

Правила работы
Сверлилка модели 2а112 требует соблюдения ряда правил перед началом работы и при выполнении операций на ней.
Требуется предварительная проверка прочности крепления сверла. В процессе работы необходим плавный подвод сверла к обрабатываемому изделию. Передача включается до момента соприкосновения сверла с обрабатываемым изделием. Подача уменьшается в процессе выхода сверла из образовавшегося в детали отверстия.
Удаление короткой стружки, наматывающейся на сверло, производится крючком. Длинная стружка удаляется только после остановки станка. Обслуживание аппарата предусматривает:
- замену масла в редукторе после 90 часов работы;
- удаление с электрического двигателя угольной пыли после 90 часов работы;
- полную очистку агрегата после каждого включения;
- после разборки и сборки аппарата требуется его проверка на электробезопасность;
- постоянный осмотр щеток и их замена, если высота составляет меньше 8 мм.
Электрооборудование и электрическая схема сверлильного станка 2Б118
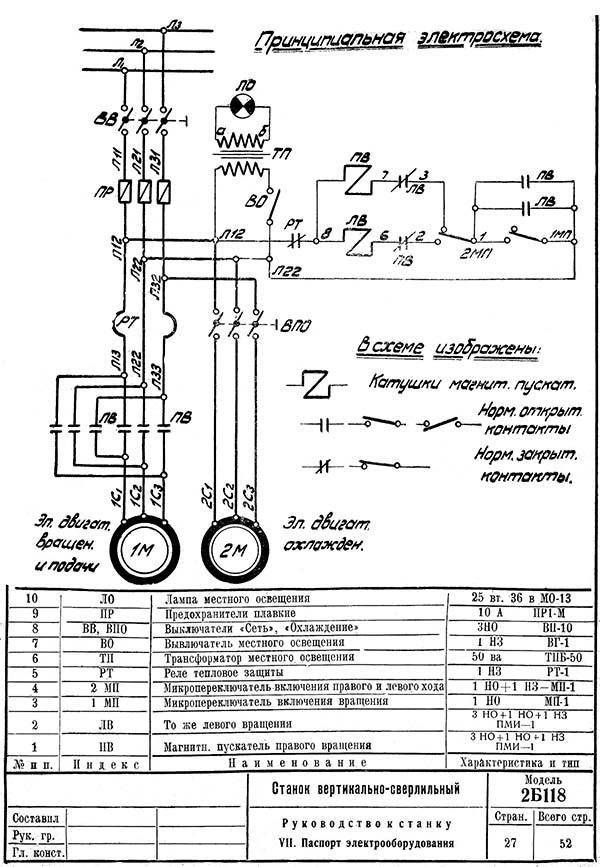
Электрическая схема сверлильного станка 2Б118

Электрооборудование станка состоит из следующих узлов:
- Электродвигателя вращения и рабочей подачи 1,7 кВт;
- Электронасоса охлаждения производительностью 22 л/мин 0,125 кВт;
- Пусковой аппаратуры, состоящей из 2-х пакетных выключателей и 2-х магнитных пускателей;
- Командной аппаратуры, состоящей из двух микропереключателей;
- Защитной аппаратуры, состоящей из плавких предохраните лей и теплового реле;
- Аппаратуры местного освещения, состоящей из понижающего трансформатора, однополюсного выключателя, кронштейна и лампы 36 В.
Вся пусковая и защитная аппаратура смонтирована в нише колонны на крышке. Проводка выполнена в металлорукавах, частично идущих внутри колонны.
Командоаппараты расположены с левой стороны кронштейна и управляются от рукоятки.
Аппараты ручного управления имеют выведенные наружу изолированные ручки или штифты.
Описание работы электросхемы
- 1. Поворотом выключателя „сеть» в положение „включено» подается напряжение на пусковую и защитную аппаратуру. Если необходимо охлаждение, то выключатель „охлаждение» ставится в положение „Включено»
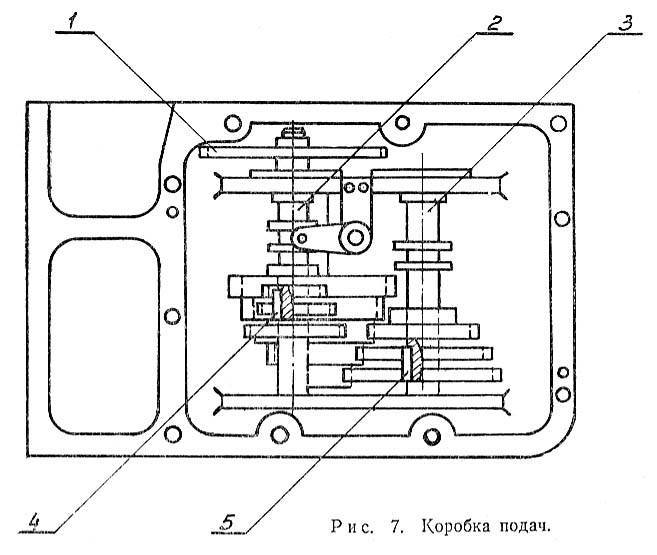
- 2. Поворотом рукоятки в положение „Вправо» включается пускатель ПВ, катушка которого получает питание по цепи Л22—1-3-7-8—Л сначала через 1 МП, а затем через блок-контакты ЛБЛ20—1. Механическая часть электроуправления работает следующим образом: (см. рис. 7) вместе с рукояткой (1) поворачивается переключатель (2), который через шарик ведет сектор (3). Верхний шарик попадает в цековку сектора, освобождая пружину (4) и микропереключатель 2 МП. При дальнейшем повороте переключателя (2) и его скос нажимает на нижний шарик, отжимающий пружину (5). В результате этого замыкаются контакты 1 МП, происходит включение пускателя ПВ. При отпускании рукоятки переключатель (2) под действием фиксатора несколько отходит назад, освобождая 1 МП, но пускатель ПВ будет питаться через контакты ПВ.
