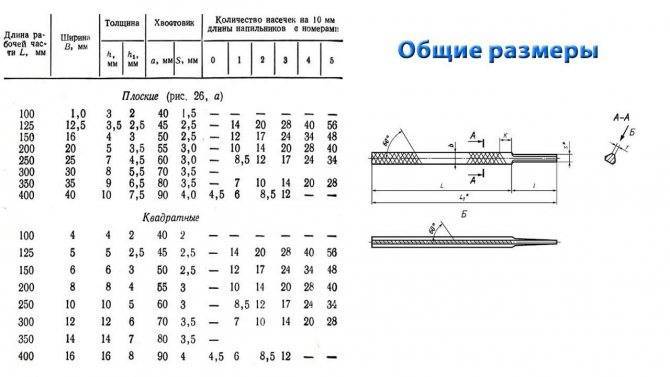
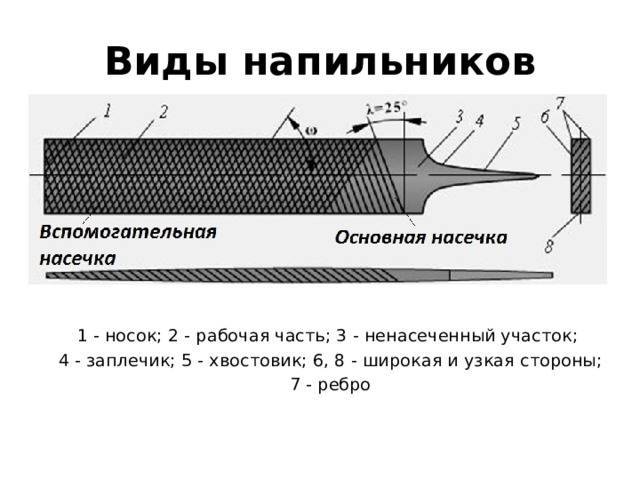
Геометрические параметры насечки
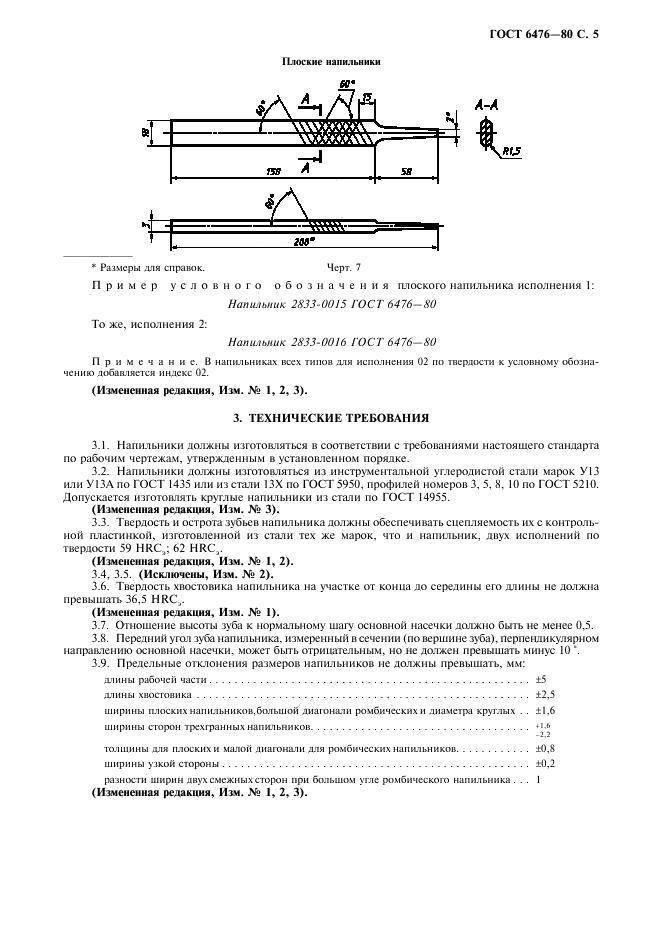
В соответствии с требованиями ГОСТ 1465-80, изложенными в п. 2.1. на поверхности инструмента насечка наносится под углом 65 градусов относительно оси.
https://youtube.com/watch?v=x07zF-k4CrU
Кроме этого оговорено и то, по какой технологии должна она быть выполнена. Например, круглые напильники могут быть выполнены либо с помощью насечки или нарезки. Все остальные виды должны быть выполнены с помощью насечки.
Предназначение и описание инструмента
Основной сферой применения для таких инструментов является обработка металлических и прочих заготовок. Список работ для них включает несколько операций:
Очистка различных поверхностей от въевшейся грязи и ржавчины.
- Черновая и финишная полировка.
- Доработка изделия до конечных размеров.
- Шлифование мест ударов, срезов, заусенцев, сварных швов.
- Зачистка окисленных контактов.
- Заточка зубьев пил и ножовок.
Такие работы выполняются при помощи соприкосновения граней приспособления с нанесёнными насечками и поверхности обрабатываемого материала. Увеличивая силу нажатия, число движений и скорость перемещения напильника можно повысить глубину обработки.
