

Расчет необходимого усилия пробивки
Процесс вырубки металла характеризуется тем, что в ходе этого процесса появляется довольно сложная схема нагрузки, которая концентрируется в районе места взаимодействия пуансона, прорубаемого материала и матрицы.
Пуансон изготавливают таким образом, что он входит в материал не всем своим торцем, а только внешней кольцевой частью. Ответное воздействие возникает со стороны матрицы. Причем давление, возникающее в зоне взаимодействия этих трех компонентов, распределяется неравномерно.
Другими словами, в процессе вырубки возникает пара сил, которые формируют круговой изгибающий момент. Под его воздействием лист изгибается. В результате этого изгиба зарождается давление, которое оказывает воздействие на пуансон, и на кромку матрицы. Кроме этого, необходимо учитывать и то, что под действием сил трения появляются касательные усилия. Как видно из выше сказанного, при пробивке возникает неоднородное силовое поле. Поэтому, при проведении расчетов применяют условную величину — сопротивление срезу. В результате, проведенных исследований, сопротивление зависит не столько от свойств металла, но и от уровня наклепа, толщины вырубки, зазоров в паре пуансон/матрица и скорости процесса вырубки.
Читать также: Масло индустриальное и 20а применение
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Пробойники для круглых отверстий: виды, назначение, материалы изготовления и применение
В ремонтно-строительной сфере, а также в технической практике или в быту нередко случается необходимость сделать круглое отверстие в различных видах тонких материалов. Часто на помощь приходит обычный канцелярский дырокол, но для идеально ровной поверхности он не подходит. Бывает так, что отверстие нужно проделать не с края, а посредине куска материала и с этой задачей не всегда может справиться такой универсальный инструмент, как электродрель.
На помощь может придти практичный инструмент — пробойник, который способен проделать отверстия в поверхности почти любого материала. В чем главные отличия такого инструмента, какие бывают виды пробойников?
Пробойник и его назначение
Инструмент представляет собой заостренную металлическую трубочку, приставив который ко многим видам материала и ударив по нему несколько раз можно сделать аккуратное круглое отверстие. Инструмент можно сделать из любой тонкостенной трубочки, главное, чтобы его края были достаточно острыми.
Есть также многолезвийный режущий инструмент, которые обрабатывает конические и цилиндрические отверстия в деталях, Такой инструмент также называют зенкер-пробойник, поскольку он объединяет сразу две функции:
- острый наконечник сразу пробивает отверстие;
- встроенное лезвие расширяет отверстие до нужного диаметра.
Инструмент позволяет не только увеличить диаметр отверстия, сделать его более точным, но и значительно улучшить качество выполняемой работы. Механическая обработка потребует высокой мощности, чтобы операция была выполнена наиболее точно. Вручную такие операции выполнять сложно, поэтому с этой целью используются специальные станки любого типа:
- токарные;
- фрезерные;
- агрегатные.
Стандартный пробойник состоит из режущей части, калибрующей и режущей части, хвостовика и шейки. Главные режущие кромки расположены специально на режущей части и под определенным углом. Вид зенкера-пробойника определяет величину угла инструмента, например, для пластичных материалов угол составляет примерно 15о, а для более хрупких металлов около 5о.
Калибрующая часть имеет цилиндрическую форму, на ней всегда располагаются калибрующие кромки, назначение которых — калибровка и зачистка отверстий. На конце калибрующей части выполнен небольшой обратный конус с величиной занижения 0,04-0,07 мм для предупреждения повреждений концов зубьев.
В зависимости от предназначения заточки количество зубьев в каждом типе инструмента разное. Зубья располагаются равномерно, чтобы увеличить чистоту обработки материала, а также производительность и улучшить качество.
Виды пробойников
Для каждого вида материала есть свой пробойник, у хорошего мастера есть целый набор таких инструментов. Они делятся на несколько видов:
- гидравлические;
- пневматические;
- ручные.
Ручной пробойник выглядит в виде металлической трубки определенного диаметра с острой заточкой на конце. Часто инструмент бывает с рукояткой из пластмассы либо мягкой резины. Гладкую и ровную поверхность обеспечивает острый и гладкий наконечник, а также кромка с заточками. С помощью такого пробойника делать отверстия в бетоне или металле нельзя, он подходит для работы с кожей, резиной, картоном или мягких видов ткани.
Пневматические пробойники нужно подсоединять к специальному механизму и только после этого можно работать, используя силовой механизм. Такой инструмент имеет свои отличительные особенности. У него есть цельный конический и немного удлиненный хвостовик. Они используются для работы с бетоном, металлом, поэтому для изготовления пневматических пробойников применяют быстрорежущую инструментальную сталь. Заточка в таком инструменте выполнена максимально.