- 3. Для останова рукоятка переводится в положение „Стоп». При этом переключатель через шарик ведет за собой сектор (3) верхний шарик выходит из цековки и через пружину (4) нажимает на 2 МП, контакты которого 1-3 размыкаются, отключая ПВ. Поворот сектора ограничен стопорным винтом (6).
- 4. Для включения левого вращения рукоятка переводится в положение „Влево». Сектор (3) повернут против часовой стрелки до упора в стопор (6), микропереключатель 2 МП нажат. Воздействие скоса переключателя через пружину и шарик на 1 МП вызывает включение ЛВ по цепи Л22—1-2-6-8—Л12В по цепи Л.
- 5. Стоп из этого положения получается за счет того, что при обратном движении рукоятки переключатель (2) через шарик ведет сектор (3),который поворачивается по часовой стрелке до упора в стопор (6). В этот момент верхний шарик попадает в цековку сектора (6). Вследствие этого пружина перестает воздействовать на 2 МП, контакты которого 1-2 размыкаются, вызывая отключение пускателя ЛВ.
- 6. Таким образом включение пускателей осуществляется микропереключателем 1 МП при пережиме рукоятки в любое крайнее положение с последующим освобождением 1 МП за счет фиксатора. Этим самым осуществляется нулевая защита. Отключение пускателей осуществляется за счет 2 МП, который срабатывает при движении рукоятки в положение „Стоп». Следует отметить, что срабатывание 2 МП происходит вначале движения рукоятки и заканчивается при повороте рукоятки из крайних положений через 8—10 градусов. При общем повороте рукоятки на 60 градусов остальные 50 градусов соответствуют положению „Стоп», что обеспечивает большую надежность отключения, вращения.
- 7. Местное освещение, питаемое с напряжением 36 в. имеет свой выключатель, установленный на крышке шкафа.
- 8. Защита. Схемой предусмотрена защита от коротких замыканий,: от перегрузки и нулевая защита.
- 9. Станок должен быть заземлен, согласно существующим правилам и нормам. Колонна станка имеет для этого специальный болт с двумя шайбами.
- 10. Уход за электрооборудованием — согласно типовым инструкциям в зависимости от окружающей среды.
Порядок работы на станке
Наладка станка на работу заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
На станке 2С132ПФ2И предусмотрены следующие режимы управления:
- наладочный (управление вручную от кнопок);
- автоматический (управление от УЦИ К524);
- полуавтоматический (позиционирование стола по программе от устройства УЦИ, а подвод и отвод пиноли со шпинделем вручную).
Для установления наладочного режима необходимо переключатель «Выбор режима» на пульте управления станка установить в положение «Наладка».
Работа на станке в режиме «Наладка» осуществляется нажатием соответствующих кнопок на пульте управления.
Для выбора оси перемещения служит переключатель «Выбор осей X и У». Для перемещения стола в положительном и отрицательном направлениях служат соответственно кнопки «Положительное направление перемещения». Для управления направлением вращения шпинделя служат кнопки «Вращение шпинделя влево» на пульте управления.
Для проворота зубчатых колес в коробке скоростей во время переключения скоростей вращения шпинделя служит кнопка «Проворот шпинделя».
На станке 2С132Ц предусмотрены следующие режимы управления:
- ручной режим;
- автоматический.
При ручном режиме, переключатель «Выбор режима» установить а среднее положение «Ручной режим». Управление станком осуществляется нажатием соответствующих кнопок на пульте станка «Вращение шпинделя влево», «Останов». Рабочая подача осуществляется как от штурвала, так и с помощью механической передачи от электродвигателя главного движения.
При автоматическом режиме, переключатель «Выбор режима» установить в крайнее левое положение «Сверление». Установить кулачки в зависимости от глубины обработки. С помощью штурвала перевести шпиндель в верхнее исходное положение. Нажать кнопку «Пуск цикла».
Нарезание резьбы в автоматическом цикле
ВНИМАНИЕ! Нарезание резьбы с автоматическим циклом подачи шпинделя, возможно только для станков 2С132ПФИ и 2С132Ц. Диапазоны подач указаны в табл. 10
10.
При автоматическом цикле нарезание резьбы переключатель «Выбор режима» установить в крайнее правое положение «Нарезание резьбы». Установить кулачки в зависимости от глубины обработки. Нажать кнопку «Пуск цикла». Окончание нарезания резьбы на станке 2С132Ц контролируется соответствующими кулачками на лимбе, а на станке 2С132ПФ2Й по заданной программе.
