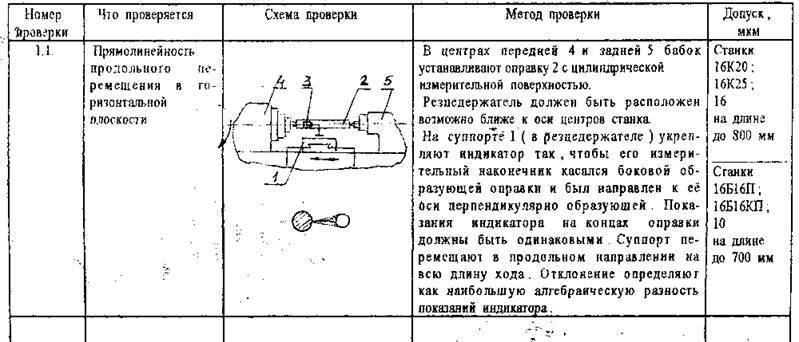
Установка станков перед испытанием на точность
Перед испытанием на точность станок устанавливается на испытательном стенде или на фундаменте на опоры, предусмотренные конструкцией станка. Это должно быть проделано очень тщательно, так как геометрическая точность станка в ряде случаев зависит от точности его установки. Существуют следующие виды установки станков при испытании:
1. Установка станка на три точки опоры обычно применяется для прецизионных станков небольших размеров с жесткой станиной, работающей без дополнительного повышения ее жесткости фундаментом.
Установка станка в горизонтальное положение производится регулировкой опор. Выверка производится уровнями, устанавливаемыми в продольном и поперечном направлениях.
При установке станка все его перемещающиеся части (столы, каретки, суппорты, бабки и др.) должны занимать средние положения.
Следует учитывать возможность изменения положения станка на опорах во время испытания; для исключения ошибок необходимо контролировать положение станины дополнительным уровнем.
2. Установка станка (при эксплуатации) на число опор более трех является наиболее распространенным способом. Станина станка при этом жестко связывается с фундаментом болтами, чем увеличивается ее жесткость.
При установке такого станка для испытания на стенде или фундаменте выверкой с помощью клиньев или башмаков станина станка, не обладающая достаточной жесткостью, деформируется под действием собственного веса и веса смонтированных на ней узлов.
Поэтому установка станка на многих опорах производится с помощью измерения уровнями деформаций станины в отдельных ее частях. Регулировкой опор станина устанавливается в положение, при котором ее деформации будут наименьшими. В процессе испытания станка на точность может иметь место дополнительная регулировка опор в пределах допустимых деформаций станины с проверкой взаимного расположения отдельных частей станка.
При испытании станков, станины которых обладают достаточной жесткостью и работают без закрепления их фундаментными болтами или на виброизолирующих опорах, не допускается в процессе испытания на точность дополнительная регулировка опор.
Установка станка перед испытанием должна быть произведена согласно установочному чертежу, но без затяжки фундаментных болтов.
Точность установки станка перед испытанием указана в каждом разделе приведенных ниже норм точности.
ТОЧНОСТЬ ОБРАБОТКИ ОБРАЗЦОВ-ИЗДЕЛИЙ
2.1. Для проверок применяют стальные закаленные образцы-изделия, твердостью 41,5… 51,5 HRCэ формы и размеры которых даны на черт. 26, 30 и 31 и в табл. 16 и 21 и которые отвечают требованиям ГОСТ 25443-82.
2.2. Перед установкой образцов-изделий на станок проводят чистовое шлифование их базовых поверхностей, служащих для установки и крепления на станке, и предварительное шлифование поверхностей, подлежащих проверке. При этом шероховатость базовых поверхностей должна быть не грубее Ra
1,25 по ГОСТ 2789-73, а поверхностей, подлежащих последующей чистовой обработке и проверке, должна быть не грубееRa 2,5 по ГОСТ 2789-73.
2.3. Подлежащие проверке поверхности образцов-изделий обрабатывают на чистовых режимах. После чистового шлифования допускаемые отклонения проверяемых поверхностей не должны превышать значений, указанных в пп. 2.6 — 2.8 и 2.10 — 2.13.
2.4. Форма и размеры образца-изделия для всех станков для проверок 2.5 — 2.8 и 2.13 должны соответствовать черт. 26 и табл. 16.
Черт. 26
Таблица 16
мм
| Наибольшая длина обрабатываемой поверхности | Размены образца-изделия (предельные отклонения ± 5) | ||
| l | b | h | |
| До 160 | 65 | 30 | 40 |
| Св. 160 до 250 | 100 | 50 | 65 |
| » 250 » 400 | 160 | 50 | 65 |
| » 400 » 630 | 250 | 50 | 65 |
2.5. Плоскостность обработанной поверхности Б
(черт. 26 и 27).