Гидравлический пробойник, кроме основной режущей части, имеет гидравлический механизм, поэтому отверстия всегда получаются более качественными и работа выполняется гораздо быстрей.
Инструмент оснащен специальным регулятором, с помощью которого можно контролировать глубину пробивания. Поскольку он более механизированный, чем все остальные виды пробойников, то его можно использовать в работе с тяжелыми материалами. Инструмент такого типа подходит для пробивания отверстий в толстом металле или бетонных плинтусах. Для изготовления гидравлических пробойников используется всегда самая прочная сталь, что в итоге дает качественное отверстие с ровной и гладкой поверхностью, причем весь процесс происходит быстро.
Методы
Пробивка может осуществляться в ручном или автоматизированном режиме.
Ручной
В данном случае используются специализированные пресс-ножницы. Они могут иметь различный принцип действия: механический, пневматический или гидравлический, но результат будет всегда одинаков.









Процесс выглядит следующим образом:
- Производится разметка заготовки – керном размечаются центры будущих отверстий.
- Размеченный лист вручную перемещается по станине пресс-ножниц до совпадения разметки с центром пуансона.
- Производится запуск пресса – пуансон выдавливает часть металла из заготовки, оставляя ее в матрице.
Из-за ручного контроля данный метод не может обеспечить высочайшей точности и производительности, поэтому на крупных производствах используются автоматические станки с ЧПУ.
Автоматизированный
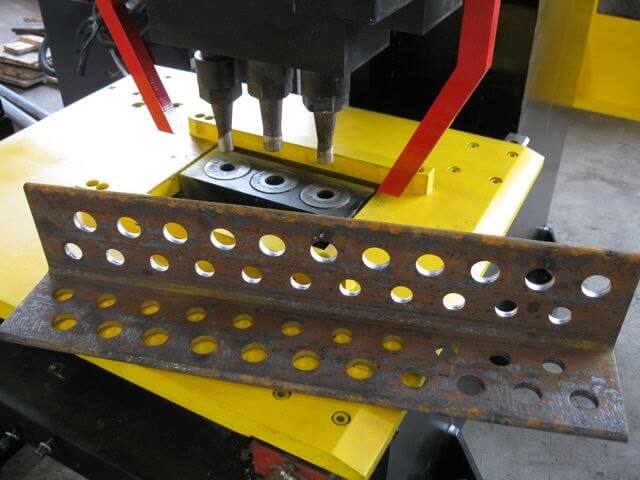
Для автоматической пробивки применяются высокопроизводительные координатно-пробивные прессы. Предварительно, еще до размещения на столе заготовки, в их память вносится программа, содержащая информацию о расположении и форме всех необходимых отверстий.
Современные станки также называют револьверными, так как они имеют вращающийся барабан, в котором установлены пуансоны различных форм и размеров. В зависимости от программы они автоматически сменяют друг друга без участия человека и остановки работы. Подобная конструкция позволяет производить до 1500 отверстий в минуту.
В отличие от ручного метода, лист-заготовка закрепляется на столе специальными зажимами, которые производят ее перемещение в плоскости согласно внесенной программе. При этом во время работы головка пресса сначала прижимает металлический лист специальным прижимным кольцом, обеспечивающим фиксацию рабочей области, а затем использует соответствующий пуансон.
Благодаря использованию поворотного инструмента станок также может использоваться для осуществления перфорации сложной формы. Кроме того, он обладает дополнительным функционалом и может производить пуклевку, формовку и неполную пробивку, что существенно расширяет возможности изготовления.
Виды оборудования
Оборудование, которое используют для получения отверстий можно разделить на «условно ручные», то есть те, которые нуждаются в постоянном присутствии оператора — станочника, и на автоматизированные, которые работают при минимальном участии человека. В качестве инструмента для пробивки отверстий в металле применяют различного вила пробойники, штампы и некоторые другие.
К первой группе относят оборудование, работающее от механического, гидравлического или другого вида привода. Вторые — это полностью автоматизированные станки, работающие под управлением ЧПУ, к примеру, координатно-просечные прессы или дыропробивной станок.