На станках 2С132К и 2С132 предусмотрены следующие режимы:
- ручная подача шпинделя;
- механическая подача шпинделя.
Установить кулачки в зависимости от глубины обработки.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку «Останов».




Нарезание резьбы на станке с реверсом шпинделя на определенной глубине, лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «Р» с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял правое вращение, нужно нажать на соответствующую кнопку.
Технические характеристики станка 2С132
| Наименование параметра | 2С132 | 2С132К | |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр сверления в стали 45 по ГОСТ 1050-88, мм | 32 | 32 | |
| Диаметр нарезания резьбы в стали 45 по ГОСТ 1050-88, мм | М3…М33 | М3…М33 | |
| Наибольшая высота заготовки, мм | 800 | 600 | |
| Рабочий стол | |||
| Максимальная нагрузка на стол (по центру), кг | 600 | 250 | |
| Размеры рабочей поверхности подъемного стола, мм | 500 х 500 | 500 х 500 | |
| Наибольший ход подъемного стола (ось Z), мм | 300 | 300 | |
| Размеры рабочей поверхности крестового стола, мм | — | 320 х 630 | |
| Наибольший ход крестового стола (X, Y), мм | — | 500 х 250 | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 500…750 | 500…750 | |
| Расстояние от оси шпинделя до направляющих стойки, мм | 300 | 300 | |
| Перемещение стола на один оборот рукоятки, мм | |||
| Шпиндель | |||
| Наибольшее перемещение (установочное) шпиндельной головки, мм | 420 | 420 | |
| Наибольшее перемещение (ход) шпинделя, мм | 250 | 250 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | |||
| Частота вращения шпинделя, об/мин | 31,5…140045…200031.5…4000 | 31,5…140045…200031.5…4000 | |
| Количество скоростей шпинделя | 12 | 12 | |
| Наибольший допустимый крутящий момент, Нм | 400 | 400 | |
| Размер внутреннего конуса шпинделя по ГОСТ 25557-82 | Морзе 4 | Морзе 4 | |
| Механика станка | |||
| Число ступеней рабочих подач | 9 | 9 | |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1…1,6 | 0,1…1,6 | |
| Управление циклами работы | Ручное | Полуавт. | |
| Наибольшая допустимая сила подачи (осевое усилие на шпинделе)), Н | 1500 | 1500 | |
| Динамическое торможение шпинделя | Есть | Есть | |
| Привод | |||
| Количество электродвигателей на станке | 2 | 3 | |
| Электродвигатель привода главного движения, кВт | 4 | 4 | |
| Электродвигатель автоматического цикла шпинделя, кВт | — | 0,75 | |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, установленных на станке кВт | 4,12 | 4,87 | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1050 х 850 х 3000 | 1050 х 1400 х 3000 | |
| Масса станка, кг | 1400 | 1750 |
Список литературы:
Станки вертикально-сверлильные 2С132ПФ2И, 2С132К, 2С132Ц, 2С132. Руководство по эксплуатации 2С132ПФ2И.00.000 РЭ, 1989
Станки вертикально-сверлильные 2С132ПФ2И, 2С132К, 2С132Ц, 2С132. Руководство по эксплуатации 2С132ПФ2И.00.000 РЭ4, 1989
Станки вертикально-сверлильные 2С132К, 2С132. Руководство по эксплуатации Часть 2. Электрооборудование 2С132К.00.000 РЭ1, 2С132.00.000 РЭ1, 1989
Тепинкичиев В.К. Металлорежущие станки, 1973
Барун В.А. Работа на сверлильных станках,1963
Винников И.З., Френкель М.И. Сверловщик, 1971
Винников И.З. Сверлильные станки и работа на них, 1988
Лоскутов B.В Сверлильные и расточные станки, 1981
Попов В.М., Гладилина И.И. Сверловщик, 1958
Сысоев В.И. Справочник молодого сверловщика,1962
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
2М112 станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные технические характеристики сверлильного настольного станка 2м112
Изготовитель — Кировский станкостроительный завод.
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 400 мм
- Пределы чисел оборотов шпинделя в минуту — (5 ступеней) 450, 800, 1400, 2500, 4500 об/мин
- Конец шпинделя — В18 наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 16-В18 ГОСТ 8522-79, диапазон зажима 3..16 мм
- Мощность электродвигателя: 0,55 кВт
- Масса станка: 120 кг
Шпиндель станка 2м112 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 450 до 4500 об/мин.
