Эксплуатация
Станки для сверления, оснащённые ЧПУ, необходимо эксплуатировать в соответствии со следующими требованиями:
- разрешена установка только внутри отапливаемых помещений с оптимальным уровнем влажности;
- допустима обработка заготовок, которые отвечают требованиям производителя конкретной модели;
- все узлы, механизмы нужно поддерживать в чистоте, своевременно смазывать, обслуживать, следить за состоянием, выполнять замену, не допуская критических повреждений;
- перед выполнением работ следует убедиться в полной работоспособности всех агрегатов, проверить наличие защитных экранов, способность станка отключаться в случае аварийных ситуаций;
- в случае обнаружения неисправностей, недопустимо обрабатывать заготовки;
- недопустимо выполнять сверление деталей из материалов, не подходящих под параметры установленных свёрл;
- в случае прекращения подачи охлаждающей жидкости или масел для смазки механизмов нужно прекратить работу станка для устранения неисправностей;
- после начала выполнения программы ЧПУ запрещается прикасаться к вращающимся или движимым узлам.
Преимущества и недостатки
К преимуществам сверлильных станков относятся:
- точное позиционирование сверла над поверхностью детали;
- многоступенчатая обработка;
- регулировка крутящего момента, скорости оборотов, хода сверла вдоль осевой линии;
- сверление под различными углами;
- простота программирования ЧПУ, смены программ для выполнения различных производственных задач;
- автоматический контроль текущего состояния станка;
- высокая надёжность механических частей;
- защита от перегрева сверла;
- высокий ресурс узлов и механизмов;
- много различных моделей, позволяющих перемещать шпиндель со сверлом над рабочим столом либо наоборот;
- простота в эксплуатации, обслуживании, ремонте;
- высокая производительность труда;
- безопасность в работе по причине отсутствия контактов с опасными механическими узлами.
Недостатки станков с ЧПУ для сверления:
- высокая стоимость оборудования;
- большие габариты и масса;
- для работы требуется обученный персонал — операторы, наладчики.
Качественное изготовление деталей
Производители и стоимость
Модели сверлильных станков с ЧПУ выпускаются на следующих предприятиях:
- ОАО «Астраханский станкостроительный завод»;
- ЗАО «КомТех-Плюс»;
- ОАО «Стерлитакамский станкостроительный завод»;
- ;
- ОАО «Рязанский станкостроительный завод»;
- ОАО «Кировский станкостроительный завод».
Стоимость станков в зависимости от их типов следующая:
- профессиональные радиально-сверлильные настольные — от 120 тыс. руб.;
- радиально-сверлильные для ответственных работ — от 150 тыс. руб.;
- тяжёлые промышленные — от 400 тыс. руб.;
- радиально-сверлильные промышленные с вращаемой на 360 0 опорой — от 1 млн. 100 тыс. руб.
Станки в зависимости от моделей могут отличаться спецификой работы, взаимодействия с оператором, а также иметь другие особенности. Однако основной принцип обработки заготовок сохраняется.
2СС1М станок сверлильный настольный. Назначение и область применения
Сверлильный настольный станок 2СС1 изготавливался по ТУ 2-024-4345-83 с 1983 года.
Сверлильный настольный станок 2СС1м изготавливался по ТУ 2-024-5748706-002-88 с 1988 года.
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных и бытовых мастерских.
На станке 2сс1м возможно, также, фрезерование неметаллических материалов концевыми фрезами.
Основные технические характеристики сверлильного настольного станка 2сс1м
Изготовитель — Саратовский завод тяжелых зуборезных станков.
- Максимальный диаметр сверления: Ø 6 мм
- Наибольшая глубина сверления: 70 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 250 мм
- Пределы чисел оборотов шпинделя в минуту — (3 ступени) 600, 1000, 1600 об/мин
- Конец шпинделя — В16, наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 10-В16 или Патрон 13-В16 по ГОСТ 8522-79
- Мощность электродвигателя: 0,18 кВт
- Масса станка: 53 кг
Шпиндель станка 2СС1М получает 3-и скорости вращения от трехступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 600 до 1600 об/мин.
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В16 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 15,733 мм.