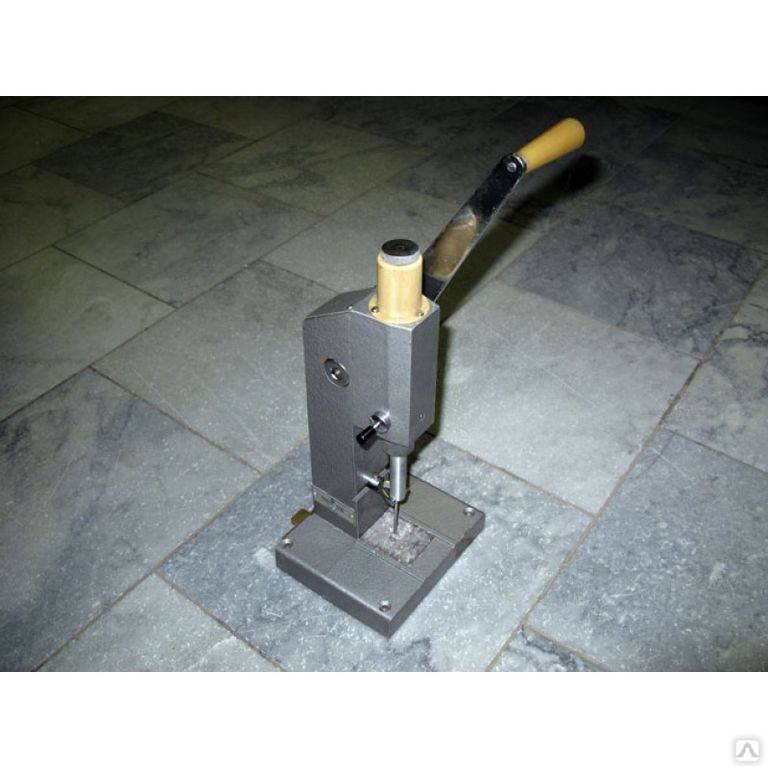
Ручной процесс
К ручным способам получения отверстий в металле можно отнести — сверление, пробивку. В качестве инструмента для пробивки отверстий в металле применяют сверла и соответствующее оборудование — сверлильные станки или ручные дрели. Для ручной пробивки инструмента применяют бородок и ударный инструмент (молоток, кувалда). Такой пробойник можно устанавливать на ручные прессы.

Ручной процесс пробивки
Сверление отверстий производят на сверлильных, фрезерных или токарных станках. В качестве рабочего инструмента применяют сверла. Для окончательного формования отверстия используют зенкера, цековки, развертки. С их помощью устраняют овалы, формируют фаски, повышают точность отверстия и чистоту поверхности.
Для пробивания отверстий в металле используют разные прессы — пневматические, гидравлические и пр. Усилия, развиваемые для эффективной работы штампа, состоящего из двух деталей (пуансона и матрицы), составляют от нескольких килограмм, до сотен, а то и тысяч тонн.
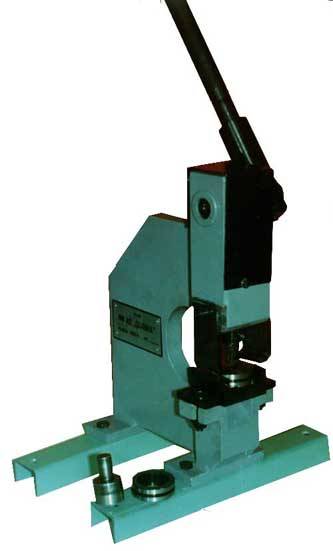
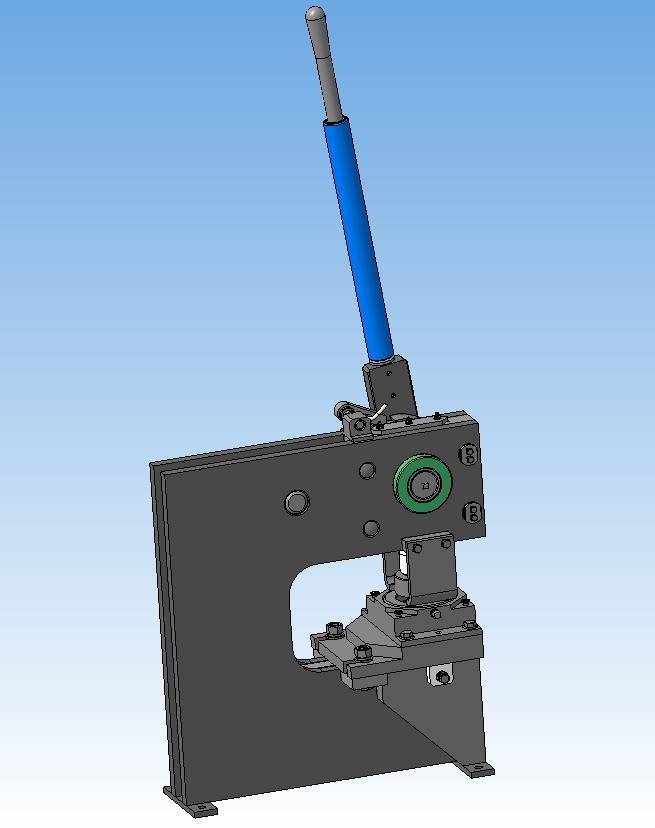
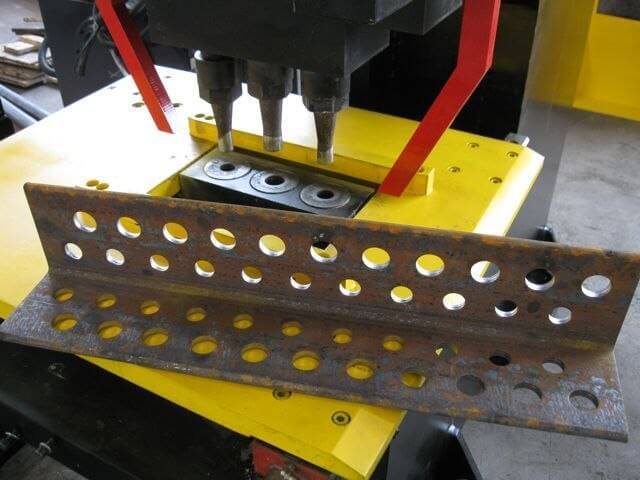
Пробивание отверстий на комбинированных пресс — ножницах
Нередко в производстве для получения отверстий применяют комбинированные пресс — ножницы.

Пробивание отверстий на комбинированных пресс — ножницах
Это устройство состоит из нескольких механизмов, которые позволяют обрабатывать металлический профиль, к примеру, уголок, резать полосы металла, осуществлять вырубку в форме прямо- или треугольников и, само собой, на этих ножницах устанавливают инструмент для пробивки отверстий в металле. Как правило, он состоит из пуансона и матрицы. Пуансон имеет диаметр пробиваемого отверстия. Матрица имеет в своем теле отверстие, соответствующее размеру пуансона. Через нее происходит удаление отходов вырубки.
Следует отметить, что вышеперечисленные способы получения отверстий не отличаются высокой производительности, особенно, в условиях крупносерийного или массового производства. Появление автоматизированного оборудования позволяет устранить эту проблему.
Пробивание отверстий на прессах