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов. Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Сверлильный станок 2М112 позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Сверлильный станок 2М112 может комплектоваться дополнительными принадлежностями, позволяющими расширить его возможности:
- Тиски — незаменимы при сложных видах обработки, например, небольших деталей или сверления под углом
- Крестовый стол — незаменим для точного координатного сверления или легкого фрезерования
- Револьверная головка
- Узел охлаждения — незаменим при длительном сверлении
Аналоги настольного сверлильного станка 2М112
ЕНС12 — Ø12 — Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — Оренбургский станкозавод, г. Оренбург
НС-12А — Ø12 — Вильнюсский станкостроительный завод «Жальгирис»
НС-12Б, НС-12-М — Ø12 — Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — Мукачевский станкостроительный завод, с. Кольчино
ГС2112 — Ø12 — Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара



МП8-1655 — Ø12 — СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — Беверс, г. Бердичев
ВС3-5016 — Ø12 — Воронежский станкозавод
Р175М — Ø12 — Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — АвтоСпецОборудование
ВИ 2-7 — Ø14 — Волгоградский инструментальный завод
MD-23 — Ø14 — Каунасский станкостроительный завод «Нерис»
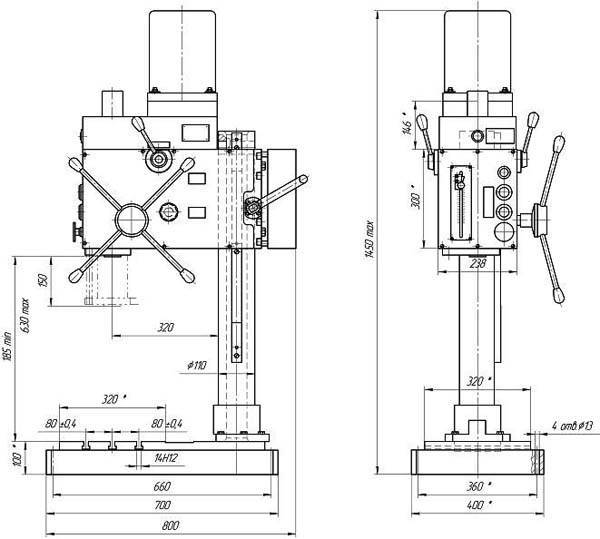
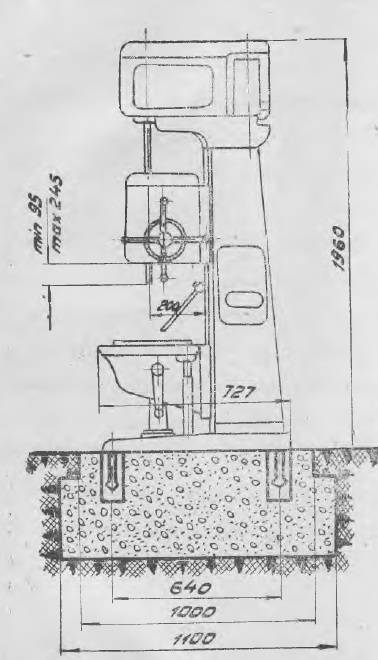
Технические показатели об изделии
- «Т» – образная рабочая поверхность и равна 32,0×36,0 см.
- Движение поверхности при обороте маховика равно 2,4 мм, по вертикальной плоскости – 35,0 см.
- Общий вес аппарата равен 450 кг.
- Расстояние от крайней точки шпинделя до рабочей поверхности составляет 65,0 см.
- Вылет станка равен 20,0 см.
- Шпиндельная головка способна перемещаться до 30,0 см.
- Рабочий ход гильзы равен 15,0 см.
- Шпиндельная головка за один оборот перемещается на 4,4 мм.
- Частота вращения (средняя) шпинделя равна 2,4 об/мин, минимальная 200 об/мин, максимальная 2,8 тыс. об/мин.
- Скорость вращения шпинделя регулируется по девяти показателям.
- Мощность вала электрического мотора равна полтора киловатта, максимальная скорость вращения 1,42 об/мин.
- Показатель максимальной подачи равен 560 кгс.
- Габариты 87,0×59,0×208,0 см.
Среди главных особенностей – опция торможения шпинделя.
2Н125Л — Станок вертикально-сверлильный
Купить станочный подшипник с доставкой
Технические характеристики:
Станки модели 2н125л предназначены для сверления, рассверливания, зенкования, развертывания, нарезания резьбы; применяется в условиях единичного и серийного производства
Наибольший диаметр сверления в стали, мм 25 Конус Морзе шпинделя № 3 Расстояние оси шпинделя до направляющих колонны, мм 250 Наибольший ход шпинделя, мм 200
Расстояние от торца шпинделя:
До стола, мм 60 – 700 До плиты, мм 690 – 1060
Наибольшее (установочное) перемещение сверлильной головки, мм 170 Перемещение шпинделя за один оборот штурвала, мм 122, 46 Рабочая поверхность стола, мм 400 х 450 Наибольший ход стола, мм 270
НС-12А станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные параметры сверлильного станка нс-12а:
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали: 400 мм
- Расстояние от оси шпинделя до колонны (вылет шпинделя): 200 мм
- Скорость вращения шпинделя: 450, 710, 1400, 2500, 4500 об/мин
- Мощность электродвигателя: 0,65 кВт
- Масса станка: 120 кг
Шпиндельный узел
сверлильного станка нс-12 — самый сложный и точный узел в станке. Шпиндельный узел монтируется в шиндельной бабке. Основные детали шпиндельного узла:
- Шпиндель — вал, который вращается на 2-х радиально-упорных подшипниках внутри гильзы шпинделя;
- Гильза шпинделя (пиноль) — цилиндр, который смонтирован в шпиндельной бабке и имеет возможность осевого перемещения в пределах 100 мм.