Черт. 27
Таблица 17
| Наибольшая длина обрабатываемой поверхности, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 160 | 6 | 4 | 2,5 |
| Св. 160 до 250 | 8 | 5 | — |
| » 250 » 400 | 10 | 6 | — |
| » 400 » 630 | 12 | 8 | — |
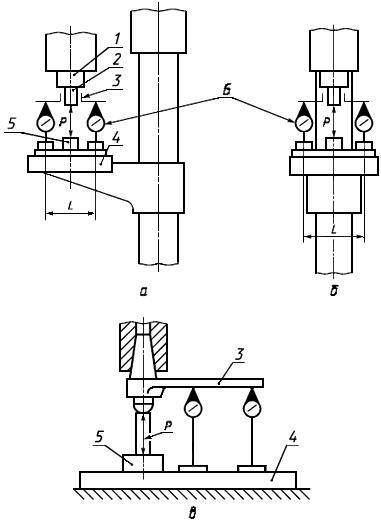
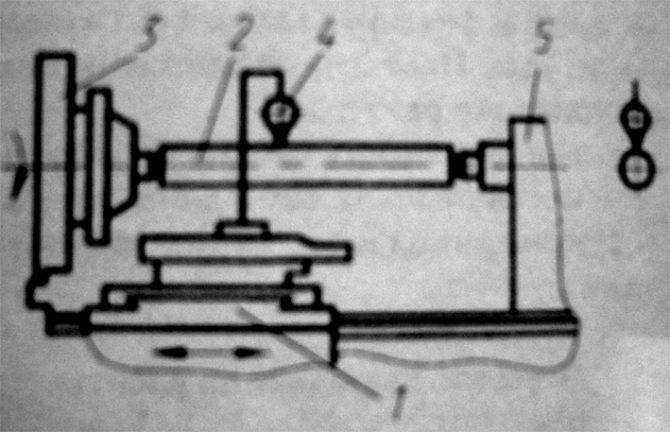
Проверку проводят при помощи приспособления, состоящего из поверочной плиты 3
и измерительного прибора2. Образец-изделие1 кладут проверяемой поверхностью на плиту3 и перемещают по ней возвратно-поступательными движениями. Отклонение равно наибольшей алгебраической разности показаний измерительного прибора.


2.6. Постоянство линейных размеров в сечениях, параллельных основанию Г
образца-изделия (черт. 26). Таблица 18
| Наибольшая длина обрабатываемой поверхности, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 160 | 10 | 6 | 4 |
| Св. 160 до 250 | 12 | 8 | — |
| » 250 » 400 | 16 | 10 | — |
| » 400 » 630 | 20 | 12 | — |
Проверку проводят в трех сечениях по высоте, параллельных основанию Г
образца-изделия: посередине высоты и на расстоянии приблизительно 5 мм от верхнего и нижнего краев.
Проверку проводят прибором для измерения линейных размеров.
Отклонение равно наибольшей разности показаний прибора.
2.7. Перпендикулярность вертикальных обработанных поверхностей А, Б
иВоснованиюГобразца-изделия (черт. 26 и 28). Черт. 28
Таблица 19
| Наибольшая длина обрабатываемой поверхности, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 160 | 8 | 5 | 3 |
| Св. 160 | 10 | 6 | — |
Измерения — по ГОСТ 25889.3-83, метод 2.
Образец-изделие устанавливают основанием Г
на приспособление.
2.8. Перпендикулярность обработанных поверхностей А
кБиВкБ (черт. 26 и 29).
Черт. 29
Таблица 20
| Наибольшая длина обрабатываемой поверхности, мм | Длина измерения b 1, мм | Допуск мкм, для станков класса точности | ||
| П | В | А | ||
| До 160 | 25 | 20 | 12 | 8 |
| Св. 160 | 45 | 25 | 16 | — |
Измерение — по ГОСТ 25889.3-83, метод 2.
Образец-изделие устанавливают на приспособление поверхностью Б.
2.9. Формы и размеры фасонного образца-изделия (для станков с ЧПУ) для проверок 2.10 и 2.11 должны соответствовать черт. 30 и табл. 21.