Укороченному конусу В16 соответствует сверлильный трехкулачковый патрон 10-го и 13-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима 1..10 мм и 1..13 мм соответственно.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 10, с присоединительным конусным отверстием В16:
Патрон 10-В16 ГОСТ 8522-79
Патрон 13-В16 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.







Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953 Конусы инструментов укороченные.
Российский стандарт на сверлильные патроны ГОСТ 8522 Патроны сверлильные трехкулачковые.
Где D — диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по лимбу, установленному на вале-шестерне. Цена деления лимба — 1 мм подачи сверла.
Конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов.
Сверлильный станок 2СС1М позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
Частота вращения шпинделя зависит от диаметра сверла, установленного в патрон:
- 1..5 мм — 1600 об/мин
- 5..7 мм — 1000 об/мин
- 7,5..13 мм — 600 об/мин
Сверление отверстий больше 6 мм производится с последующим рассверливанием.
С увеличением твердости обрабатываемого материала частота вращения должна быть снижена.
Технические характеристики
Главным показателем всех бурильных изделий является номинальная величина проделанного отверстия. Согласно паспортным данным станка 2м112, заявленная номинальная величина (диаметр) проделанного отверстия — 12 мм. Таких возможностей с избытком хватает для нужд небольших частных мастерских, но на крупных заводских площадках пользуются сверлами гораздо большего размера. Это может достигаться тремя способами:
- За счет увеличенного патрона. В большинстве случаев применяют именно этот метод.
- За счет специальных переходников под сверла более крупного диаметра. Этот метод в силу его трудоемкости применяют редко.
- За счет специальных сверл. Диаметр хвостовой части таких сверл меньше диаметра самого сверла.
По паспортным данным, патрон имеет скорость вращения от 450 до 4500 об/мин. При этом скорость можно изменять при помощи 5 ступеней. На сверлильном агрегате вмонтирован шпиндель В-18. Расстояние от него до поверхности стола может изменяться в пределах 0−400 мм.
Помогите с восстановлением 2Н112 – Сверлильные станки
В том что это 2М112 я до конца не уверен, но все-же. :rolleyes:
В общем, купил по объявлению в инете “рабочий” станок, но, на самом деле, все оказалось немного иначе. Впрочем, не я первый…
И без того побитый шильдик двигателя был вдобавок закрашен. Краску удалось стереть, и кое-как рассмотреть начальные символы модели – АМХ74, обороты – 1370, КПД да Δ/Y 220/380. Последнее я и так знал, т.к. уже успел перекоммутировать обмотки и подкинуть двиг к частотнику. Подключение показало пищащие подшипники. Можно, наверное, смазать, но я лучше поменяю. Мощность двигателя так и осталась для меня загадкой.
Возникла пара вопросов:
1. Зажим шпиндельной бабки (ШБ) имеет смысл варить? Мало того что чугунина (сварщика путевого нужно найти), так еще и варить по тонкому телу … Выдержит ли сварочный шов при затягивании?
2. Правильно ли я понимаю, что консоль, на которой закреплен двигатель, перекошена потому, что в зазоре между ластохвостами должны быть какие-то планки (клинья?), заполняющие его? Из какого материала из лучше изготовить?
3. Видел в соседних темах, что на таких станках установлен упорный подшипник между кольцом подъема и ШБ. Это предусмотрено конструкцией или самодел? Может кто подскажет номер подшипника…








Спасибо всем, кто не сочтет за труд помочь с ответами.
Элементы конструкции бытового сверлильного оборудования и их взаимодействие
Шпиндельный узел как производственного, так и бытового сверлильного станка приводится в действие посредством электродвигателя, сообщающего крутящий момент валу ременной передачи. Сверлильные станки, предназначенные для бытового использования, оснащаются электродвигателями, мощность которых составляет 250–1000 Вт.

Асинхронный двигатель настольного сверлильного станка Sturm BD7037 мощностью 370 Вт
На многих моделях бытовых станков сверлильной группы скорость вращения режущего инструмента можно регулировать, что обеспечивается за счет использования в их конструкции валов ременной передачи разного диаметра. Принцип регулирования скорости вращения шпинделя на таких станках достаточно прост: при выключенном приводном электродвигателе ремень просто перекидывается в канавку той части шкива, которая имеет другой диаметр. По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.