Использование оборудования, работающего под управлением системы ЧПУ привело к снижению трудоемкости производственных процессов, соответственно это положительно отражается на стоимости готового изделия.Дело в том, что управляющая программа, которая вносится перед началом работы, содержит в себе точные данные относительно расположения отверстий на листе.
Пробивание отверстий на прессах
Например, револьверный пробивной станок оснащают барабаном, на котором установлены пуансоны (инструмент для пробивки отверстий в металле) обладающие разными размерами и формами. При работе, программа автоматически выбирает необходимый инструмент. Такое инженерное решение позволяет менять инструмент не, останавливая работу станка, и повышать скорость получения готового изделия. На оборудовании этого типа, возможно, получение до 1 500 отверстий в минуту.Получение готового изделия состоит из нескольких операций. Первая заключается в укладке листа металла на рабочий стол. Для закрепления ее на нем применяют зажимы разного типа.После того как установлен и закреплен оператор запускает управляющую программу. После этого начинается перемещение заготовки. По координатам, заданным в программе, в необходимой точке, происходит опускание прижимного устройства, фиксирующего лист в нужном месте. После прижима происходит удар, наносимый пробойником (пуансоном).









На инструментальном барабане может быть установлен поворотный инструмент, который существенно расширяет возможности станка и позволяет выполнять резку контуров сложных форм.Пресс для пробивки отверстий в металле позволяют выполнять, кроме пробоя, следующие операции:
- пулевка — выдавливание, получение кромок разной направленности;
- формовка;
- неокончательная пробивка.
Пробивка отверстий и перфорация – в чем разница?
Нередко можно заметить, что пробивку отверстий называют перфорацией. Фактически, сам процесс выдавливания является лишь разновидностью перфорации, включающей и другие методы.
Например, пробивка отверстий в трубе с целью создания дренажа возможна далеко не на каждом прессе, поэтому ее могут выполнять:
- сверлением – если требуемый диаметр меньше толщины материала,
- фрезерованием – при невозможности использования пробивки и сверления,
- лазером – при необходимости тонких работ. Диаметр отверстия, получаемого лазерным лучом может составлять десятые доли миллиметра.