Черт. 30
Таблица 21
| Наибольшая длина обрабатываемой поверхности, мм | l | b | a | h | R | α | β |
| мм | |||||||
| До 250 | 100 | 65 | 25 | 5 | 8 | 40° | 50° |
| Св. 250 до 630 | 160 | 100 | 35 | 10 |
2.10. Точность линейных и угловых размеров фасонного образца-изделия (для станков с ЧПУ)
Допуск для станков класса точности:
П
размер R
………………………………… 15 мкм
углы a, b……………………………….. 3′

В
размер R
………………………………… 10 мкм
углы a, b……………………………….. 2′
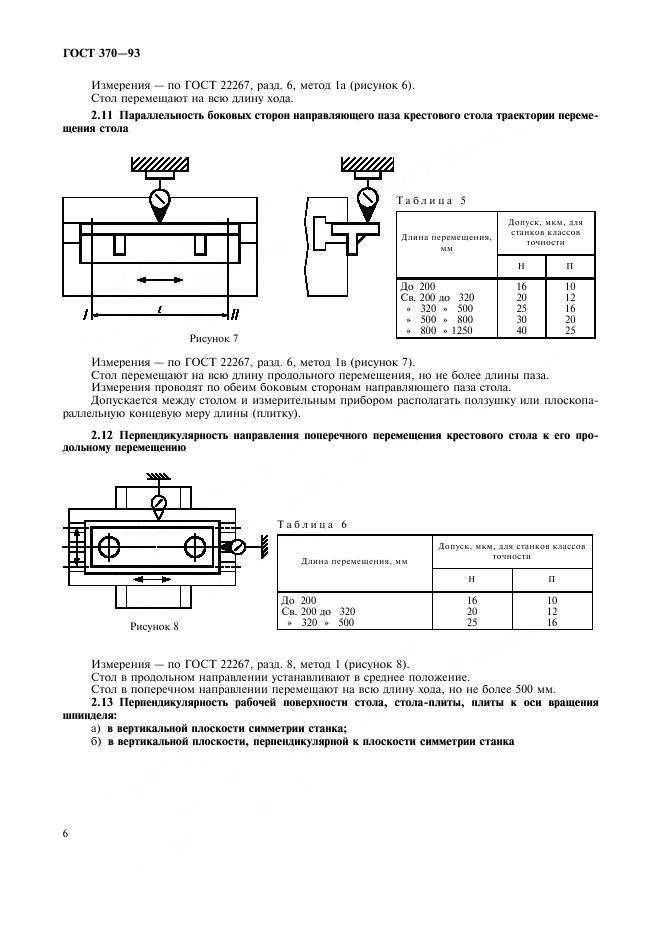
2.11. Прямолинейность поверхностей А
иБфасонного образца-изделия (для станков с ЧПУ) Таблица 22
| Наибольшая длина обрабатываемой поверхности, мм | Допуск, мкм, для станков класса точности | |
| П | В | |
| До 250 | 16 | 10 |
| Св. 250 до 630 | 25 | 20 |
2.12. Точность линейных размеров образца-изделия
(для станков с ЧПУ)
* Размер для справок.
Черт. 31
Допуски, мкм, всех обозначенных на чертеже размеров должны составлять для станков класса точности:
П…………………………………………… ± 16
В…………………………………………… ± 10
А…………………………………………… ± 6
Неуказанные предельные отклонения размеров: Н14, h14,±
Измерения проводят с помощью прибора для измерения линейных размеров.
2.13. Шероховатость обработанных поверхностей поГОСТ 2789-73 (черт. 26, 30, 31).
Параметр шероховатости Ra,
мкм, не более, для станков класса точности:
П…………………………………………… 0,63
В…………………………………………… 0,40
А…………………………………………… 0,25
Проверку проводят с помощью средств для контроля шероховатости поверхности.
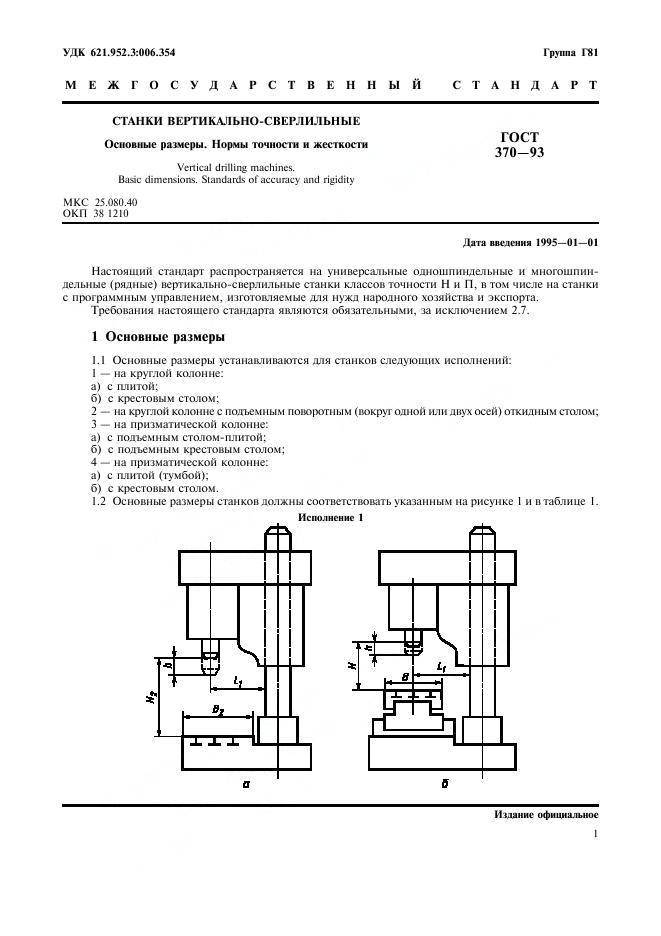
1 Область применения
Настоящий стандарт распространяется на универсальные токарно-винторезные и токарные станки с горизонтальным шпинделем прецизионные (классов точности П, В и А) с Da ≤ 500 мм и DC ≤ 1500 мм и прочие (класса точности Н) с Da ≤ 1600 мм. Стандарт не распространяется на специальные станки, станки, предназначенные для учебных целей, индивидуальной трудовой деятельности и для использования в бытовых целях.