Разновидностей таких инструментов много и каждый используется для конкретных нужд. Применение напильника не по назначению ухудшает качество обработки и снижает срок его службы.
О том, какие бывают напильники, знают все. За долгие годы применения внешний вид приспособления и область использования кардинально не изменились. Даже на современных высокотехнологичных предприятиях множество работ по конечной доводке изделий производится напильниками.
По своей сути напильник — это режущий инструмент, который выглядит как стальная заготовка с насечками и насаженной рукояткой или заострённым концом для неё. Она бывает сделана из дерева или пластика и присутствует в составе конструкции в целях обеспечения удобного и безопасного рабочего процесса.
Основная масса таких инструментов имеет прямоугольную, треугольную или округлую форму, но другие виды не исключаются.
Виды надфилей
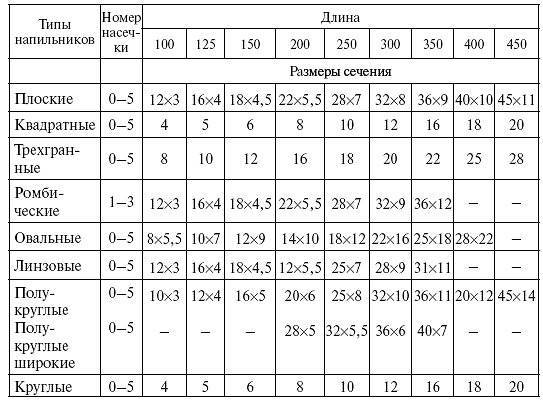
Видов напильников очень много, каждый тип изделия имеет разную длину, форму, количество насечек и свое предназначение.
Модернизированные
Электрические надфили, значительно упрощающие труд специалистов, пока что еще редко можно найти в продаже.
Современный электронадфиль имеет второе название – гриндер и служит для обработки труднодоступных мест.
Он может работать в разных режимах, приводится в действие благ одаря двигателю и клиноременной передаче.

