

Изготовление клепок
Клеевое крепление рукоятки к хвостовику не является надёжным. Во избежание поломки рукояти, деревянные пластины необходимо скрепить клёпками. Клёпки делаются из металла, который не подвержен коррозии. Это могут быть сплавы цветных металлов или нержавеющая сталь. Также в качестве клёпок можно использовать медную или латунную трубку.

Изготовление клепок для ножа
Из прутка подходящей длины отпиливается заготовка будущей клёпки. Она должна быть на 2–3 миллиметра длиннее толщины рукояти. Зажав клёпку в тисках, с помощью молотка развальцовываем один конец. Должен получиться как бы грибок на одном конце прутка. Далее, клёпка, предварительно смазанная эпоксидным клеем, вставляется в отверстия в ручке и так же развальцовывается с другой стороны рукояти. Для развальцовки клёпки, изготовленной из трубки, лучше всего будет воспользоваться шариком от подшипника.
Приёмы обращения с металлом
Чтобы лезвие было крепким и тугим, в ходе его создания требуется придерживаться правил обращения с железом.
На полуфабрикате не должно быть заметных и невыраженных дефектов. Прежде чем приступать к работе, заготовки необходимо обследовать и простучать. Целостный элемент звучит звонко, а бракованный – приглушённо.

Циркулярный диск для изготовления ножа.
При создании проекта и чертежа конфигурации режущего компонента требуется избегать углов. В подобных областях сталь способна переломиться. Переходы необходимо делать гладкими, без крутых поворотов. Скосы обуха, предохранителя и рукояти нужно сточить под углом 90 градусов.
При вырезании и обработке нельзя допускать перегрева металла. Это ведёт к снижению прочности. «Пережаренное» лезвие становится непрочным либо мягким. В процессе обработки деталь необходимо регулярно остужать, всецело окуная её в ёмкость с холодной водой.
Создавая нож из пильного диска, необходимо не забывать, что этот элемент уже прошёл процедуру закалки. Заводские пилы рассчитаны на работу с крепкими сплавами. Если не нагреть изделие сверх меры во время вытачивания и обработки, то закаливать его не потребуется.
Сверление хвостовика
Ручку на хвостовике можно закрепить при помощи заклёпок или при помощи клея. Наиболее надёжный вариант крепления ручки заключается в использовании заклёпок. Для их установки необходимо сделать в хвостовике отверстия. Отверстия размечаются на хвостовике так, чтобы они находились примерно посередине будущей ручки. Для того чтобы сверло не соскользнуло на начальном этапе сверления – производят кернение отверстий.
Ввиду того, что дисковая пила изготовлена из легированной инструментальной стали, просверлить её будет не так просто. Обычные свёрла для металла тут долго не проживут.
Сверлить следует кобальтовыми свёрлами или сверлом для керамики, имеющим победитовый наконечник.
В процессе сверления важно добавлять масло в зону сверления и не давать сверлу перегреваться. Сверление закалённой стали довольно трудная задача. Поэтому можно изготовить отверстия в хвостовике электрохимическим способом
Для этого к заготовке приделывают провод, затем полностью покрывают хвостовик битумной мастикой или пластилином. В местах будущих отверстий защитный слой процарапывают до голого металла. Далее, готовится насыщенный раствор поваренной соли, в который опускают хвостовик клинка с проводом и ненужную металлическую пластинку тоже с проводом. Оба провода подключаются к аккумулятору или автомобильному зарядному устройству. На будущий нож из дисковой пилы подаётся «плюс», на пластину «минус». Процесс травления сопровождается выделением газа. Через 30–50 минут отверстия будут готовы
Поэтому можно изготовить отверстия в хвостовике электрохимическим способом. Для этого к заготовке приделывают провод, затем полностью покрывают хвостовик битумной мастикой или пластилином. В местах будущих отверстий защитный слой процарапывают до голого металла. Далее, готовится насыщенный раствор поваренной соли, в который опускают хвостовик клинка с проводом и ненужную металлическую пластинку тоже с проводом. Оба провода подключаются к аккумулятору или автомобильному зарядному устройству. На будущий нож из дисковой пилы подаётся «плюс», на пластину «минус». Процесс травления сопровождается выделением газа. Через 30–50 минут отверстия будут готовы
Сверление закалённой стали довольно трудная задача. Поэтому можно изготовить отверстия в хвостовике электрохимическим способом. Для этого к заготовке приделывают провод, затем полностью покрывают хвостовик битумной мастикой или пластилином. В местах будущих отверстий защитный слой процарапывают до голого металла. Далее, готовится насыщенный раствор поваренной соли, в который опускают хвостовик клинка с проводом и ненужную металлическую пластинку тоже с проводом. Оба провода подключаются к аккумулятору или автомобильному зарядному устройству. На будущий нож из дисковой пилы подаётся «плюс», на пластину «минус». Процесс травления сопровождается выделением газа. Через 30–50 минут отверстия будут готовы.
Как сделать рукоять для ножа
Проще всего склеить ручку из двух вырубленных и подготовленных кусочков дерева или оргстекла. Сделать ее гораздо легче, чем закрепить на хвостике ножа. Естественно, вы можете выбрать незатейливый вариант и примотать ручку изолентой, но зачем столько стараться, чтобы в итоге испортить эстетичный вид ножика?