Узел ременной передачи станка Proma PTB-16B230
На станках для бытового использования обычно устанавливаются сверлильные патроны, идентичные зажимным устройствам ручных электродрелей. Такие патроны с 3 самоцентрирующимися кулачками рассчитаны на фиксацию сверл, диаметр которых доходит до 12 мм. Для работы с этим патроном необходим специальный ключ, при помощи которого осуществляется зажим или ослабление фиксирующих кулачков.

При выборе станка обратите внимание на минимальный диаметр зажимаемого в патроне сверла – кулачки некоторых моделей не могут фиксировать сверла калибром менее 3 мм
Технические возможности сверлильных станков бытового назначения позволяют обрабатывать детали, высота которых находится в интервале 200–900 мм. Данный параметр зависит от того, на какую высоту сверлильная головка может подниматься на стойке оборудования. Принцип перемещения сверлильной головки по колонне станка у различных моделей может варьироваться. На самых простых и легких устройствах рабочая головка перемещается на требуемую высоту вручную, а на более крупном и тяжелом оборудовании для этого предусмотрена специальная рукоятка-штурвал, которая соединена с приводным механизмом.
Для фиксации сверлильной головки в требуемом положении и для ее установки на необходимой высоте перед началом обработки используется специальная рукоятка. Регулировать и фиксировать положение рабочей головки перед началом сверления необходимо потому, что величина вылета патрона из шпиндельного узла достаточно невелика и составляет в зависимости от модели агрегата 50–400 мм.

Органы настройки глубины сверления станка НС12А: 1 – гайка указателя; 2 – выступ указателя; 3 – штурвал; 4 – хомут; 5 – фиксирующий винт; 6 – гильза шпинделя
Важным параметром, по которому оценивают любой сверлильный станок, является вылет сверла. Этот параметр, который у разных моделей бытовых станков может находиться в интервале 100–200 мм, характеризует расстояние от оси вращения режущего инструмента до оси стойки-колонны (от него зависит то, на каком расстоянии от края детали можно просверлить отверстие).
Основным требованием к плите-основанию сверлильного станка, которая должна обеспечивать его устойчивое положение на любой горизонтальной поверхности, является ее массивность и габариты, достаточные для того, чтобы уравновешивать массу остальных конструктивных элементов оборудования.
Назначение верхней части такой плиты – служить рабочим столом, поэтому ее делают максимально ровной с несколькими пазами. Центральный из этих пазов используется при сверлении сквозных отверстий и необходим для того, чтобы в процессе выполнения такой технологической операции избежать повреждений сверла и поверхности рабочего стола. Остальные пазы на поверхности рабочего стола нужны для закрепления различных зажимных приспособлений.

Основание станка PROHHON-TBM-220 имеет прорези для закрепления тисков
Вертикальное перемещение сверла, закрепленного в патроне, осуществляется за счет рычажного механизма, приводимого в действие специальной рукояткой. Такая рукоятка, расположенная на боковой поверхности корпуса станка, специально подпружинивается, что обеспечивает ее автоматический возврат в исходное состояние после того, как воздействие на нее прекращается.







Электродвигатель на бытовых моделях питается преимущественно от электрической сети с напряжением 220 В. Он запускается и останавливается при помощи кнопочной станции. На отдельных моделях бытовых сверлильных станков, технические возможности которых позволяют нарезать внутреннюю резьбу, предусмотрен реверсивный запуск электродвигателя.