Верхняя часть шпинделя имеет шлицы, для получения вращения от приемного шкива, нижняя часть имеет конус Морзе для крепления сверлильного патрона.
Шпиндель станка НС-12а получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает выбор скоростей резания в диапазоне — 450, 710, 1400, 2500, 4500 об/мин.
Конец шпинделя
— наружный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.







Конус Морзе подразделяется на восемь размеров
— от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной . Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953
Конусы инструментов укороченные .
Российский стандарт на сверлильные патроны ГОСТ 8522
Патроны сверлильные трехкулачковые .
- B7 — конус МорзеКМ0 , D = 7,067 мм;
- B10 — конус МорзеКМ1 , D = 10,094 мм. Патрон4-В10 (0,5÷4 мм);
- B12 — конус МорзеКМ1 , D = 12,065 мм. Патрон6-В12 (0,5÷6 мм), Патрон8-В12 (1÷8 мм);
- B16 — конус МорзеКМ2 , D = 15,733 мм. Патрон10-В16 (1÷10 мм), Патрон13-В16 (1÷13 мм);
- B18 — конус МорзеКМ2 , D = 17,780 мм. Патрон16-В18 (3÷16 мм);
- B22 — конус МорзеКМ3 , D = 21,793 мм. Патрон20-В22 (5÷20 мм);
- B24 — конус МорзеКМ3 , D = 23,825 мм;
- B32 — конус МорзеКМ4 , D = 31,267 мм;
- B45 — конус МорзеКМ5 , D = 44,399 мм.
Где D
— диаметр конуса в основной плоскости.
Простота конструкции обеспечивает легкость управления, надежность и долговечность станков.
Отсчет глубины сверления производится по плоской шкале или упору.
Пятиступенчатые шкивы привода позволяют получать пять скоростей вращения шпинделя, что обеспечивает свободный выбор скоростей резания.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Станки НС-12А позволяют выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Фото сверлильного станка НС-12а
Сверлильная головка вертикально-сверлильного станка 2Н125Л

Сверлильная головка вертикально-сверлильного станка 2н125л
Сверлильная головка (рис.9) представляет собой чугунную отливку коробчатого сечения, в которой монтируются все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач.
Первые три узла собираются отдельно и крепятся только к сверлильной головке.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба со связанными с ним деталями, рукояток, кулачковых и храповых обгонных муфт, является составной частью сверлильной головки.
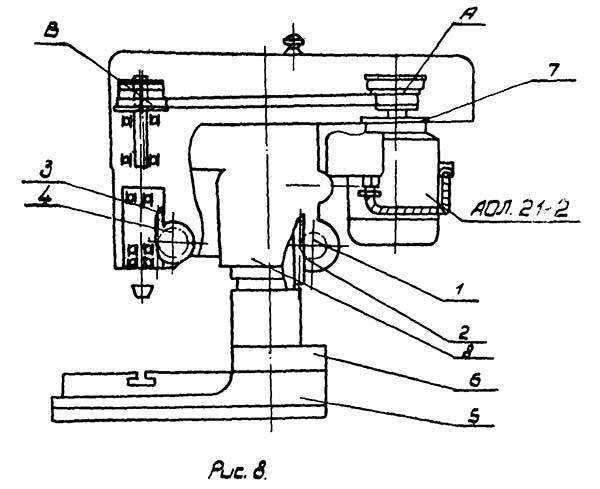
Механизм подачи приводится в движение от коробки подач (см. рис.8) через перегрузочную муфту и предназначен для выполнения следующих функций:
- ручной подвод инструмента к детали
- включение рабочей подачи
- ручное опережение подачи
- выключение рабочей подачи
- ручной отвод шпинделя вверх
- ручная подача, используемая обычно при нарезании резьбы
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 8 на себя проворачивается кулачковая муфта 12, которая через ступицу-полумуфту 14 вращает вал-шестерню 17 реечной передачи. Происходит ручная подача шпинделя.
Когда инструмент подойдет к детали, на валу-шестерне 17 возрастает крутящий момент, который не может быть передан зубцами кулачковой муфты 12, и ступица-полумуфта 14 перемещается вдоль вала-шестерни 17 до тех пор, пока торцы кулачковой муфты не станут друг против друга.
В этот период кулачковая ступица-полумуфта 14 проворачивается свободно относительно вала-шестерни на 20°. Угол 20° ограничивается пазом на муфте и штифтом 10.




На ступице-полумуфте 14 сидит двухсторонний храповый диск 15, связанный со ступицей-полумуфтой собачками 7. При смещении ступицы-полумуфты 14 влево храповый диск 15, преодолевая пружину 13, также смещается влево и зубцы диска входят в зацепление с зубцами второго диска б, прикрепленного к червячному колесу 16. Таким образом вращение от червяка I передается реечному валу-шестерне 17 и происходит механическая подача.
При дальнейшем вращении штурвала 8 при включенной подаче собачки 7 ступицы-полумуфты 14 проскакивают по зубцам внутренней стороны диска 15 и, таким образом, производится ручное опережение механической подачи.
