

Витые пружины сжатия
Упругие элементы могут иметь различные пространственные формы. Исторически первыми пружинами освоенными человеком, были листовые. Их и сегодня можно видеть — это рессоры у большегрузных грузовиков. С развитием технологий люди научились изготавливать более компактные витые пружины, работающие на сжатие. Кроме них, используются и пространственные упругие элементы.

Витые пружины
Особенности конструкции
Такие пружины при работе принимают нагрузку вдоль своей оси. В начальном положении между их витками существуют просветы. Приложенная внешняя сила деформирует пружину, длина ее уменьшается до тех пор, пока витки не соприкоснуться. С этого момента пружина представляет собой абсолютно жесткое тело. По мере уменьшения внешнего усилия форма изделия начинается возвращаться к первоначальной вплоть до полного восстановления при исчезновении нагрузки.
Основными характеристиками, описывающими геометрию детали, считают:
- Диаметр прутка, из которого навита пружина.
- Число витков.
- Навивочный шаг.
- Внешний диаметр детали.
Внешняя форма может отличаться от цилиндрической и представлять собой одну из фигур вращения: конус, бочку (эллипсоид) и другие
Шаг навивки бывает постоянный и переменный. Направление навивки – по часовой стрелке и против нее.
Устройство пружины
Сечение витков бывает круглым, плоским, квадратным и др.
Концы витков стачиваются до плоской формы.
Область эксплуатации
Шире других используются цилиндрические винтовые пружины постоянного внешнего диаметра и постоянного шага. Они применяются в таких областях, как
- Машиностроение.
- Приборостроение.
- Транспортные средства.
- Добыча полезных ископаемых промышленность.
- Бытовая техника .
и в других отраслях.

Применение пружины в быту
ПРУЖИНУ — НА ТОКАРНОМ?
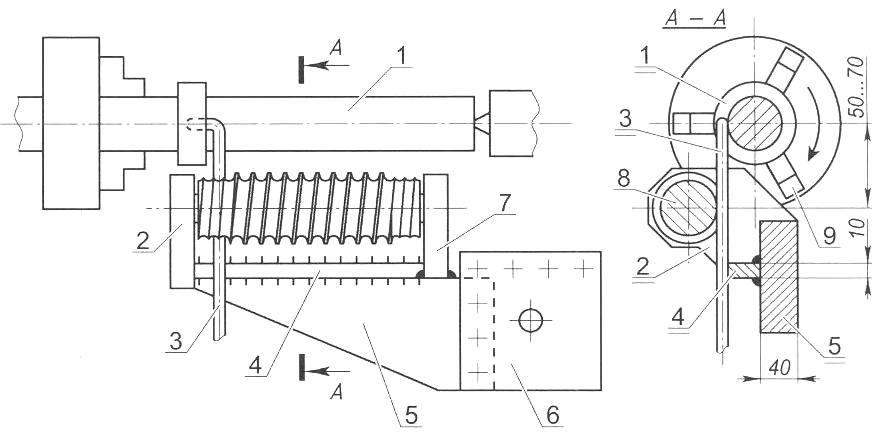
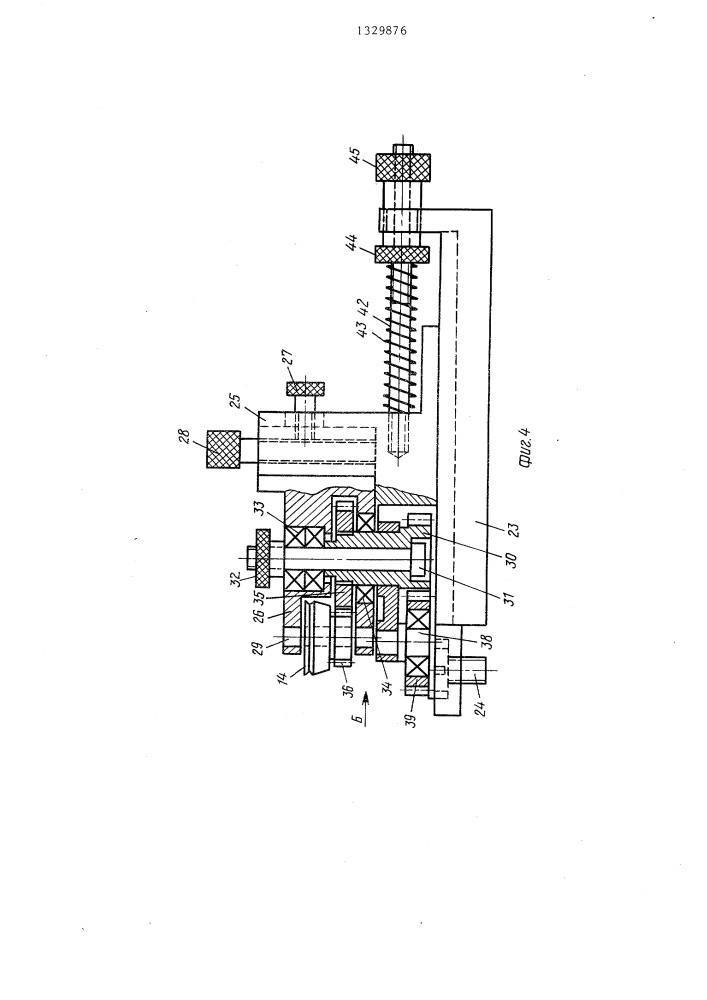
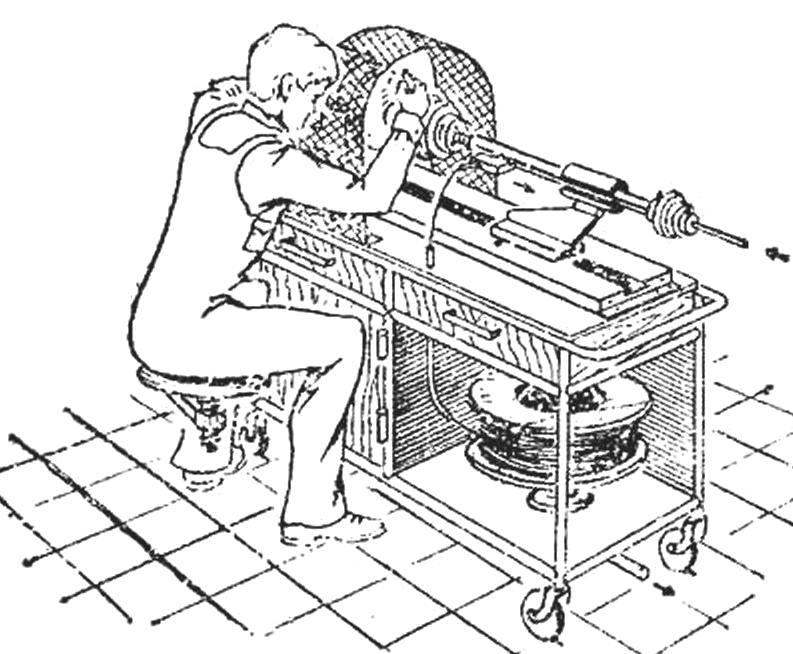
Да, на любом токарном станке с полым шпинделем можно навить пружину диаметром до 12 мм из проволоки толщиной от 0,1 до 2 мм. Более того — любой длины. Все это обеспечивается несложным приспособлением, внедренным участниками НТТМ на Ленинградском ордена Трудового Красного Знамени заводе подъемно-транспортного оборудования имени С. М. Кирова. В отличие от подобных устройств здесь узел подачи проволоки благодаря остроумному решению доступен для самостоятельного изготовления даже в сельских мастерских.
