

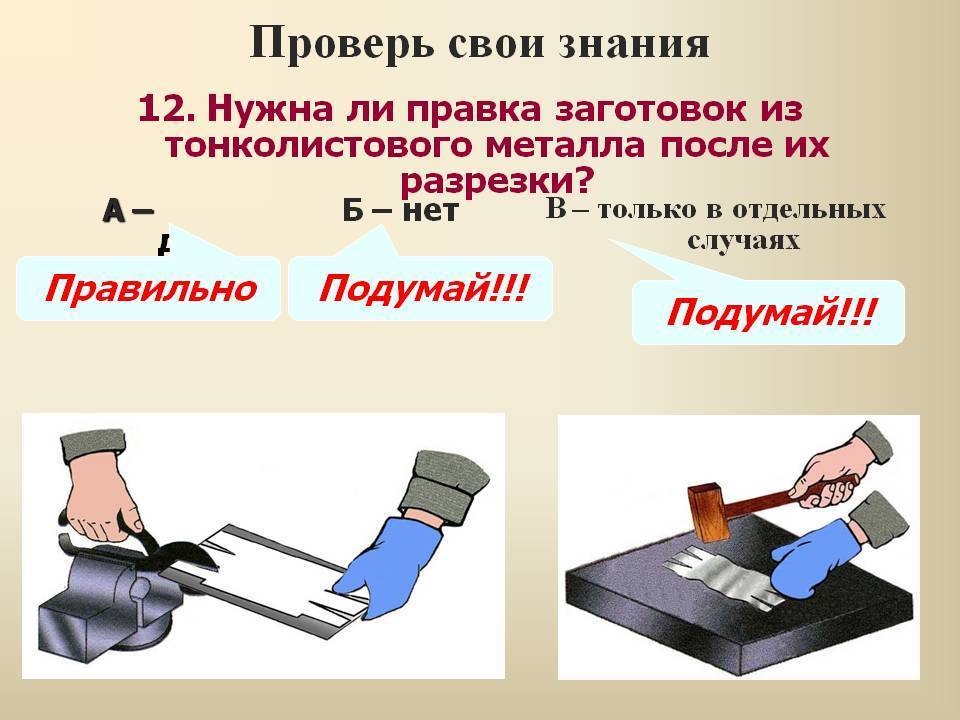
Зачем нужна правка
Государственными стандартами оговариваются следующие виды допусков формы готового проката:
 Станок для правки листового металла
Станок для правки листового металла
- Для прутков круглого и квадратного поперечного сечения — пространственная кривизна и видимая скручиваемость
- Для прутков квадратного сечения, кроме того — вогнутость и выпуклость граней;
- Для стальных полос — неплоскостность, серповидность, выпуклость боковых граней.
- Для листов — неплоскостность.
- Для лент и рулонов — телескопичность и ребровая кривизна.
В случае высокоточной штамповки все вышеперечисленные дефекты провоцируют ускоренный износ штампов, а точность готовой продукции снижается. Причиной подобных искривлений могут являться также разделительные операции на листовых и сортовых ножницах, когда края листа/полосы или торцы прутков недопустимо искривляются.
Еще больше предпосылок для выполнения правки при горячей штамповке. Готовые поковки искривляются при:
- Выталкивании из полости штампового ручья (особенно часто это происходит с поковками сложной формы);
- Термообработке, после которой в металле возникают внутренние остаточные напряжения;
- Обрезке облоя вследствие неконтролируемой усадки металла.
В технологиях холодной штамповки правка металла выполняется после гибки деталей из высокоуглеродистых или пружинных сталей, а также при холодном выдавливании изделий с длинной стержневой частью. Достаточно распространена также правка и рихтовка металла в виде рулона перед его роспуском на ленты.
Основанием для включения такой операции в технологический процесс производства служат результаты замеров формы деталей, для чего используются либо специальные шаблоны, либо универсальный мерительный инструмент. При незначительных отклонениях иногда допустима ручная рихтовка металла, но в большинстве случаев этого недостаточно.
Электрооборудование станка для правки и резки арматуры СМЖ-357
В принципиальной электрической схеме (рис. 9) электропитание предусматривается от четырехпроводной трехфазной сети напряжением 220/380 В, 50 Гц. Напряжение силовых цепей 330 В. Напряжение цепей управления 220 В, потребляемая (максимальная) мощность 14,4 кВт, ПВ = 100%.
Управление предусмотрено с помощью вмонтированной в станок кнопочной панели.
Переключение скоростей электродвигателей предусмотрено с помощью переключателей В4, В5, расположенных в электрошкафу.
Нажатием кнопки Кн2 с мнемоническим обозначением 0/0 замыкается цепь катушек пускателей Р1, РЗ. Контактами РЗ шунтируются сопротивления торможения электродвигателя подачи. Включаются электродвигатели барабана Ml и подачи М2 контактами пускателя PL
По достижении арматурой конечного выключателя В8 замыкается цепь катушки Р4. Контактами Р4 замыкается цепь катушки электромагнита ножевых валов — осуществляется рез, при этом конечным выключателем В9 замыкается цепь катушки Р5, и контактами Р5 размыкается цепь катушки электромагнита ЭМ. Следующий рез происходит после освобождения конечного выключателя В8 и нового его нажатия.
Кроме того, рез может быть осуществлен нажатием кнопки КнЗ с мнемоническим обозначением V . Если рез не произойдет за время установки реле времени Р8, которое задается в зависимости от длины отрезаемой арматуры и скорости подачи, контактами Р8 разомкнётся цепь управления (аналогично кнопке «стоп»).
Конечный выключатель В8 присоединяется к цепи управления через штепсельные разъемы Ш1…Ш4, расположенные: Ш1 на задней стенке электрошкафа; Ш2…Ш4 на соответствующих секциях приемного устройства.
Остановка электродвигателей осуществляется нажатием грибковой кнопки, при этом размыкается цепь катушек пускателей Р1 и РЗ.
С валом электродвигателя барабана связано реле контроля скорости Ркс. По достижении электродвигателем барабана скорости, близкой к максимальной, контактами Ркс и Р1 замыкается цепь катушки Р6.
После отключения пускателя Р1 контактами Р6 и Р1 замыкается цепь катушки пускателя Р2 и электродвигатели Ml, M2 тормозятся в режиме противовключения. С падением скорости электродвигателя барабана размыкаются контакты Ркс в цепи катушки Р6. Контактами Р6 размыкается цепь катушки Р2 — стоп.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.
Читать также: Как уменьшить обороты двигателя без потери мощности
Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.




Общие сведения об агрегате
Прессовочное оборудование давно используется человечеством как простой в и то же время эффективный инструмент для оказания силового воздействия на заготовку. По мере развития концепции поршневых механизмов появлялись все более сложные вариации оборудования и сегодня на рынке можно найти технологичные пневмогидравлические и электрогидравлические модификации. Они работают посредством дополнительной силовой установки и не требуют прямого участия человека в этом процессе. Чем же на этом фоне выигрывают вертикальные гидравлические прессы, работающие от физической силы? Прежде всего, у них более низкая стоимость и полная независимость от стороннего энергоснабжения и приводных механизмов. Агрегат полностью автономен и требует лишь периодического обслуживания с заменой масла.
Сопутствующие операции
Заготовка, прежде чем превратиться в готовое изделие, может подвергаться действию достаточно большого количества промежуточных технологических операций.

Слесарная разметка листовой заготовки должна выполняться на ровной и гладкой поверхности. Поэтому перед этой операцией выполняется правка заготовки с минимальными отклонениями от плоскостности.
Некоторые из технологических операций оставляют на заготовке деформации, которые следует устранить посредством правки, чтобы обеспечить возможность дальнейшего ее технологического передела.
- После технологических операций, связанных с механической рубкой и резкой, на краях появляются неуравновешенные напряжения, которые приводят к искривлению ее формы. При применении термической резки (плазменная, газовая) неравномерность прогрева вызывает коробление заготовки.
- При выполнении гибочных операций возникает «пружинение» заготовки, которое способствует отклонению ее от номинальной формы. Созданием дополнительных изгибающих пластических деформаций «пружинение» убирается.
- Термообработку детали для повышения твердости невозможно выполнить без поводок. Здесь правка (рихтовка) обеспечивается набором специального инструмента и приспособлений с практически нулевыми отклонениями от номинала, так как закалка принадлежит к технологическим операциям завершающим процесс изготовления изделия.