Соответственно, используемый метод выбирается исключительно исходя из требований конечному продукту и техническому оснащению.
Виды пробойников
Для каждого вида материала есть свой пробойник, у хорошего мастера есть целый набор таких инструментов. Они делятся на несколько видов:
- гидравлические;
- пневматические;
- ручные.
Ручной пробойник выглядит в виде металлической трубки определенного диаметра с острой заточкой на конце. Часто инструмент бывает с рукояткой из пластмассы либо мягкой резины. Гладкую и ровную поверхность обеспечивает острый и гладкий наконечник, а также кромка с заточками. С помощью такого пробойника делать отверстия в бетоне или металле нельзя, он подходит для работы с кожей, резиной, картоном или мягких видов ткани. Пневматические пробойники нужно подсоединять к специальному механизму и только после этого можно работать, используя силовой механизм. Такой инструмент имеет свои отличительные особенности. У него есть цельный конический и немного удлиненный хвостовик. Они используются для работы с бетоном, металлом, поэтому для изготовления пневматических пробойников применяют быстрорежущую инструментальную сталь. Заточка в таком инструменте выполнена максимально. Гидравлический пробойник, кроме основной режущей части, имеет гидравлический механизм, поэтому отверстия всегда получаются более качественными и работа выполняется гораздо быстрей. Инструмент оснащен специальным регулятором, с помощью которого можно контролировать глубину пробивания. Поскольку он более механизированный, чем все остальные виды пробойников, то его можно использовать в работе с тяжелыми материалами. Инструмент такого типа подходит для пробивания отверстий в толстом металле или бетонных плинтусах. Для изготовления гидравлических пробойников используется всегда самая прочная сталь, что в итоге дает качественное отверстие с ровной и гладкой поверхностью, причем весь процесс происходит быстро.
Преимущества перфорации металла нашей компанией
Возможность пробивки разъёмов и отверстий сложной формы за один удар и высечкой контуров в материале толщиной до 6мм.
Благодаря технологии обработки деталей на микроперемычках Microjoint не нужно снимать или выгружать каждую деталь со стола станка, что значительно увеличивает скорость резки.
Использование роликовых инструментов для резки и формовки листа позволяет выполнять операции особенно быстро Виды роликового инструмента: отрезной, формовочный (ребра жесткости) и зиговочный инструменты.
Используя инструмент MultiBend, можно выполнить высококачественный отгиб полок (до 25мм высотой и 55мм в длину) быстрее любого листогибочного пресса.
Формовка и холодная штамповка
Формовка зенковок с обоих сторон листа, отбортовок, пуклевок. Формовка жалюзи различных форм и любой длины, и других специальных форм.
Применение кластерного инструмента дает возможность пробивать несколько отверстий за один удар, что увеличивает скорость резки многократно.
Возможность нарезки резьбы от M3 до M10 со скоростью 360 об/мин.
Гравировка, нанесение текста и символов на деталь, кернение.
Холодная штамповка листового металла
Суть технологии
Чаще всего осуществляется пробивка отверстий в листовом металле толщиной 0,5–4 миллиметра, так как из-за особенностей конструкции используемого станка работа с трубами и более толстыми листами практически невозможна.
Сам процесс осуществляется с использованием пуансона – пробойника, изготовленного из твердых сплавов, и матрицы – перфорированной «подложки», на которой размещается заготовка. Пуансоны могут иметь разнообразные формы, что дает возможность нанесения перфорации различных видов.








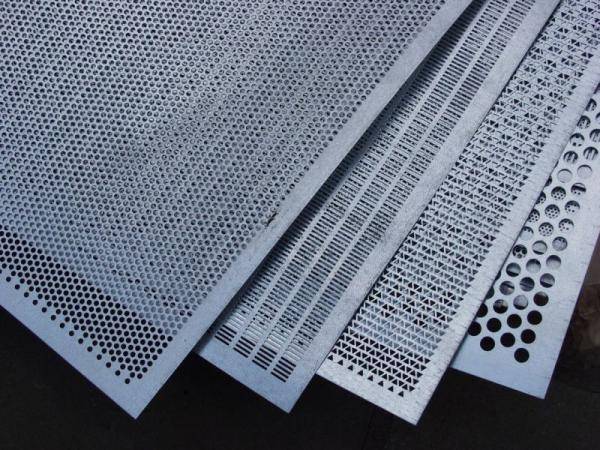
Получаемые перфорированные листы могут использоваться в самых различных сферах и выступать деталями металлической мебели, каркасов рекламных конструкций, защитными кожухами и решетками.