При ручном выключении подачи штурвалом 8, повернув его в обратном направлении на 20° относительно вала-шестерни 17, на котором он сидит, зуб его кулачковой муфты 12 становится против впадины ступицы-полумуфты 14, которая вследствие осевой силы, возникающей благодаря наклону зубцов диска 15 и специальной пружины 13, смещается вправо и расцепляет диски и механическая подача прекращается.
Как указывалось выше, механизм подачи допускает ручную подачу шпинделя штурвалом 8. Для этого колпачок 9 необходимо переместить влево до отказа. При этом штифт II входит в паз муфты 12 и не дает ей возможности повернуться на 20°.
На левой стенке сверлильной головки смонтирован лимб 4, который во время подачи шпинделя приводится во вращение через пару шестерен 2 и 5.
Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачка отключения автоматической подачи при достижении нужной глубины сверления.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой деталью и левой рукой устанавливают кольцо 3 в нужное положение. Отсчет глубины обработки производится по шкале на цилиндрической поверхности кольца 3. Для настройки кулачка на торцевой поверхности корпуса лимба имеется Т-образный паз.
Шпиндель
Шпиндель I (рис. 10) смонтирован на шариковых подшипниках. Осевое усилие подачи воспринимается передним упорным подшипником. Подшипники расположены в гильзе 2 шпинделя, которая при помощи реечной передачи имеет возможность перемещаться вдоль оси.
Регулировка подшипников шпинделя производится при помощи гайки, расположенной над верхней опорой шпинделя.
Форма и размеры конца шпинделя выполнены в соответствии с ГОСТ 2701-44.
Тиски поворотные
Тиски (рис. II) устанавливаются в кронштейне стола. Тиски предназначаются для легких сверлильных работ, не требующих высокой точности. Тиски могут поворачиваться и устанавливаться под любым углом относительно оси сверла.
В двух взаимно перпендикулярных положениях тиски зажимаются дополнительным клиновым зажимом, который является также фиксатором.
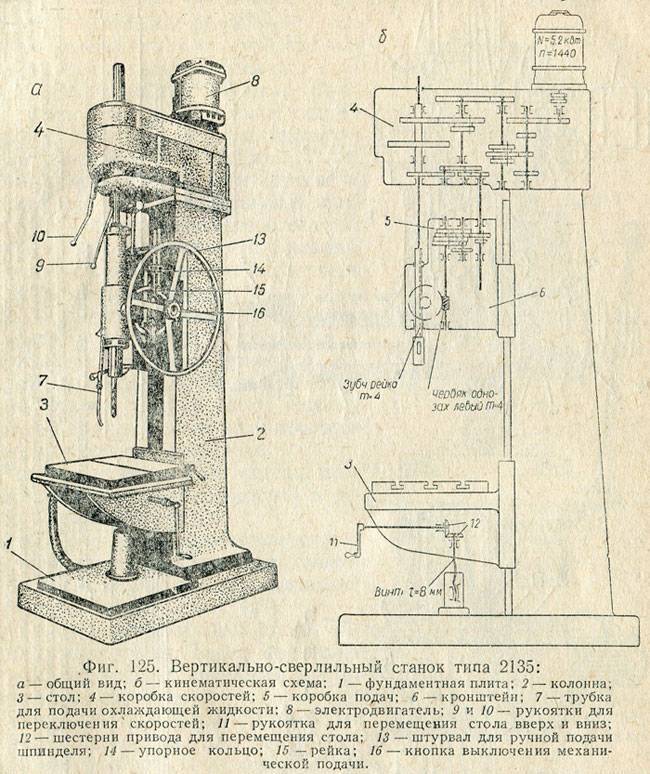
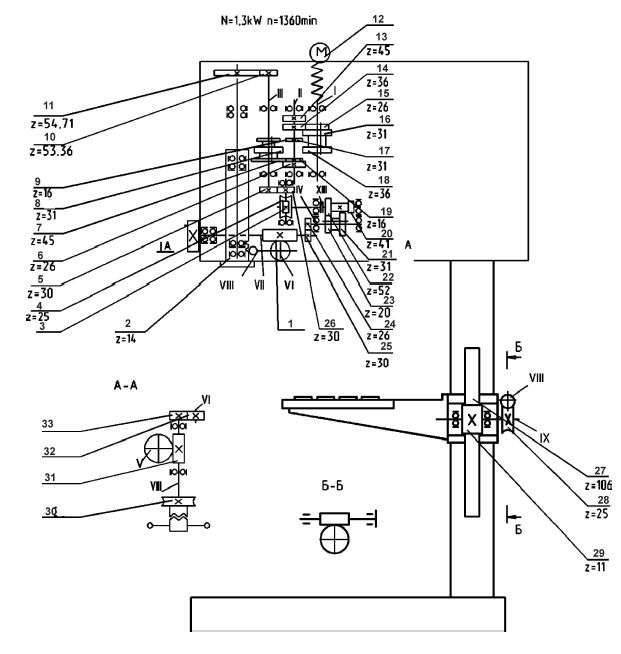
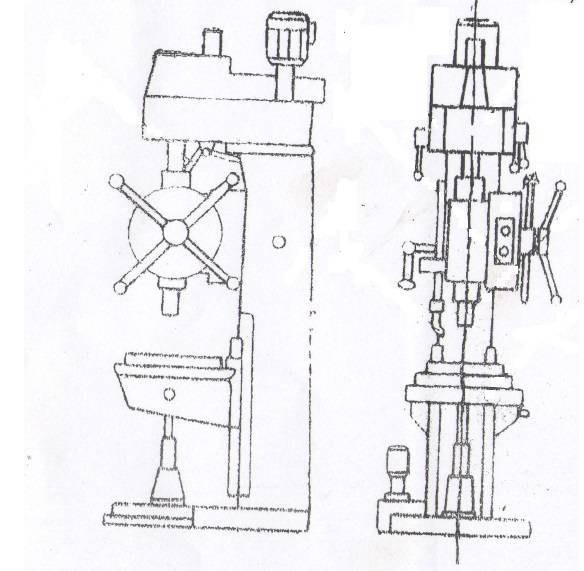
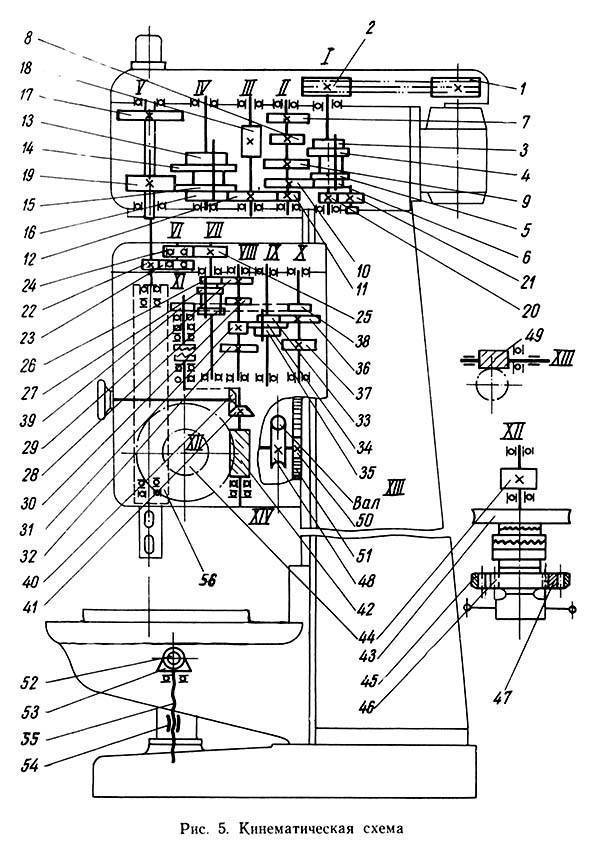
Кинематическая схема сверлильного станка 2А135
Кинематическая схема сверлильного станка 2А135