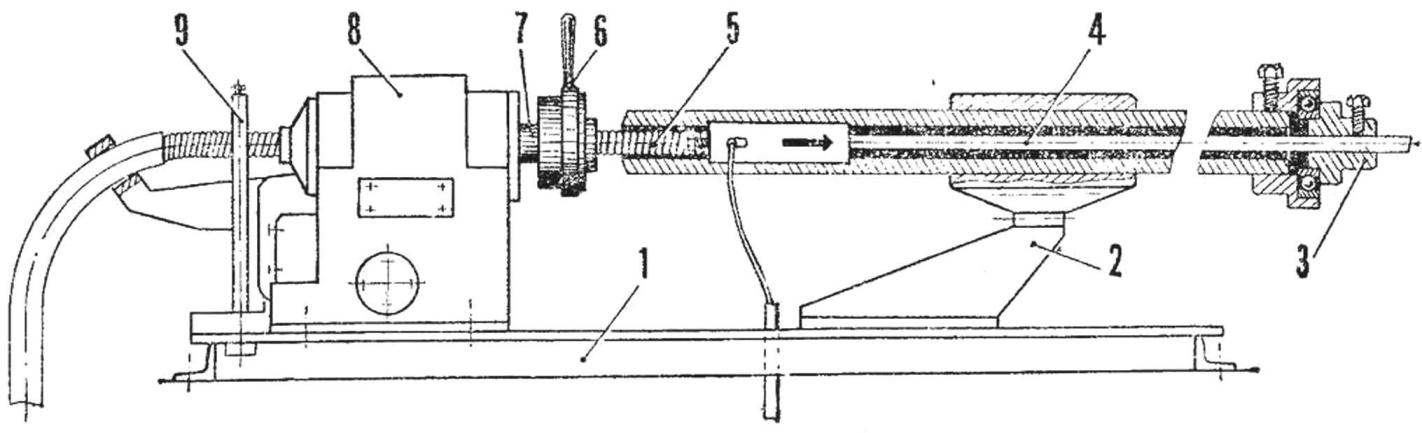
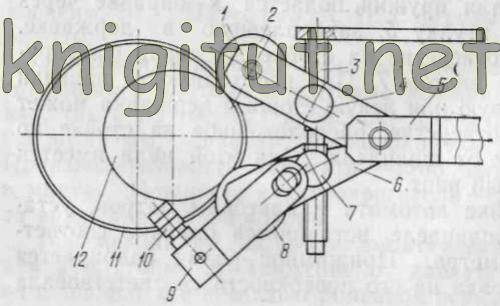
Основная деталь приспособления — труба с продольным пазом. Она крепится в задней бабке станка или в кронштейне, установленном на станине, оборудованной передней бабкой и снабженной двигателем.
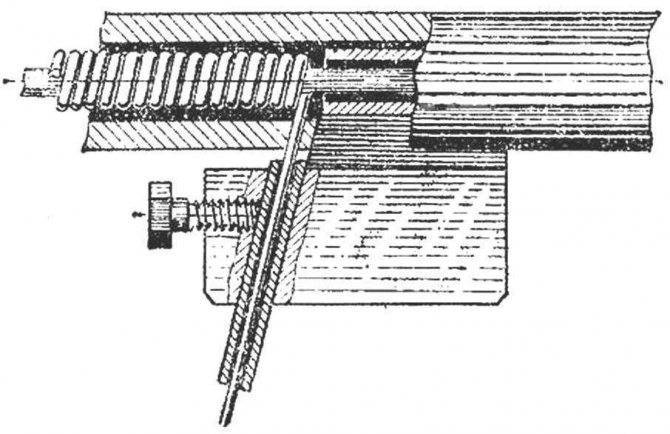
В продольный паз трубы-направляющей вставлен челнок со втулкой, диаметр которой чуть меньше внутреннего диаметра трубы. Это позволяет челноку свободно перемещаться вдоль паза. Сквозь челнок под углом к осевой его втулки пропущена подающая трубка, через которую и пропускается проволока. А навивается она на стержень-оправку, проходящую внутри трубы через втулку челнока. В зависимости от желаемого диаметра изготовляемой пружины стержень может использоваться тоже разного диаметра. Одним концом он крепится во втулке, установленной подвижно, на подшипнике, в торце трубы. А другим зажимается вместе с концом проволоки в цанговом патроне передней бабки станка. Цанги тоже могут заменяться в зависимости от выбираемого диаметра стержня-оправки.
Работает приспособление следующим образом. Рукояткой патрона разводятся цанги, и в них зажимается оправка с концом проволоки, пропущенной через челнок. При включении двигателя через редуктор, обеспечивающий на шпинделе 530, 760, 990 и 1420 об/мин, проволока начинает наматываться на оправку, причем каждый новый виток упирается во втулку челнока, перемещая его вдоль трубы и тем самым обеспечивая равномерную навивку новых витков.
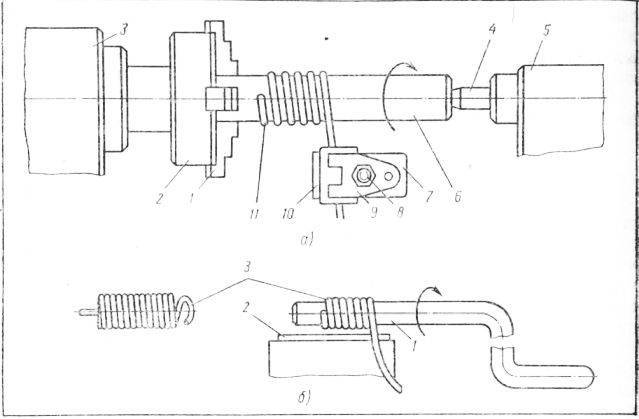
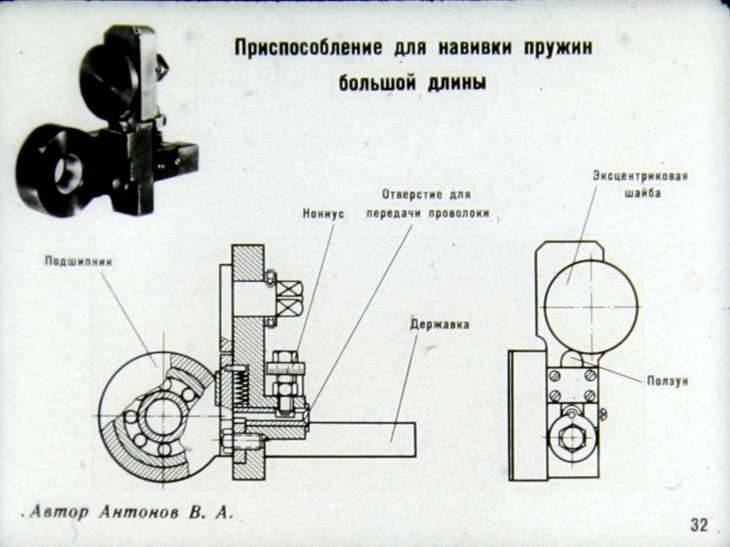
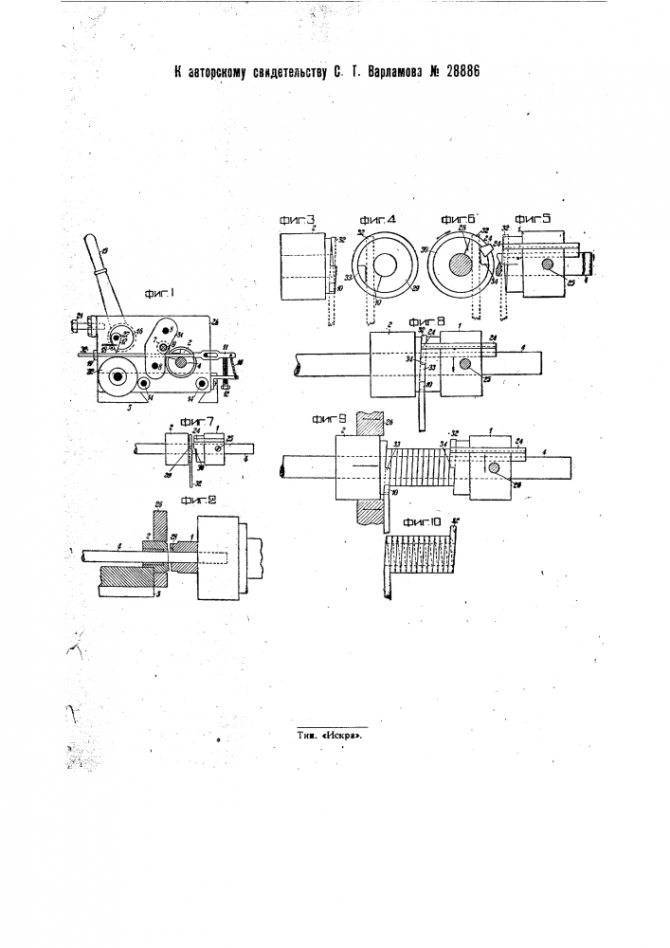
Приспособление для навивки пружин:
1 — станина, 2 — задняя бабка, 3 — торцевая втулка, 4 — стержень-оправка, 5 — навиваемая пружина, 6 — рукоятка цангового патрона, 7 — шпиндель, 8 — редуктор, 9 — рубочное устройство
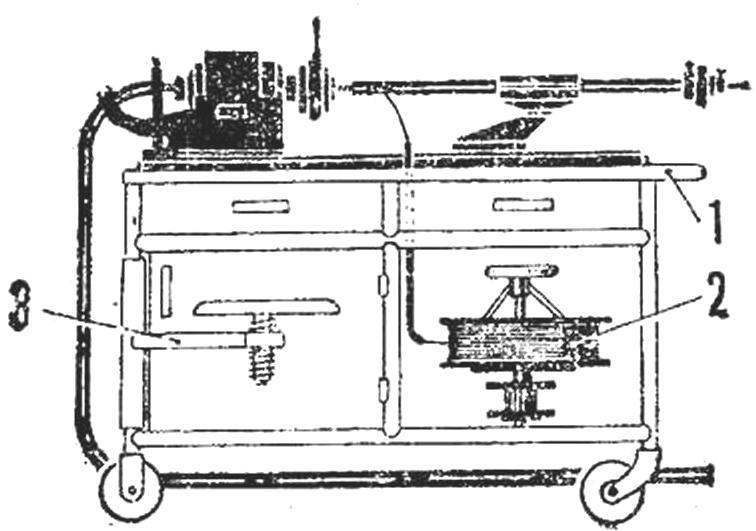
Стол-тележка с приспособлением:
1 — ручка, 2 — барабан с проволокой, 3 — выдвижной стул.
После проходки челноком всего па-за трубы-направляющей поворотом ручки патрона освобождаются цанги, пружина слегка раскручивается и челноком сдвигается через полый шпиндель, легко сходя с оправки. Затем ручкой патрона снова зажимаются цанги, и цикл повторяется, Благодаря этому длина навиваемой пружины может быть неограниченной При необходимости же имеется возможность отрубить пружину нужной длины — для этого слева от двигателя есть специальное рубочное устройство.
Помимо использования приспособления на токарном станке, возможно и изготовление специального несложного пружинонавивочного стола, оборудованного, кроме всех основных элементов, еще и выдвижным стулом, а также подающим барабаном с проволокой.
Внедрение такого приспособления намного увеличивает производительность труда, повышает качество продукции и дает немалый экономический эффект.
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
modelist-konstruktor.com
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.
3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили .
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).

5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
Пружины очень часто используются при создании различных механизмов и конструкций. Их изготовлением занимаются специальные производства, поскольку только соблюдение всех технологических процессов может обеспечить нормальное функционирование пружины.
Тем не менее, изготовление пружин возможно и в домашних условиях. Для этого понадобиться изготовить несложное приспособление и подобрать правильный материал.
Подготовительный этап
Чтобы пружин отвечала необходимым требованиям, необходимо правильно выбрать материал. На производстве обычно используют сплавы цветных металлов, а также специальную легированную проволоку. Можно сделать маленькую пружину из другой пружинки, имеющей большей диаметр и размер.
Кроме того, необходимо подготовить оборудование и инструменты:
- газовая горелка для разогрева проволоки перед намоткой и последующего нагрева перед закалкой. В домашних условиях можно воспользоваться обычной газовой плитой, если снять с нее конфорки;
- тиски для фиксации оправки и слесарный инструмент;
- печь, пригодная для термической обработки пружины.
Если вы хотите изготовить пружину из проволоки, толщина которой менее 2 мм, то можно обойтись и без термической обработки. Скрутить пружину из более толстой проволоки без нагрева будет достаточно сложно.
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете
Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
Цвета каления стали
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
После выполнения всех вышеописанных процедур пружину, которую вы сделали своими руками, можно начинать использовать по назначению.
Тактика ловли карася с использованием пружинной кормушки
При использовании пружины для ловли карася подойдет как рассыпчатая, так и вязкая прикормка. Ею наполняется кормушка и делается несколько забросов для стартового закорма. Поводки с крючками при этом не крепятся. Когда закорм произведен, можно установить пружину меньшего размера с поводками.
Прикормку уплотняют в кормушке, чтобы она вымывалась не быстрее 10 минут. Осталось насадить на крючки приманку и забросить оснастку в прикормленное место.
Удочка устанавливается на подставку, леска натягивается, монтируется сигнализатор поклевки. Фрикционный тормоз ослабляется, а при наличии байтраннера его следует включить. Теперь можно удобно располагаться и ожидать поклевку рыбы.
Для ловли карася на небольшой глубине и короткой дистанции лучше применять небольшие пружинки из тонкой проволоки 1-2 мм. Если требуется дальний заброс с большой глубиной в точке ловли, то лучше устанавливать крупные модели из проволоки 2,5-3,5 мм. Имея широкую линейку кормушек, рыболов без труда подберет оптимальную пружину для ужения в конкретном месте ловли.
Специально для Самоделки FISH – Щетько Сергей Викторович , Беларусь, Столбцы
Какие типы пружин мы производим
Пружинами называют упругие элементы, накапливающие и отдающие или поглощающие энергию за счет деформации при нагрузке. Рабочим элементом, создающим «пружинистость», может быть металл, жидкость или газ. Мы специализируемся на производстве металлических изделий. По типу принимаемой нагрузки они делятся на пружины сжатия, растяжения, изгиба и кручения, производство каждого из этих подвидов возможно на заказ по выгодным ценам.
По конструкции металлические пружины делятся на следующие типы:
- На сжатие:
- винтовые (витые цилиндрические);
- амортизаторы (витые конические);
- На кручение:
- торсионные;
- Тарельчатые;
- Из ленты и листа:
- пластинчатые;
- спиральные;
- плоские.
Мы расскажем об особенностях производства каждого из этих видов пружин на нашем предприятии.
Что общего у всех технологий изготовления пружин
В подавляющем большинстве случаев способ изготовления пружины напрямую зависит от назначения, габаритов и особенностей материала изделия, какая требуется потенциальная энергия пружины. Например, мелкие и средних размеров пружины с круглым сечением прутка делают с помощью холодной навивки, а для производства более габаритных аналогов прибегают уже к методу горячей навивки. В некоторых случаях изделия одного и того же типа можно изготовить разными способами – количество вариантов зависит от условий заказа, предполагаемого функционала и требований к конечному продукту.






Также на выбор технологии влияет используемый материал – от его характеристик зависит мощность, продолжительность и/или необходимость термической обработки.
Одна из самых распространенных технологий – навивка. Она проводится вручную (оператор навивает проволоку или пруток на станке) или автоматически (с помощью навивочного автомата), горячим или холодным методом, с отпуском или без. Холодный способ навивки самый распространенный, так как имеет самую низкую себестоимость, но для изготовления крупногабаритных пружин подходит только горячий метод.