- Сварочная технология всегда оставляет после применения деформированную заготовку. Правка является обязательным атрибутом в получении качественного изделия после сварки.
- Проволоку, обычно поставляемую в бухтах, требуется править, чтобы использовать в прямом не гнутом состоянии, если это прописано технологическим процессом.
Pereosnastka.ru
Слесарная правка
Категория:
Гибка и правка металла
Слесарная правка
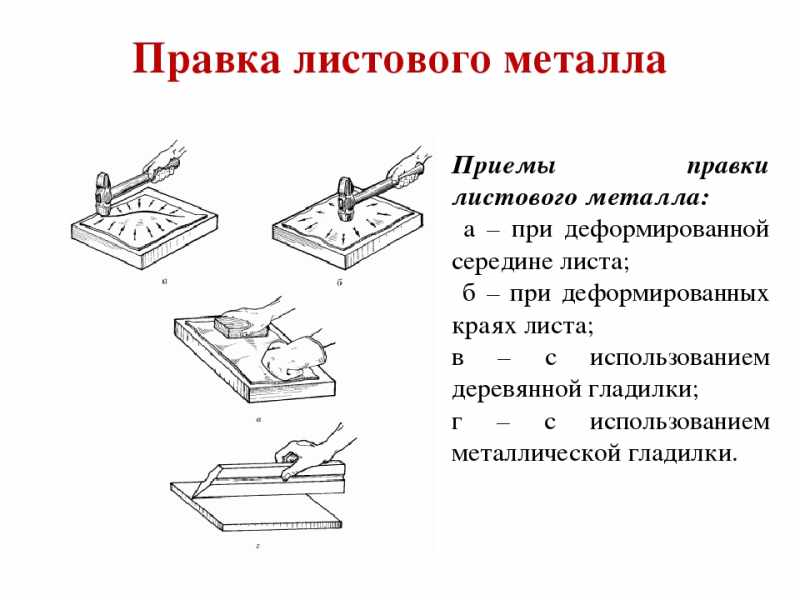
Правкой называют метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения формы и расположения поверхностей. Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание.
Рис. 1. Правка листовых заготовок: 1 — верстак, 2 — правйльная плита, 3 — места нанесения ударов, 4 — выпучина, 5 — слабые удары, 6 — сильные удары, 7 — последовательность ударов
В месте дефекта на заготовке возникают вогнутая и выпуклая стороны. Волокна материала на вогнутой стороне сжаты, а на выпуклой — растянуты. Правку производят для того, чтобы выравнять длины волокон выпуклой и вогнутой сторон, растягивая вогнутую сторону или сжимая выпуклую. Вогнутую сторону растягивают целенаправленным ударным воздействием на нее молотка.
В центре удара материал пластически деформируется (сжимается). По краям ударной зоны частицы материала смещаются в стороны и происходит удлинение материала, т. е. его вытяжка. Более значительная вытяжка достигается ударами узкого носка молотка, так как при этом увеличивается давление на поверхность заготовки.
При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше.
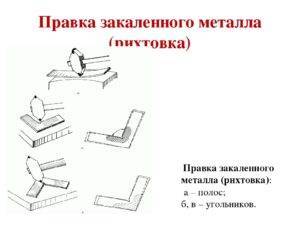
Виды правки. В слесарном деле применяют холодную и реже горячую правку (ручную и механизированную), осуществляемую растяжением, раскручиванием, гибкой и рихтовкой.
Для правки стальных закаленных листовых заготовок применяют специальные молотки с узкой закругленной стороной закаленного бойка или с твердыми высокопрочными вставками.
Правку заготовок из мягкого, тонкого и чисто обработанного листового материала осуществляют молотками со вставками из дерева твердых пород, меди, алюминия, свинца, резины, полиуре- 1 тана.
В качестве прочной недеформируемой опоры для заготовки используют правильные (стальные или чугунные) плиты с ровной поверхностью. Их устанавливают на прочном и устойчивом основании.
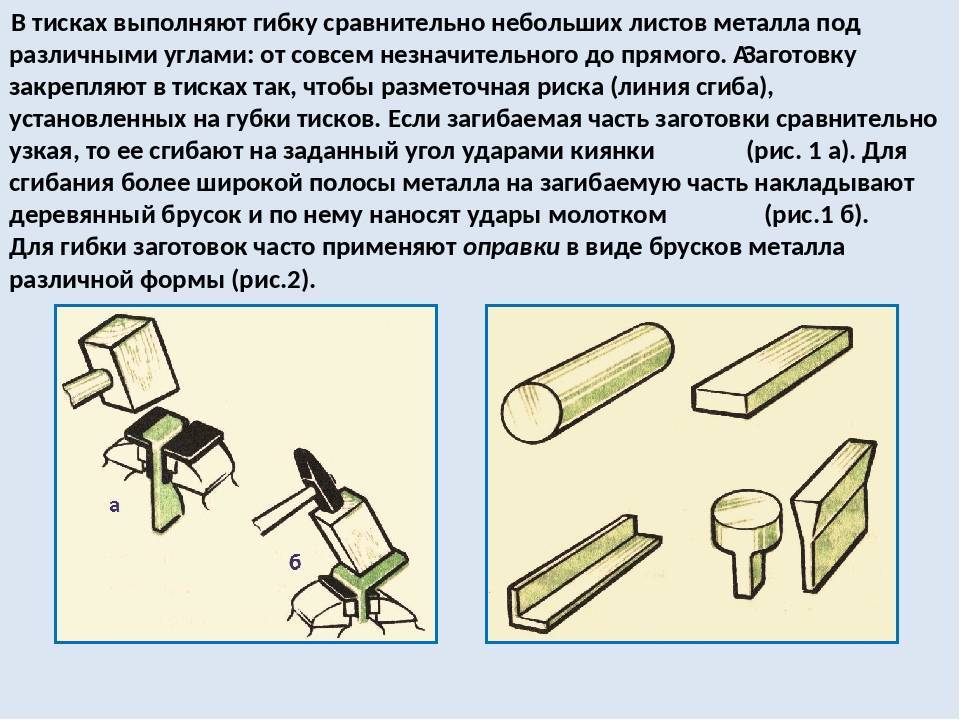
Для правки заготовок из сортового проката применяют различные приспособления, например призмы, подкладки различной конфигурации, слесарные тиски. При машинной правке используют прессы различного типа (винтовые, гидравлические, пневматические), листопра-вильные машины, горизонтально-растяжные машины.
Последовательность и приемы выполнения работ при правке. Сначала визуально определяют выпуклую часть заготовки и отмечают ее границы мелом или карандашом. Затем выбирают способ правки, необходимые ин- струмент и приспособления, намечают схему правки, места и последовательность нанесения ударов, их силу.. Чем толще заготовка, прочнее ее материал и больше отклонение, тем сильнее должны быть удары.




По мере выправления заготовки силу ударов следует уменьшать. В процессе правки необходимо постоянно оценивать результаты каждого удара и вносить необходимые коррективы в намеченную схему обработки.
Закаленные заготовки при ручной правке размещают на правильной плите. Затем носком молотка наносят равномерные удары по краю вогнутой стороны.
Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной.
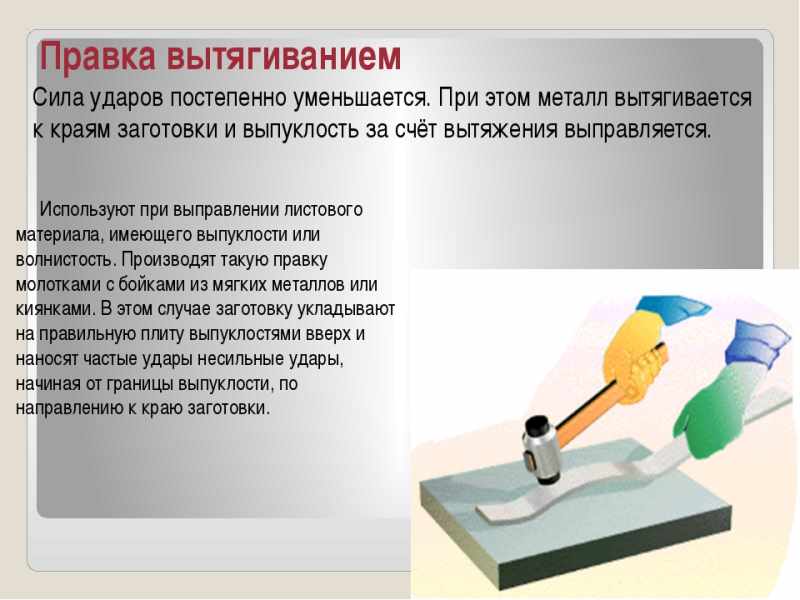
При правке листового материала самым сложным видом работы является устранение выпуклостей. Попытки устранить их ударами по самой выпуклости приведут к ее увеличению. Обработку ведут плоским бойком молотка так, чтобы растягивать слои материала, примыкающие к выпуклости.