В целом можно отметить, что электро надфиль функционирует по принципу ленточной шлифовальной машины.
Часто такого рода приспособление изготавливают вручную, беря за основу, например, болгарку или любой другой подручный инструмент.
Пневматические надфили для обработки поверхностей из стали, стекла, алюминия и т.д.





Применяют его в автомобильной индустрии, на производстве и не только.

Надфиль с пневматическим приводом служит в основном для подравнивания мелких деталей.
Этот надежный и эффективный инструмент часто поставляется в комплекте с быстросъемными насадками, предназначенными для разных видов обработки.
Виды материала
Алмазные надфили, очень хорошо подходят для обработки стекла и керамики.
На самом деле данный вид напыления не имеет ничего общего с алмазами, поскольку в качестве материала для рабочей поверхности используют крошку из искусственного камня.
Особый мелкозернистый слой напыления профиля позволяет обрабатывать поверхности до идеального гладкого состояния.
Такой вид покрытия используют, например, для изготовления пилок для ногтей.
Зернистость напыления может быть разной.
Фогольцевые надфили часто используют ювелиры в целях точения поверхности изделий для придания им необходимой формы.

Изготавливают изделия в основном из высокопрочной инструментальной стали.
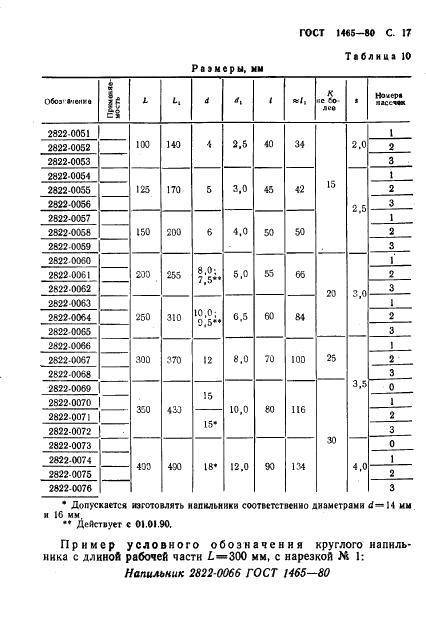
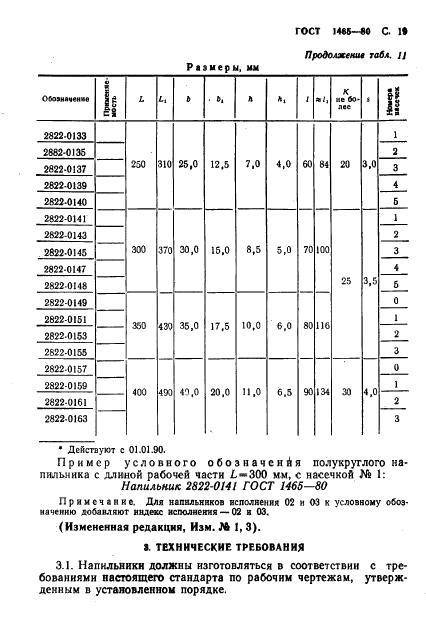
Форма бруска с двух сторон полукруглая, имеет идентичную толщину и ширину, плавно сужается в конце.

Каждый напилок имеет разные номерные обозначения, которые соответствуют характеристикам его насечек.
Виды граней
Клиновидные надфили имеют соответствующую форму и острое окончание.
Отличительной особенностью инструмента являются две острые грани и ребро.

Такие мини-напильники бывают двух видов: с острым или закругленным ребром.
Ими делают высечки, и обрабатывают малые углы деталей.
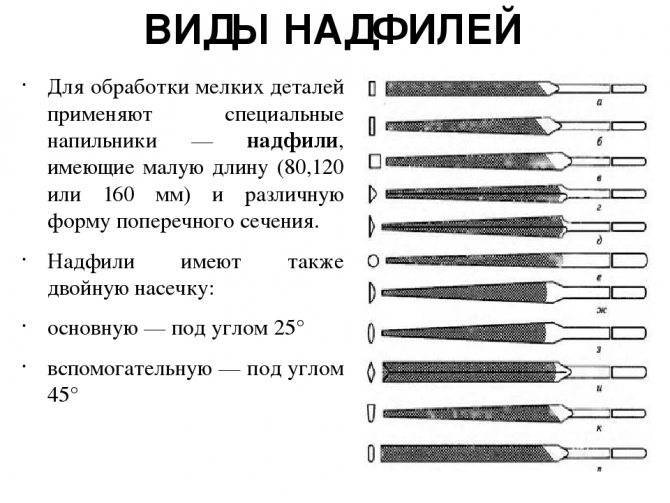
Игольчатые надфили отличаются своими небольшими размерами.
Длина поверхности напилка без ручки составляет всего 25-35 мм.
Данная категория стоит особняком среди прочих видов напильников, поскольку надфили маленькие являются специализированными моделями инструмента для узкого круга работ.

