

Расположение составных частей
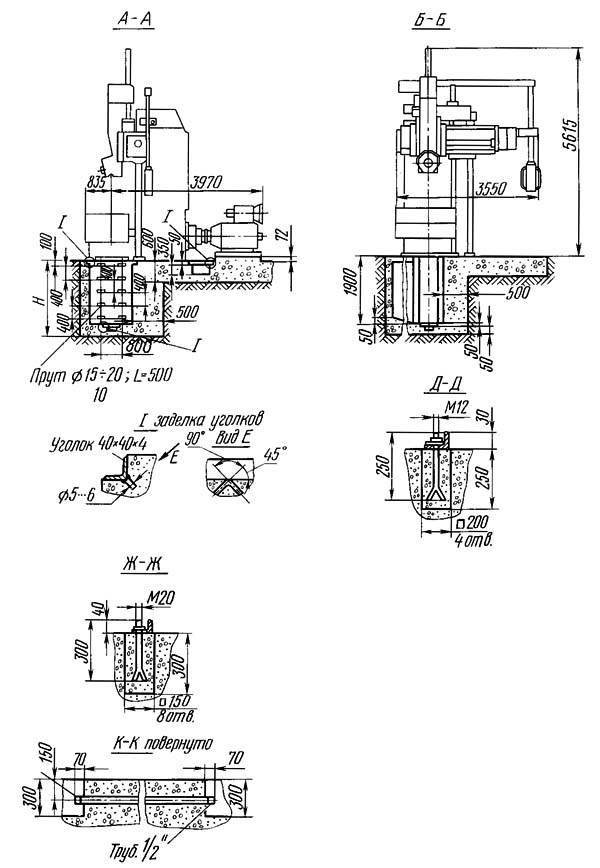
Опорная конструкция всего станка, на которой крепятся все основные узлы агрегата, в том числе и корпус – крупная тяжелая пустотелая литая станина. Закреплять станок необходимо на мощный слой фундамента, который исключит лишнюю вибрацию и позволит выдержать вес агрегата.
Плоские направляющие расположен с фронтальной стороны станины. По этим конструкциям передвигается суппорт и поперечина. Редуктор главного привода расположен с другой стороны станины. Устройства для перемещения поперечины расположены на верхней части станины.
На корпусе стола расположен узел всей вращательной системы. В его основу входят:
- Планшайба. Во время рабочего процесса опирается на круговые направляющие, которые расположены в верхней части корпуса. На лицевой части планшайбы расположены пазы Т-образного типа. К ним крепится обрабатываемая заготовка при помощи дополнительной оснастки. Сама планшайба имеет встроенный механизм зажима заготовки. Качество обработки и безопасность всего рабочего процесса зависят именно от этого модуля.
- Шпиндель. Верхней частью закреплен в центр планшайбы. Снизу упирается в радиально-упорный подшипник. Функция – передавать, главное движение от привода.
- Привод планшайбы предназначен для передачи, для сообщения движения шпинделю.
Для вертикальной компоновки станочных частей существует стойка с поперечиной. Производитель предусмотрел аварийные ситуации, поэтому стойка выполнена с запасом прочности.
По стойкам перемещается траверса с двумя суппортами, которую легко зафиксировать в нужном положении. Один из суппортов – револьверный, а второй – расточный. На револьверном расположена каретка и ползун с револьверной головкой. На втором суппорте – ползун с резцедержателем.