Если выпуклость находится в середине заготовки, то удары наносят от края к выпуклости, постепенно уменьшая силу ударов и меняя их места. При наличии выпуклости на краю заготовки удары наносят от ее середины к выпуклости.
Правку заготовки с несколькими выпуклостями начинают с ударов в промежутках между выпуклостями в направлении к выпуклостям.
При больших отклонениях формы и большой толщине и прочности материала заготовки силы удара молотка недостаточно для правки. В этом случае правку проводят на прессах.
Правка листового металла на вальцах
Для правки деталей из листового металла могут быть также использованы вальцы.
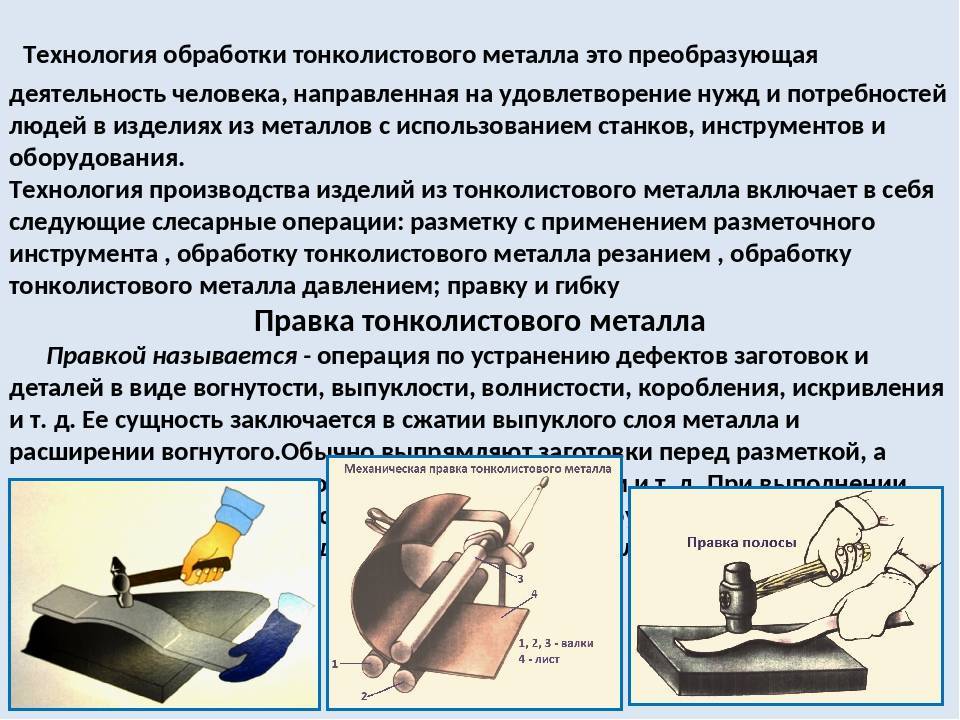
В ручных вальцах правят обычно заготовки из листа толщиной до 3 мм. Валки 1 и 3 расположены один над другим (рис. 4), и в зависимости от толщины заготовки 2 их можно удалять друг от друга или сближать между собой. Также может быть поднят или опущен расположенный сзади третий валок 4. Валки должны быть отрегулированы так, чтобы они не были сильно прижаты друг к другу.
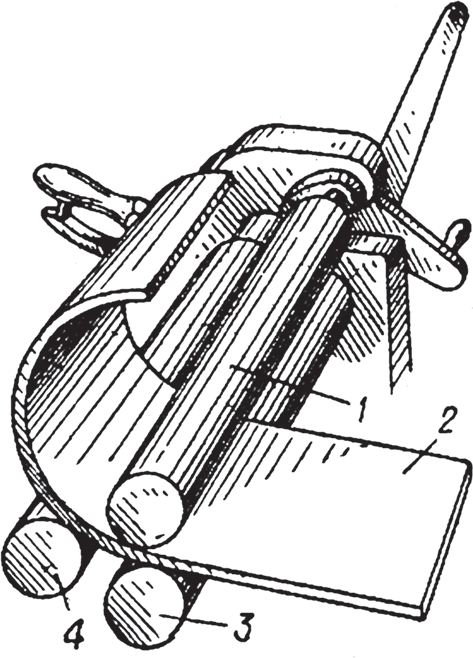
Рис. 4. Схема работы ручных вальцов
Заготовку (лист или полосу) устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками.
Часто для полного устранения выпуклостей и вмятин заготовки приходится пропускать между валками несколько раз. Заготовки толщиной 3–6 мм правят на вальцах с электроприводом.
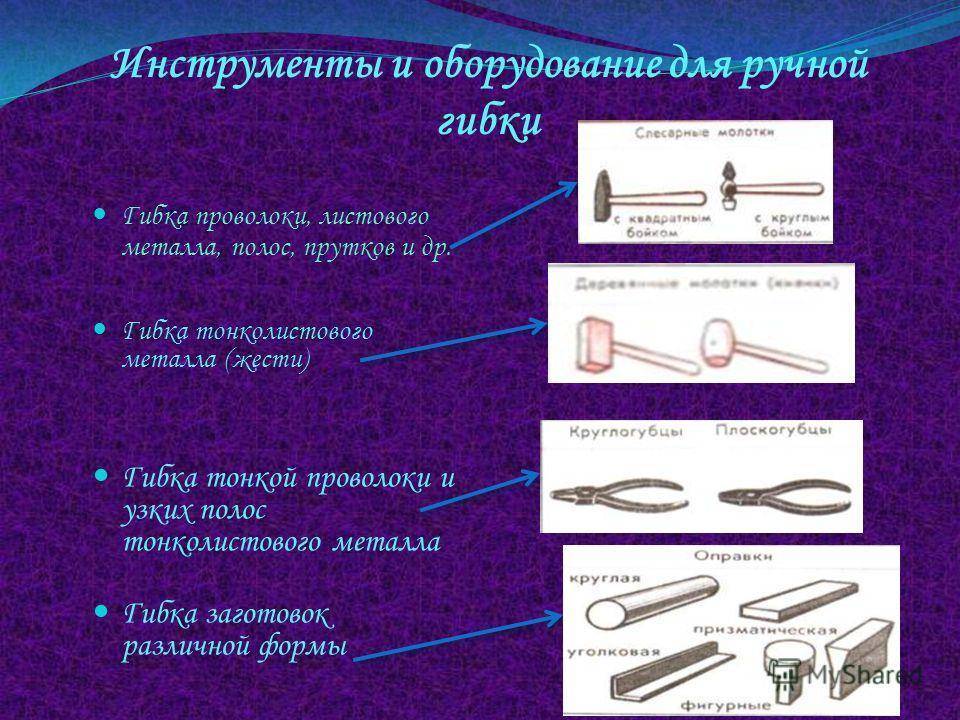
Как выбирать гибочный инструмент?
Наиболее распространены и востребованы в быту станки с ручным приводом. Чаще всего при помощи таких устройств осуществляют следующие манилуляции:
- Сгибание металла под заданным углом.
- Изготовление декоративных элементов путем продольного скручивания металла (торсировки, изготовления плетеных элементов – «корзинок»)
- Сгибание металла в дугу или кольцо.
- Производство завитков.
С помощью этих операций можно сделать из металлических полос или прутков элементы для декоративной решетки, ограды, забора. Востребованы такие станки и для производства навесов, ворот, декоративных ажурных конструкций.
Прежде всего, стоит определить, какой перечень из этих операций должен выполнять ваш инструмент. Полезно будет также определить объемы выполняемых работ: для серийного производства (например, в масштабах кузнечной мастерской) стоит выбирать инструмент мощнее, а при работе в быту, когда не планируется изготавливать много изделий, можно выбрать и менее мощный вариант.
