

Где купить
Сварочная проволока ESAB
Расходный материал в виде сварочной проволоки широко используется в различных сварочных технологиях. Наличие этого продукта в ассортименте производителей, имеющих влияние на рынке сварочных материалов, является обязательным условием. Компания ESAB, как мировой лидер, отличается выпуском видов проволоки широкого назначения, охватывающим все возможные сферы ее применения.
Сферы применения
Сварочная проволока ESAB востребована в нефтегазовой, судостроительной, машиностроительной, химической и других отраслях промышленности. В…
Сварочная проволока: расход, заправка, подача
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя.
Особенности проволоки
На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение…
Производители сварочной проволоки
Проволока является расходным материалом, пользующимся сегодня высоким спросом. Поэтому многие компании: в России и за рубежом – специализируются на выпуске сварочной проволоки. Наиболее значимые производители, а также особенности их продукции, востребованные марки расходников и другая полезная для мастеров информация представлена в данном обзоре.
Список стран и заводов-производителей
Компании имеют в распоряжении современное оборудование, квалифицированные сотрудники предприятий используют в производстве новейшие…
Проволока ВТ1
ВТ1-00Cв – самая химически «чистая» российская марка титана. Характеризуется ультранизким содержанием примесей и газов, что определяется сферой применения – сварка титановых изделий марок ВТ1-0 и ВТ1-00.
Область применения, назначение
Используется в качестве присадочного материала для сварных конструкций из титановых сплавов.
Характеристики
Основные характеристики титановой проволоки, применяющейся в основном при аргонодуговой сварки вольфрамовым электродом:
Производится из технического титана методом холодной или горячей…
Сварочная проволока: марки, маркировки, виды
Сварочные работы производятся с любыми материалами – это могут быть чугуны, стали или цветные металлы. Технологии позволяют выполнять эти работы на производительных автоматах и полуавтоматах. Обеспечивают функциональность этого оборудования расходные материалы в виде проволоки.
Применение
Основным назначением является использование расходного материала на полуавтоматах в атмосфере защитного газа. В тех случаях, когда применяется самозащитная проволока, сварка производится без газа.
Проволока применяется как наплавочный…
Сварочная проволока ER70S
ER70S-6 – омедненная сварочная проволока высокого качества, соответствующая всем российским и мировым стандартам.
Область применения, назначение
Проволока омедненная (не нужно путать с медными расходными материалами) ER70S-6 используется в сварочных автоматах и полуавтоматах, этот материал производится для работ с деталями, элементами и конструкциями из низколегированной или нелегированной, конструкционной и углеродистой сталей.
Широко применяется в различных отраслях промышленности: электроэнергетике, электротехнике,…
Сварочная проволока СВ08Г2С
Сварочная проволока СВ08Г2С (допустимо также написание Св-08Г2С) является одной из самых распространенных марок присадочных материалов. Данную марку нередко называют универсальной, так как с её помощью выполняется сварка и наплавка. Кроме этого, она используется при изготовлении электродов. Полная информация представлена далее.
Область применения, назначение
Проволока СВ08Г2С используется для сварки низколегированных и углеродистых сталей, которые находят широкое применение в различных отраслях: машино-, самолето- и…
Физико-химические свойства
Присадочная проволока для аргоновой сварки часто обладает легирующими элементами, которые повышают стойкость к коррозии. Это очень удобно, как при сваривании, так и при хранении. Специальный состав помогает создать пластичный материал, которых хорошо переносит деформацию, причем это касается состояния до сваривания, а также после него. В большинстве случаев, кроме углеродной проволоки, материал обладает низким содержанием углерода, что противостоит его хрупкости. Благодаря этому можно повысить ударную вязкость шва. Некоторые марки способны уменьшать теплопроводность металла, чтобы не возникали деформации во время сваривания










Присадочная проволока для аргоновой сварки
Технические характеристики популярных марок
На примере марки СВ08Г2С можно рассмотреть технические характеристикой. Сопротивление на разрыв может достигать от 882 до 1370 МПа. Причем чем меньше диаметр присадочного материала, тем данный показатель выше.

Присадочная проволока марки СВ08Г2С
В проволоке ОК 15.66 предел прочности составляет всего 500 МПа, так как это марка для сваривания чугуна, так что она имеет достаточно высокую хрупкость.