Недостатки технологии
Надо помнить о том, что качество получаемой продукции напрямую зависит от нескольких факторов, среди них которых — качество инструмента, настройки оборудования, добротности программного обеспечения, применяемого для создания управляющей программы.

Координатная пробивка и ее недостатки
Но надо отметить, что в принципе, вне зависимости от способа получения группы отверстий, дефекты при ручной пробивке и автоматизированной одинаковы.
Смещение отверстий
Чаще всего при изготовлении группы отверстий можно встретить такой дефект, как смещение отверстий относительно друг друга или сторон листа. Этот дефект, может проявиться из-за ошибок в программе, неправильных настроек станка и пр.
Заусенцы
Этот дефект появляется вследствие того, что неправильно подобраны размеры пуансона и матрицы. Кроме того, заусенцы появляются в результате некачественной заточки инструмента.

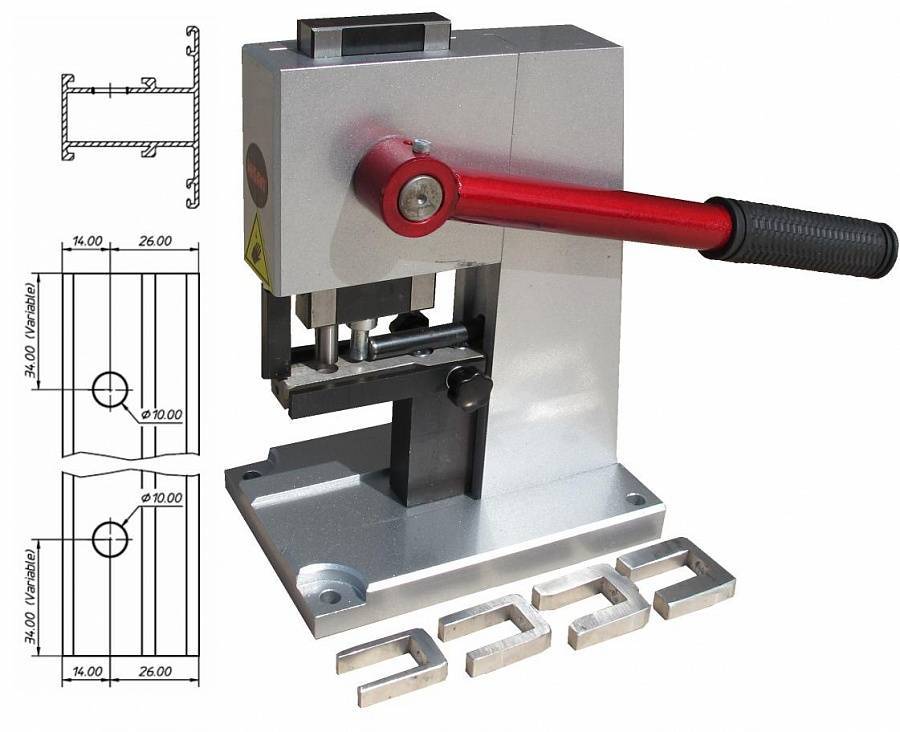
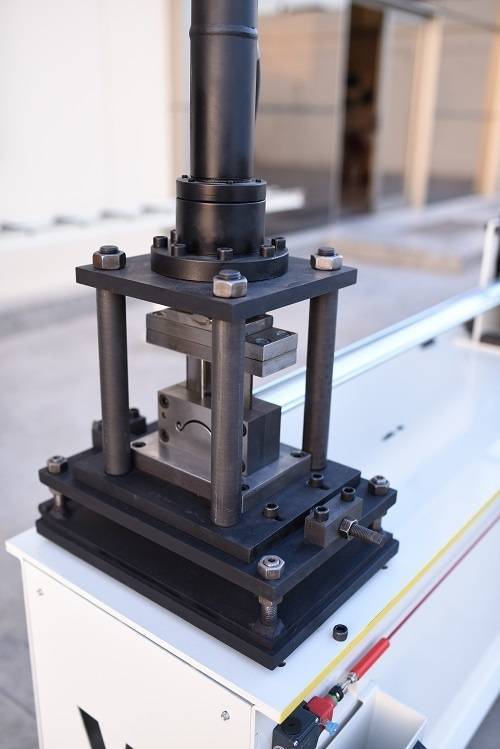
Пуансоны и матрицы
Борозды
Нередки случаи появления бород на поверхности отверстия вдоль его оси. Они вызваны наличием дефектов поверхности пуансона.