Игольчатый напилок обладает еще одной отличительной чертой: хвостовик изделия имеет квадратное сечение, необходимое для более тонкой шлифовки поверхностей.
Надфиль для золота – именно так называют данный тип инструмента, поскольку его предназначение тесно связано с ювелирным делом.
Бархатные надфили – на один сантиметр рабочей площади инструмента приходится от 25 до 80 зубьев.
Напилки предназначены для выполнения самой тонкой работы, поскольку за один раз снимают слой в 0,05 мм.

После такой шлифовки на обрабатываемой поверхности не остается никаких видимых следов.
Специальные
Рифель – отдельный подвид инструмента, который используют в основном ювелиры.
От других видов напильников рифель отличается материалом, который был использован при его изготовлении, а также изогнутой формой.

Рифелем можно обработать любые округлые и изогнутые поверхности, например, золотые кольца и цепи.
Изготавливают рифели из специальных сплавов с магнитными свойствами.
Делается это для того, чтобы в рабочем процессе можно было отделить обкрошившиеся части рифеля от пыли драгоценных металлов.
Как и другие виды напильников, рифели могут иметь разную форму сечения.
Рабочая часть данного вида инструмента часто изогнутая, даже несколько крючкообразная.
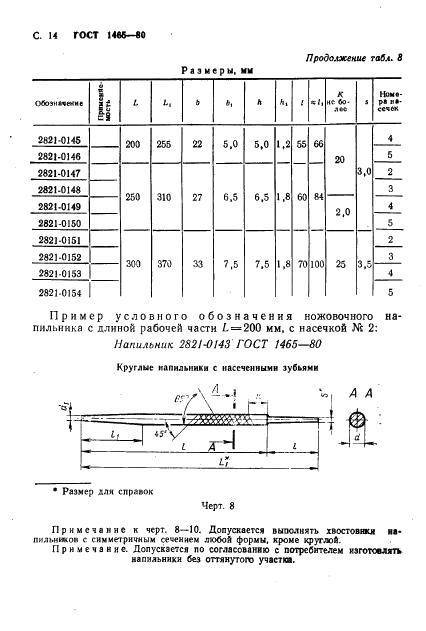
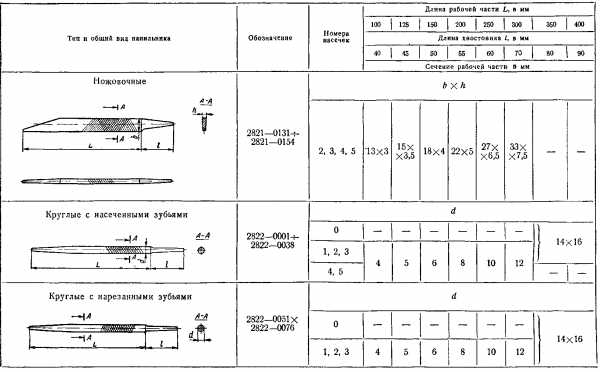
Ножовочные надфили предназначаются для выборки узких пазов во внутренних углах и плоскостях изделий, в квадратных, ромбовидных и прямоугольных отверстиях.

Область применения данного вида инструмента достаточно широка.
Ножовочные мини-напильники также бывают разных форм и размеров, с разным количеством насечек.
Пазовые напилки напоминают плоские, но есть отличие – помимо плоской формы они имеют округлые торцевые грани.