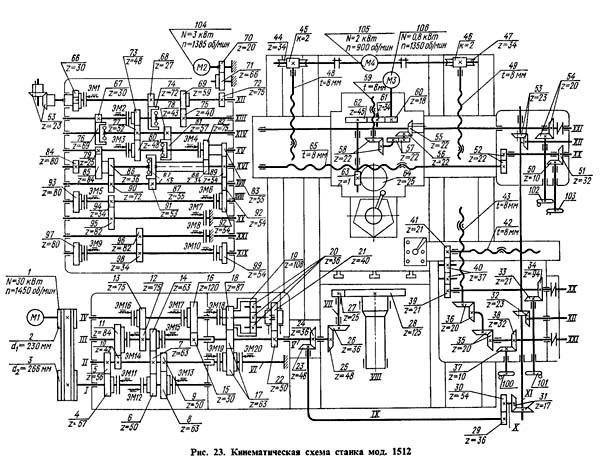
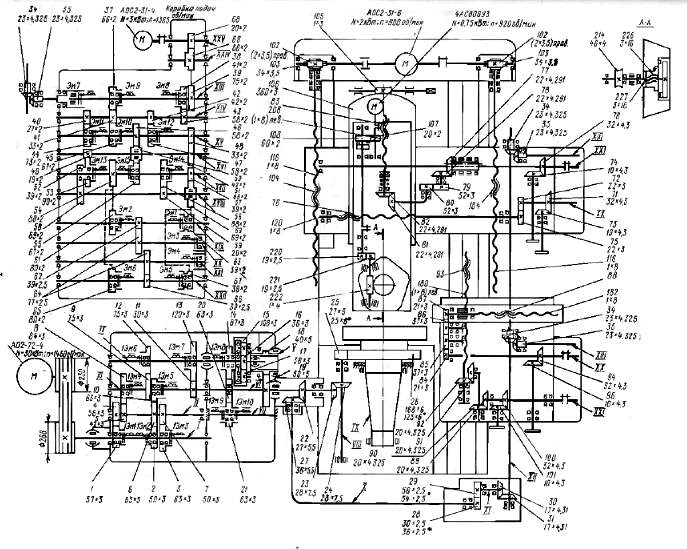
Схема кинематическая токарно-карусельного станка 1516Ф3
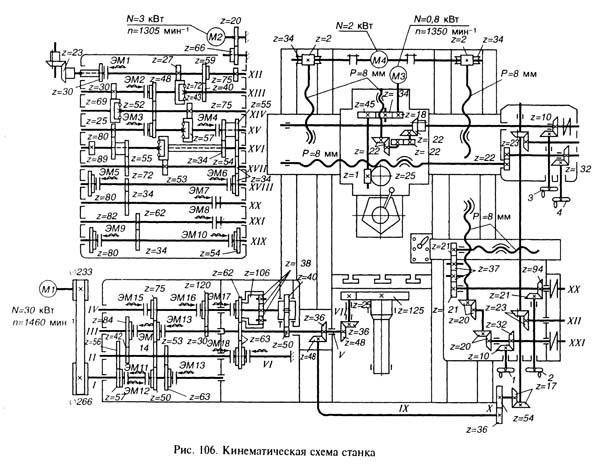
Кинематическая схема карусельного станка 1516ф3
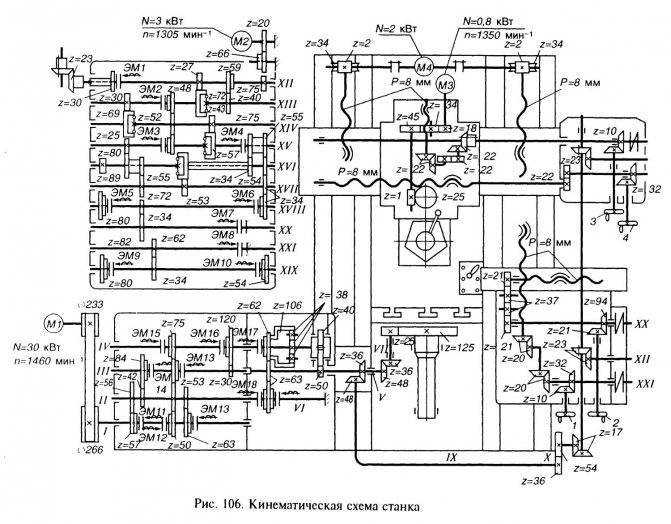
Главное движение — вращение планшайбы — осуществляется от электродвигателя M1 (рис. 106) через клиноременную передачу со шкивами Ф233 и Ф266, коробку скоростей, вал V, конические зубчатые колеса 48/36 и зубчатые колеса 25/125. Уравнение кинематического баланса имеет вид:
1460 х (230/266)ηiv(48/36) х (25/125) = n,
где iv — передаточное отношение коробки скоростей.
От вала V коробки скоростей через конические зубчатые колеса 36/48, вал IX, зубчатые колеса 36/54 вращение передается на вал X, конические зубчатые колеса 17/17, вал XI, конические зубчатые колеса 23/23 вращение передается на вал XII коробки подач, переключением электромагнитных муфт которой устанавливается необходимая подача. Уравнение кинематического баланса цепи подач имеет вид:
1об.пл. х (125/25) х (36/48) х (36/48) х (36/54) х (17/17) х (23/23)isic = S мм,
где is — передаточное отношение коробки подач;
ic — передаточное отношение цепи от коробки подач до соответствующего суппорта.
Горизонтальная подача револьверного суппорта осуществляется от выходного вала XX коробки подач через зубчатую передачу 22/22 и ходовой винт с шагом 8 мм, а для бокового суппорта через зубчатые передачи (21/37), (37/37), (37/21) и ходовой винт с шагом 8 мм. Вертикальная подача осуществляется от выходного вала XXI коробки подач для револьверного суппорта через зубчатые передачи (22/22)(22/22)(22/22) и ходовой винт с шагом 8 мм, а для бокового суппорта через зубчатые передачи (20/23)(20/20) и ходовой винт с шагом 8 мм.