Общие этапы всех технологий изготовления пружин:
- Предварительная подготовка прутков нужного диаметра (как правило, выполняется на прокатных станках).
- Правка заготовок (выправление геометрии, шлифовка).
- Расчет пружин при изготовлении на заказ и в штатном режиме выполняется на программах расчета.
- Возможно покрытие готовых деталей антикоррозийными составами.
Какие варианты антикоррозийного покрытия возможны: фосфатирование + промасливание, оцинковка, кадмирование, хромирование, полимерное порошковое покрытие, электрополировка и т.д. Также возможно нанесение эмалей, лаков с алюминиевой пудрой и краски. При изготовлении пружин на заказ вариант антикоррозийного покрытия согласуется с заказчиком.
Какое оборудование используется при производстве пружин:
- пружинонавивочные автоматы;
- гибочные станции;
- переоборудованные токарные станки;
- шлифовальные станки;
- отпускные и закалочные печи (для термообработки);
- стенды для контроля качества.
Делая заказ на изготовление пружин у нас, будьте уверены: мы выполняем все этапы производства на качественном современном оборудовании, регулярно проходящем тех. осмотр, в соответствии с ГОСТами и высшими европейскими стандартами качества. Мы реализуем продукцию собственного производства, поэтому готовы поручиться за каждую пружинку, сделанную для вас, независимо от ее размеров и материала.
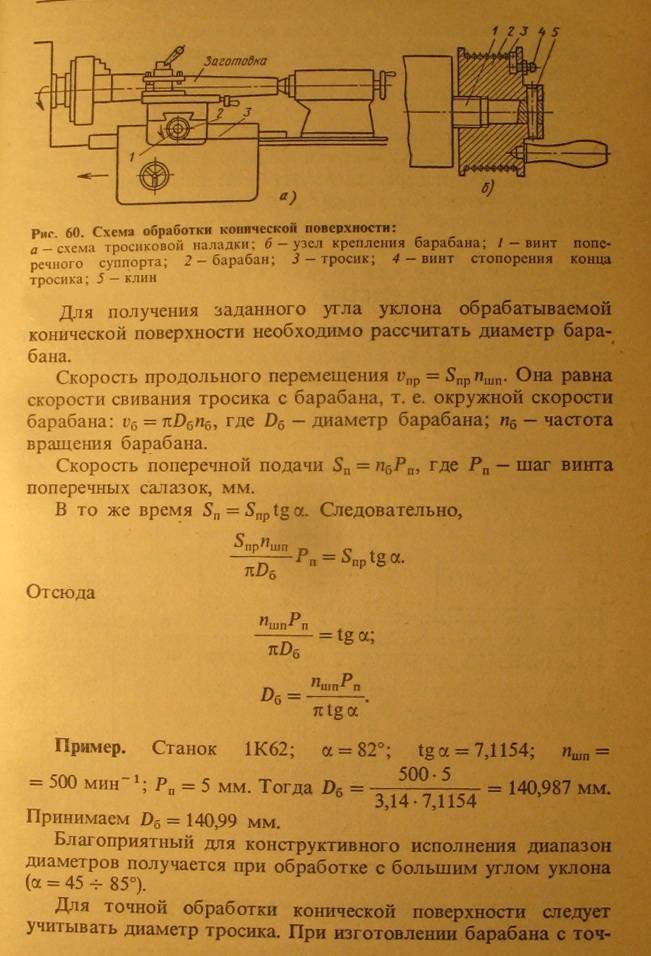
Приспособление для навивки пружин на токарном станке
Качество и технологии
Рабочий инструмент и приспособления для навивки пружин
Для горячей навивки необходимы кузнечные клещи, молотки, гладкие цилиндрические оправки, клинья, нап
равляющие устройства и другие приспособления.
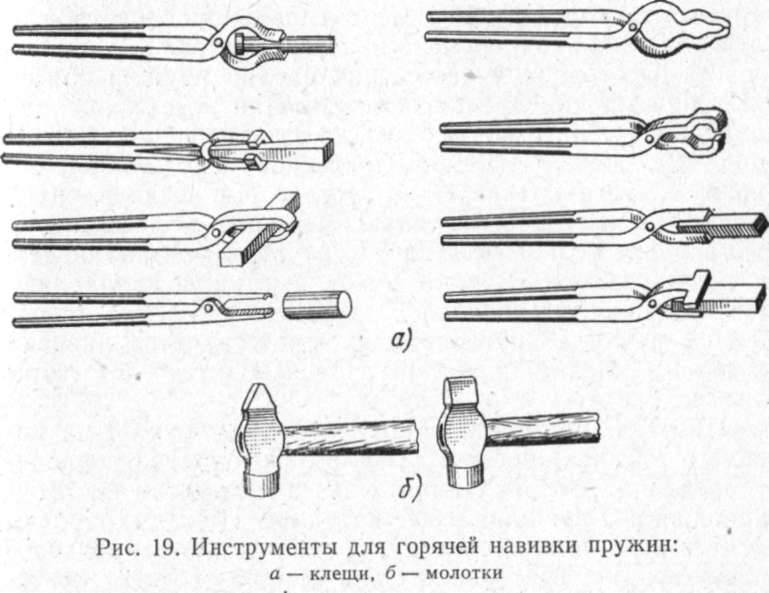
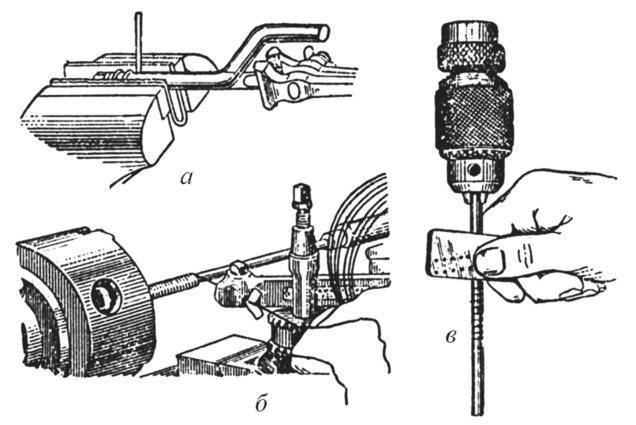
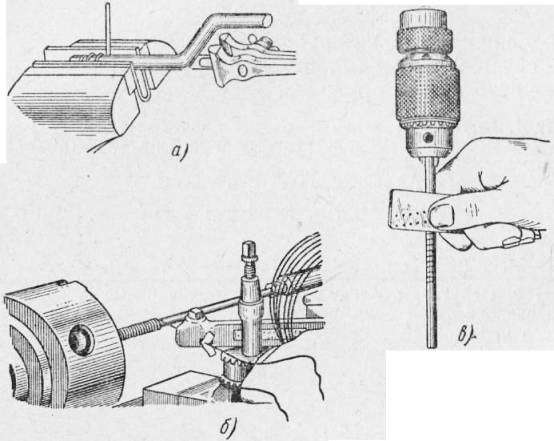
Клещи служат для удержания, поворота и установки нагретых заготовок пружин на гладкие оправки при навивке. На рис. 19, а показаны наиболее часто применяемые клещи. В зависимости от формы поперечного сечения заготовки клещи имеют соответствующую
форму губок, которыми они сжимают заготовку. Клещи должны соответствовать размерам сечения заготовки. Для удержания в губках клещей тяжелых заготовок применяют кольца или скобы, которые надевают на тот конец клещей, который держит рабочий.
Молотки (рис. 19, б) служат для установки и крепления заготовки клином на гладкой оправке. Молоток, имеющий массу 0,5—1,5 кг, насажен на ручку, изготовленную из прочного и вязкого дерева, например из березы или клена. Ручка молотка должна быть тщательно расклинена во избежание соскакивания с нее молотка при ударах.
Оправка необходима собственно для навивки пружины, а клин — для крепления заготовки на оправке.