Существует два вида пазовых напильников: остроносые и тупоносые, именно торцевые грани являются рабочими поверхностями инструмента.
Пазовыми надфилями обрабатывают поверхности труднодоступных участков.
Как выбрать напильник
Инструмент подбирается для конкретной работы. Он должен удовлетворять ряду требований:
- Необходимо соответствие геометрии инструмента и предстоящего дела. Его форма является определяющим признаком. Работа с плоскостями выбирает подобную по очертаниям рабочую часть. При разделке отверстий круглых очертаний действует тот же принцип выбора, для прямоугольных пазов применяют квадратный напильник, пилы затачивают треугольным. Если предстоит создание сложной конфигурации с острыми внутренними углами, то лучше всего подойдёт ромбовидная форма. Эти устройства применяются при обработке зубьев различных шестерней. Обработка поверхности цилиндров большого радиуса изнутри выполняется полукруглыми или овальными инструментами.
- Длина и ширина рабочей части должны соответствовать характеру задачи и учитывать размеры детали. Большие зубья повышают производительность, мелкие зубья обеспечивают повышенную точность обработки.
- Требования к качеству поверхности определяют решение о номере насечки. Для первичной обработки пригодятся драчёвые напильники класса 1 с номерами 0 и 1. Личневые кл. 2 с маркировкой 2 и 3 используются на заключительных этапах. Бархатные 3, 4, 5 и 6 и с нумерованными насечками 4 и 5 выбираются при необходимости получить ювелирное качество изделия.
- Согласованно с материалом, намеченным к обработке, выбирается состав стали, из которой сделан инструмент. Чем выше твёрдость материала детали, тем более углеродистой должна быть сталь. Марка У13 имеет в своём составе 1,3% углерода. Значения показателей твёрдости у напильников для слесарных работ в диапазоне от 64 до 66 HRc, для заточных работ нужны значения от 65 до 67 HRc, у рашпилей для работы с мягким материалом твёрдость от 53 до 56 HRc. Термообработка напильника проводится в режиме, обеспечивающем создание работоспособной поверхности и более мягкой сердцевины. Тем самым обеспечивается прочность устройства на излом. Для работы с высоколегированными сталями и керамикой употребляют напильники с алмазным покрытием рабочей части.

Профессионалы советуют покупать инструмент, произведенный в России. Такая покупка обойдётся значительно дешевле импорта без ухудшения технических свойств. Отличные эксплуатационные показатели регламентируются нормами, прописанными в государственном стандарте ГОСТ 23726-79 «Инструмент металлорежущий и дереворежущий».

ГОСТ 23726-79 Инструмент металлорежущий. Правила приемки
1 файл 1,022.93 KB В арсенале настоящего мастера должна присутствовать вся номенклатура типоразмеров напильников.
Общее описание и назначение напильника
Назначением инструмента является доработка детали до окончательного вида. С его помощью вручную выполняется множество различных производственных операций:
- Затачивание всевозможных инструментов – пилы для дерева и металла с различным профилем зуба, ножей, циклёвок, дыроколов, пробойников.
- Начальная обработка изделий из металла, дерева и пластика.
- Удаление заусенцев после грубой опиловки, шлифование плоскости.
- Корректировка формы предмета, формовка отверстий.
- Выполнение на изделии элементов сложной конфигурации, таких как канавки, пазы, шлицы, овалы.
- Отрезание части детали.
- Подгон размеров по чертежу.

Виды напильников по металлу
Напильник – это специальный режущий инструмент, повсеместно используемый в разных отраслях производства. Внешне он представляет из себя стальной брусок большой или средней длины с закрепленной на основании деревянной, пластмассовой или прорезиненной ручкой. Она необходима, чтобы обеспечить работнику комфорт при работе с инструментом и снизить риски получения производственных травм.