Требования стандарта являются обязательными.
Номенклатура средств измерений и предъявляемые к ним основные требования приведены в приложении А.
Стандарт пригоден для сертификации.
Сравнение норм точности ГОСТ и иностранных стандартов
Сравнивая стандарты СССР (ГОСТ) на нормы точности металлорежущих станков с аналогичными стандартами других стран, следует отметить:
- По количеству и номенклатуре охваченных стандартами на нормы точности станков (около 65 действующих ГОСТ) СССР занимает ведущее место.
- Объем испытаний станков на точность, регламентированных в ГОСТ, в основном соответствует принятому в большинстве иностранных стандартов.
Различие, главным образом, касается проверок отдельных деталей (станин, ходовых винтов, делительных дисков), которые контролируются при их изготовлении и сборке и в ГОСТ, как правило, не включаются. - Величины допускаемых отклонений параметров, приведенные в ГОСТ на нормы точности, также в, основном, соответствуют принятым в большинстве иностранных стандартов.
Возросшие требования промышленности к качеству выпускаемых станков, в особенности к их точности, надежности и долговечности, а также условия поставки станков на экспорт, ставят перед станкостроительной промышленностью Советского Союза задачу обеспечения достаточной продолжительности работы станков с заданной точностью.
В частности, при изготовлении станков, поставляемых на экспорт, разрешается использовать только часть поля допуска на точность станков. Представляется необходимым в отдельных случаях, там, где это целесообразно, предъявлять более жесткие требования к точности и вводить проверку новых параметров.
В ближайшее время будут выпущены новые и пересмотренные ГОСТ с более высокими требованиями по ряду показателей точности станков и добавлением повышенных классов точности в соответствии с разработанной классификацией. - Следует иметь в виду, что в отдельных случаях допуски, указанные в иностранных стандартах, неоправдано завышены и поэтому, при сравнении их с нормами точности ГОСТ нужно проверять целесообразность этого завышения, а также анализировать влияние пониженных требований к точности отдельных параметров на точность работы станка в соответствии с его назначением.
- В приведенных таблицах сравнения норм точности ГОСТ и иностранных стандартов (табл. 172—192) не всегда даются совершенно идентичные проверки как по методике их проведения и применяемой контрольной аппаратуре, так и по длинам, к которым отнесены допуски на точность.
В таких случаях в таблицах приведены соответствующие оговорки. Допуски пересчитываются в зависимости от длин, к которым они отнесены. Нужно, также, учитывать, что в различных стандартах принята своя собственная система взаимосвязи отдельных проверок, и буквальное сравнение точности их без учета этой взаимосвязи не всегда дает возможность судить о действительной точности работы станков.
В этих случаях требуется более глубокий анализ сравниваемых показателей точности, а также проверка точности работы станков в совершенно одинаковых условиях. - При сравнении допускаемых отклонений по ГОСТ и иностранным стандартам следует учитывать, что при изготовлении станков, поставляемых заводами Советского Союза на экспорт, разрешается использовать только часть поля допуска на точность по ГОСТ:
0,6 — от величины допуска — для станков нормальной и повышенной точности;
0,8 — от величины допуска — для станков высокой и особо высокой точности.
Полторацкий Н.Г. Приемка металлорежущих станков, ВнешТоргИздат, 1968
Батов В.П. Токарные станки, 1978
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Как правильно проверять токарный станок
Качество проверки во многом зависит от того, насколько правильно оборудование установлено на испытательном стенде. Устанавливать станок необходимо строго следуя чертежу. Наиболее популярным и надежным способом является установка агрегата на несколько опор (более трех). Все подвижные узлы и элементы должны быть установлены в среднее положение.

Качество изготавливаемых изделий зависит от геометрической точности оборудования. Поэтому устанавливать заготовку нужно на геометрически правильную поверхность.