Ускоренные перемещения суппорта получают от отдельного электродвигателя М2. Подъем и опускание траверсы осуществляется при вращении двух ходовых винтов с шагом 8 мм. Поворот револьверного суппорта осуществляется от электродвигателя M3 через зубчатые колеса (18/34)(34/45) и червячную передачу 1/25. Перемещение револьверного суппорта вручную осуществляется при вращении маховичков 3 и 4, а бокового суппорта — маховичков 1 и 2.
Для повышения производительности и точности обработки применяют приспособления для установки заготовок на планшайбу станка без выверки (базовые планшайбы), приспособления для обработки конических и фасонных поверхностей, а также для закрепления и точной установки режущего инструмента.
Станок 1516ФЗ оснащен устройством ЧПУ типа Н55-22, осуществляющим автоматическое управление верхним (вертикальным) револьверным суппортом и приводом главного движения по заданной программе, вводимой с восьмидорожечной перфоленты. Управление исполнительными органами станка может осуществляться также в режиме предварительного набора (ручного ввода данных) с помощью переключателей и кнопок, расположенных на панели управления ЧПУ, и в режиме наладки (от подвесного пульта).









УЧПУ обеспечивает работу станка в следующих режимах:
- Полная программа
- Основная программа
- Ускоренная программа
- Поиск кадра
- Выход в заданную точку
- Кадр
- Наладка
- Исходное
Параметры УЧПУ:
- Система кодирования информации — ИСО — 7 бит
- Управление контурное по двум координатам, интерполяция линейная и круговая
- Наибольший радиус интерполяции 4999,99 мм
- Точность интерполяции 0,01 мм
- Дискретность отсчета перемещений по обеим координатам 0,01 мм
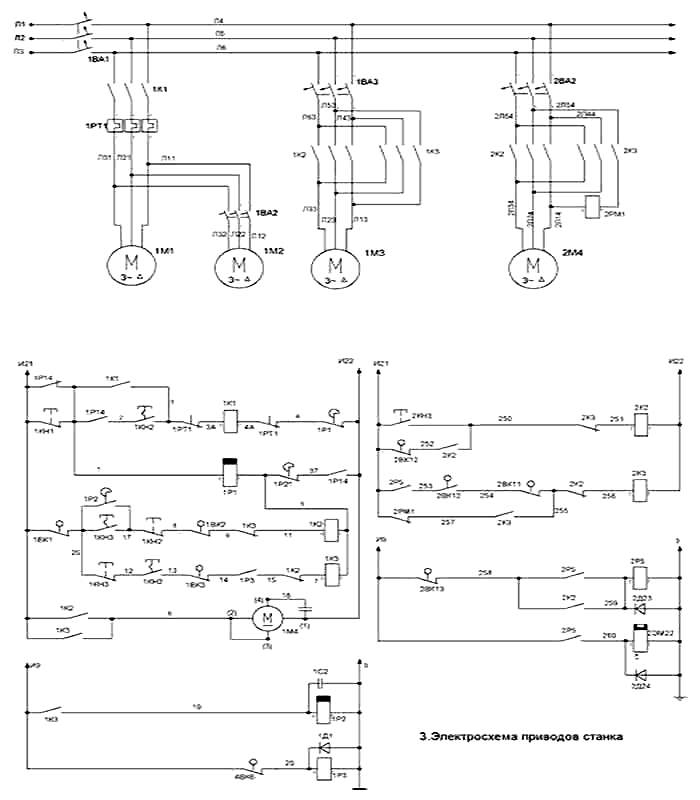
Электрическая схема блока питания станка 1516

Электрическая схема блока питания токарного карусельного станка 1516
Характеристика электрооборудования станка 1516
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещении подвижных частей станка и аппаратуры управления.
На станках установлены пять трехфазных асинхронных электродвигателей с короткозамкнутым ротором:
- двигатель главного привода 1M1;
- двигатель привода маслонасоса 1M2;
- двигатель перемещения поперечины 1M3;
- двигатель установочных перемещений верхнего суппорта установочных перемещений бокового суппорта 4М1 и три однофазных асинхронных конденсаторных электродвигателя с короткозамкнутым ротором привода лубрикатора системы смазки;
- двигатель поперечины 1M4;
- двигатель верхнего суппорта 2М2 и 2М3
На станке приняты следующие величины напряжений
- 380В трехфазного переменного тока, частотой 50 Гц — питание силовых цепей;
- 110В однофазного переменного тока — питание катушек магнитных пускателей и однофазных электродвигателей;
- 36В однофазного переменного тока — питание схемы выбора направлений хода шагового искателя;
- 24В — питание постоянного тока ламп местного освещения;
- 24В — питание постоянного тока цепей управления и электромагнитных муфт;
- 90В — питание постоянного тока катушек шагового искателя.