Схема кинематическая сверлильного станка 2А135. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания — вращение шпинделя с режущим инструментом
- Движение подачи — осевое перемещение шпинделя с режущим инструментом
- Вспомогательные движения — ручные перемещения стола и шпиндельной бабки в вертикальном направлении и быстрое ручное перемещение шпинделя вдоль его оси.
Движение резания. Шпиндель V (рис. 55, а) приводится в движение электродвигателем мощностью 4,5 кат через клиноременную передачу 140—178 и коробку скоростей.
На валу I коробки скоростей находится тройной подвижный блок шестерен Б1, обеспечивающий валу II три скорости вращения. От вала II через шестерни 34—48 вращение передается валу III, на котором расположен тройной подвижной блок шестерен Б2, приводящий в движение полый вал IV, связанный шлицевым соединением со шпинделем V. Как видно из графика (рис. 55, б), шпиндель V имеет девять скоростей вращения. Наибольшее число оборотов шпинделя nmax с учетом упругого скольжения ремня определяется из выражения = 1070 об/мин.
Движение подачи. Движение подачи заимствуется от шпинделя V. Движение передается через шестерни 27—50 и 27—50, коробку подач с выдвижными шпонками, предохранительную муфту М1, вал IX, червячную передачу 1—47. зубчатую муфту М2, вал X и реечную передачу гильзе шпинделя.
В коробке подач расположены трех- и четырехступенчатый механизмы с выдвижными шпонками.
От вала VI три скорости вращения сообщаются валу VII, на котором жестко закреплены шестерни 60, 56, 51, 35 и 21. От вала VII четыре скорости вращения передаются валу VIII.
Теоретически коробка подач обеспечивает 12 скоростей вращения, однако, как видно из графика (рис. 54), одна из них повторяющаяся, поэтому станок модели 2А135 имеет только 11 различных величин подач.
От вала VIII через кулачковую муфту M1 движение сообщается валу IX, на котором закреплен червяк. Червячное колесо расположено на одном валу с реечной шестерней 14, находящейся в зацеплении с рейкой, нарезанной на гильзе шпинделя. Муфта М1 служит для предохранения механизма подач от поломок при перегрузках, а также для автоматического выключения подачи при работе по упорам.
Наибольшая величина подачи smax определяется из выражения 3,14*3,5*14 = 1,6 мм/об.