Мелкие и средние пружины навивают в холодном состоянии. Пружины можно навивать вручную с применением несложных приспособлений, а также на токарных станках, оснащенных специальной оснасткой, и на холоднонавивочных пружинах автоматах.
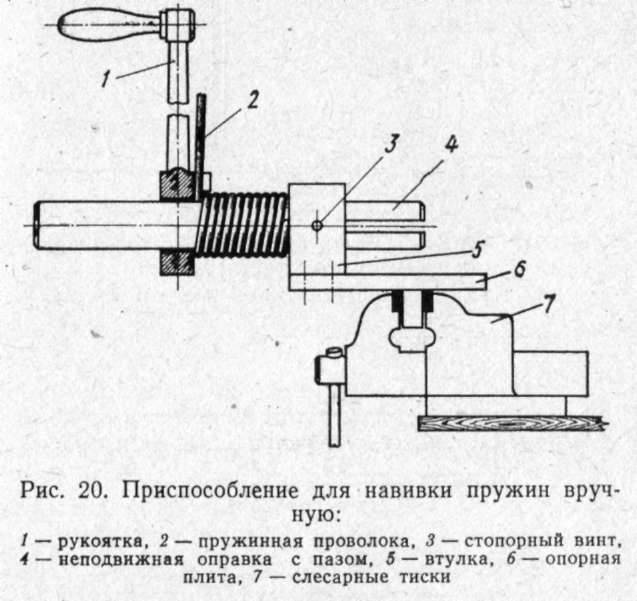
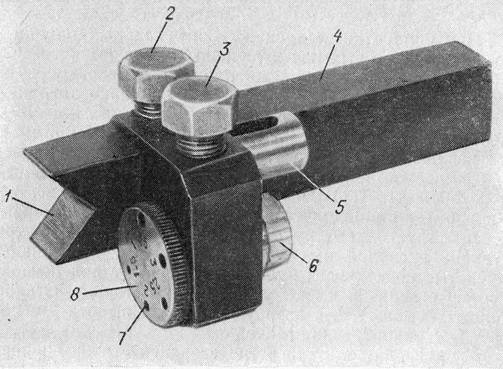
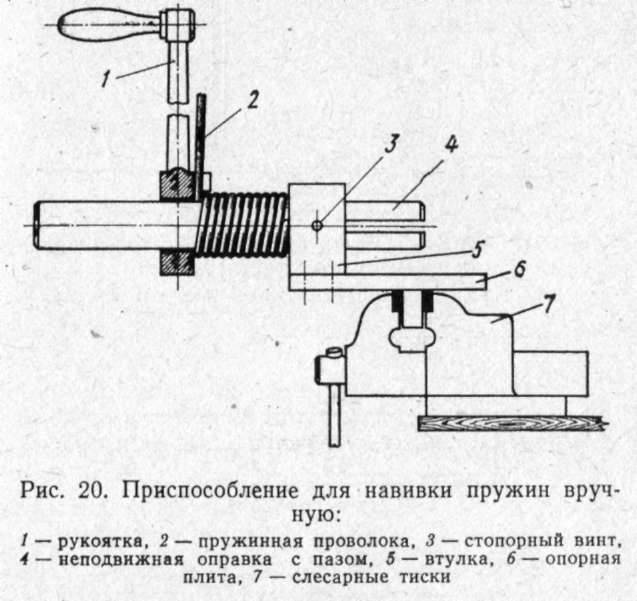
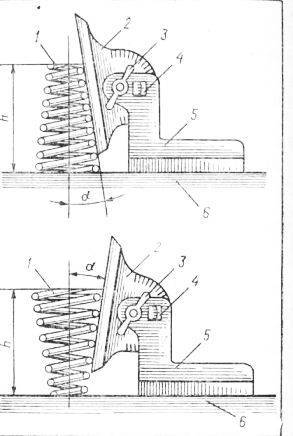
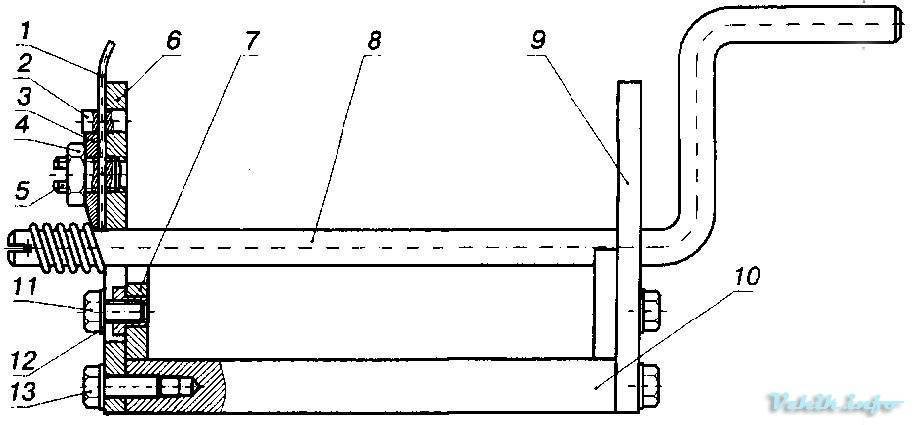
Для изготовления небольших партий пружин применяют простейшие приспособления. Приспособление для навивки пружин, работающих на сжатие и растяжение (рис. 20), состоит из цилиндрической неподвижной оправки 4, установленной во втулке 5 и закрепленной стопорным винтом 3. Оправка имеет паз для крепления конца проволоки. Рукоятка / с втулкой устанавливается на оправку 4. Втулка имеет выступ с направляющей канавкой. Проволока 2 заправляется в паз и вращением ручки вокруг оправки осуществляется навивка пружины. Натяг пружины производится выступом втулки.