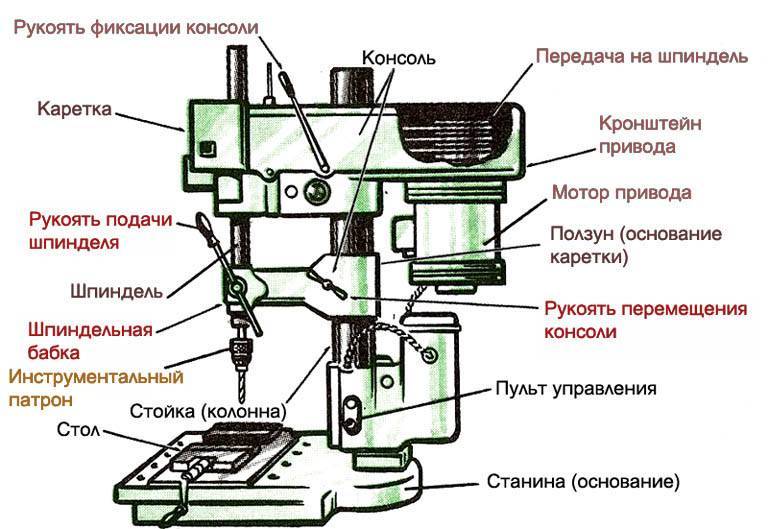
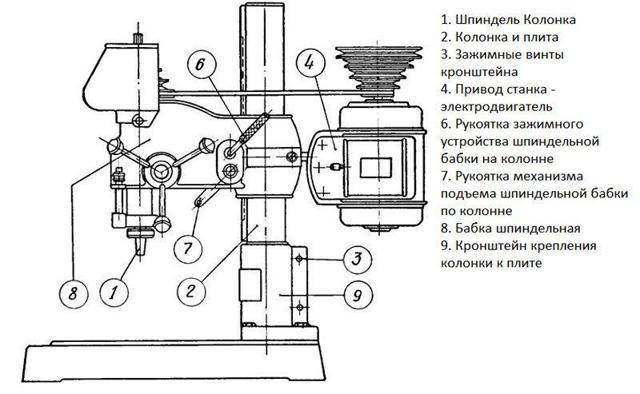
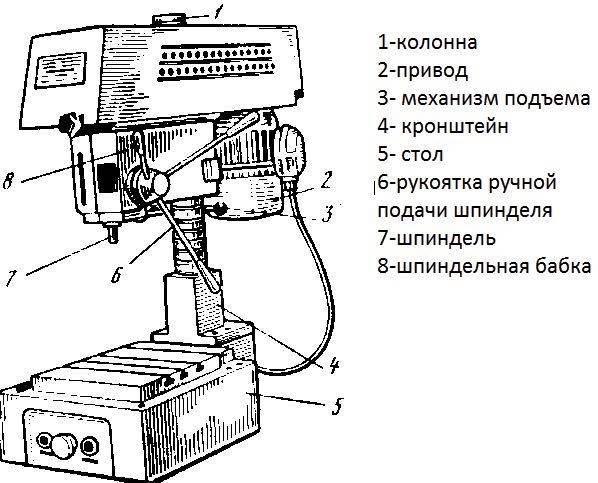
Устройство
Одним из важных преимуществ сверлильного станка является его простая и надежная конструкция. Она пережила несколько модернизаций, но сохранила ряд важных составных элементов.
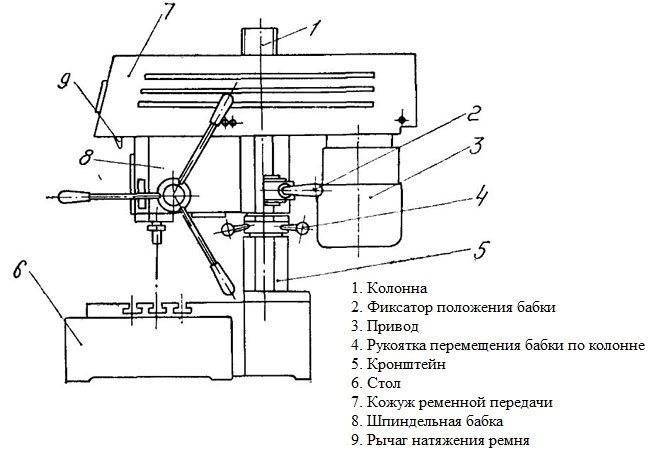
Современный станок 2М112 – это массивная стальная колонна с рабочим столом внизу и горизонтальным кронштейном вверху. Спереди на кронштейне установлена вертикально перемещающаяся шпиндельная бабка, а сзади приводной двигатель.
Вал силового агрегата соединен со шпиндельным модулем приводным ремнем (клиноременная передача), и весь привод защищен литым металлическим кожухом. Вал мотора комплектуется шкивом с пятью ступенями установки ремня (шлицы), что позволяет регулировать скорость вращения шпинделя при работе с деталями из разных материалов.