Борозды при пробивке металла
Пробивка отверстий
| Менеджер отдела продаж Мезенцев Юрий Владимирович |
Пробивка отверстий представляет собой одну из самых востребованных операций обработки листового материала штамповкой. Если учесть, что в такой отрасли как приборостроение штампованные изделия составляют порядка девяноста процентов и большая часть этих изделий имеет те или иные функциональные отверстия, то становится понятной популярность серийной пробивки отверстий на штампах. Ведь этот метод относится к самым производительным. Пробивка отверстий подразделяется на черновую и чистовую.
Черновая пробивка отверстий
При черновой пробивке качество отверстий стараются увеличить разными способами. Например, обеспечив максимально возможную соосность между пуансоном и матрицей, а также путем учета допуска на размеры этих частей. Когда размеры матрицы или пуансона не соответствуют допустимым параметрам, возникает снижение стойкости штампа, причем это явление происходит с катастрофической скоростью – буквально в несколько раз. Кроме того, возрастает усилие, необходимое для пробивки отверстия. В результате образуются заусенцы, повышается шероховатость и возникают дефекты в виде трещин.
На качество черновой обработки путем пробивки влияют также свойства металла (прочность, пластичность, твердость и т.д.) и толщина листа
Безусловно, состояние режущих кромок матрицы и пуансона, расстояние между ними тоже имеет немаловажное значение. Чтобы уменьшить усилие, необходимое для пробивки отверстий, применяют режущие детали со скошенными краями
Если отверстие пробивается матрицей, то она имеет скошенные кромки, а пуансон – ровные, если же пробивка отверстия осуществляется пуансоном, то используется плоская матрица и пуансон со скошенными краями. Размеры скоса должны быть меньше толщины листа, но при этом подбираются в зависимости от толщины материала. Когда необходимо пробить в листовом металле несколько отверстий, то уменьшение усилия получают за счет ступенчатого расположения пуансонов. При этом чем меньше пробиваемое отверстие, тем короче пуансон, однако разница между высотами пуансонов не может быть больше толщины обрабатываемого листа, в противном случае короткие пуансоны не смогут пробить отверстие.
Чистовая пробивка
Для того, чтобы уменьшить шероховатость, возникающую из-за зазора между пуансоном и матрицей, используются такие способы как создание подпирающего усилия в месте среза и ступенчатый пуансон. Подпирающее усилие создается ребром прижима, расположенного точно по абрису пробиваемого отверстия. Ребро, вдавливаясь, создает смещение металла и в месте воздействия противоположной части возникают напряжения сжатия, в результате чего образуется гладкое отверстие, имеющее заданные размеры и форму. Для того, чтобы точно рассчитать необходимое усилие подпора, нужно правильно выбрать угол скоса подпирающего ребра, расстояние между ним и отверстием, учесть толщину металла и его характеристики, выбрать смазочный материал. Для тонколистового металла желательно создавать ребра подпора и со стороны матрицы, и со стороны пуансона. Самой популярной операцией пробивки отверстий является пробивка отверстий малого диаметра. Однако у этой процедуры есть ограничения, связанные с толщиной листа. Поэтому для такой операции создаются специальные штампы, в которых устойчивость и прочность пуансона обеспечивается за счет специальных направляющих элементов (шайб, втулок, телескопических и других). Для того, чтобы обеспечить стабилизацию пуансона, желательно, чтобы направляющие элементы охватывали его со всех сторон, что в полной мере могут обеспечить телескопические направляющие.
Ручной процесс
В отсутствие на производстве станка с ЧПУ пробивка отверстий в листе или трубе может осуществляться вручную – на пресс-ножницах. В целом, этот процесс мало отличается от автоматического режима.








На стол станка также кладется заготовка, но предварительно ее необходимо разметить, точно указав керном центр каждого отверстия. В дальнейшем положение заготовки вручную погоняется так, чтобы отмеченный центр был ровно напротив центра пунсона.
Далее запускается пресс, который, также как и в автоматизированном процессе, выдавливает внутреннюю часть металла. После этого операция по установке заготовки повторяется.
Ручной вариант существенно медленнее, но на небольших партиях это не так заметно. К тому же стоимость пресс-ножниц существенно ниже, чем станка с ЧПУ.