Если планируется интенсивная работа, стоит выбрать инструмент на более массивной станине. Это позволит гибочному устройству прослужить дольше, ведь на станину действуют большие нагрузки. Хорошим выбором в этом случае будет, к примеру, универсальный гибочный инструмент MB21-30 производителя Blacksmith.
Важно также определиться, какой именно металл вы планируете сгибать. Возможно, это будет листовой прокат, а может – прутки или трубы. Некоторые модели гибочного инструмента универсальны и снабжены съемными приспособлениями для фиксации заготовок любого профиля
Другие более специализированы и подходят для придания формы металлопрокату только определенного типа
Некоторые модели гибочного инструмента универсальны и снабжены съемными приспособлениями для фиксации заготовок любого профиля. Другие более специализированы и подходят для придания формы металлопрокату только определенного типа.







Также стоит подумать о том, в каком положении вы планируете сгибать металл. Часть станков работают только в одном положении, например, предусматривают горизонтальное положение заготовки при работе. Более широкий функционал имеют универсальные инструменты, например, Blacksmith M3-G, которые можно устанавливать как в горизонтальном, так и в вертикальном положении.
Оборудование для правки
Правка металла в условиях производства осуществляется на специальных станках. Для этого используют такое оборудование:
- Правильные вальцы. Монтируются валы, между которыми пропускается металл. Давление рассчитывается так, чтобы дать возможность исправить погрешность, но не превысить пластичность изделия. Часто на производстве оборудование автоматизируется и обладает высоким уровнем производительности. Вальцы могут иметь разную форму, чтобы пропустить между ними не только листовой металл, но и прутки.
- Пресса. Для них нужно установить штампы. Нередко правка металла совмещается в одном штампе с другими операциями.
На предприятиях также могут использовать целые механизированные комплексы с автоматической подачей листа металла и исправлением дефекта.

Для правки металла ручным способом используют следующие инструменты:
- Плиты из чугуна. Они отличаются большой массой.
- Рихтовальные бабки. Они используются для работы с твердым металлом.
- Молотки различной конфигурации. Они должны быть мягче самого материала.
- Кувалды. Так называются те же самые молотки, только большего веса. Их используют в том случае, если силы удара молотка оказывается недостаточно.
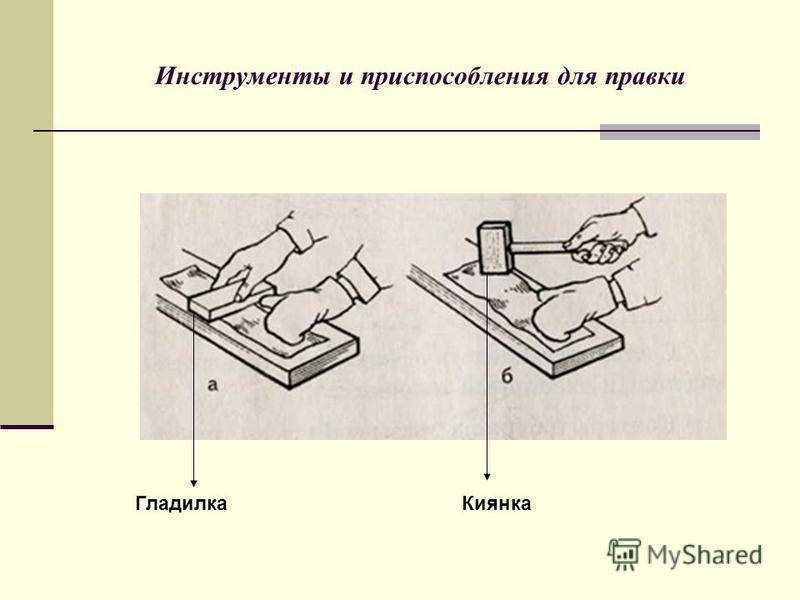
- Киянки – это молотки, изготовленные из дерева.
- Гладилки – это деревянные инструменты, которые используют для выравнивания металла. Такие инструменты применяются для тонких листов.
- Наковальня или массивная металлическая плита.
Оснастка для правки
Ручная правка листового металла и заготовок из него производится молотками на правильных плитах и специальных рихтовальных бабках.
Правильные плиты (рис. 1, а) могут быть из серого чугуна сплошной конструкции или с ребрами или стальными (рис. 1, б).
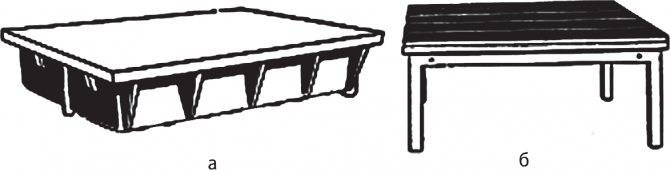
Рис. 1. Правильная плита: а — чугунная; б — стальная
Рабочая поверхность плиты должна быть ровной и чистой. Плита должна быть массивной, тяжелой и достаточно устойчивой, чтобы при ударах молотка не было никаких сотрясений.
Плиты устанавливают на металлических или деревянных подставках, которые могут обеспечить кроме устойчивости и необходимую горизонтальность.
Вокруг плиты должно быть достаточно места, чтобы можно было свободно работать.
Рихтовальные бабки (рис. 2, а) изготовляют из стали с термической обработкой. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150–200 мм. В качестве рихтовальной бабки для правки хорошо себя зарекомендовал рельс длиной 0,5–1 м. Рельс обладает хорошей устойчивостью, мало подвижен при ударах молотка, не оставляет следов от молотка, не деформируется и удобен для перемещения по плите.
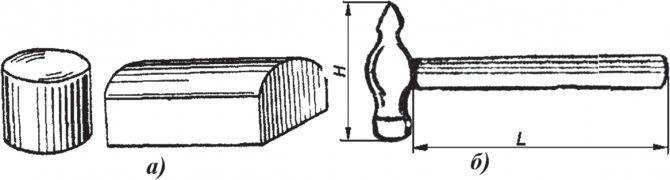
Рис. 2. Инструмент для правки металла: а — рихтовальные бабки; б — молоток
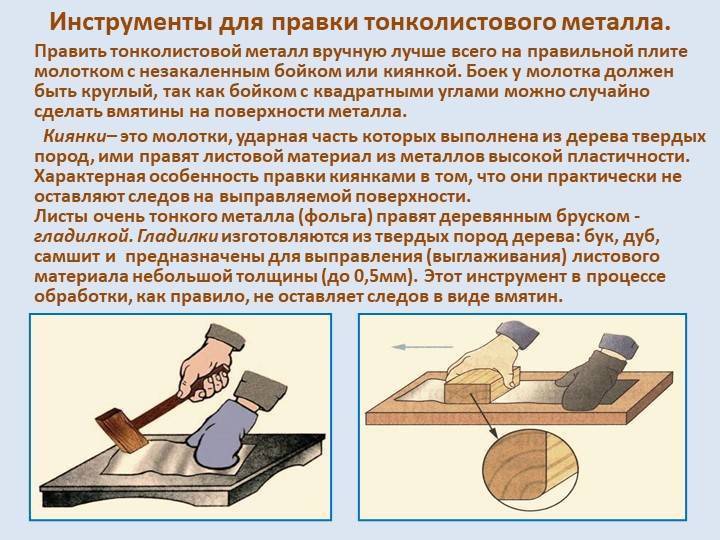
При ручной правке лучше использовать молотки с круглым, а не квадратным бойком, так как углами квадратного бойка можно повредить поверхность выпрямляемого листа. Молоток для правки должен обладать гладкой и хорошо отшлифованной поверхностью бойка (рис. 2, б).
Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов — медные, латунные, свинцовые, деревянные.
При правке особо тонкого металла пользуются металлическими и деревянными брусками — гладилками.
Правку деталей с обработанной поверхностью стальным молотком следует проводить, используя прокладку из мягкого металла.
Для правки тонкого листового и полосового металла служат также металлические и деревянные гладилки и бруски.