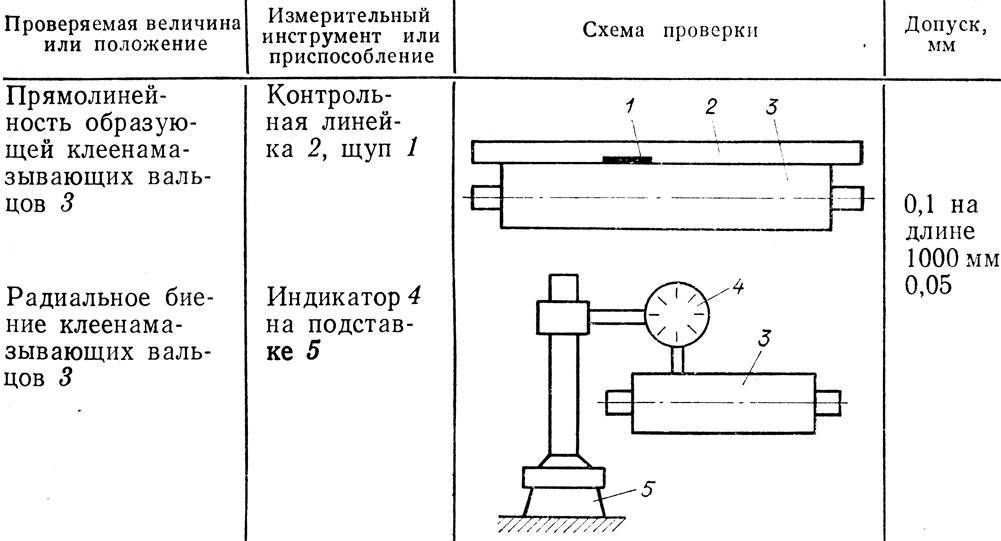
Чтобы определить степень износа линейка устанавливается по очереди на каждую направляющую станка. После чего при помощи щупа нужно измерить зазор между линейкой и направляющей. ГОСТ определяет максимально допустимое значение этого зазора – не более 0,02 мм. При большем отклонении обрабатываемые детали могут иметь недопустимую погрешность на выходе.
Точность во многом зависит и от горизонтальности направляющих станка. Этот показатель измеряется при помощи специального уровня. Предельное отклонение должно быть не более 0,05 мм.
При проверке оборудования на исправность обращайте внимание на все вращающиеся детали. Их движение должно осуществляться строго по оси, биение во время вращения недопустимо. Если любой элемент отклоняется от оси вращения, это не только сказывается на качестве изготавливаемых изделий, но и угрожает безопасности оператора
При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента
Если любой элемент отклоняется от оси вращения, это не только сказывается на качестве изготавливаемых изделий, но и угрожает безопасности оператора. При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента.
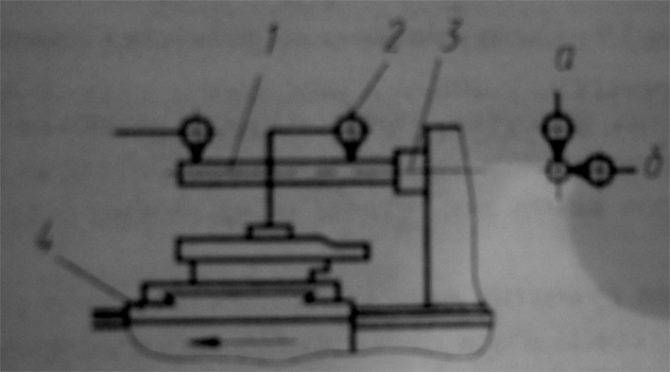
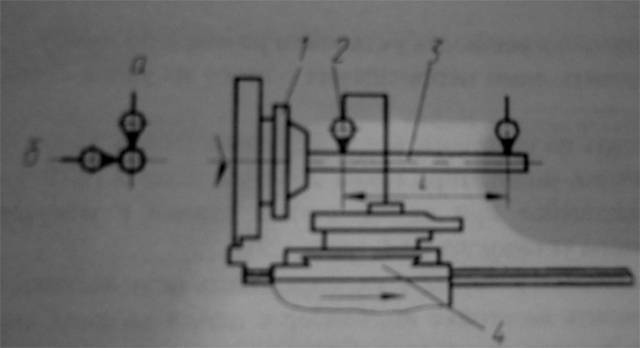
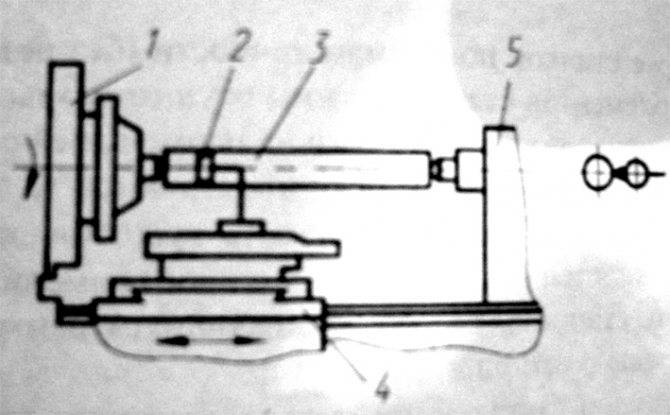
Во время проверки оборудования важно определить также точность шага винта. Для определения погрешности и отклонения имеется специальная методика:
Читать также: Столы для гаража своими руками
Читать также: Столы для гаража своими руками
в бабки станка устанавливается оправка;
на нее фиксируется цилиндрическая гайка с пазом;
в паз гайки фиксируется державка с индикатором, который должен упереться в торец гайки;
аппарат нужно настроить на резьбовой шаг;
в процессе работы индикатор фиксирует погрешность.