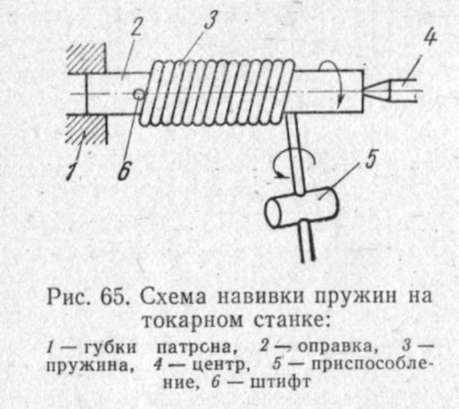
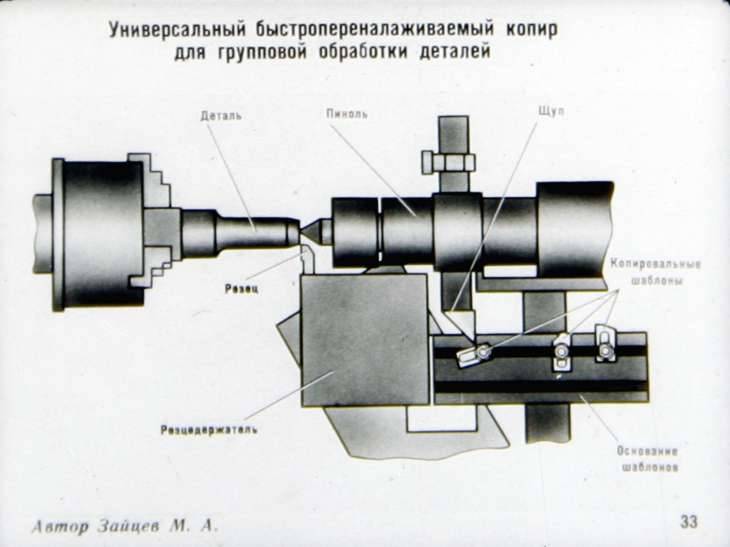
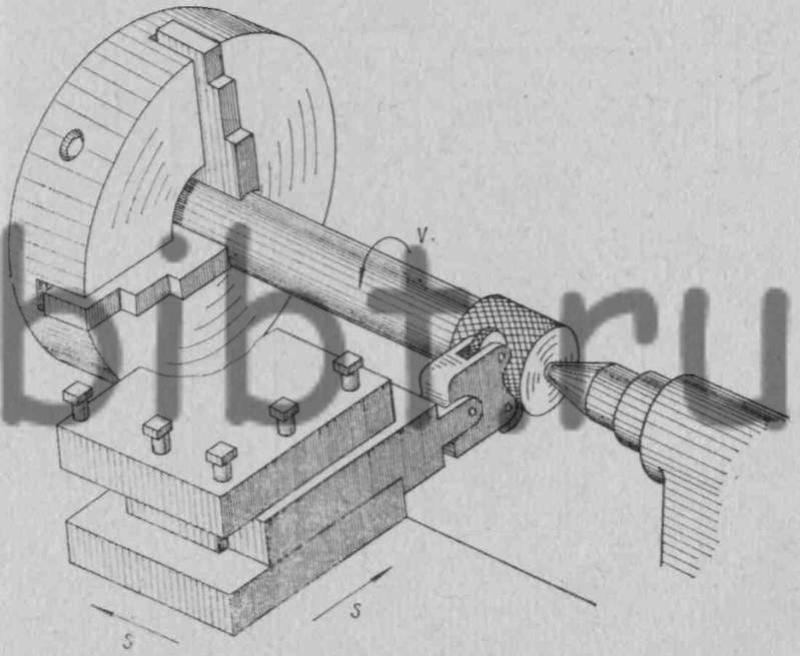
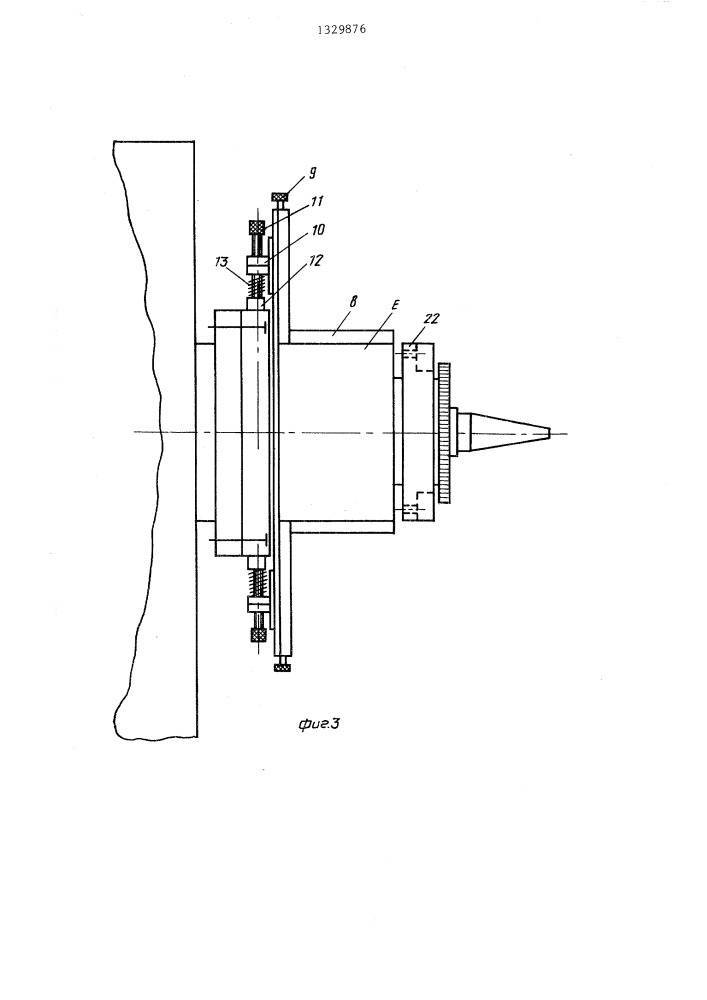
Оснастка, применяемая при навивке пружин на токарных станках, состоит из гладких оправок, приспособлений для направления и натяга проволоки на гладкие .оправки, вращающейся катушки. Гладкие оправки могут иметь цилиндрическую, коническую и бочкообразную форму. Материалом для оправок служит конструкционная углеродистая сталь. Форма гладких оправок зависит от формы пружин. Один из торцов гладких оправок имеет глухое центровое отверстие, которое служит для установки центра задней бабки. Конец проволоки крепится кулачком патрона передней бабки токарного станка. Для безопасной навивки пружины гладкая оправка поджимается центром задней бабки токарного станка.
Приспособление для направления и натяга проволоки при навивке пружин на токарных станках состоит из двух пар вращающихся роликов. Верхние ролики вращением винта могут перемещаться в вертикальном
направлении. Винт обеспечивает необходимое давление роликов на проволоку, увеличивая силы трения между ними. Приспособление обеспечивает постоянный натяг проволоки при навивке пружины.
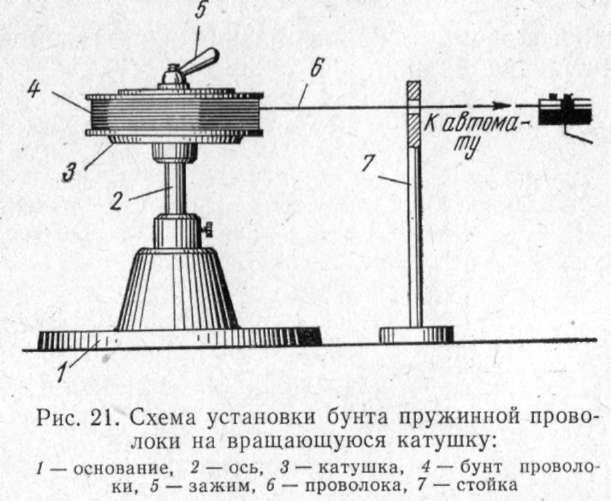
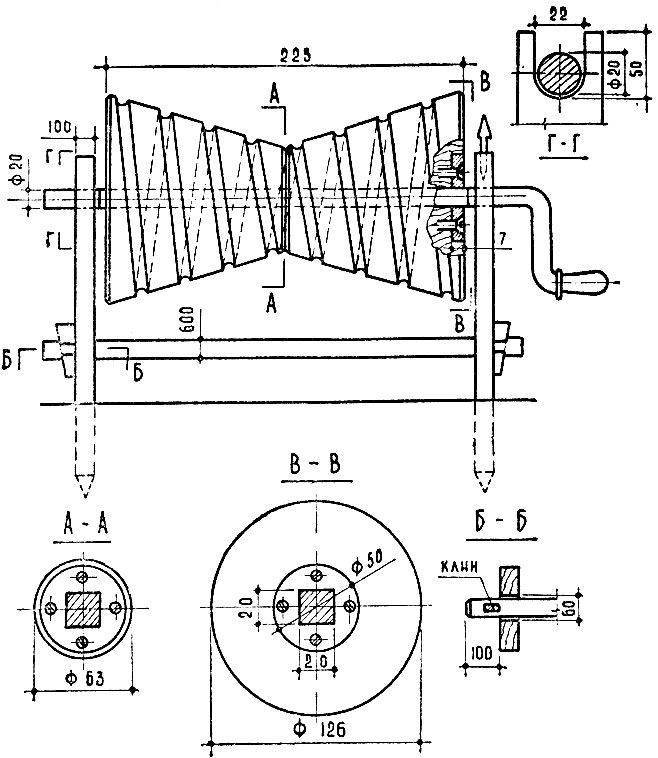
Вращающаяся катушка представляет собой карусель (рис. 21). Катушка состоит из массивного основания с подшипником, в котором установлена вертикально стойка, свободно вращающаяся вокруг своей оси. На стойку надета катушка с мотком пружинной проволоки. Конец проволоки пропускают через установленную перед токарным станком стойку, которая при резке проволоки не позволяет ей спутаться на катушке.