Шпиндельная бабка – это инструментальная подвижная головка с вращающимся шпинделем (пинолью). Она снабжена механизмами фиксации на кронштейне и перемещения по кронштейну (вперед-назад), а также механизмами подачи шпинделя (вверх-вниз) и натяжения приводного ремня (регулирует расстояние между передающим и приемным шкивами), управление которыми выполняется с помощью рукоятей.
Для регулировки положения рабочего стола, который представляет собой массивную упорную плиту из инструментальной стали с Т-образными пазами, также используется механизм с рукоятью. Для точного управления движением шпиндельной бабки и глубиной сверления на инструментальной головке установлен хомут с плоской мерной насечкой.
Шпиндель смонтирован в специальной гильзе с двумя шарикоподшипниками, а его зажимное устройство (конус Морзе) регулируется поворотной головкой с фиксатором, что дает возможность быстро устанавливать и менять сверла разных размеров для сверления отверстий требуемой глубины и диаметра.
Для подсветки рабочей зоны станка на корпусе крепится электрическая лампа. Запуск электропривода выполняется кнопкой пуска, которая расположена на корпусе станочной колонны.
Кроме того, в работе со станком можно использовать дополнительное оборудование: опорную тумбу (при торцевой обработке деталей с диаметром до 120мм), крестовой стол для сверхточного сверления, сменную револьверную головку, тиски для надежного закрепления деталей на рабочем столе и узел охлаждения для выполнения длительного сверления сверхтвердых материалов.
Дополнительные устройства
Станки, предназначенные для применения дома, могут оснащаться различными дополнительными устройствами. За счет их установки повышается функциональность и эргономичность устройства. Наибольшее распространение получили следующие дополнительные устройства:
- Рабочий стол. Подобный узел закрепляется на вертикальной стойке, зачастую есть регулировка по высоте расположения. Некоторые модели снабжаются рабочими столами, которые могут не только располагаться на различной высоте относительно шпинделя, но и вращаться относительно вертикальной оси. За счет этого есть возможность ускорить процесс обработки, так как не нужно постоянно проводить переустановку заготовки.
- Механизм, при помощи которого регулируется глубина сверления. Сверление проводится следующим образом: кончик сверла опускается до метки на заготовке, после чего закручивается затяжной рычаг для ограничения хода режущего инструмента. Большая часть станков имеет рукоятку, при помощи которой осуществляется нажим для входа сверла в материал. В промышленности могут использоваться станки с электрическим приводом подачи.
- Защитный экран. Во время механической обработки может образовываться большое количество стружки, которая из-за вращения режущего инструмента будет разлетаться. Чтобы обезопасить мастера и окружающих от летящей стружки, а также исключить вероятность попадания посторонних объектов в зону резания, устанавливается защитный экран. При его изготовлении могут использовать прозрачный материал, обладающий высокой устойчивостью к механическому воздействию.
Бытовые станки компактны и имеют небольшой вес, за счет чего обеспечивается мобильность. Промышленные станки существенно отличаются от бытовых, за счет чего обеспечивается производительность и универсальность в применении.
Принцип действия сверлильных станков
Прежде чем приступать к выбору сверлильного станка, нужно разобраться, как и за счет чего он работает.