Вся электроаппаратура управления станком размещена в нише станка. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей верхним суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины.
Описание работы электрооборудования
Электросхема предусматривает выполнение следующих операций
- пуск и останов электродвигателя главного привода и электродвигателя системы смазки;
- подъем и опускание поперечины.
Управление электродвигателей главного привода
Управление электродвигателем главного привода осуществляется с подвесного пульта управления кнопками 1Кн2 — «Пуск» и IKHI — «Стоп».
При нажатии кнопки 1Кн2 — «Пуск» включается пускатель 1К1 главного привода. Одновременно включается реле 1Р1 ограничения холостого хода электродвигателя главного привода, которое срабатывает с выдержкой времени. Если в течение этого времени не будет включена планшайба, то размыкающий контакт этого реле (цепь 4) отключит пускатель главного привода.
Отключение электродвигателя главного привода производится нажатием кнопки IKHI — «Стоп».
При включенной планшайбе кнопка IKHI блокируется замыкающим контактом шагового искателя ШИТ. Двигатель главного привода можно отключить только после отключения планшайбы, когда шаговый искатель находится в нулевом положении.
Капитальный ремонт и модернизация токарно-карусельных станков
Начало работы по производству оборудования начинается с изучения технического задания заказчика, если такое имеется, или в соответствии с существующим регламентом работ. В процессе производства устанавливаем современные материалы, детали и комплектующие.