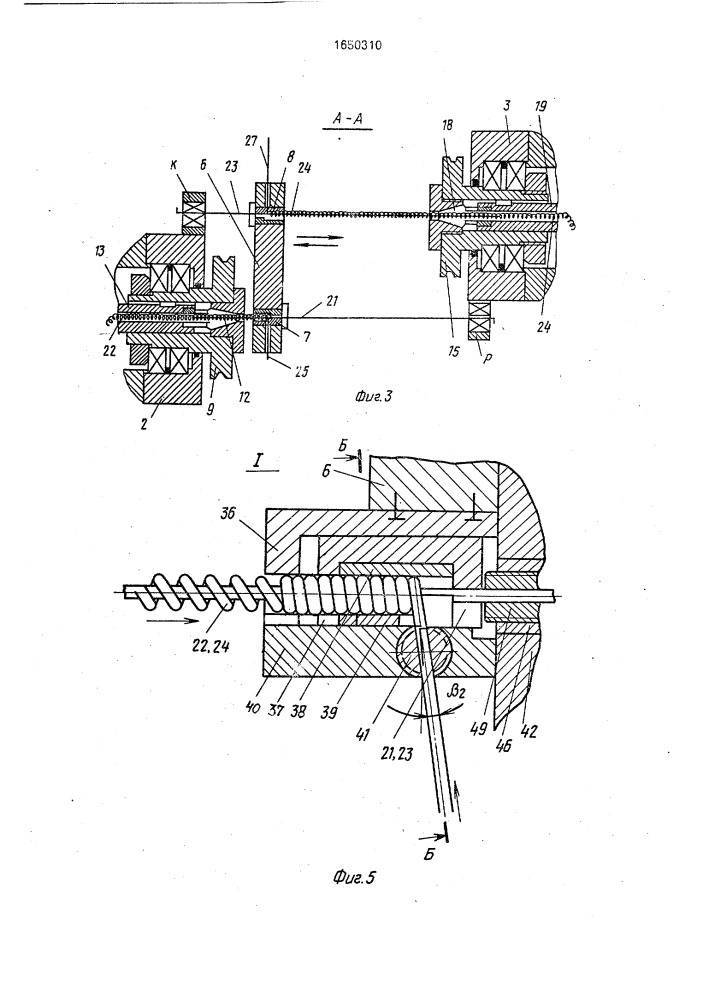
Основным инструментом и оснасткой пружинонавивочных автоматов моделей ПН-1, А520, А521, А-522А, А524, А524А и другие являются: вращающиеся ролики правильного механизма для правки пружинной проволоки

входные, средние и выходные направляющие планки механизма подачи (см. рис. 39), навивочный палец (рис. 22), неподвижная оправка навивочного механизма (рис. 23), шаговая лапка с пальцем шагового механизма (см. рис. 45) и отрезной резец отрезного механизма (рис. 24).
Направляющие планки, неподвижная оправка, навивочный палец и отрезной резец обеспечивают надежную работу пружинонавивочного автомата, испытывают большие нагрузки при подаче и отрубке проволоки.
По вопросам размещения заказов на изготовление пружин обращаться:
Принцип работы пружинонавивочного станка
Рабочий процесс изготовления пружины на пружинонавивочном станке предполагает наличие таких основных этапов, как начальная подготовка материала для изготовления изделия пружинного типа. Затем после того, как материал подготовлен и установлен на специальном приемном устройстве станка, посредством автоматического блока устанавливается количество витков, которое должно присутствовать в изделии, причем устанавливается сначала общее количество, а затем рабочее количество.
Далее задаются такие параметры, как высота пружины и шаг одного ее витка. Размеры задаются с запасом, поскольку в процессе дальнейшей обработки происходит небольшая потеря материала. Так же автоматически настраивается размеры пружины, высота, ее диаметры, внутренний и внешний. Такими являются основные этапы изготовления пружины.
После того, как пружина изготовлена, с ней необходимо проделать следующие типы механической обработки. Как правило, к механическим работам относится торцевание, а так же изготовление технологических зацепов. Стоит отметить, что к основным преимуществам станков такого типа можно отнести то, что они способны к быстрому преобразованию уже готовой пружины, в том случае если какие-то параметры изготовления были заданы не верно.
К тому пружинонавивочные станки являются оборудованием, которое очень быстрой переналаживается, при этом не обязательно останавливать всю производственную линию по изготовлению пружин. Все части в данном станке является заменяемыми, поэтому переналадка такого оборудования производится очень просто. Производительность такого оборудования является высокой, станок может изготавливать порядка сотни пружин в час, и это только средний показатель.
Как изготовить и закалить пружину в домашних условиях
Практически каждый домашний мастер знает, что почти из любой проволоки возможно сделать пружину и с успехом ее использовать в быту. В основном проблем с самостоятельным изготовлением детали не возникает. Однако иногда возникают ситуации, в которых необходимо сделать либо пружину нестандартных габаритов, либо придать ей повышенную прочность и упругость. Для этого следует прибегнуть к операциям термообработки. Закалить пружину в домашних условиях вполне реально. Само собой, что самодельную деталь не стоит использовать в особо ответственных устройствах, работающих при повышенной нагрузке. Для таких целей рекомендуется использовать пружины, изготовленные в заводских условия. Но для домашнего применения в устройстве, работающем в облегченном режиме рассматриваемая технология вполне подходит.







Необходимые инструменты и материалы
Для того, чтобы изготовить и закалить пружину из проволоки своими руками необходимо:
- Стальная проволока. Диаметр подбирается исходя из необходимых характеристик будущего изделия.
- Обыкновенная газовая горелка.
- Слесарный инструмент: пассатижи, молоток и т.п.
- Тиски.
- Печка. Это может быть, при ее наличии, специальная или же обычная бытовая.
Облегчить процесс навивания спирали способны дополнительные приспособления, которые подбираются индивидуально в соответствии с размерами и жесткостью пружины.
Если использование и закалка предполагается из проволоки диаметром меньше 2 миллиметров, то она может предварительно не нагреваться. Она без проблем будет гнуться и без этой операции. Однако при этом до начала намотки рекомендуется ее разогнуть ее по всей длине и полностью выровнять.
При использовании проволоки диаметром более 2 миллиметров ее следует до начала работы обжечь. Без данной операции выровнять и навить ее будет проблемно.
Особенности операции
- Верно подобранная основа является залогом успеха. В заводских условиях для изготовления применяется сплав цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2), легированная или углеродистая сталь. Во время домашнего изготовления оптимальной основой будет старая пружина необходимого диаметра.
- Для отжига лучше всего подойдет особая печь. При отсутствии таковой подойдет из кирпича или металла.
- Для охлаждения после нагрева рекомендуется применять трансформаторное масло. При его отсутствии подойдет веретенное.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.

3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили про закалку металла в домашних условиях.
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
Расчет №3.
Продолжаем расчет в Excel и на листе «Расчет №3» составляем еще одну программу, с помощью которой будем вычислять диаметр оправки для навивки пружины из проволоки прямоугольного сечения.