И вот наступает самый ответственный этап работ. Так как сверлить придется в хвостовике ножа, полотно может легко лопнуть. Поэтому будьте бдительны и осторожны.
Сталь — твердый, но в то же время хрупкий материал. При равномерном распределении давления, когда пила находится в работе, сломать ее практически невозможно. Но при точечном сверлении давление увеличивается, и металл может легко расколоться. Поэтому сверлить отверстие лучше при небольших оборотах станка и не забывать подливать масло на место сверления. В таком случае шуруповерт — идеальный инструмент для выполнения поставленной цели, так как оборотов у него меньше, то и возможность поломки детали не настолько высока.
Выполнив предыдущий шаг и проделав в рукояти отверстия, такие же просверлите в половинках рукояти. Сделайте медную или алюминиевую заклепку. Для страховки можете проклеить область, где будет находиться заклепка, клеем, но лучше, если у вас найдется эпоксидная смола.









Самые простые самодельные ножи
Самодельные ножи, максимально простые, получают из:
- ножниц разного размера;
- штыковой лопаты;
- старого ножа;
- пил, ножовок;
- автомобильных рессор.
Можно даже изготовить изделие из достаточно толстой палки. Простейший в исполнении вариант – самодельный нож с деревянной ручкой. А если использовать в качестве основы напильник, можно обойтись в работе и без электроинструментов.
Смотрите на видео о том, как сделать нож из подшипника:
Из ножниц
Из ножниц может получиться даже 2 ножа для хозяйственных нужд, если их:
- разделить на 2 части, вытащив из центра крепление;
- взять одну половинку, обработать клинок на точильном станке до нужной толщины (тупая сторона – обух, более острая – лезвие);
- сделать спуски, заточить острый край;
- изготовить из дерева подходящие по размеру накладки, выполнить в каждой углубления, соответствующие толщине металлической части рукоятки;
- присоединить деревянные детали с помощью клея и крепления, ввинчивающегося в оставшееся от ножниц отверстие;
- придать рукоятке окончательную форму, зачистить от «заусенцев», отшлифовать.
Нож получится с кольцом у головки черенка, оставшимся от ножниц.
Из куска металла
Из куска металла, если он достаточно большой, можно изготовить изделие любого типа. Сначала готовят эскиз на бумаге, потом по этому лекалу вырезают заготовку. Обрабатывают ее на станке, приводя клинок в нужный вид. На хвостовике сверлят 2 отверстия для болтов.
Если металл нуждается в закаливании, делают это с помощью кузнечной печи, выполняют отпуск стали. Очистив, шлифуют и полируют металлическую часть. После вырезания накладок их присоединяют к рукоятке, используя производственный клей и металлические крепящие элементы. Если они торчат, эту часть следует срезать и отшлифовать, чтобы не мешали держать нож.

Из лопаты
Из лопаты можно изготовить нож любого вида, если им не придется резать очень твердые предметы. Потому что обычно эта сталь невысокого качества, легко гнется, даже если инструмент штыковой. Этапы изготовления не отличаются от того, что было описано выше. Но из-за хрупкости металла его обязательно нужно закалять. А рукоятку следует делать с деревянными накладками длиной, как у хвостовика.
Из старого ножа
Из старого ножа можно сделать новый инструмент, если просто заменить накладки черенка. Для этого изделие придется разобрать. Можно изменить вид, значит, и назначение орудия, если оно достаточно большое. Стоит только вырезать клинок другой формы и объединить его с обновленной рукояткой. Сталь закаливать не обязательно, так как она уже прошла термообработку на заводе.
Из палки
Из палки, то есть сучка диаметром 3-4 см, можно изготовить достаточно острое орудие:
- отрезать кусок примерно 15 см длиной;
- выточить на токарном станке клинок около 6 см, остальные 9 см будет черенок;
- истончить острый край, используя станок с наждачной насадкой;
- довести лезвие до максимально возможной остроты с помощью абразивного бруска.

Изделие не сравнится по качеству с металлическим, но им вполне можно резать.
Из других подручных материалов без инструментов
Нож можно изготовить из подручных материалов и, помимо упомянутых выше, из:
- механической пилы, полотно которой отличается хорошими режущими свойствами;
- ножовки по дереву, из нее получаются достойные кухонные инструменты;
- автомобильной рессоры, требующей расковки и термообработки;
- большого сверла, но его тоже нужно нагревать и придавать нужную форму.
После переделки подручного материала в плоский лист технология изготовления все та же:
- чертеж на бумаге;
- вырезание металлической заготовки;
- затачивание, закаливание, доводка;
- изготовление рукоятки, сборка.
Образец чертежа ножа на бумаге Нож без инструментов типа ленточной пилы, шлифовальной машины можно сделать из напильника. Его достаточно нагреть паяльной лампой и дать остыть, чтобы металл поддавался обработке ножовкой. Ею и придается нужная форма заготовки. Потом проводится термообработка, шлифовка ручным инструментом и наждаком. И можно собирать изделие.
Быстрорез, из чего можно сделать хороший нож без закалки
Семейство быстрорежущих сталей насчитывает достаточное кол-во марок пригодных для изготовления ножей.
Некоторые из них можно купить на ближайшем строительном рынке в виде дисковых фрез для металла, механических полотен, отрезных токарных резцов, для обладателей кузницы также полезные вещи как развёртки, зенкеры и крупные свёрла.
В продаже можно найти круг, калиброванный и горячекатаный диаметром от 5 мм до 270 мм диаметром и квадрат горячекатаный от 8 до 200 мм. Также можно приобрести холоднокатаный калиброванный круг (так называемая серебрянка) от 6 до 42 мм диаметром.
Мех полотна можно прикупить различной ширины, и толщины. Длинной мех полотна где-то 400 мм, шириной от 25 до 60 мм (широкие полотна редкость, обычно встречаются шириной 40 мм), толщиной встречаются от 1,8 до 2,3 мм.
Полотна встречаются обычно из, таких сталей как Р6М5, Р18, Р9, 11Р3АМ3Ф2
, реже других марок сталей. Также полотно может, клеймено буквами HSS. Это означат High speed steel, быстрорежущая сталь, без указания конкретной марки.
Полотна прекрасный материал для клинков, хотя и трудоёмки в обработке. Металл обычно закалён до 62:64 HRC и более, поэтому в дальнейшей термообработке не нуждаются. Чтобы отпустить быстрорежущую сталь, надо провести 4 цикла по 3 часа при температуре 850 градусов.