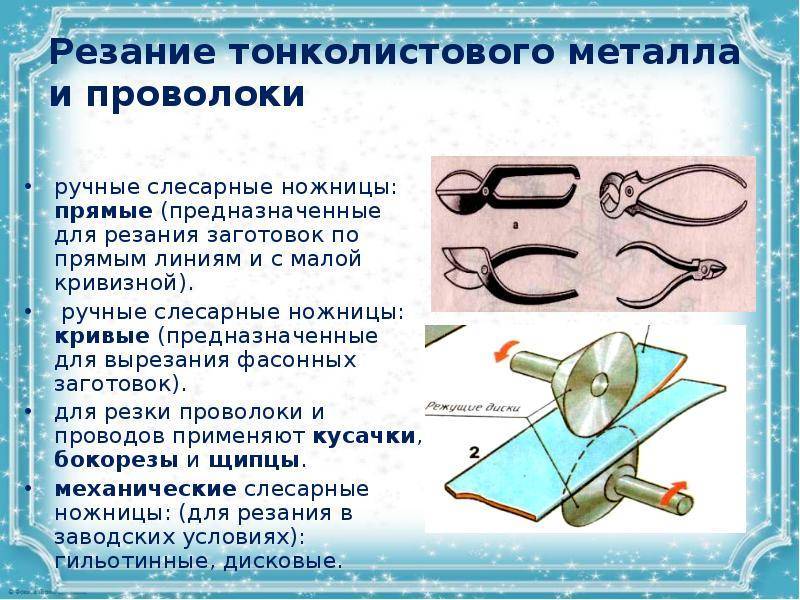
ТЕХНОЛОГИЯ
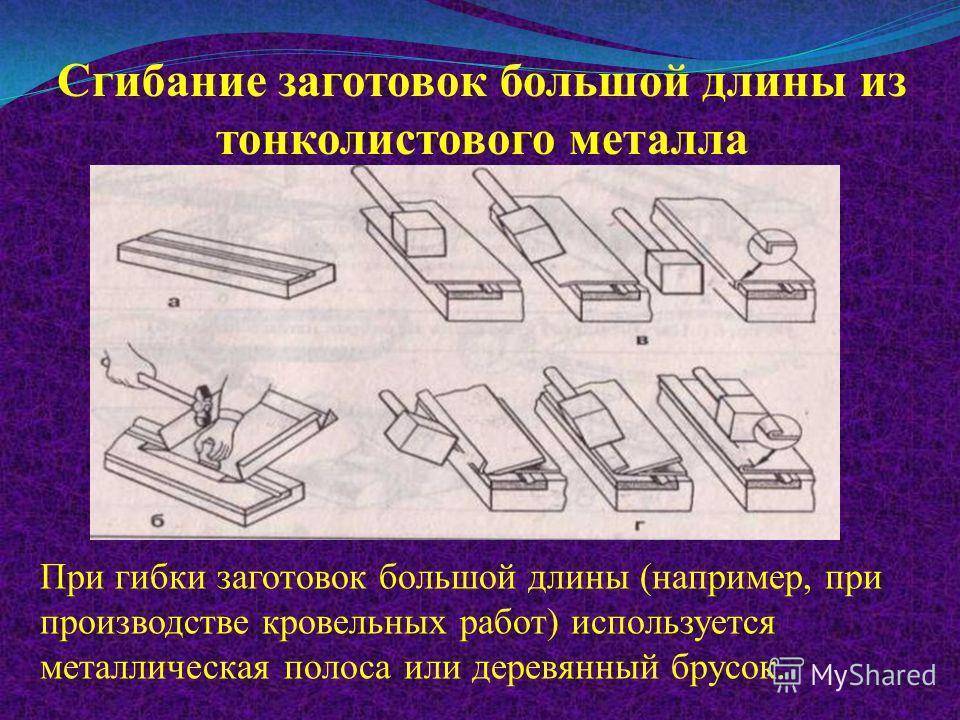
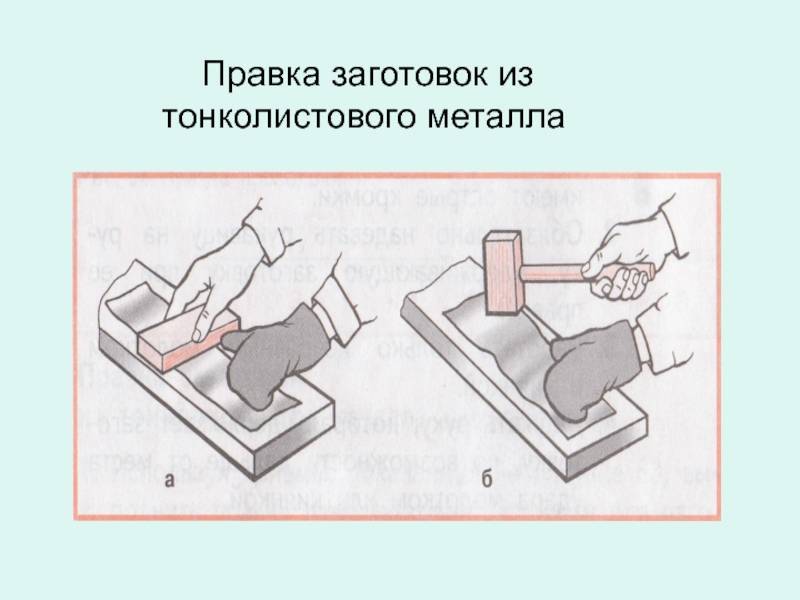
§ 23. Правка заготовок из тонколистового металла и проволоки
У тебя в руках тонколистовая металлическая заготовка. Но она неровная, волнистая, а проволока, из которой ты хочешь изготовить необходимую деталь, свёрнута в моток. Как же их распрямить?
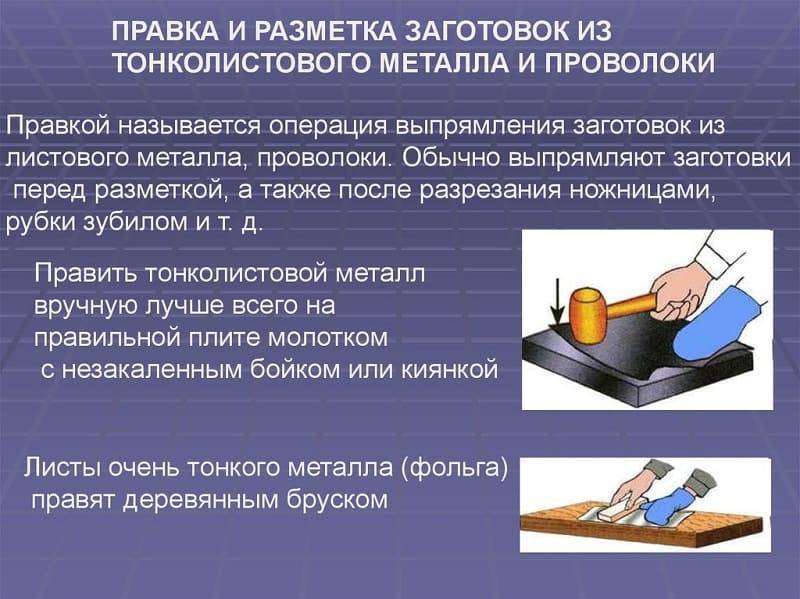
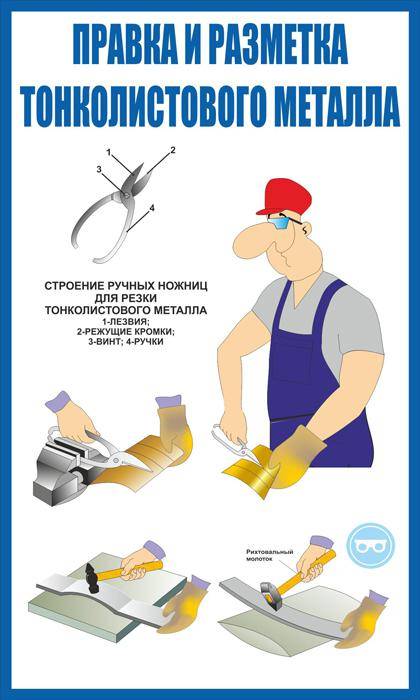
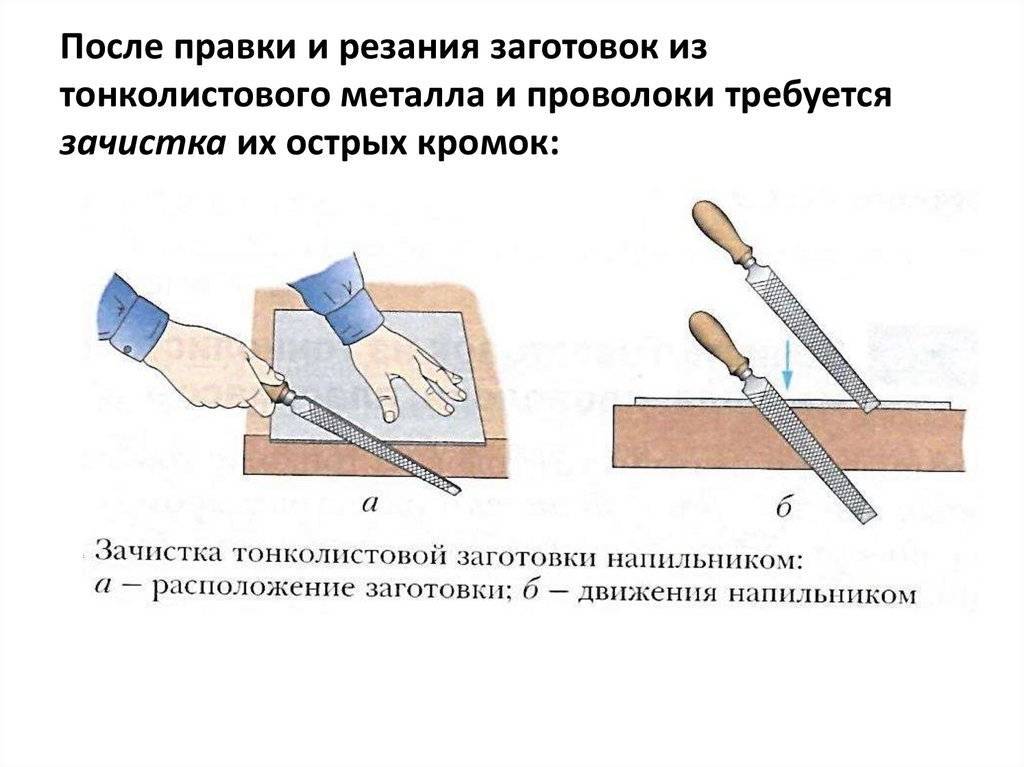
Прежде чем приступать к разметке выбранной заготовки из жести или проволоки, её надо выровнять. Эту слесарную операцию называют правкой. Правка необходима также после резания заготовок.