Присадочная проволока марки ОК 15.66
Характеристики марки 06Х15 выглядят следующим образом. Температура плавления от 1453 градусов Цельсия, относительное удлинение до 35%, а твердость – 90 НВ.
Выбор
Если вам требуется проволока для сварки аргоном нержавейки, то следует в первую очередь определиться с составом данного металла. Ведь существует множество сортов и разновидностей, которые имеют свои добавки, влияющие на свойства. Если присадочная проволока будет отличаться по составу, то материал шва получит дополнительную уязвимость, так как образуется высокий перепад. Для идеальных условий, все должно полностью совпадать и присадочная проволока должна соответствовать составу основного металла.
Далее нужно обратить внимание на диаметр проволоки. Одни и те же марки выпускают в различных вариантах, так как они используются для заготовок разной толщины. Здесь все просто, так как чем толще основной металл, тем толще должна быть проволока
Лучше всего, когда эти значения практически одинаковы. Могут быть небольшие различия, в пределах 1 мм, но это касается только изделий средней и большой толщины, так как с тонкими листами нужно придерживаться максимально точных пропорций. К примеру, если присадочная проволока для сварки алюминия аргоном будет 2 мм, а сам лист – 1 мм, то появится огромный риск пропалить дыру
Здесь все просто, так как чем толще основной металл, тем толще должна быть проволока. Лучше всего, когда эти значения практически одинаковы. Могут быть небольшие различия, в пределах 1 мм, но это касается только изделий средней и большой толщины, так как с тонкими листами нужно придерживаться максимально точных пропорций. К примеру, если присадочная проволока для сварки алюминия аргоном будет 2 мм, а сам лист – 1 мм, то появится огромный риск пропалить дыру.
Популярные марки и область их применения
Марка сварочной проволоки | Характеристики |
| Св-06Х19Н9Т | Наплавленный металл оказывается стойким к коррозии. Его применяют при сваривании нержавеющей стали и других сортов металла с антикоррозионными свойствами. Обязательно наличие защитной газовой среды |
| Св-08Х20Н9Г7Т | Наплавленный металл оказывается стойким к коррозии. Его применяют при сваривании нержавеющей стали, аустелитных сортов и других сортов металла с антикоррозионными свойствами. Обязательно наличие защитной газовой среды |
| Св-10Х16Н25АМ6 | Применяется при сваривании нержавеющих сталей в среде защитных газов. Готовый шов сохраняет стойкость к коррозии. |
| ПП-АНЧ-1 | Сварочная проволока, которая не требует предварительного подогрева при использовании. Твердость наплавленного металла составляет до 300 НВ. |
Производители
На данный момент существует множество компаний, которые занимаются производством сварочной проволоки. На современном рынке можно встретить продукцию следующих производителей.
- ESAB;
- Gradient;
- Askaynak;
- KT;
- ДонЮг;
- Волна.
Основные требования к хранению
С применением присадочного материала выполняются практически все виды сварочных швов. Каждый тип изделия разрабатывается с учетом метода сварки и группы металла.
Проведенный анализ химического состава сварочных изделий, результат их испытаний и соответствие продукции документируется изготовителем
При покупке расходного материала необходимо обращать внимание на сертификат, где указываю марку, партию и тип изделия, химические и механические свойства, длину, диаметр и угол загиба
В сертификате к присадочному материалу также отмечают классификацию продукции по роду и полярности тока и область применения, что помогает правильно выбрать материал для сварки.









Сварочные расходные материалы поставляются в различных видах упаковки. Обычно формируются в пластиковых мешках, картонных коробках, тубусах, бочках. Извлеченные из упаковки проволока и прутки в нормальных условиях сохраняются в течение 2 недель. В условиях высокой влажности продукция теряет свои свойства и подлежит утилизации.
Алюминиевая сварочная проволока
Проволока сварочная алюминиевая нашла широкое применение при полуавтоматической сварке алюминиевых профилей и конструкций, где обязательное содержание меди или/и кремния более 3 %.
В ней меди должно быть не больше 5 и не меньше 3 %. Большое количество алюминия дает такие характеристики:
- Высокую прочность;
- Отличную коррозийную стойкость;
- Цвет при анодировании, как у основного металла.
Успешно применяются такие расходные материалы во время проведения работ в автомобильной индустрии и судостроении. Для рядового потребителя она доступна в катушках по 400 – 1 000 граммов с обязательной рядностью намотки.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Виды алюминиевой проволоки и правила ее применения
Присадочная проволока, которая используется для соединения деталей, изготовленных из алюминия и его сплавов, может относиться к одной из двух категорий:
- Алюминиевая проволока, применяемая для выполнения технологической операции холодной высадки (требования к качественным характеристикам такой присадочной проволоки оговариваются в ГОСТ 14838-78).
- Проволока для сварки алюминия, а также сплавов на основе данного металла.