Так что, боятся отпустить сталь при обработке, на том же наждаке не надо. Можно сжечь металл, что впрочем, можно сделать только с фанатизмом, от незнания и от лености охлаждать заготовку. Полотна хорошо обрабатываются болгаркой, отрезным диском также не страшно загубить металл, радикально испортить сложно и надо постараться.
Утверждения о повышенной хрупкости полотен несколько преувеличены. Естественно мачете из полотен делать не надо, сломается все-таки, но ножики выходят в умелых ручонках прекрасные.
Из быстрорезов получаются отличные ножи и стамески для резьбы по дереву. Прекрасно держащие заточку и долго затупляемые.
Также преимуществом ножей из быстрореза является возможность наточить РК до общего угла 10.. 15 градусов при минимальной толщине схождения спусков.
Быстрорежущие стали, для сварных конструкций, не применяются. Лопаются рядом со сварочным швом.
- Плотность сталей от 7900 (Сталь 11Р3АМ3Ф2) до 8800 кг/м^3 (Сталь Р18)
- Температура ковки от 850 до 1220 градусов по С.
Как сделать нож из напильника
› Изготовление
02.09.2019
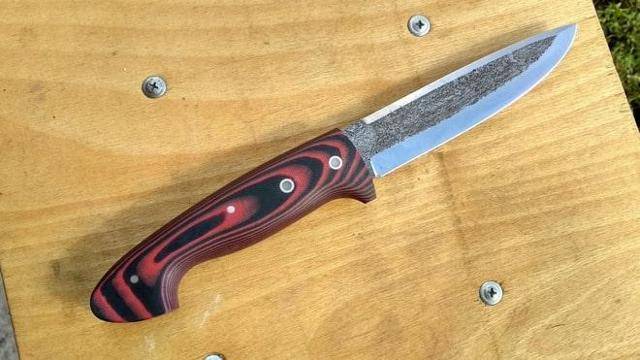
Клинок, выполненный своими руками, это непросто гарантия хорошего качества, но и некий «престиж» в кругу друзей. Выполнить нож из напильника в домашних условиях, может показаться сложной задачей. Но при некоторой сноровке и внимательному изучению этого материала, практически любой человек может справиться с этим. Нужно отнестись к процессу серьезно и все получится.
Нож сделанный из напильника.
Технология и этапы изготовления ножа из напильника своими руками
Отдельно коснемся темы «дизайна» будущего клинка. Если не хватает фантазии, не стесняйтесь, сходите на профильные форумы и найдите для себя оптимальный вариант. Если опыта совсем мало или нет, вообще, рекомендуется выбрать клинок попроще. Не следует сразу же изготавливать изделие невероятной формы.
Простая форма и высокие спуски, с такой формой будет работать проще всего. Нанесите эскиз на бумагу, и сверьте с шириной напильника. И первым делом, снимите болгаркой с абразивным кругом, все зубчики с напильника, так будет проще в дальнейшей работе.
Проведение обжига заготовки и поэтапный процесс изготовления
Имея настоящий горн или муфельную печь, процесс отжига не составит труда. Можно изготовить и то и другое самостоятельно, но это другая тема. Самый простой вариант, сделать самодельный «походный» вариант горна. В земле выкапывается яма, засыпается углем, разводится огонь и самый важный момент – под угли нужно подвести подачу воздуха.
Процесс изготовления ножа из напильника своими руками.
Осуществить это можно даже простым ножным насосом, понятно, что нужно использовать металлическую трубку, чтобы не сгорел шланг. Если есть под рукой небольшой автомобильный компрессор, еще лучше. Таким образом, можно достичь довольно приличных температур.