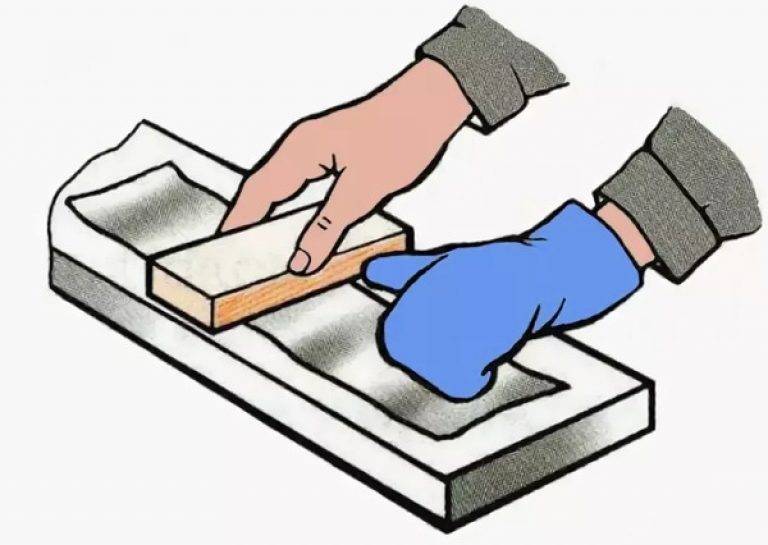
Очень тонкий листовой металл — фольгу — распрямляют на гладкой поверхности ватным тампоном.
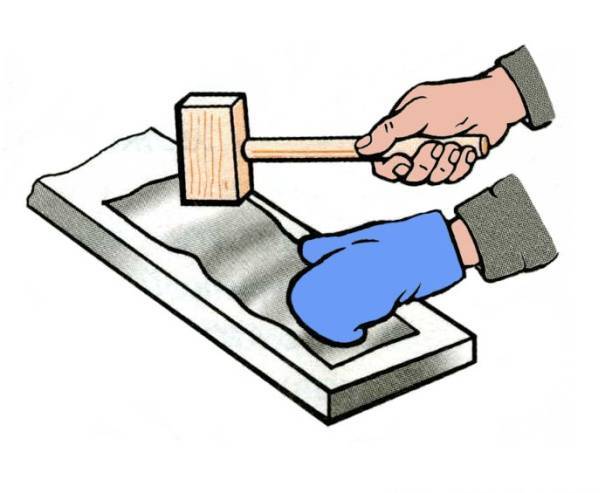
Заготовку из жести (алюминия, меди, мягкой стали) толщиной до 0,3 мм правят так: её укладывают на гладкую твёрдую поверхность, прижимают левой рукой с надетой рукавицей и проглаживают деревянным бруском, перемещая его вдоль заготовки (рис. 104). Чтобы не повредить заготовку из жести, нижние рёбра бруска должны иметь радиусные закругления.
Рис. 104. Правка жести с помощью деревянного бруска — гладилки
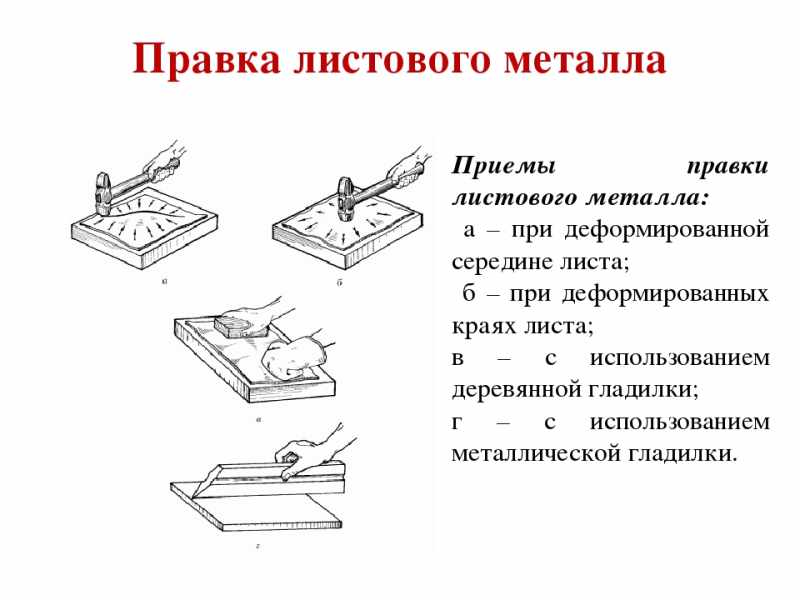
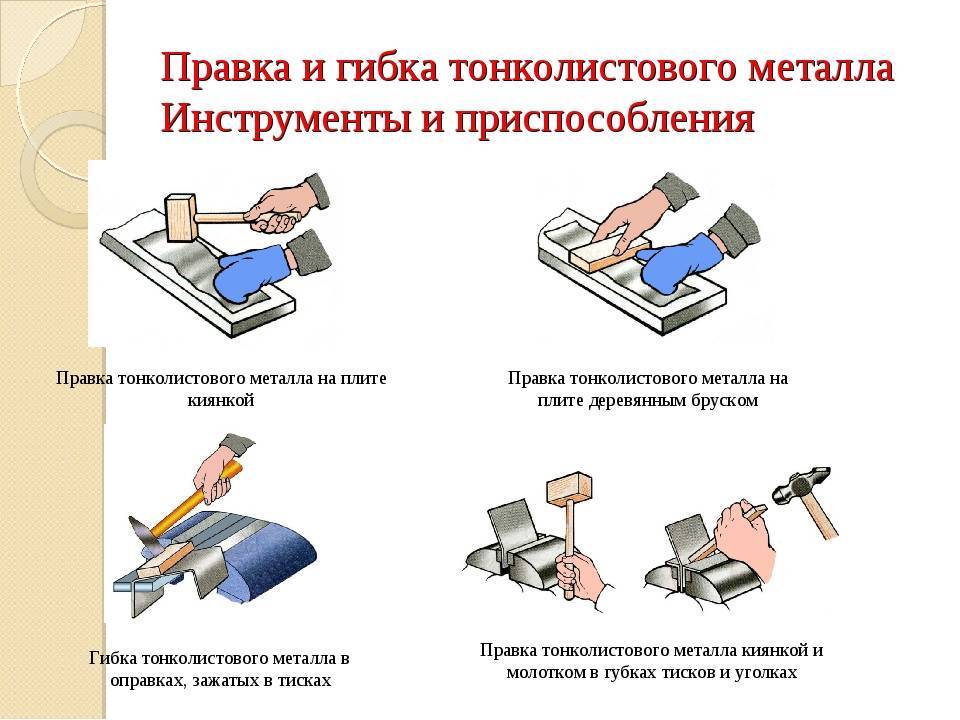
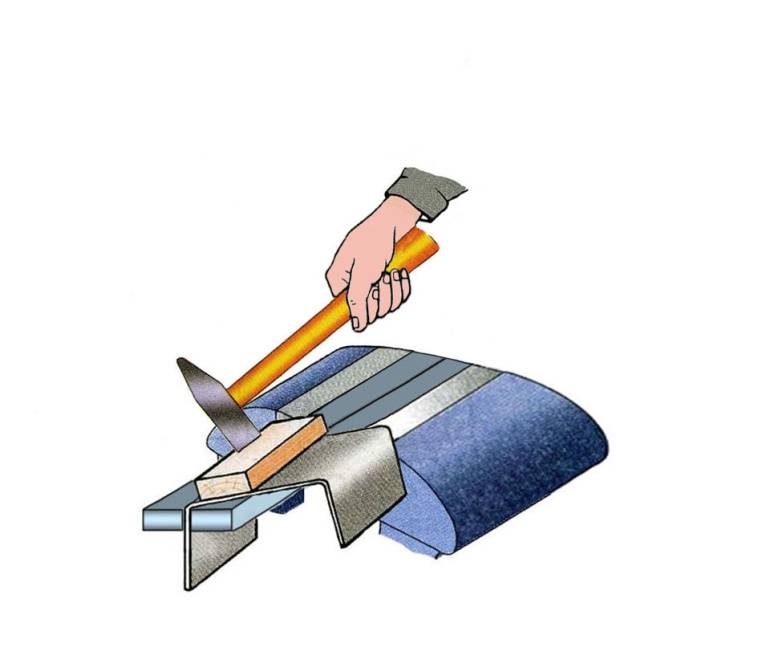
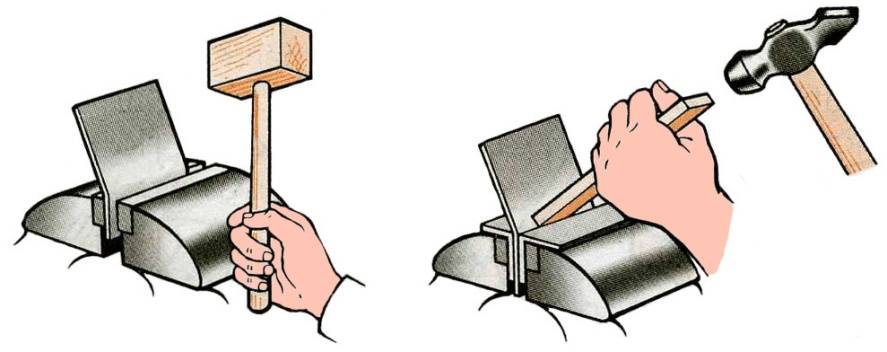
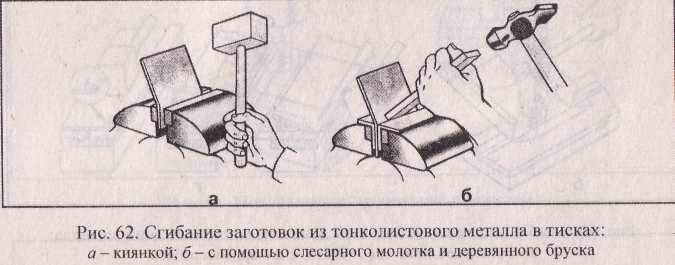