По типу управления станки выпускаются в ручном исполнении, с УЦИ или ЧПУ, при этом заказчик сам вправе выбирать, электронику какого производителя требуется установить. Мы предлагаем отечественные или импортные привода, линейки и системы программного управления: Балт-Систем, Siemens, Fanuc и другие.




При комплектации оборудования системой числового программного управления, совершенствуется электрическая схема, монтируются высокоточные шарико винтовые пары, новые подшипники, а так же современные электрические и гидравлические компоненты.
Работа по механической части включает в себя полную переборку всех узлов и механизмов, с заменой изношенных деталей: шестерен, валов, муфт, втулок и т.д. Устанавливаются новые системы смазки, гидростанции, агрегаты охлаждения. Восстанавливаются защитные ограждения и по окончании сборки, производится финишная покраска под цвет заказчика.
Компания Стандарт предлагает карусельные станки после капитального ремонта и модернизации следующих марок:
| Ручное управление | С цифровой индикацией | С системой ЧПУ |
| 1510, 1512, 1516, 1525, 1532, 1Л532, 1531, 1541, 1М55, 1553, 1540 и другие | 1512Ф1, 1516Ф1, 1525Ф1 | 1512Ф3, 1516Ф3, 1525Ф3 |
Станок токарно-карусельный одностоечный 1516. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1516 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
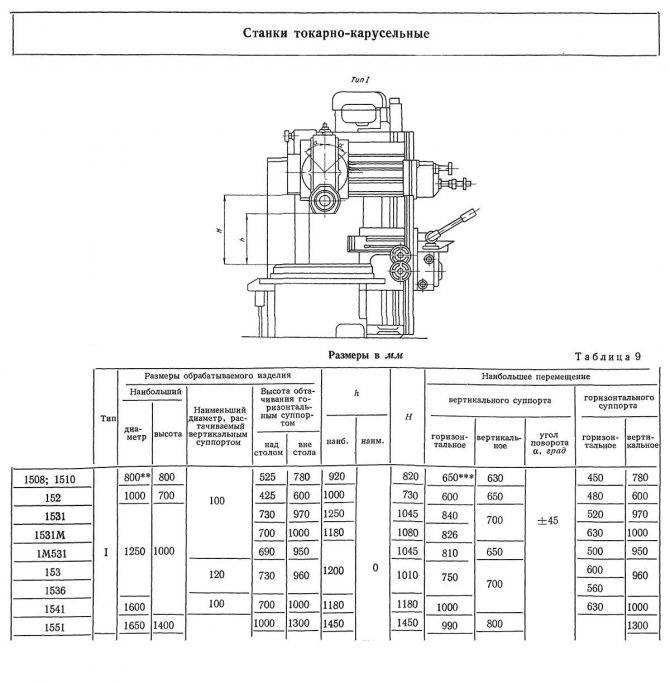