- Допустим, горн у нас готов, и в полной готовности. Кладем на угли напильник, внимательно следим за ним и подаем воздух, температура должна быть постоянно высокой. Есть несколько способов измерить готовность заготовки: специальным лазерным термометром, по цвету раскаленного металла или самый простой – магнитом. У напильника нужный нагрев будет порядка 700-800 °C, цвет его будет вишнево-красный, и он перестанет магнититься. Достигнув этой точки нагрева, прекращаем подачу воздуха и оставляем все как есть на сутки. Таким образом, мы снимем напряжение с металла, и он станет более податливым для обработки.
- На этом этапе прикладываем наш бумажный шаблон к заготовке и обрисовываем его и принимаемся за вырезание. Делать это лучше ножовкой по металлу, да это трудоемко и долго, но если выполнять процесс болгаркой, есть вероятность перегрева металла. И таким образом, легко потерять прочность клинка. Хвостовик продумайте заранее, учтите при этом материал рукояти. Для новичка проще будет выполнить его в виде простого не толстого удлинения клинка.
- Если остались неровности, их проще убрать наждачным станком, но опять же, очень внимательно следить за перегревом и не допускать его. Смачивайте чаще водой заготовку.
- Сделать скос – это очень важный момент всей работы. Для непрофессионалов рекомендуется, обвести их с обеих сторон, точно симметрично. Сделав эту работу неправильно, есть риск испортить всю заготовку или выправлять придется очень долго.
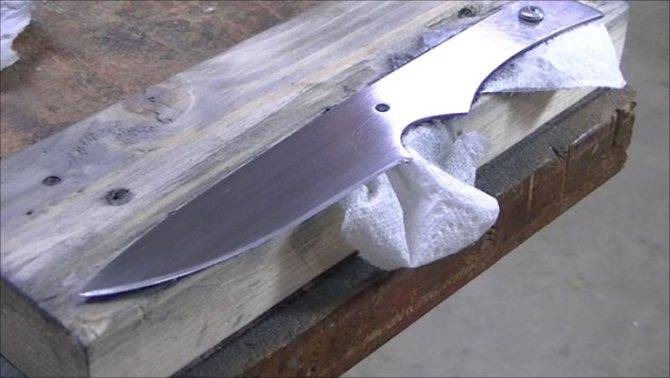
Клинок практически готов, останется только чистовая обработка. Но чтобы он был готов полностью к работе, и избавиться от мягкости металла, нужна еще одна важная операция.
Как закалить нож
Этот процесс подразумевает в себе, изменение в металле строения кристаллической решетки. Самый распространенный способ, для закалки стали клинка, заключается в применении двух жидкостей – моторное масло и вода.
Опять возвращаемся к нашему горну и раскаляем заготовку до тех же температур, что и ранее. Берем изделие длинными щипцами и окунаем на две секунды в масло и на две в воду. Потом, снова, кладем его на угли, разогреваем и опускаем в той же очередности в жидкости, только удерживаем там по 3-и секунды. Для надежности можно сделать и третий раз, увеличив время на еще 1-у секунду.
Три повторных окунания с увеличением времени, даст вам гарантию нормально закаленного клинка. Для проверки часто используют стеклянную бутылку, при резе по ней должны оставаться следы. Если так – все сделано верно.
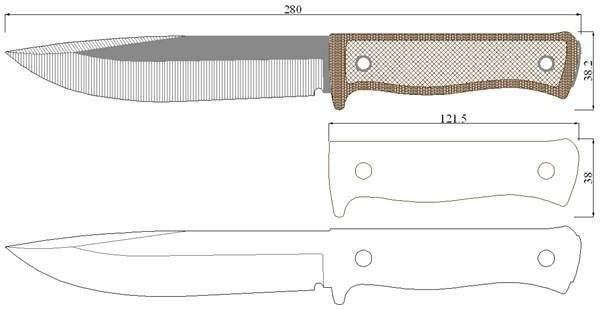
Создание макета ножа
Первым делом необходимо создать макет будущего ножа из пилы. На этом этапе работ можно определиться с формой лезвия будущего клинка и формой рукояти. Макет лучше всего изготавливать из плотного картона или тонкой фанеры. Можно использовать и плотный пластик. Жёсткое лекало позволит понять как нож из дисковой пилы будет лежать в руке и насколько удобно им будет пользоваться.
При изготовлении макета важно придерживаться следующих правил:
- Необходимо избегать наличия прямых углов. Прямой угол – место концентрации напряжений. Полотно ножа чаще всего ломается или трескается именно в этом месте.
- Форму клинка необходимо выбирать исходя из назначения будущего ножа. Наиболее универсальны формы с прямым или понижающимся обухом. Такой клинок одинаково хорошо может как резать, так и колоть.
- Размеры макета должны соответствовать размеру полотна дисковой пилы.