Тонколистовой металл толщиной более 0,5 мм правят деревянным молотком — киянкой. Для этого лист укладывают на металлическую (правильную) плиту (рис. 105) выпуклым участком вверх. Удары наносят киянкой, начиная с краёв листа, постепенно приближаясь к выпуклости. Вблизи выпуклого участка удары наносят чаще, но с меньшей силой. По самой выпуклости удары не . наносят, так как неровность от этого только увеличивается.
Рис. 105. Правка тонколистовой заготовки киянкой
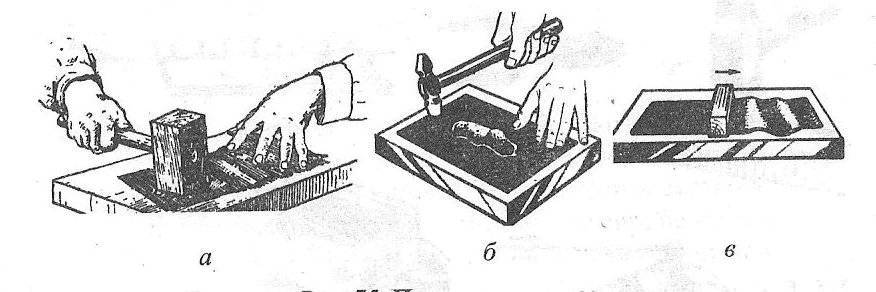
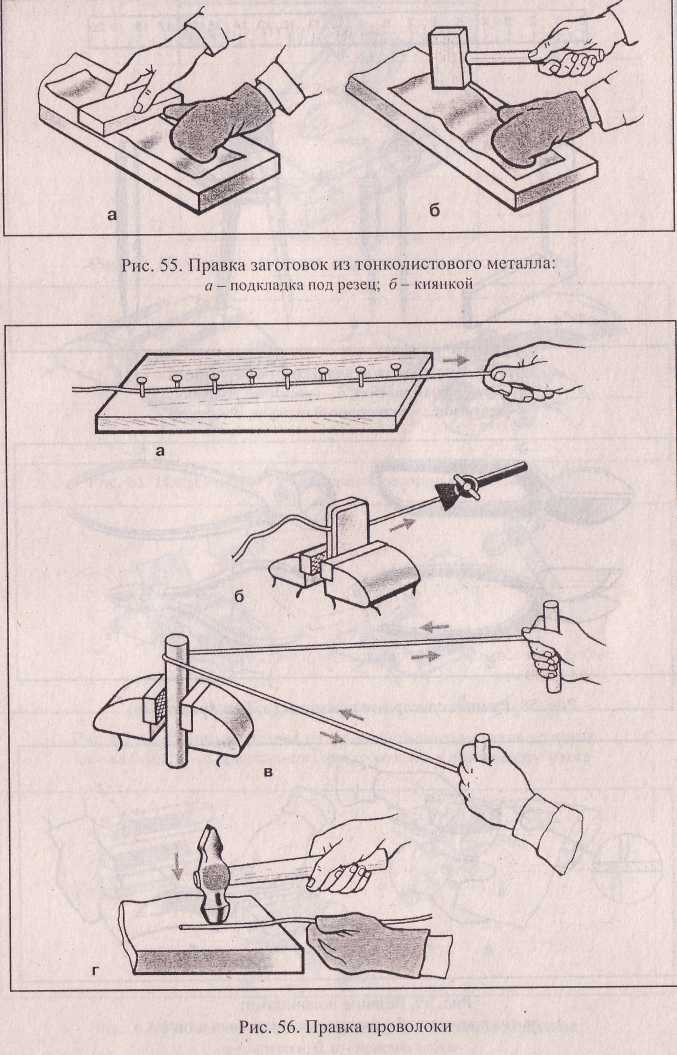
Правку мягкой (например, медной) тонкой проволоки можно выполнять, протягивая её между двумя деревянными брусками, зажатыми в тисках (рис. 106, а) или перемещая её вокруг цилиндрической стальной оправки (рис. 106, б).