Рекомендуемые марки проволок для сварки алюминиевых сплавов
Выбирая сварочную проволоку для сварки алюминиевых сплавов с различным химическим составом, лучше остановить свой выбор на универсальных типах такого расходного материала. Кроме высокой надежности получаемого соединения, такая проволока позволяет обеспечить:
- устойчивость сварного шва к образованию горячих трещин;
- высокую прочность формируемого шва;
- пластичность полученного соединения;
- способность сварного шва успешно противостоять коррозионным процессам.
Правильно подобранная алюминиевая проволока – не единственное условие, позволяющее получить качественное и надежное сварное соединение. Очень большое значение также имеет правильная подготовка соединяемых деталей, которая заключается в тщательной очистке их поверхностей и удалении с них тугоплавкой оксидной пленки
Важно выполнить такую процедуру непосредственно перед началом сварки, так как алюминиевая поверхность под воздействием окружающей среды быстро покрывается оксидной пленкой
По этой же причине проволока, предназначенная для сварки алюминия, после вскрытия упаковки, в которой она поставляется с завода, должна быть использована достаточно быстро. Иначе ее поверхность будет подвергнута активному окислению. В этом случае качественные характеристики проволоки будут значительно ухудшены, что скажется и на характеристиках формируемого с ее помощью сварного соединения.

Временное хранение вскрытой катушки с алюминиевой проволокой
Сварочная проволока из нержавейки
Проволока сварочная нержавеющая нужна для соединения рядовых нержавеющих сталей и их производных в защитной газовой среде. Ее наплавление обеспечит высокую стойкость к коррозии, а также защиту от трещин.
Рядная намотка при качественном исполнении в совокупности с идеальной чистотой и ровностью поверхности должны обеспечить:
- Стабильное горение дуги;
- Малое разбрызгивание металла;
- Ровный и качественный шов.
Бухты со сварочной проволокой нержавейкой производят от 500 граммов до 5 килограмма стоят в среднем от 400 рублей за килограмм. Благодаря защите от коррозии, могут использоваться на протяжении нескольких лет.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.










Технология сваривания аргоном

Аргонодуговая сварка нержавеющей стали – задача для мастера, имеющего большой опыт. Однако выполнить ее способен и новичок. Но сначала стоит провести пару тренировочных проб на непригодных деталях, которые допустимо загнать в брак.
Аргонное сваривание чаще всего применяется для тонкостенных элементов. Ведь эта методика сварочного процесса достаточно аккуратна. В выполнении обработки тонкостенной нержавеющей стали аргонодуговым методом важную роль играет подбор оборудования.
Перед работой происходит настройка прибора. Полярность включается зачастую прямая. Также в настройках есть два типа тока – переменный и постоянный. Этот параметр устанавливается отдельно для каждой детали.
При аргонодуговой сварке нержавейки применяется сварочный пруток, а также вольфрамовый электрод. Важным звеном является газовая горелка, в которой закрепляется электрод. Через нее же подается аргон.
Движение газовой горелки происходит вручную
Важно помнить, что проводится она вдоль оси сварочного шва. Движение поперек строго запрещено. При проведении горелкой поперек соединения, аргон будет не способен защищать зону сварки от разрушительного кислородного воздействия
Это снизит надежность и качественность соединения, и деталь уйдет в выбраковку
При проведении горелкой поперек соединения, аргон будет не способен защищать зону сварки от разрушительного кислородного воздействия. Это снизит надежность и качественность соединения, и деталь уйдет в выбраковку.
Обратная сторона сварочного шва также требует защиты. Для этого аргон подается также и на ту сторону детали. Это увеличивает расход газа, однако повышает надежность шва.
Ведь эстетичность соединения – главный параметр в работе с нержавейкой. Подкладки из графита, применяемые во время разжигания дуги, также обеспечивают более подходящий для такого типа стали вид шва.
Активность окисления металла либо вольфрамового электрода тоже является частой причиной нарушения сварочного процесса. Решением будет продолжение подачи аргона в сварочную ванну после завершения сварки.
Срок этого действия всего 15-20 сек. Однако это повысит качество швов и защитит их от трещин. А уровень расхода аргона при этом довольно мал.
Для начинающих специалистов перерасход – нормальное явление. С опытом процесс будет протекать быстрее, и этот показатель придет в норму.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
- 0,6 мм;
- 0,8 мм;
- 1,0 мм;
- 1,2 мм;
- 1,6 мм.
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву
Трудности
Легирующие добавки, которые входят в состав нержавейки, повышают ее качественные характеристики, придавая коррозионностойкие свойства, однако негативно влияют на сварочный процесс.По сравнению с прочими сортами стали, теплопроводность нержавейки ниже в 2 раза. Это значит, при температурном воздействии на поверхность тепло будет концентрироваться в точке контакта, а не равномерно распределяться по плоскости, отводя излишки энергии. По этой причине у начинающих сварщиков не получается качественно проварить сплав без перегревов и прожогов. Технические пособия рекомендуют устанавливать меньшие амперные характеристики сварочного оборудования при сваривании данного сплава.