Заготовка ножа
При изготовлении макета следует также помнить, что нож можно классифицировать как холодное оружие. Всё зависит от формы и размеров. Изготовление и хранение холодного оружия уголовно наказуемо. Поэтому, чтобы не подпадать под статью уголовного кодекса необходимо, создать макет соответствующий следующим правилам:







- Длина клинка или режущей части не должна превышать 9 сантиметров. Превышение этой длины даже на 1 мм позволит отнести самодельный клинок к холодному оружию.
- Нож, имеющий толщину клинка более 2,6 мм, тоже является холодным оружием. Этим параметром можно пренебречь, так как толщина диска пилы обычно составляет 2 мм.
- Твёрдость не должна быть более 42 единиц. Этот параметр относится к закалке, поэтому так же пропускаем его на этапе изготовления лекала.
- Рукоять должна иметь ограничитель, выступающий за её пределы не более чем на полсантиметра. Если ограничитель отсутствует, то подпальцевая выемка должна быть глубиной менее 4 мм.
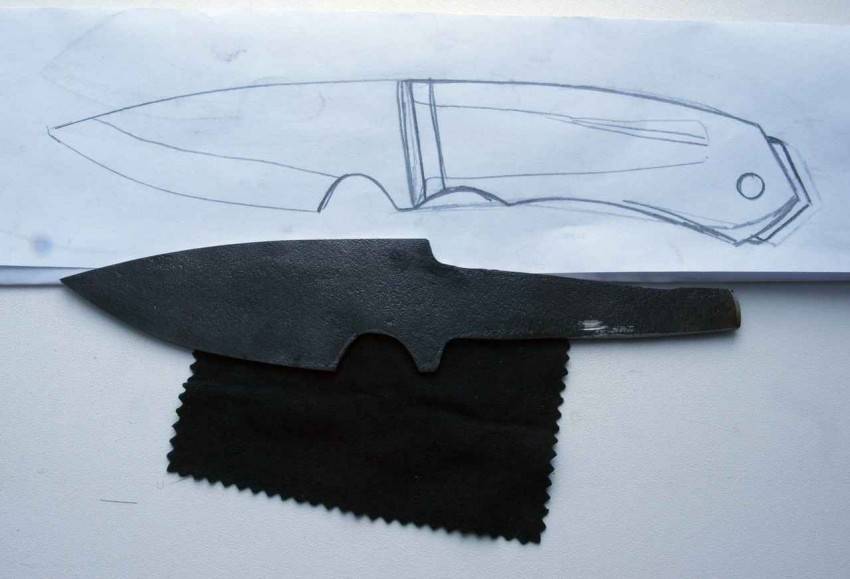
После того как макет, удовлетворяющий букве закона и личным предпочтениям, нарисован, можно переходить к переносу макета на диск пилы. Лекало прикладывается к диску пилы и обводится маркером. Лучше всего использовать тонкий маркер. Тонкая линия позволит точнее вырезать заготовку и избежать лишней обработки заготовки напильником.
Особенности
Самостоятельно сделанный нож имеет много преимуществ.
- Он будет намного прочнее и качественнее, чем недорогой нож, купленный на китайском сайте или в магазине хозяйственных товаров.
- Изделие можно смастерить «под себя», то есть так, чтобы рукоятка легко ложилась в руку, а с лезвием было легко управляться.
- Изделию можно придать некоторой индивидуальности, если сделать его ручку из необычного материала, например, из поликарбоната или из какого-то ценного дерева вроде ольхи. Нанесенные собственноручно на рукоятку декоры сделают его уникальным.
А также из одного полотна можно сделать сразу несколько клинков, которые будут использоваться для разных целей.
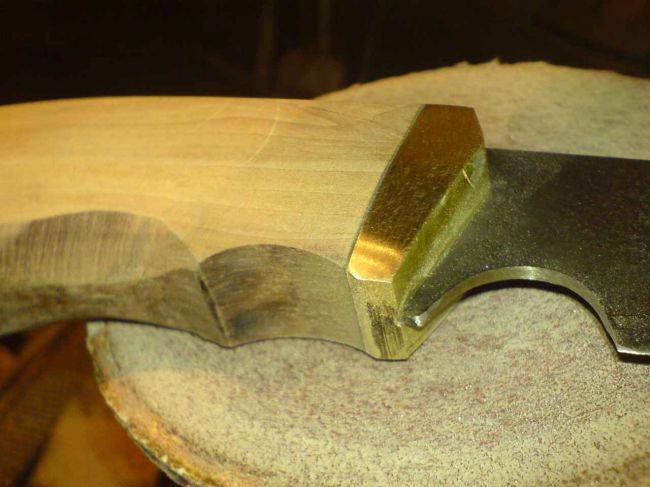
Придание заготовке окончательной формы
Я использовал несколько видов напильников чтобы максимально приблизиться к форме, выведенной маркером. На этом этапе заготовка начала походить больше на нож и на глаз уже сложней было обнаружить изъяны. Если находилось место, над которым нужно поработать, я корректировал очертание при помощи маркера и затем обрабатывал заготовку до новой линии. Эта линия нужна была, чтобы не перестараться и не испортить дизайн. На последнем фото видно лезвие после придания ему формы при помощи напильника и наждачной бумаги. У меня нет фото, как я шлифую лезвие. На этом этапе были удалены следы, которые оставил напильник. Начинал я с зерна P150 и дошел до P220.
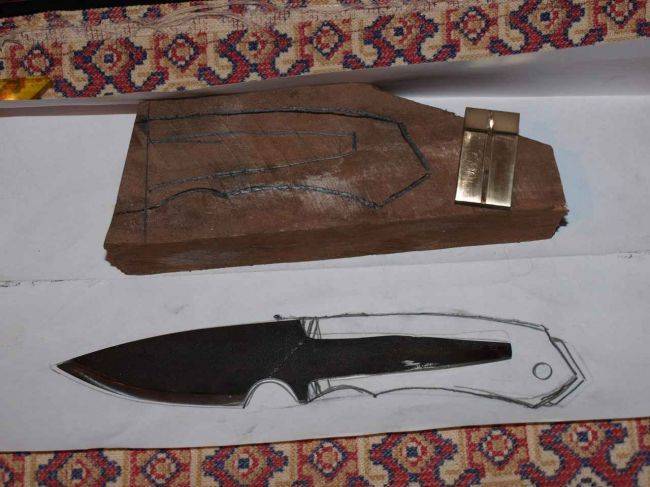
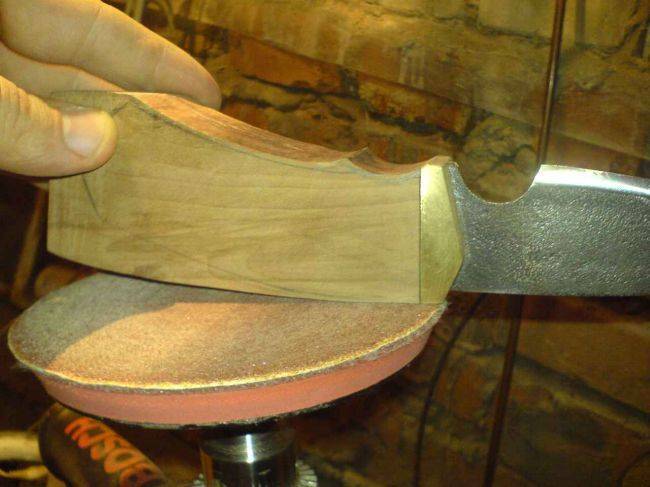
Шаг 12:




Используя лезвие в качестве шаблона я прослеживаю ручки формы на дерево. Этот кусок ореха был подарен мне одним из моих соседей был отрезан кусок, который он молол вниз. Здесь вновь используя мой 2х4 кусок лома и хомуты я пилил два 1/4 толстые куски. В мое волнение, я бросился на резание древесины, если бы я приняла какое-то время, чтобы думать о моей операции я мог бы делать это легко и возможно с лучшими результатами. Моей первой ошибкой было отрезать отработанный материал. Я мог бы использовать этот материал для зажимать часть вниз, а затем вырежьте две ручки. Вот опять моя неопытность, в данном случае с ручными инструментами, поднимает свою уродливую голову. Мне удалось сделать два полезной части ручки, но я уверен, что я работал намного тяжелее, чем умнее, чтобы сделать их.
Нож из рапида своими руками
Быстрорежущая сталь разных марок для ножей
Нож состоит из двух главных частей – клинок и рукоять. Важны обе части. Данная статья нацелена на режущую часть ножа. Марка стали играет важнейшую роль на технические характеристики конечного изделия. Не менее важен процесс изготовления клинка.
Редко люди рассказывают о предварительном отборе заготовки. Со слов профессионалов ножевого ремесла, обязательным и первоначальным этапом является – отсев брака. Проверка проходит простым бросанием заготовок на деревянную поверхность. Сделать это необходимо несколько раз, поддавшиеся трещинам изделия – бракуются.
Найти сталь от быстрорежущей пилы в России достаточно легко. Списанные изделия заводского назначения, завалялось у дедушки в гараже изделие из СССР или приобрести на рынке новый «быстрорез». Вполне подходящие варианты. Быстрорежущие марки стали насчитывают немало пригодных разновидностей для изготовления клинков.
Сталь Р18 и ножи из неё
Рапид из стали Р18 встречается редко. Повезло найти пилу или пластину – «ножеманы» плачут от зависти. Сталь с прочностью до 1000 МПа сохраняет режущие свойства при нагреве до 600 градусов по Цельсию. В производстве применяются для резцовых инструментов: свёрла, резьбовые фрезы, метчики, зенкеры, развёртки и резцы.
Поддаётся ковке и закалке. Изготовить нож из пилы стали Р18, не составит труда. Вырезать шаблон, сделать спуски, РК и рукоять. Закалять не требуется, отпуск не нужен. Пользователи отзываются только положительно, работают ножами по 15-20 лет.
Чертовски удачный по прочности и стойкости материал. Сложность в заточке, касается любой рапидной стали. В данном случае – не исключение. Боится коррозии, требует ухода.
Ножи из стали быстрорез Р12
Непосредственный заменитель стали Р18. Производственное применение имеет в свёрлах, метчиках, развёртках и прочих вариантах. Структура Р12 близка «собрату» Р18. Супротив близкого сходства присутствует небольшое различие в механических свойствах.
Неоднородность карбида сказывается на Р12 в пластичности и вязкости. Режущие свойства клинка из этого материала однозначно высоки. Заточке поддаётся слегка легче. Хрупкость характерна рапидным сталям, не следует изготавливать «мачете» или топор. Аналог Р18 отлично подойдёт для кухонных работ.
Сталь довольно ходовая, найти её несложно. Используется в режущем и пильном инструменте, хорошо справляется с ударными нагрузками. Существует несколько разновидностей по ГОСТу. Основные рапидные свойства присутствуют во всех марках Р6М5.
Мнения разняться в использовании клинков из этого материала. При затупившемся лезвии трудно заточить, в походе создаст тучу трудностей. Рекомендуется на длительные мероприятия не брать. Кухонный или разделочный – его предназначение. Непременно справится с деревообработкой.
Как изготовить нож из рапида своими руками
Стали марок: Р10, Р12, Р14, Р18 и семейство Р6М5 великолепно подходят для создания режущих элементов. Хрупкость пильных полотен, несколько преувеличена. Не следует изготавливать слишком длинные клинки и ковырять ими канализационные люки. Проблем с ножом в будущем использовании не возникнет.
Рапидный сплав довольно вынослив к нагрузкам, предназначен к длительным нагрузкам. Правильное изготовление клинка гарантирует все доступные его качества. Дадим краткую инструкцию по изготовлению клинка своими руками из ходовой стали марки Р6М5.