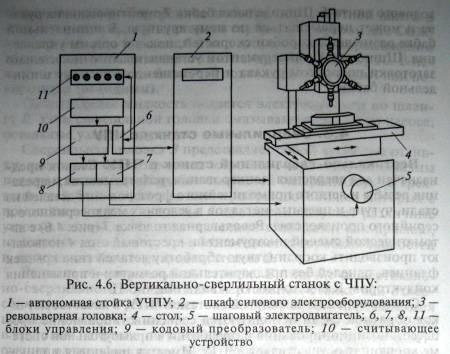
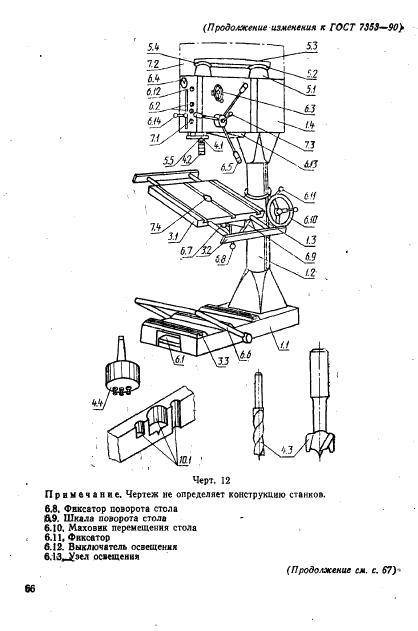
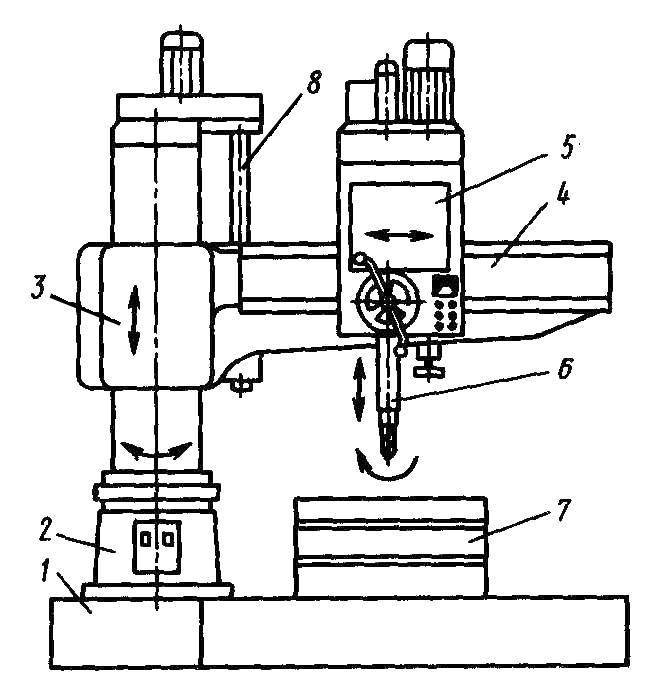
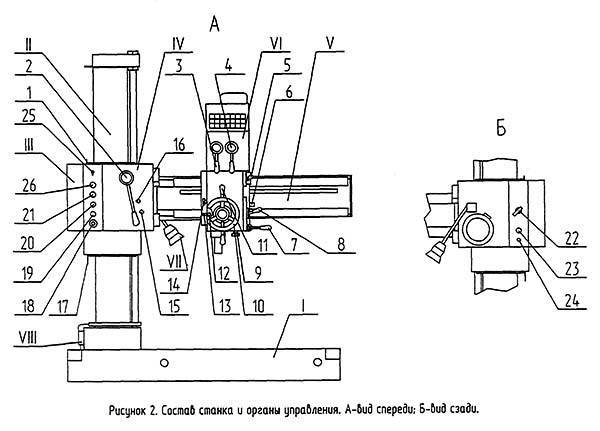
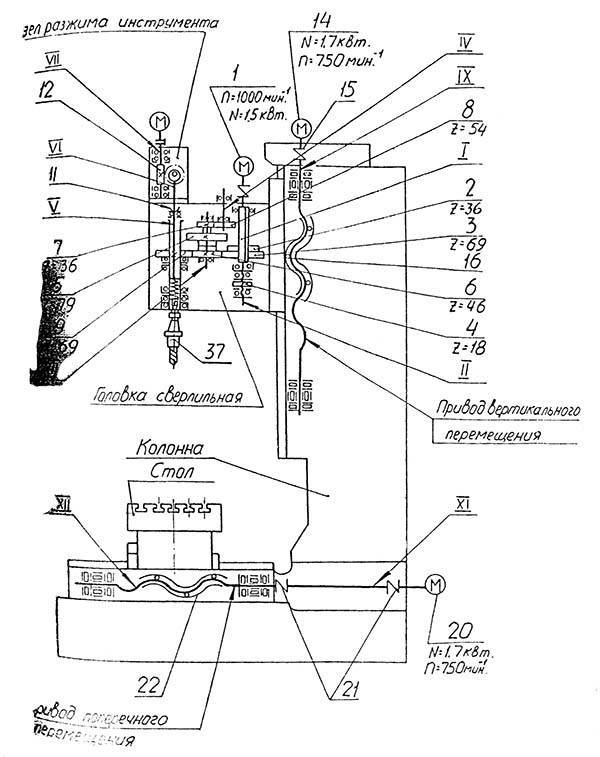
Общая компоновка и особенности настольно-сверлильного станка ВСН
Станина станка
Станина является одновременно столом станка, на котором устанавливаются и закрепляются тиски машинные для закрепления заготовок.
Колонка
Колонка – цилиндрическая стойка с внешней цилиндрической резьбой, на которой смонтирована шпиндельная бабка. Шпиндельная бабка поднимается и опускается по колонке с помощью гайки на которую опирается. После установки шпиндельной бабки на нужную высоту бабка зажимается на колонке.
Шпиндельная бабка
Основу шпиндельной бабки составляет чугунный корпус. В корпусе смонтированы:
- Шпиндельный узел
- Механизм подъема бабки
- Механизм зажима бабки
- Механизм натяжения ремня
- Местное освещение станка
Сзади к бабке прикреплен электродвигатель.
Механизм подъема бабки предназначен для перемещения бабки шпинделя по колонке.
Колонка прикреплена к плите кронштейном. В кронштейне колонка зажата двумя болтами. В случае необходимости поворота колонки вокруг своей оси, болты освобождаются, колонка совместно с бабкой поворачивается в требуемое положение, после чего болты зажимаются.
Шпиндельный узел настольно-сверлильного станка ВСН
Шпиндель сверлильного станка – это многоступенчатый вал, изготовленный из качественной стали. Шпиндель – деталь дорогая и трудная в изготовлении