Модель 1516 является распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1600 мм, высотой до 1 метра и массой до 6300 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1516 унифицирована с конструкцией станка модели 1512 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Принцип работы и особенности конструкции станка
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
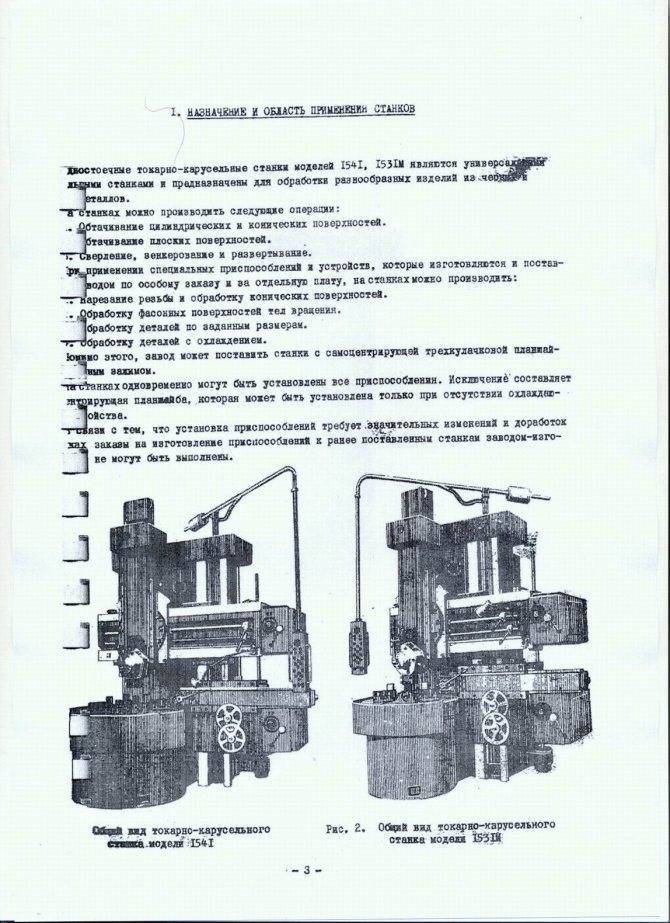
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
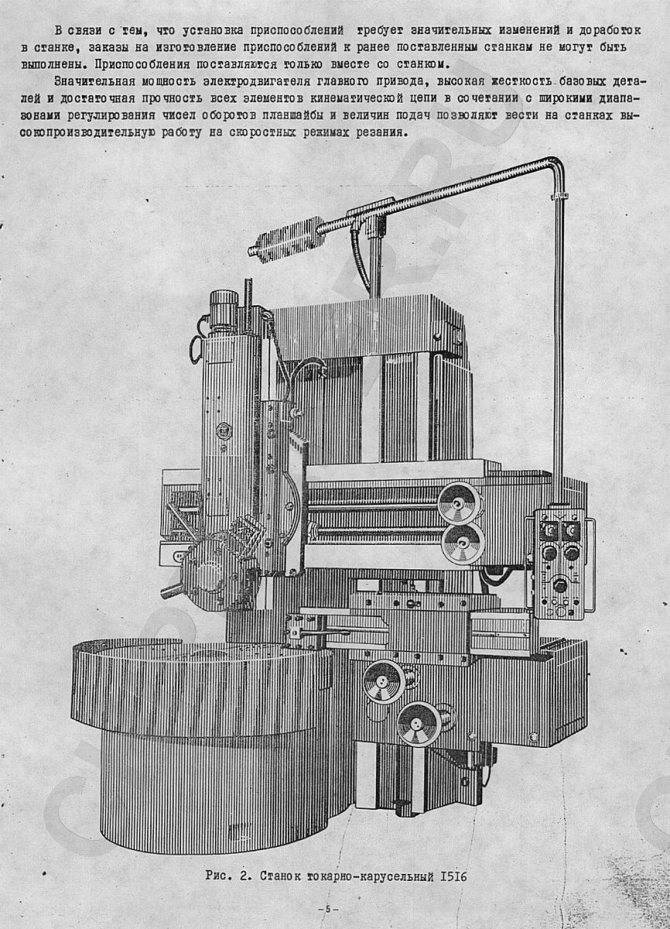
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
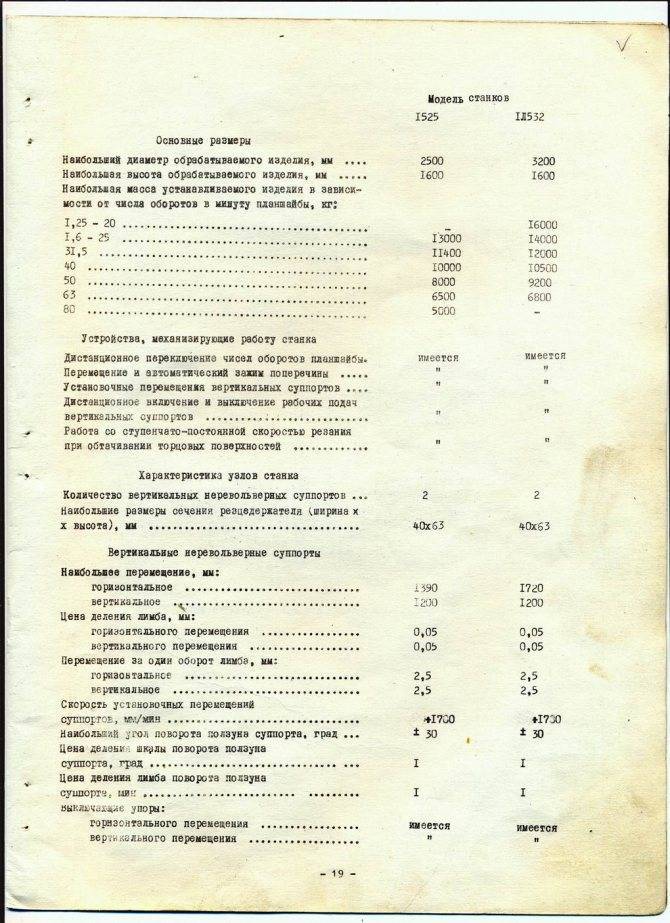
Основные технические характеристики токарно-винторезного станка 1516
Разработчик — Краснодарский станкостроительный завод имени Седина. Изготовитель — Краснодарский станкостроительный завод имени Седина.
Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.




- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1600 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр план-шайбы — Ø 1400 мм
- Наибольший вес обрабатываемой заготовки — 6300 мм
- Частота вращения план-шайбы — 4..200 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 20 т
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 — станок токарно-карусельный универсальный одностоечный1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
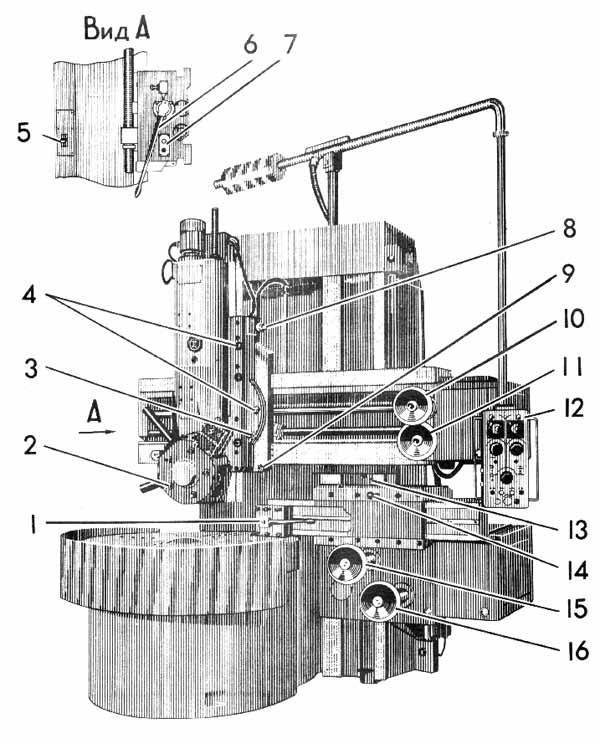
Расположение органов управления токарно-карусельным станком 1516
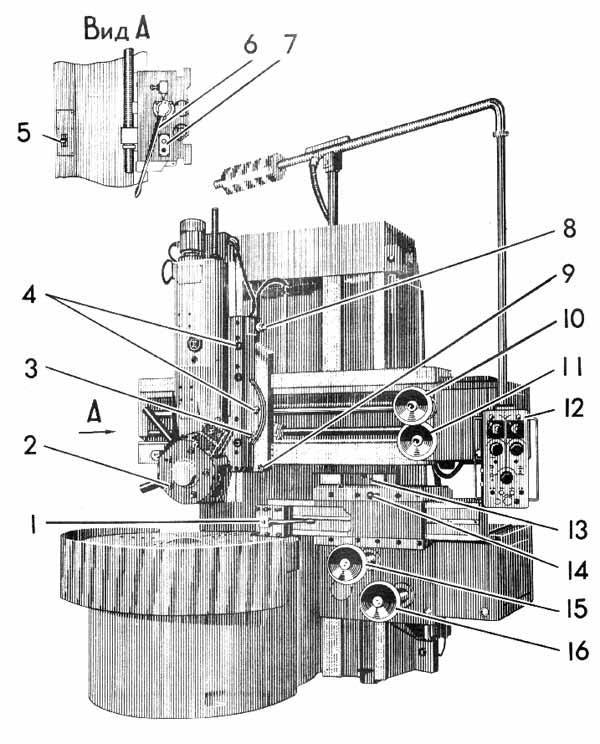
Расположение органов управления токарно-карусельным станком 1516
Перечень органов управления станка 1516
- Рукоятка крепления резцовой головки бокового суппорта
- Винт фиксации оправки режущего инструмента в гнезде револьверной головки