Требуемые материалы и инструменты
Сплав довольно стоек к механическим воздействиям. Сложности при изготовлении возникнут однозначно, бояться их не подобает русскому мастеру. Материалы потребуются:
- деревянный брусок и эпоксидный клей (для рукояти);
- кусочек латуни, бронзы либо меди;
- пропиточный лак, масло.
Полотно ножовки марки стали Р6М5 – заготовка. Защитные очки и перчатки, работа предстоит пыльная и трудоёмкая. Инструментарий следующего типа:
- УШМ «болгарка», набор дисков различного назначения;
- тиски, молоток, лобзик, напильники, плоскогубцы;
- точильный станок, круги к нему с различным зерном;
- надфиль, дрель и набор свёрл;
- маркер, наждачная бумага, струбцина;
- ёмкость с водой.
Рукоять всадного типа подойдёт идеально. Выбор остановить стоит на ней.
Изготовление основного профиля
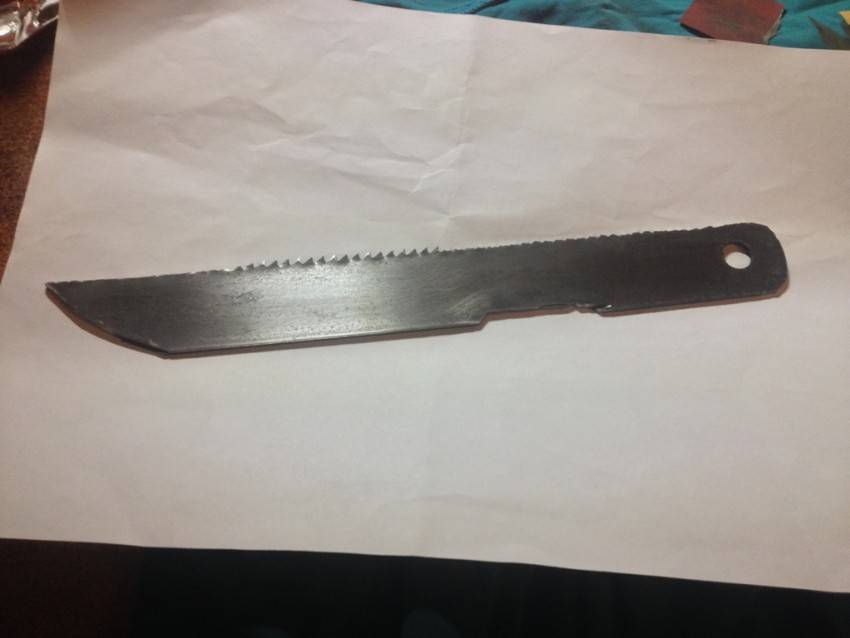
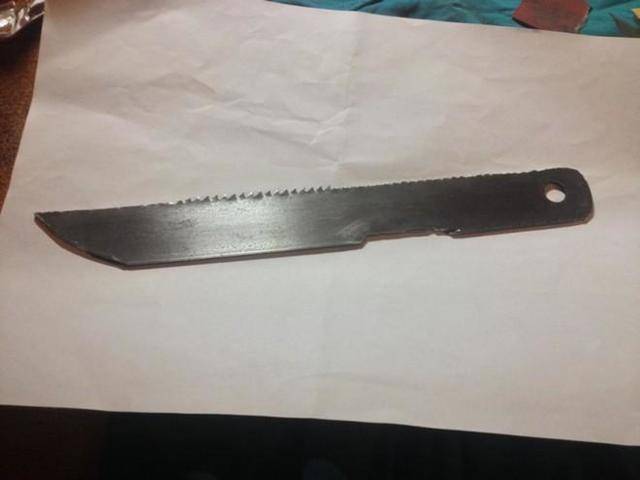
Шаблоном пользоваться не следует, чертёж маркером выполнить лучше на самом полотне. Специфические качества стали, позволят делать надрезы в соответствии с изображением. А плоскогубцами обламывать по резу, кусочки стали. Чертёж выполняется вместе с хвостовиком.
Формирование режущей кромки
Перед тем как приступить к формированию режущей кромки, необходимо провести подготовительную работу. Она заключается в нанесении разметки на кромке заготовки. Разметка размещена ровно по центру и служит ориентиром для изготовления симметричного спуска.
Для этого маркером закрашивается кромка, которая будет режущей и, используя сверло, равное по толщине заготовке, процарапывается разметка. Сверло имеет конусную заточку. Поэтому, если расположить сверло и заготовку на одной плоскости, кончик сверла будет ровно посередине.

Приспособление для нарезания кромки
Затем, используя напильник с крупной насечкой, можно приступить к формированию режущей кромки. При отсутствии должного навыка для создания ровной кромки, можно воспользоваться простым приспособлением. Оно состоит из основания, уголка и направляющей с площадкой для наждачной бумаги. На площадку с направляющей наклеивается наждачная бумага зернистостью 180. В уголке должно быть заранее просверлено несколько отверстий вертикально одно над другим. Нож плашмя закрепляется на основании и направляющая вставляется в отверстие на той высоте, чтобы угол между плоскостью основания и площадкой с наждачной бумагой был таким, который выбрали для формирования спусков. Универсальным является угол от 22 до 30 градусов.
Сделав ровный спуск до середины толщины заготовки, нож переворачивают, дальше делают такой же спуск на обратной стороне. Используя такое нехитрое приспособление, можно легко сформировать ровный клинок.
Вырезание и первичная обработка заготовки
Пилить заготовку быстрее всего болгаркой с тонким отрезным диском по металлу. В случае если нет возможности использования болгарки, то можно воспользоваться ручной ножовкой по металлу
Важно правильно установить пилку в ножовку. Зубы пилки должны быть направлены вперёд и ножовка должна резать при движении «от себя»