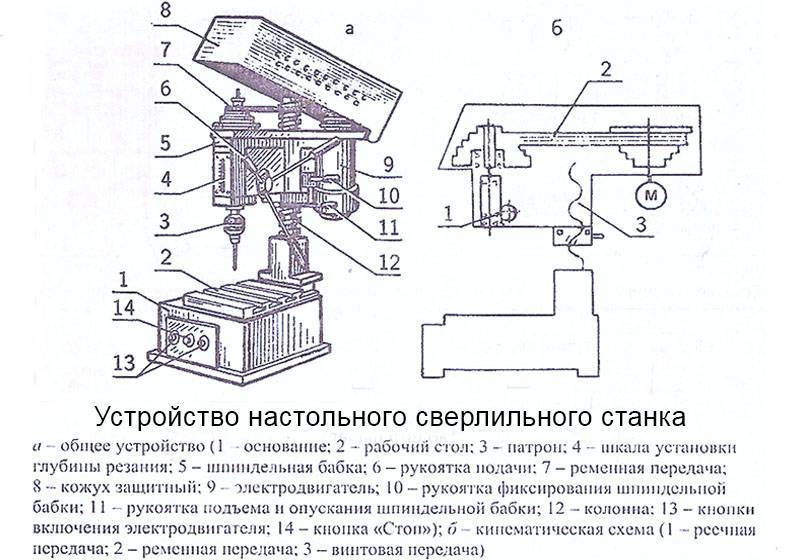
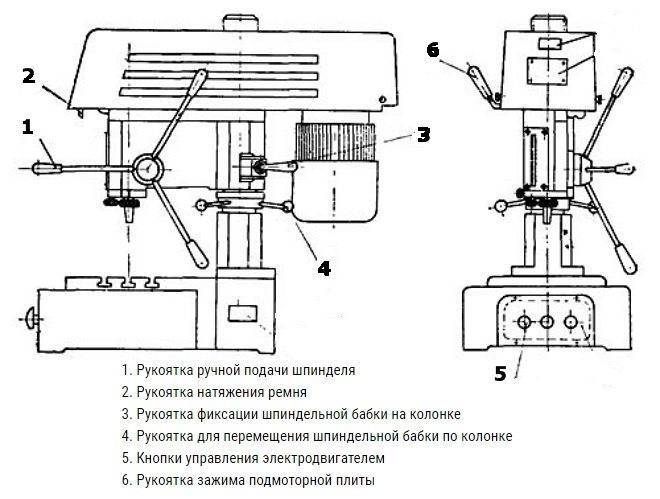
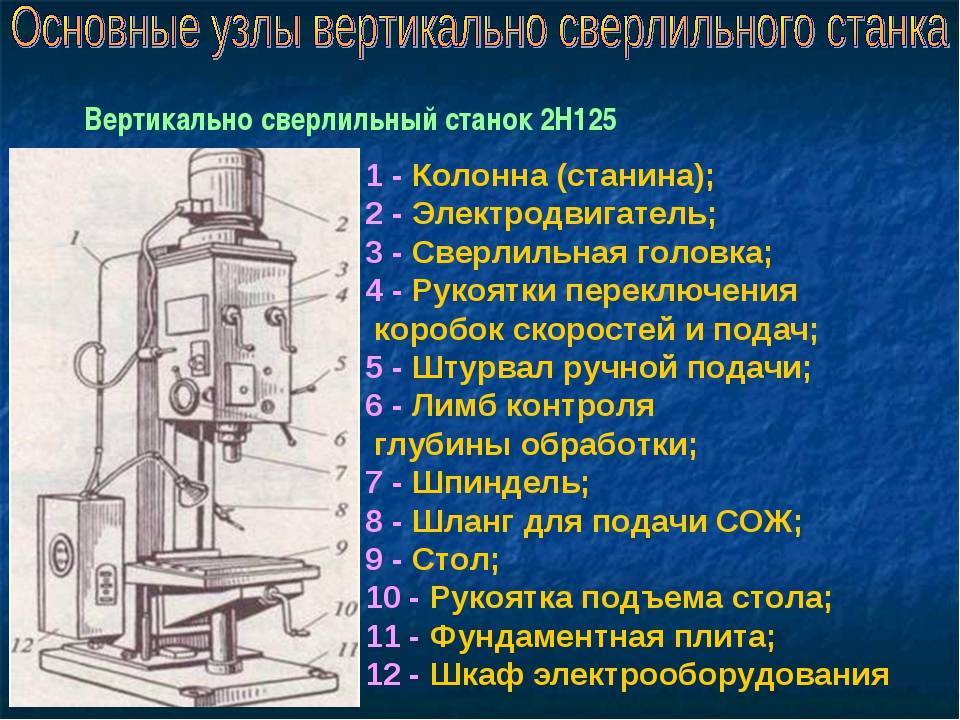
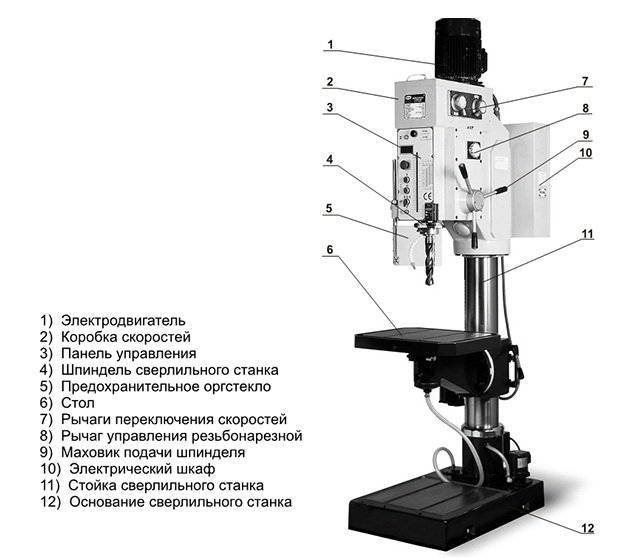
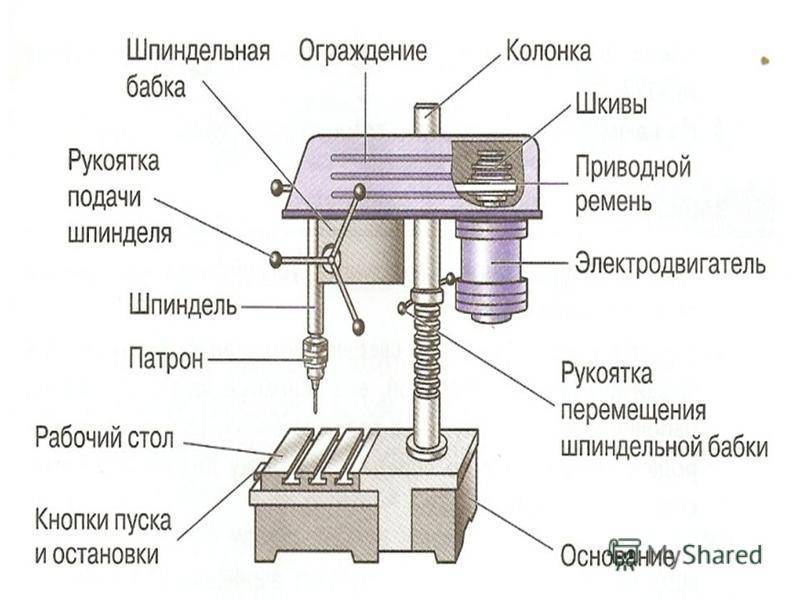
 Основные узлы сверлильного станка
Основные узлы сверлильного станка
Подобное оборудование предназначается для высверливания глухих либо сквозных отверстий при помощи сверла, которое снимает стружку с материала при обработке.
Чаще всего такие аппараты применяют на промышленности, и мощность у них ответствующая. Конечно же, под нужды потребителей были сделаны бытовые модели, обладающие малой производительностью, узким кругом функций, но в целом они имеют устройство такое же, как и их профессиональные собраться. С устройством станков лучшего всего разбираться на бытовых моделях.