Исходные данные:
1. Ширина проволоки b
в мм записываем
в ячейку D3: =2,5
2. Высота проволоки h
в мм записываем
в ячейку D4: =2,5
3. Внутренний диаметр пружины D2
в мм вписываем
в ячейку D5: =22,5
4. Модуль упругости (модуль Юнга) материала проволоки E
в кг/мм2 заносим
в ячейку D6: =21500
5. Предел текучести материала проволоки σт
в кг/мм2 вводим
в ячейку D7: =120
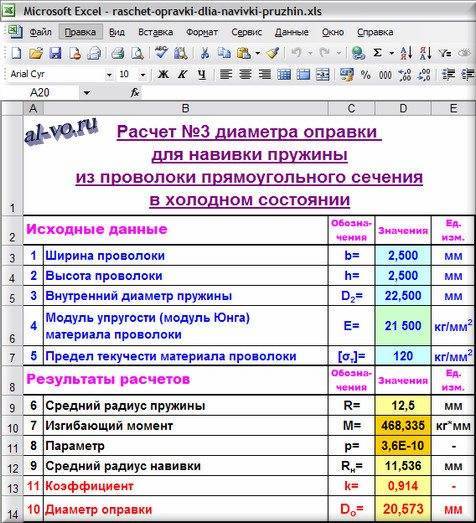
Результаты расчетов:
6. Средний радиус пружины R
в мм определяем
в ячейке D9: =(D4+D5)/2 =12,500
R=(D2+h)/2
7. Изгибающий момент M
в кг*мм будем считывать
в ячейке D10: пока оставляем ячейку пустой
8. Параметр р
будем вычислять
в ячейке D11: =(1/D9+12*D10/(D3*(D4^3)*D6))^2*(¼-D10/(D3*(D4^2)*D7)) — (1/3*(D7/(D6*D4))^2)
p=(1/R+12*M/(b*h3*E)2*(¼-M/(b*h2*[σт])) -1/3*([σт]/(E*h))2 Для дальнейшей корректной работы необходимо настроить программу Excel.
Выбираем: «Сервис» – «Параметры…» — «Вычисления».
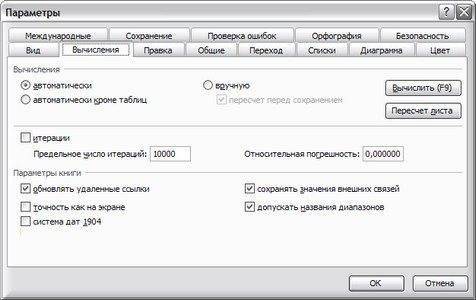
Устанавливаем в открывшемся окне «Параметры» на закладке «Вычисления»:
Предельное число итераций: 10000
Относительная погрешность: 0,000000001
Для расчета изгибающего момента M
воспользуемся сервисом «Подбор параметра…». Значение моментаM определяется из представленного выше уравнения приp =0.






Выбираем: «Сервис» – «Подбор параметра…».
В выпавшем окне «Подбор параметра» заполняем окошки так, как на скриншоте слева.
Нажимаем ОК.
Выпадает окно «Результат подбора параметра». Если оно выглядит так, как на скриншоте слева, то жмем ОК и считываем значение изгибающего момента M
в кг*мм
в ячейке D10: =468,335
Параметр р,
который должен быть равен 0, вычислен
в ячейке D11: =(1/D9+12*D10/(D3*(D4^3)*D6))^2*(¼-D10/(D3*(D4^2)*D7)) — (1/3*(D7/(D6*D4))^2) =3,6E-10
Более подробно о примененном способе решения громоздкого нелинейного уравнения можно прочитать в статье «Трансцендентные уравнения? «Подбор параметра» в Excel!».
9. Средний радиус навивки Rн
в мм вычисляем
в ячейке D12: =((¼-D10/(D3*D4^2*D7))/(1/3*(D7/(D6*D4))^2))^0,5 =11,536
Rн=((¼-M/(b*h2*[σт]))/(1/3*([σт]/(E*h))2)0,510. Диаметр оправки Do
в мм вычисляем
в ячейке D14: =(D12-D4/2)*2 =20,573
Do=(Rн—h/2)*211. Коэффициент, определяющий диаметр оправки относительно внутреннего диаметра пружины k
вычисляем
в ячейке D13: =D14/D5 =0,914
k=D0
/D2
Термообработка пружин (закалка в масле, отпуск)
Термообработка готовых изделий позволяет придать им необходимые механические и физические свойства. Различают три основных типа термической обработки пружин: отжиг, закалка, отпуск, нормализация и старение.
Отжиг применяется для улучшения обрабатываемости изделия и в качестве подготовке к последующей термической обработке. При отжиге изделие нагревают до определенной температуры, выдерживают при ней некоторое время и затем медленно охлаждают.
Закалка применяется для получения пружины с повышенной износостойкостью, прочностью и твердостью. При закалке готовые пружины нагреваются до необходимой температуры, затем быстро охлаждаются в воде.
Отпуск позволяет изделию уменьшить внутренние напряжения и повысить вязкость стали, при этом сталь не теряет своей упругости и прочности. При отпуске изделия нагревают после закалки, выдерживают при заданной температуре, а затем охлаждают.
Во время нормализации повышаются механические свойства, уменьшаются внутренние напряжения и улучшается сама структура стали. При этом изделие нагревается выше температуры превращений, выдерживается и затем охлаждается на воздухе.
Старение способствует стабилизации свойств и размеров изделия. Таким образом удется добиться более долгого срока службы пружины.
Производство пружин способом горячей навивки
Метод горячей навивки при изготовлении винтовых пружин не столь популярен, и причиной этому является высокая стоимость оборудования, которое могут себе позволить далеко не все российские предприятия.
Главное отличие от технологии холодной навивки заключается в том, что проволока нагревается и подается на навивочный стан в горячем состоянии. Основные этапы процесса горячей навивки следующие:
- отрезка и нагрев заготовки;
- обработка концов заготовки – оттяжка или вальцовка;
- повторный нагрев;
- навивка пружины и обрезка концов;
- разводка и правка пружины;
- закалка и отпуск изделия;
- шлифовка торцов;
- нанесение покрытия в зависимости от условий эксплуатации пружины.
Данный метод включает больше этапов и требует особого оборудования, поэтому он более трудоемок и дорог. Дороговизна – самый значительный недостаток горячей навивки, однако он компенсируется существенными преимуществами:
- можно использовать проволоку диаметром от 10мм и выше;
- технические характеристики пружин лучше, чем при методе холодной навивки.
Производство пружин путем горячей навивки открывает широкие возможности перед инженерами, позволяя проектировать механизмы с крупными пружинами, не ограничиваясь диаметром проволоки в 16мм.
Пружина – упругий элемент, входящий в состав многих механизмов и конструкций. В процессе использования на пружину воздействуют растяжением, сжатием, кручением, изгибом.



Она растягивается или сжимается, скручивается, накапливая при этом энергию. После завершения воздействия — возвращается в исходное состояние.
Изготовление пружин происходит в несколько этапов.
1.Первым по счету и очень важным в процессе навивки пружин является этап планирования, проектирования и расчета пружины.
На этом этапе определяют габариты изделия, диаметр навивки, толщину прута или проволоки, шаг витка, количество витков и основные эксплуатационные характеристики, подбирают материал.
2.Навивка пружин осуществляется на современном высокоточном пружинно-навивочном оборудовании с числовым программным управлением.
Навивка пружин производится в горячем или холодном состоянии. При толщине прута до 10 мм. навивка осуществляется исключительно в холодном состоянии.
Холодная навивка возможна только для металлических прутов и проволоки диаметром до 16 мм, проволока и пруты большего диаметра должна быть подвергнуты нагреву, чтобы избежать риска появления внутренних и внешних дефектов, таких как трещины и т. п.
Холодная навивка пружины начинается с подготовки торцевого края проволоки, его поверхность стачивают или сплющивают для закрепления в направляющем валу. Когда торец прута надежно закреплен, второй вал начинает вращательное движение и накручивает на себя прут. Скорость движения вала определяет шаг витка будущей пружины.
Навив необходимое число оборотов, проволоку обрезают. Далее следует механическая обработка торцов изделия, придание им нужной формы.
Горячая навивка пружины отличается тем, что проволоку нагревают до мягкого состояния.
Навивка раскаленной проволоки или прута производится на всю их длину, а обрезается в размер уже после снятия с вала.
3.Завершает процесс создания изделия — термообработка. Отпуск производится при температуре от 200 до 500 градусов по Цельсию в течение нескольких часов.
С помощью отпуска удаётся избавиться от внутреннего напряжения, полученного в процессе навивки.
4.Далее, следует механическая очистка, шлифовка и нанесение внешнего покрытия для транспортировки или защиты детали в процессе эксплуатации.