Вспомогательные движения. Перемещение шпиндельной бабки осуществляется от рукоятки P1 через червячную передачу 1—32 и реечную шестерню 18, сцепляющуюся с рейкой m=2 мм, закрепленной на станине.
Вертикальное перемещение стола достигается поворотом рукоятки Р2 через вал XI, конические шестерни 16-43 и ходовой винт XII.
Быстрое перемещение шпинделя с гильзой производится штурвалом Ш, связанным специальным замком с валом X. Замок позволяет штурвалу свободно поворачиваться на валу X в пределах 20°, а в дальнейшем связывает их в одно целое.
Особенности конструкции станка
Описание конструкции агрегата включает в себя:
- коробку скоростей;
- привод;
- коробку подач;
- сверлильную головку;
- шпиндель;
- поворотные тиски;
- электрическое оборудование.
Принцип работы коробки скоростей:
- сообщение шпинделю оборотов при помощи двух передвижных тройчаток;
- опоры валов коробки находятся в верхней и нижней плитах, стянутых 4 стяжками;
- через зубчатую передачу и муфту электрический двигатель приводит в движение коробку скоростей;
- последний вал коробки имеет вид полой гильзы, ее шлицевое отверстие передает вращение станочному шпинделю;
- шестерни коробки переключаются при помощи рукоятки.

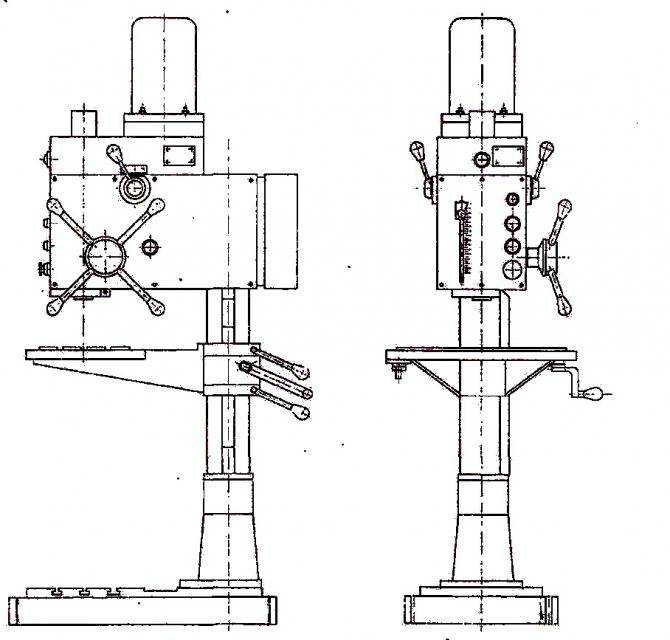
Конструкция станка

Внешний вид
Одним из основных критериев выбора станков этого типа является условный диаметр сверления. Для этой модели он составляет 25 мм. Благодаря универсальности и относительной простоте конструкции станки 2Н125 могут использоваться для комплектации мелкосерийных производств, ремонтных мастерских.
Оборудование предназначено для выполнения операций сверления, зенкования, рассверливания и аналогичных им функций. Характеристики пределов подач и регулировка оборотов шпинделя позволяет выбирать оптимальный режим обработки стальных заготовок. В качестве режущего инструмента можно использовать сверла всех типов. Для нарезания резьбы устанавливаются метчики различных размеров.
К особенностям конструкции относят следующие факторы:
- ручное управление. Подача выполняется вручную, при этом возможно изменить режим работы без полной остановки шпинделя;
- наличие реверсивного устройства. Оно необходимо для формирования точной резьбы;
- высокий показатель устойчивости. Этому способствует относительно большая масса конструкции и эргономичное размещение компонентов станка;
Доступ к управлению параметрами и ремонту электрооборудования осуществляется через специальный шкаф, расположенный в задней части конструкции. Для уменьшения нагрева детали во время обработки есть система подачи охлаждающей жидкости. Патрубок располагается над рабочим столом и имеет функцию изменения положения относительно поверхности обрабатываемой детали.
Меры безопасности при работе на сверлильном станке
Транспортировка, распаковка, монтаж, пуск в работу и эксплуатация должна осуществляться согласно требованиям и инструкций, соответствующих каждому типу выполняемых операций.
Обязательное требование безопасности – заземление. Сопротивление контакта не должно быть больше 0,1 Ом.
Во время и перед началом проводимых работ требуется: зафиксировать головку шпинделя на стойке, инструмент в патроне, заготовку в тисках.
Во время проведения операций категорически запрещено:
- работать при демонтированном защитном кожухе (защиты попадания в ременную передачу);
- сбивать патрон с вращающегося шпинделя;
- руками останавливать устройство для зажима инструмента.

Станок ГС2112 в работе

Внешний вид станка
Максимальное время остановки – 5 секунд. Оснастить защитными надписями места повышенной опасности (кожух ременной передачи). Для увеличения качества освещения рабочей зоны установить дополнительное местное освещение. Минимальный световой поток – 1000 Лк. Перечень полного состава компонентов агрегата электрической и механической частей содержит паспорт на сверлильный станок. Там же содержатся сведения с требованиями по монтажу, выверке и приемке.