Бытовая модель – настольный сверлильный станок с малыми габаритами, устанавливается либо на верстак, либо на возвышение, обеспечивающее удобство работы. Такие станки имеют вертикальную позицию.
Все технические операции, для которых применяется станок, выполняются при помощи движений шпинделей: основного и вспомогательного.
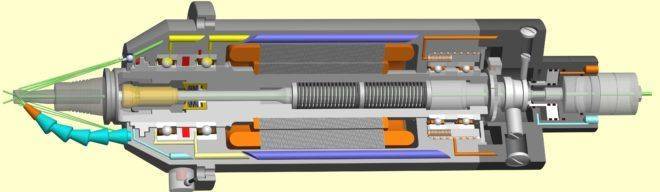 Шпиндель
Шпиндель
Первым движением, шпиндели вращаются, а вторым перемещаются вниз. Название станок получил как раз то, что шпиндель ходит только по вертикальной оси.







Правила работы
Сверлилка модели 2а112 требует соблюдения ряда правил перед началом работы и при выполнении операций на ней.
Требуется предварительная проверка прочности крепления сверла. В процессе работы необходим плавный подвод сверла к обрабатываемому изделию. Передача включается до момента соприкосновения сверла с обрабатываемым изделием. Подача уменьшается в процессе выхода сверла из образовавшегося в детали отверстия.