Важным фактором, который необходимо учитывать на стадии планирования, является высокий показатель линейного расширения. Избыточное температурное воздействие легко деформирует околошовную зону, поэтому необходимо оставлять зазор, достаточный для предотвращения образования трещин.
Высокое электрическое сопротивление также негативно влияет на качество сварки. Расходные материалы очень быстро нагреваются. Через некоторое время они начинают плавиться не сварочной ванне, а на конце дуги.
Все электроды для сварки нержавеющей стали имеют ограниченную длину, которая не превышает 350 мм.
Существуют и температурные ограничения сварочного процесса. При температуре 500 Сº в межкристаллическом пространстве начинают образовываться соединения, ухудшающие качество шва – карбид хрома и железа. Для предотвращения данного процесса, деталь необходимо охладить сразу же по окончании работ.
Преимущества
Присадочная сварочная проволока может быть классифицирована как самозащитная и газозащитная. Защиту проволоки могут обеспечивать различные виды газов. Применение сварочной проволоки позволяет получать:
- За счет высокого теплового потока электрод образует узкую область термического действия на металл.
- Необходимое воздействие на металл образующегося сварного шва за счет изменения газового состава и марки проволоки.
- Высокую производительность труда по время выполнения сварочных работ.
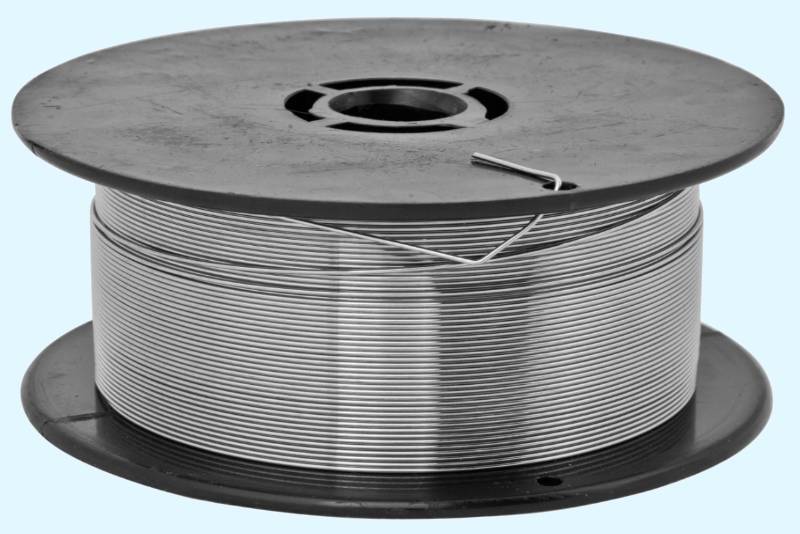
Самозащитная порошковая проволока
Применение сварочной проволоки предоставляет большие возможности для механизации работ.
Из явных достоинств можно назвать и то, что благодаря применению проволоки для электродуговой сварки происходит снижение основного и вспомогательного времени на выполнение работ в результате снижаются накладные расходы и происходит снижение себестоимости готовой продукции.