- Винт фиксации ползуна вертикального суппорта
- Гайки крепления поворотных салазок вертикального суппорта
- Рукоятка автомата подключения станка к электросети
- Рукоятка зажима поперечины
- Кнопки перемещения поперечины «вверх», «вниз»
- Квадрат червяка поворота ползуна вертикального суппорта
- Винт фиксации вертикального суппорта
- Маховик ручного вертикального перемещения ползуна вертикального суппорта
- Маховик ручного горизонтального перемещения вертикального суппорта
- Подвесной пульт управления
- Винт фиксации ползуна бокового суппорта
- Винт фиксации бокового суппорта
- Маховик ручного горизонтального перемещения ползуна бокового суппорта
- Маховик ручного вертикального перемещения бокового суппорта
Токарно-карусельный станок 1516Ф1
Токарно-карусельный станок 1516Ф1 (1516, 1516Ф11) предназначен для производительной черновой и чистовой обработки различных заготовок из чёрных и цветных металлов.
На станок 1516 возможна установка УЦИ (станок с индексом Ф1), либо же ЧПУ (станок с индексом Ф3).
На станках можно производить
- Обтачивание, растачивание цилиндрических, конических и фасонных поверхностей
- Протачивание, подрезку торцевых поверхностей
- Прорезку канавок
- Сверление, зенкерование и развёртывание центральных отверстий
Обозначение станка: 1 – токарные станки; 5 – токарно-карусельный станок, 16 – максимальный диаметр обработки заготовки (1 600 мм), Ф1 – наличие устройства цифровой индикации (УЦИ).
При установке дополнительного оборудования можно расширить функциональные возможности станка: операции по нарезанию резьбы, обработку конусных поверхностей.