Тело напильника выполнено из стали специальной марки, что позволяет инструменту взаимодействовать с объектами из металла. Хвостовая часть стального бруса покрыта особым узором, который называется иссечением. Именно от формы и величины насечки будут зависеть и характер, и разновидность выполняемых работ.
Обработка деталей из металла происходит посредством поэтапного стачивания слоев инструментом до придания изделию необходимой формы. Главное, чтобы режущая по металлу часть была подобрана по назначению.
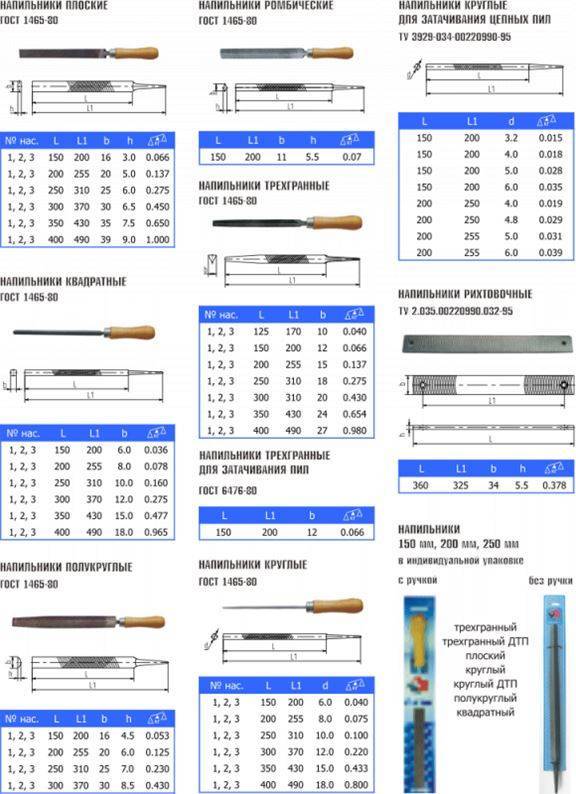
Формы напильников
Геометрическая форма напильника по металлу определяет область его применения в сфере производства и обработки изделий:
- плоские или плоские остроносые: обработка плоских деталей из металла, а также ровные поверхности;
- квадратные: необходимы для вырезания и формирования технических отверстий различных многоугольных форм;
- трехгранные треугольные: используя такой инструмент, режущий по металлу, можно отполировать, обработать и вычистить зазоры, пазы и иные производственные отверстия;
- полукруглые: отлично подходят для различных видов обработки искривленных вогнутых поверхностей;
- круглые: используются для отточки и обработки округлых или овальных вогнутых поверхностей с маленьким радиусом кривизны;
- ромбические: обработка деталей из металла с наличием зубьев;
- ножовка: инструмент для отточки узких зазоров, отверстий и других мелких деталей.
Типы напильников
Тип инструмента по обработке металла определяется исходя из его прямого предназначения:
- Резчики по металлу общего назначения. Их принято использовать в слесарном деле. Хвостовая часть выполнена в виде двух зазубренных насечек, которые наложены друг на друга: их длина может варьироваться от 1 до 4,5 см и сочетаться с зубьями всех размеров.
- Резчики по металлу специального назначения. Необходимы в сфере промышленности, так как их основная задача – это устранение отклонений и подгонка мелких деталей, пазов и поверхностей разных радиусов кривизны. Данный вид инструмента имеет много разновидностей, которые подбираются на основании характера выполняемых работ: двухконцевые, плоские, разовые и прочие.
- Надфили. Эта группа напильников по металлу включает в себя самое большое количество видов. Наконечники стального бруса бывают всех возможных геометрических форм, притом сам брус, как правило, не очень длинный. Надфили плоского, круглого, ножовочного и всех других типов характеризуются наличием насечки 5 класса. Надфили используются для обработки мелких металлических деталей, с которыми не справляются более грубые и массивные слесарные инструменты.