Нижний конец шпинделя – наружный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) – конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Верхний конец шпинделя – шлицевой вал на котором насажен приемный шкив ременного привода от которого получает вращение.
Опоры шпинделей – подшипники качения, воспринимают радиальную и осевую нагрузку от сил резания. Особо точно и надежно выполняют переднюю опору шпинделя, так как она воспринимает основную долю нагрузки и передает непосредственно на обрабатываемую деталь все погрешности своего монтажа. В качестве передней опоры шпинделей сверлильных станков часто применяют радиально-упорные шариковые подшипники, воспринимающие радиальную и осевую нагрузку, Этот подшипник имеет большую работоспособность, жесткость, высокую быстроходность.
Шпиндель смонтирован в стальной гильзе – пиноли. Пиноль перемещается вертикально на 100 мм внутри шпиндельной бабки вместе с вращающимся шпинделем.
Перемещение (подача) пиноли – ручная; осуществляется вращением штурвала на оси которого шестерня.
Привод станка ВСН
Электродвигатель, посредством подмоторной плиты, прикреплен к бабке шпинделя. На оси электродвигателя находится ступенчатый шкив, который соединяется со шкивом шпинделя клиновым ремнем.
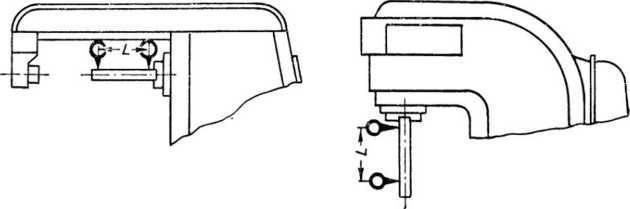
Местное освещение станка ВСН
Станок укомплектован аппаратурой для местного освещения. В связи с тем, что настольно-сверлильный станок, модели ВСН чаще всего устанавливается на верстаках или столах, поэтому арматуру (кронштейн) и аппарат (трансформатор) местного освещения, при монтаже станка, требуется прикреплять вблизи станка, а если станок устанавливается у стены – то к последней.