Удаление короткой стружки, наматывающейся на сверло, производится крючком. Длинная стружка удаляется только после остановки станка. Обслуживание аппарата предусматривает:
- замену масла в редукторе после 90 часов работы;
- удаление с электрического двигателя угольной пыли после 90 часов работы;
- полную очистку агрегата после каждого включения;
- после разборки и сборки аппарата требуется его проверка на электробезопасность;
- постоянный осмотр щеток и их замена, если высота составляет меньше 8 мм.
НС-12А станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные параметры сверлильного станка нс-12а:
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали: 400 мм
- Расстояние от оси шпинделя до колонны (вылет шпинделя): 200 мм
- Скорость вращения шпинделя: 450, 710, 1400, 2500, 4500 об/мин
- Мощность электродвигателя: 0,65 кВт
- Масса станка: 120 кг
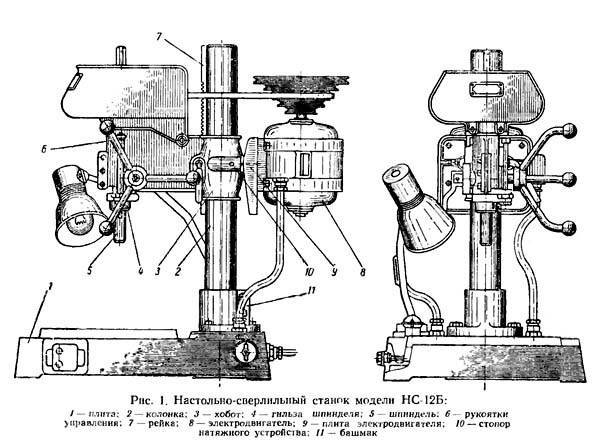
Шпиндельный узел
сверлильного станка нс-12 — самый сложный и точный узел в станке. Шпиндельный узел монтируется в шиндельной бабке. Основные детали шпиндельного узла:
- Шпиндель — вал, который вращается на 2-х радиально-упорных подшипниках внутри гильзы шпинделя;
- Гильза шпинделя (пиноль) — цилиндр, который смонтирован в шпиндельной бабке и имеет возможность осевого перемещения в пределах 100 мм.
Верхняя часть шпинделя имеет шлицы, для получения вращения от приемного шкива, нижняя часть имеет конус Морзе для крепления сверлильного патрона.
Шпиндель станка НС-12а получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает выбор скоростей резания в диапазоне — 450, 710, 1400, 2500, 4500 об/мин.
Конец шпинделя
— наружный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров
— от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной . Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953
Конусы инструментов укороченные .
Российский стандарт на сверлильные патроны ГОСТ 8522
Патроны сверлильные трехкулачковые .
- B7 — конус МорзеКМ0 , D = 7,067 мм;
- B10 — конус МорзеКМ1 , D = 10,094 мм. Патрон4-В10 (0,5÷4 мм);
- B12 — конус МорзеКМ1 , D = 12,065 мм. Патрон6-В12 (0,5÷6 мм), Патрон8-В12 (1÷8 мм);
- B16 — конус МорзеКМ2 , D = 15,733 мм. Патрон10-В16 (1÷10 мм), Патрон13-В16 (1÷13 мм);
- B18 — конус МорзеКМ2 , D = 17,780 мм. Патрон16-В18 (3÷16 мм);
- B22 — конус МорзеКМ3 , D = 21,793 мм. Патрон20-В22 (5÷20 мм);
- B24 — конус МорзеКМ3 , D = 23,825 мм;
- B32 — конус МорзеКМ4 , D = 31,267 мм;
- B45 — конус МорзеКМ5 , D = 44,399 мм.
Где D
— диаметр конуса в основной плоскости.
Простота конструкции обеспечивает легкость управления, надежность и долговечность станков.
Отсчет глубины сверления производится по плоской шкале или упору.
Пятиступенчатые шкивы привода позволяют получать пять скоростей вращения шпинделя, что обеспечивает свободный выбор скоростей резания.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Станки НС-12А позволяют выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Фото сверлильного станка НС-12а