Вырезание и подготовка заготовки
Сначала с помощью прямых надрезов выпиливается приблизительная форма ножа. Затем выпиливают загибы. Их проще всего выпиливать несколькими косыми надрезами, сходящимися в одной точке
Важно оставлять припуск 2–3 миллиметра до нарисованного контура. Это связано с тем, что при использовании болгарки металл на месте распила перегревается
Сточив 2–3 мм при помощи напильника и наждачной бумаги можно удалить перегретый край металла.
Приёмы обращения с металлом
Чтобы лезвие было крепким и тугим, в ходе его создания требуется придерживаться правил обращения с железом.
На полуфабрикате не должно быть заметных и невыраженных дефектов. Прежде чем приступать к работе, заготовки необходимо обследовать и простучать. Целостный элемент звучит звонко, а бракованный – приглушённо.
Циркулярный диск для изготовления ножа.
При создании проекта и чертежа конфигурации режущего компонента требуется избегать углов. В подобных областях сталь способна переломиться. Переходы необходимо делать гладкими, без крутых поворотов. Скосы обуха, предохранителя и рукояти нужно сточить под углом 90 градусов.










При вырезании и обработке нельзя допускать перегрева металла. Это ведёт к снижению прочности. «Пережаренное» лезвие становится непрочным либо мягким. В процессе обработки деталь необходимо регулярно остужать, всецело окуная её в ёмкость с холодной водой.
Создавая нож из пильного диска, необходимо не забывать, что этот элемент уже прошёл процедуру закалки. Заводские пилы рассчитаны на работу с крепкими сплавами. Если не нагреть изделие сверх меры во время вытачивания и обработки, то закаливать его не потребуется.
Варианты изготовления ножа

Самодельный нож можно выполнить из разнообразных металлических деталей, которые уже не подходят для применения по прямому назначению из-за того, что они пришли в негодность.
Это могут быть следующие предметы:• изношенные мотоциклетные шатуны подойдут для изготовления набора ножей с разной длиной лезвия;• баллонные ключи, в которых отломлен один конец;• костыли, используемые для укладки рельс;• диски для циркулярной пилы с различной толщиной и диаметром;• ножовочное полотно маятниковой пилы, на котором имеются повреждения.

Если вы обладает определенными навыками в ковке, то можете изготовить нож из таких материалов как толстый металлический трос или цепь домашних агрегатов. В этом случае отличным вариантом является бензопила. Ее цепь обладает хорошей прочностью, из нее получится нож, подобный до дамасских клинков.
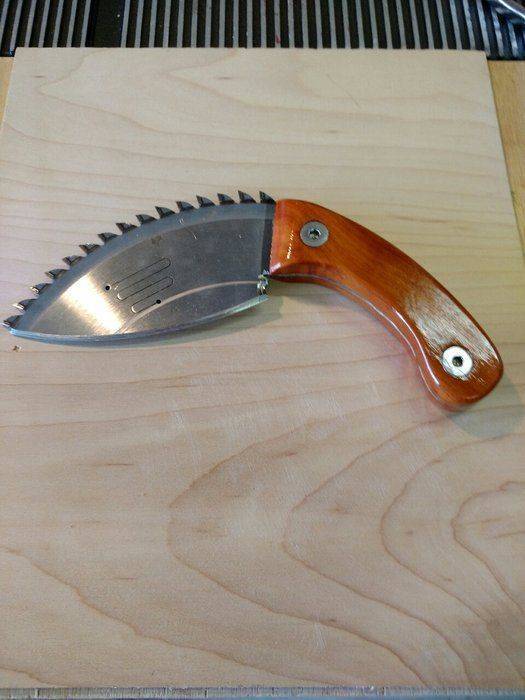
Если циркулярная пила отличается большим диаметром диска, и минимальными повреждениями, то его может хватить для двух самодельных ножей. Диски выполнены из очень прочного металла, поскольку пила изначально рассчитана на длительную работу с цепями.
Сверление хвостовика
Ручку на хвостовике можно закрепить при помощи заклёпок или при помощи клея. Наиболее надёжный вариант крепления ручки заключается в использовании заклёпок. Для их установки необходимо сделать в хвостовике отверстия. Отверстия размечаются на хвостовике так, чтобы они находились примерно посередине будущей ручки. Для того чтобы сверло не соскользнуло на начальном этапе сверления – производят кернение отверстий.
Ввиду того, что дисковая пила изготовлена из легированной инструментальной стали, просверлить её будет не так просто. Обычные свёрла для металла тут долго не проживут.
В процессе сверления важно добавлять масло в зону сверления и не давать сверлу перегреваться

Просверленная заготовка
Сверление закалённой стали довольно трудная задача. Поэтому можно изготовить отверстия в хвостовике электрохимическим способом. Для этого к заготовке приделывают провод, затем полностью покрывают хвостовик битумной мастикой или пластилином. В местах будущих отверстий защитный слой процарапывают до голого металла. Далее, готовится насыщенный раствор поваренной соли, в который опускают хвостовик клинка с проводом и ненужную металлическую пластинку тоже с проводом. Оба провода подключаются к аккумулятору или автомобильному зарядному устройству. На будущий нож из дисковой пилы подаётся «плюс», на пластину «минус». Процесс травления сопровождается выделением газа. Через 30–50 минут отверстия будут готовы.