Определение основных отклонений
Основные понятия отклонений формы и расположения линейчатых поверхностей, применяемых в стандартах на нормы точности в соответствии с общими условиями испытания станков на точность по ГОСТ 8-53:
1. Непрямолинейность поверхности (в заданном направлении, рис. 124)
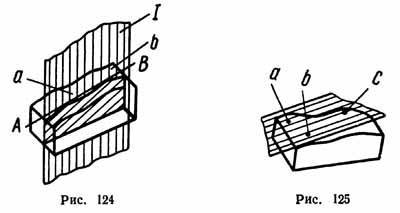
Определение
Наибольшее отклонение от прямой линии (AB) профиля сечения проверяемой поверхности, образованного перпендикулярной к ней плоскостью (I), проведенной в заданном направлении; прямая линия проводится через две выступающие точки (a, b) профиля сечения.
2. Неплоскостность поверхности (рис. 125)
Определение
Наибольшее отклонение проверяемой поверхности от плоскости, проведенной через три выступающие точки поверхности (а, Ь, с).
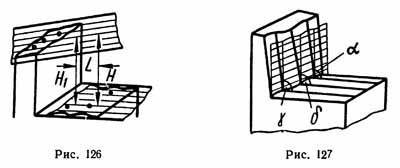
3. Непараллельность поверхностей (рис. 126)
Определение
Наибольшая разность расстояний между плоскостями, проходящими через три выступающие точки каждой из поверхностей (Н и H1), на заданной длине (L).
4. Неперпендикулярность поверхностей (рис. 127)
Определение
Наибольшее отклонение угла, образованного двумя поверхностями и измеренного в заданной точке линии их пересечения или в двух крайних и средней точке этой линии (углы a, γ. δ), от прямого угла.
5. Овальность (рис. 128)
Определение
Наибольшая разность между наибольшим и наименьшим диаметрами в двух крайних и среднем сечениях или в одном обусловленном сечении (D — d; D1—d1).

6. Конусность (рис. 129)
Определение
Отношение наибольшей разности диаметров двух поперечных сечений проверяемой поверхности (D — d) к расстоянию между этими сечениями (L).
7. Огранка (рис. 130)
Определение
Наибольшая разность между диаметром окружности, в которую вписан контур сечения проверяемой поверхности, и расстоянием между двумя параллельными плоскостями, касательными к этой поверхности.
8. Непрямолинейность образующей (рис. 131)
Определение
Наибольшее отклонение профиля осевого сечения проверяемой поверхности от прямой линии (АВ; CD), проведенной через две выступающие точки профиля.

Определение
Наибольшая разность расстояний (а) от проверяемой поверхности до оси ее вращения.
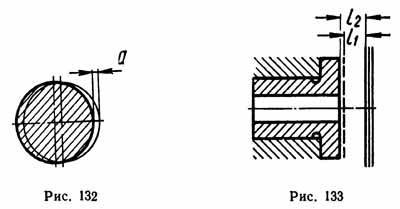
10. Торцовое биение (рис. 133)
Определение
Наибольшая разность измеренных параллельно оси проверяемой торцовой поверхности расстояний до плоскости, перпендикулярной к оси вращения (l2—l1) на заданном диаметре.
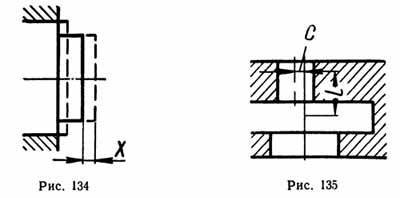
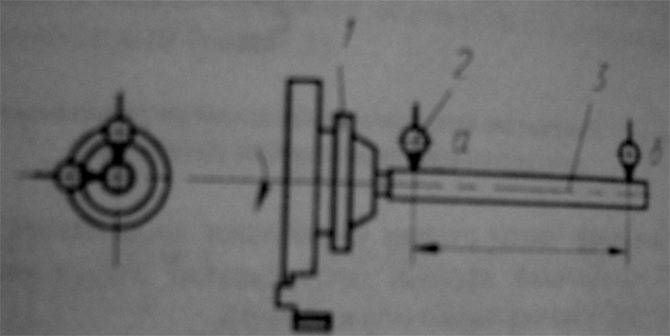
11. Осевое биение (рис. 134)
Определение
Наибольшее перемещение (x) проверяемой детали вдоль оси ее вращения в течение полного ее оборота вокруг этой оси.
12. Несовпадение осей (рис. 135)
Определение
Наибольшее расстояние (с) между центрами поперечных сечений проверяемых поверхностей в пределах заданной длины (l)•
Примечание. В ГОСТ 10356—63 приведены определения отклонений формы и расположения поверхностей, несколько отличающиеся от приведенных выше определений, принятых по действующему ГОСТ 8—53.