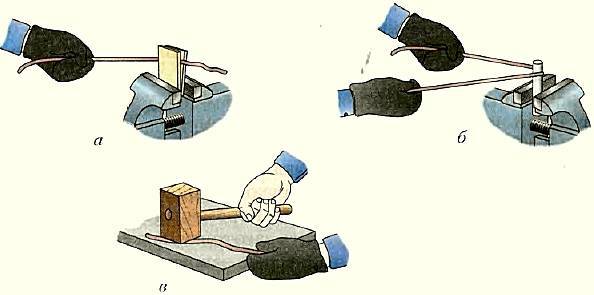
Рис. 106. Правка проволоки: а — в тисках протягиванием между брусками; 6 — в тисках протягиванием вокруг цилиндра; в — на плите киянкой
Толстую алюминиевую или медную проволоку правят киянкой (рис. 106, в), а стальную — молотком.
Качество правки проверяют, прикладывая линейку к тонколистовой заготовке или проволоке и рассматривая заготовку на просвет.
На предприятиях диеты металла правят, пропуская их между гладкими валками листоправильных машин. Проволоку правят на проволочно-правильных машинах, протягивая её через вращающиеся кольца.
Правила безопасной работы
На руку, удерживающую заготовку при правке, следует надевать рукавицу; держать эту руку дальше от места удара киянкой и молотком.
Остерегаться острых кромок листовой заготовки и проволоки.
При правке проволоки надёжно закреплять в тисках деревянные бруски и стальную оправку.
- Боёк молотка и киянки должен быть хорошо закреплён на ручке.
Практическая работа № 21
Правка заготовок из тонколистового металла и проволоки
Подготовь тонколистовую или проволочную заготовку одного из изделий, изображённых на рисунках 97, а — в; 98; 101, а; 102, а; 176; заготовку, выданную учителем или заготовку для твоего проектного изделия. Выбери подходящий способ правки.
-
Выполни правку заготовок из тонколистового металла и проволоки, соблюдая правила безопасной работы.
- Проверь, правильно ли выправлены заготовки.






Проверяем свои знания
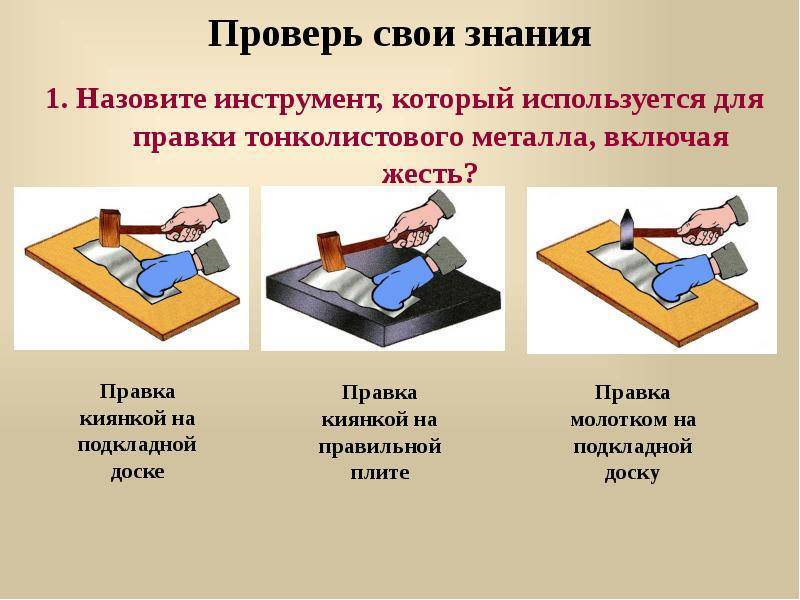
С помощью каких инструментов выполняют правку тонколистового металла и проволоки?
Что будет, если толстую алюминиевую или медную проволоку править не киянкой, а молотком?
Почему для правки проволоки (рис. 106, а) берут деревянные бруски небольшой толщины?
- Можно ли толстую медную проволоку править не на правильной плите, а на деревянной доске?
Техника правки металла
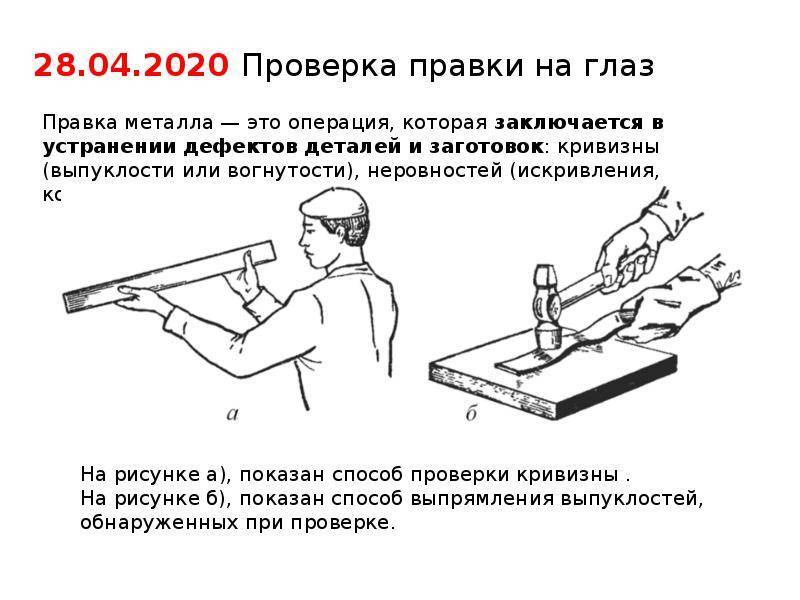
Различные заготовки и изделия имеют выпучины, волнистость, искривления и другие неровности. Рихтовка и правка исправляет обнаруженные дефекты.
Правка — это выравнивание незакаленных деталей, заготовок и листов. Относительно простой процесс, возможно выполнение в домашних условиях.
Перед началом правки проверяется кривизна заготовок и деталей. Делается это, прикладывая к детали металлическую линейку (на ребро) или на глаз. Края выгнутых мест отмечаются мелом.
Правка ведется на ровных надежных подкладках или на правильной плите. Нужно правильно выбрать места для нанесения ударов. Удары наносят с силой, соразмерной с величиной кривизны. Постепенно уменьшают силу удара при переходе от большего изгиба к меньшему.
Правка прутков и полосового металла выполняется в следующем порядке:
- отмечаются границы изгибов с выпуклой стороны;
- в правую руку берется молоток, на левую надевается суконная рукавица (https://stoitex.ru/mid/3/id/107);
- прут или полоса кладется на наковальню или на правильную плиту вверх выпуклостью. Удары наносятся по выпуклости к средней части от краев изгиба. По мере исправления изгиба сила ударов уменьшается, при необходимости прут или полоса переворачивается. Если у них имеется несколько изгибов, то сначала выправляют изгибы, расположенные ближе к краям, а потом те, что в середине;
- проверяются результаты правки — прикладыванием линейки или на глаз.
Правка металлических заготовок или листов
Правка металлических заготовок или листов нужна, когда на них имеется выпуклость или волнистость.
Порядок правки заготовок и листов с волнистостью следующий:
- мелом обводятся границы участков волнистости;
- заготовка или лист кладется на наковальню или на правильную плиту таким образом, чтобы не было свисания краев;
- заготовка или лист прижимаются к наковальне или к правильной плите, и начинается правка;
- удары наносят с помощью молотка к краю от середины. Силу ударов уменьшают при приближении к краю. Запрещается нанесение повторных ударов в одно и то же место.
Правка выпучин на металлических листах производится в следующей последовательности.
- Мелом обводятся границы выпучин.
- Заготовка или лист кладется на наковальню или плиту выпуклостью наружу, не допуская свешивания краев.
- Правка начинается от ближайшей к краю выпучине.
- После этого наносятся удары со второго края. Наносятся частые, но не сильные удары. Силу ударов под конец правки уменьшают. Запрещается нанесение нескольких ударов по одному месту.
Когда на металлическом листе рядом располагаются несколько выпучин, то выпучины с помощью молотка соединяются в одну, а после она правится по вышеописанной технологии.
Выпучины и волнистость тонких металлических листов и заготовок правятся киянками, свинцовыми, латунными или медными молотками. Очень тонкие листы кладутся на ровную плиту и выглаживаются деревянными или металлическими брусками.
Во время правки деталей, заготовок и металлических листов нужно соблюдать требования техники безопасности. Надевают рукавицы, чтобы избежать травм от ударов. Обрабатываемые детали, заготовки и листы нужно крепко удерживать на наковальне или правильной плите, чтобы избежать их соскакивания.
Метки:Инструмент, Работы с металлом