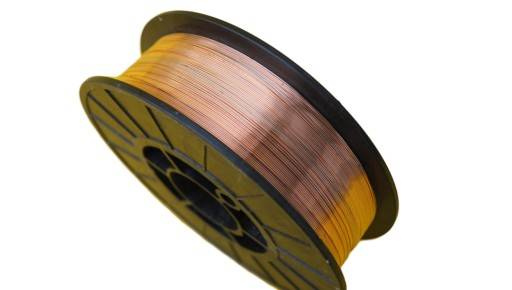
Присадочная проволока с полированной поверхностью
Существует два вида сварочной проволоки – с полированной и с обмедненной поверхностью. И состояние поверхности проволоки оказывает существенное влияние на качество дуги, получаемого шва, количество капель расплавленного металла и само собой на надежность сварочного оборудования.
Подготовка материалов перед сваркой нержавеющей стали аргоном
Предварительная подготовка нержавейки является залогом успешного результата. Данный этап является практически основным. Что нужно сделать:
- Изначально стоит обработать места, которые будут свариваться между собой – края затереть абразивным материалом. Чаще всего используется именно наждачная бумага.
- Следующим этапом станет обезжиривание ранее зачищенных участков – протереть края ацетоном или другим растворителем.
- При сваривании тонкого метала нужно совершить предварительный прогрев. Горелкой стоит разогреть нержавейку до 200-300 °С. Это поможет избежать напряжения деталей и предотвратит появление трещин.
- В последнюю очередь стоит определиться с выставлением зазоров.
Такая подготовка проводится непосредственно перед началом сварочных работ. Нельзя зачистить и обезжирить нержавеющую сталь за сутки до проведения манипуляций. Выполняя каждый пункт, можно уберечь металл от деформации, повреждений и продлить время эксплуатации шва.

Настраивание аппаратуры
Для проведения манипуляций такого плана, важно правильно произвести подготовку аппарата. Нижеприведенный пример актуален для соединения пластинок высотой 1 мм:
- Выставить постоянный ток прямой полярности.
- Сила тока должна составлять 30-50 А.
- Напряжения меньше 28 В.
- Скорость 12 см за 1 минуту.
- Расход газа 4 л.
Область применения, назначение
Химические элементы, входящие в состав таких материалов как нержавеющие стали, чугуны, титановые сплавы, алюминиевые сплавы и других цветных металлов при сварке активно взаимодействуют с воздухом. Естественно о качестве таких швов ничего хорошего сказать нельзя. Решить проблему соединения вышеуказанных материалов позволяет защита зоны соединения инертным газом аргон. При этом не требуется специальная обработка шва после окончания процесса.

Проволока титановая сварочная 7 мм. ВТ1-00св. Фото БВБ-Альянс
Применение аргонодуговой сварки при ремонте автомобилей дает возможность продлить срок службы ремонтируемым деталям. Сложной конфигурации изделия, изготавливаемые с ее помощью, получают товарный вид непосредственно после сварки. Обработка швов для таких деталей практически невозможна и качественное соединение – технологический способ решения проблемы.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
Читать также: Как просверлить торец дсп
При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.










Нержавейка производится из высоколегированной стали, которая устойчива к ржавчине. Ее используют при изготовлении домашних приборов и промышленных устройств. Если вы знаете, как варить нержавейку аргоном, то можно избавить себя от множества серьезных проблем. Именно о том, как происходит сварка аргоном, и пойдет речь в рассматриваемой статье.
Порошковая проволока
Порошковая проволока для полуавтомата представляет собой трубочку с порошковым наполнителем. Она должна обеспечивать:
- легкость образования дуги;
- равномерность плавления:
- ровное покрытие швов шлаком;
- отделение шлака от шва;
- получение шва без дефектов.
 Такой способ сварки напоминает флюсовый и электродный. Сварочный шов покрывается слоем шлака. За счет порошка идет легирование расплавленного металла. Это обеспечивается наличием в составе порошка ферросплавов.
Такой способ сварки напоминает флюсовый и электродный. Сварочный шов покрывается слоем шлака. За счет порошка идет легирование расплавленного металла. Это обеспечивается наличием в составе порошка ферросплавов.
Метод отличается высокой производительностью и простотой. Работа ведется в разных местах и при любых погодных условиях.
Но имеются и недостатки:
- необходимость постоянного поддержания напряжения и силы тока;
- требуется дополнительная защита;
- высокий уровень выделяемых вредных веществ.
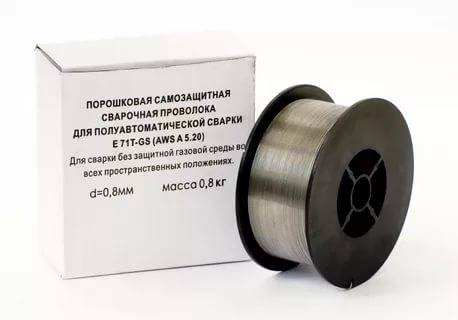
Порошковая проволока разделяется на виды:
- самозащитные. Работают без дополнительной газовой защиты;
- сварка ведется в среде углекислого газа.
Самозащитные удобны в использовании, поскольку не требуют наличия газового баллона. Это расширяет возможности использования сварки при монтажных работах.
Работа в среде углекислого газа повышает параметры сварки и улучшает качество сварного шва.