За работой данного станка можно понаблюдать далее:
https://youtube.com/watch?v=8gJHu4fl6Kg
Преимущества и недостатки услуги
| Достоинства | Недостатки |
| Высокое качество пробивки – четко по заданным параметрам, с точностью до 0,05 мм. | Ограничения по толщине заготовки – от 0,8 до 3 мм. |
| По сравнению с лазерной резкой – отсутствие расхода газов, меньшая энергоемкость процесса, снижение затрат. | Наличие следов от инструмента. |
| Отсутствие проблемы перегрева металла, появления окислов и изменений в кристаллической решетке. | При граничных толщинах – возможность образования по краям отверстий заусенцев, требующих последующей механической обработки. |
| При наличии соответствующего инструмента – возможность выполнения операций формовки объемных элементов. | Невозможность обработки материала плавными линиями. |
| Высокая производительность и автоматизация процесса. | Износ рабочего инструмента. |
| Экономичность при серийном производстве однотипных деталей. | Нецелесообразность использования при единичном производстве. |
| Возможность обработки любых цветных металлов. |
Плюсы и минусы пробивки металла
В отличие от того же сверления пробивание отверстий намного выгоднее. Оно отнимает меньше времени, исключает нагрев и дефект по краю, окисление или кристаллизацию поверхности.
Существует и минус такой работы: может произойти уплотнение структуры металла или появится микротрещина, что повлечет за собой коррозию. Есть риск образования заусенцев и необходимости в последующей обработке.
Пробивка отверстий в металле – это использование высокого давления, и, если запланирован диаметр отверстия меньшего размера, то лучше ее заменить сверлением. Например: необходимость дополнительных отверстий в трубе для получения дренажной системы. Путем воздействия пресса такое не всегда возможно, чаще для этого используют:
– сверление отверстий на заказ – если нужный размер меньше плотности самого материала;
– фрезеровку – когда нельзя применить пробивку и сверление;
– лазер – когда необходима ювелирная точность. Ширина полученного отверстия равна десятой доле миллиметра.
Впрочем, несмотря на упомянутые погрешности в использовании пробивки, их нельзя назвать значимыми. А современные станки с ЧПУ способны обеспечить высокие показатели скорости с точностью в 0,05 миллиметра, что делает работу с металлом результативной и надежной. Перфорированные металлические листы – это гарантия прочности и легкости, что вместе с используемым защищающим металл покрытием сделало его лучшей основой для любого начинания. Как яркий пример можно выделить лишь несколько из них:
– элементы архитектурного декора;
– некоторые детали мебели;
– красивые защитные кожухи и ограды;
– главные детали уличных баннеров;
– решетки и системы фильтраций.
Преимущества и недостатки технологии
По сравнению с операциями сверления и фрезерования, пробивка имеет следующие преимущества:
- Отсутствие термического воздействия на материал. Такой процесс не влияет на кристаллическую решетку металла, исключает возникновение окислов.
- Пробивка с использованием ЧПУ станков более эффективна и существенно минимизирует затраты времени на производство.
Также технология имеет свои недостатки:
- Довольно малая ограниченная предельно допустимая толщина заготовки.
- При пробивке происходит наклеп, который может влиять на плотность и структуру материала и вызывать радиальные микротрещины, которые в будущем могут стать очагами коррозии.
- В результате воздействия давлением происходит отрыв металла. Поэтому возможно появление неровностей кромок и заусенцев, что создает необходимость их дополнительной обработки.
Компания «Риваль Лазер» имеет на своем производстве качественное прессовое ЧПУ оборудование немецкой марки Trumpf. Если вам необходима пробивка металла, свяжитесь в нами по телефону или на сайте — мы выполним работы качественно и в срок.









Методы и особенности координатной пробивки
Станочное оборудование оснащается механическим (ручной режим), а также пневматическим либо гидравлическим приводом (автоматизированный режим).
При методе ручной обработки используются механические пресс-ножницы. Данный метод состоит из следующих этапов:
Шаг1: Разметка листа керном с нанесением точек − центров будущих отверстий.
Шаг2: Перемещение листа для совпадения разметки с расположением пуансона.
Шаг3: Активация пресса для запуска пуансона до соприкосновения с матрицей.
Особенности:
малая производительность и погрешности в точности.
При автоматизированном методе используются координатно-пробивные прессы с ЧПУ, память которых предварительно программируется с внесением информации о форме и расположении запланированных отверстий.

Этапы:
Шаг1: Размещение заготовки на рабочем столе.
Шаг2: Внесение программы в ЧПУ станка.
Шаг3: Активация работы оборудования.
Особенности:
- повышенная производительность (до 1500 отверстий в минуту) на револьверном оборудовании из-за ускоренной смены пуансонов;
- перфорация сложной геометрической формы.