- Рашпили. От всех остальных типов напильников рашпили отличаются особо длинной частью стального бруса и крупными зубьями на хвостовой части. Существует 3 основных вида такого инструмента: сапожные резчики по металлу, копытные и напильники-рашпили общего назначения. Форма инструмента преобладает круглая и полукруглая с концом разной степени остроты.
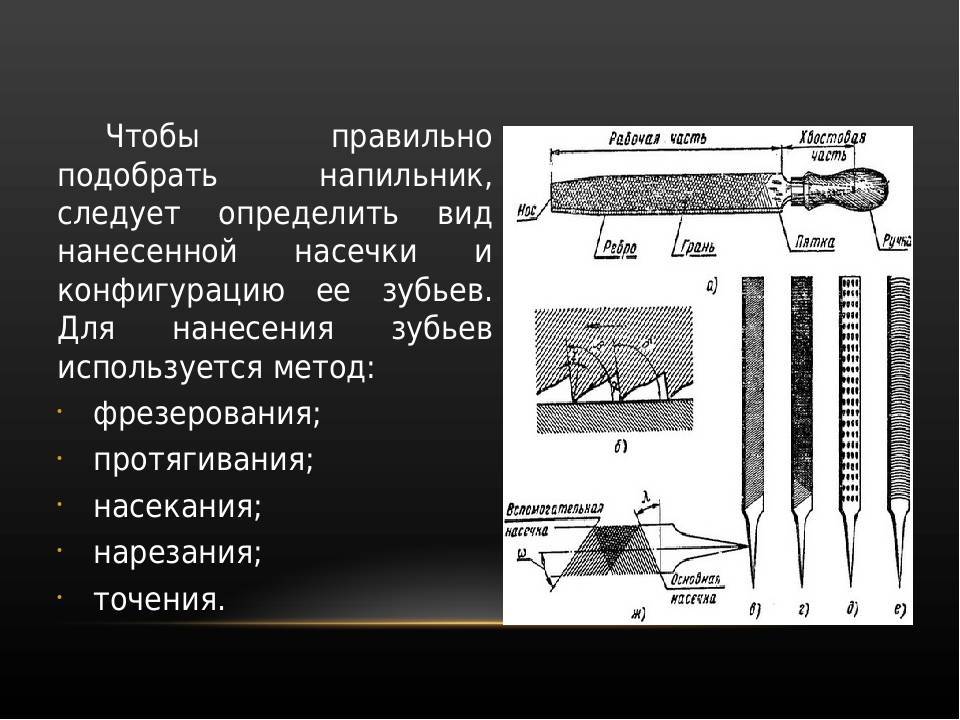
Разновидности насечек и их геометрия
Чтобы качественно выполнить работу резчиком по металлу, необходимо определить требуемый вид насечки. Строение и размер зубьев также имеют большое значение при выборе инструмента. Стальные зубчики могут быть нанесены на хвостовую часть стального бруса разными способами:
- фрезерование;
- насекание;
- протягивание;
- течение;
- нарезание.
Наиболее широкое применение в сфере обработки металлических изделий находят резчики по металлу, зубья которых выполнены посредством насечения их на специальных автоматизированных станках. При этом сами насечки могут быть как двойными, так и одинарными.
Двойная представляет из себя две насечки, одна из которых является основной, а вторая – вспомогательной. Относительно друг друга насечки расположены под особым углом, что позволяет производить отточку твердых материалов (металлы и их сплавы).
Геометрия зуба у напильников будет зависеть от количества насечек на теле стального бруса.
Как восстановить старый напильник — борьба с коррозией
Если удалось разыскать старый напильник времен СССР, то наверняка на поверхности инструмента присутствуют следы коррозии. Эксплуатация такого инструмента будет не эффективна, так как за счет коррозионных образований уменьшается величина зубьев.
Этот инструмент не нужно утилизировать, если его рабочие части (насечки) не имеют следов полного износа. Чтобы удалить следы коррозии на напильнике, необходимо сделать следующие действия:
- Налить в емкость воду (рекомендуется использовать теплую воду)
- Насыпать в воду лимонную кислоту, причем ее количество должно быть достаточным не менее 50 грамм, чтобы оказать положительное воздействие
- Тщательно перемешать
- Опустить в полученный раствор напильник, который подлежит восстановлению
- Подождать не менее 24 часов, после чего извлечь уже очищенный от коррозии инструмент
Как видно, любой хороший инструмент можно восстановить, и продолжить его эксплуатацию. Подробное описание по восстановлению напильника описано в видео материале.