Станок имеет два суппорта:
- вертикальный с 5-позиционной револьверной головкой
- горизонтальный с 4-позиционным резцедержателем.
| Наибольший диаметр обрабатываемой детали, мм | 1600 |
| Наибольшая высота обрабатываемой детали, мм | 1000 |
| Диаметр планшайбы, мм | 1400 |
| Наибольшая масса обрабатываемой детали, кг | 8000 |
| Частота вращения планшайбы, мин-1 | 1 — 250 |
| Количество ступеней частот вращения планшайбы | 2 |
| Регулирование частоты вращения планшайбы | бесступенчатое |
| Наибольший крутящий момент на планшайбе, кН*м | 25 |
| Мощность электродвигателя главного движения, кВт | 55 |
| Вертикальное перемещение траверсы, мм | 660 |
| Скорость перемещения траверсы, м/мин | 0,45 |
| Ход суппорта по горизонтали, мм | 950 |
| Ход ползуна суппорта по вертикали, мм | 700 |
| Наибольшее допустимое усилие резания, кН | 35 |
| Наибольший угол поворота ползуна, градусов | ±45 |
| Количество позиций револьверной головки | 5 |
| Боковой суппорт с коробкой подач | |
| Ход суппорта по вертикали, мм | 1 000 |
| Ход ползуна по горизонтали, мм | 630 |
| Наибольшее усилие резания, кН | 25 |
| Количество позиций резцедержателя | 4 |
| Количество подач суппортов | бесступенчатое |
| Скорость установочных перемещений суппортов, мм/мин | 2000 |
| Габаритные размеры станка (Д х Ш х В), мм | 3170 x 3030 x 4100 |
| Масса станка, кг | 18100 |
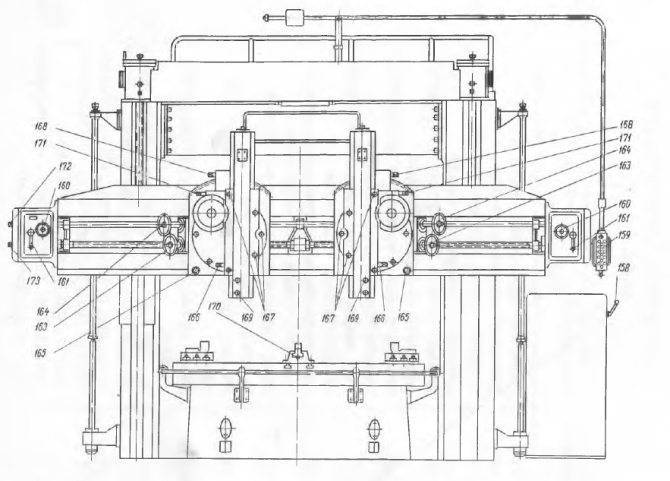
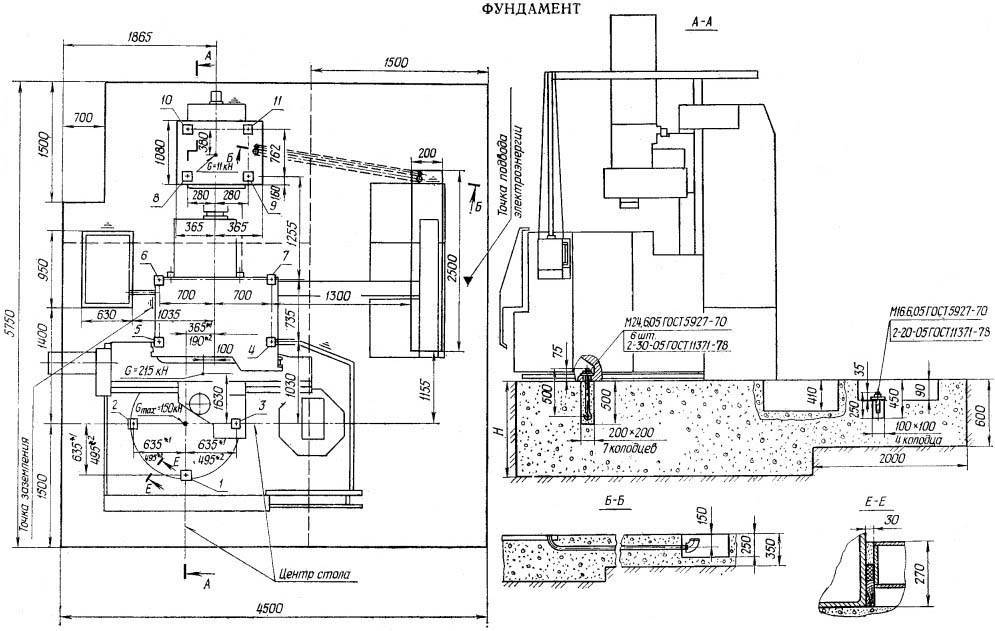
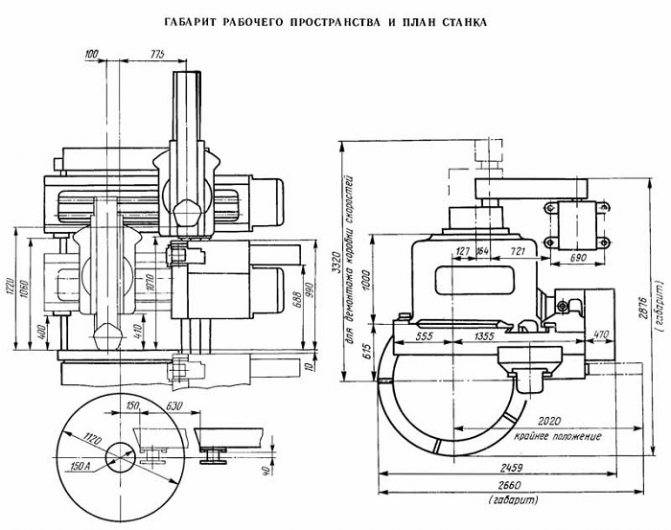
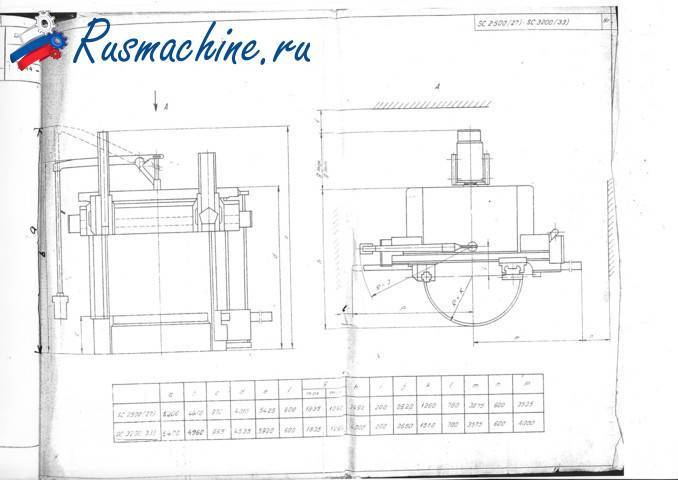
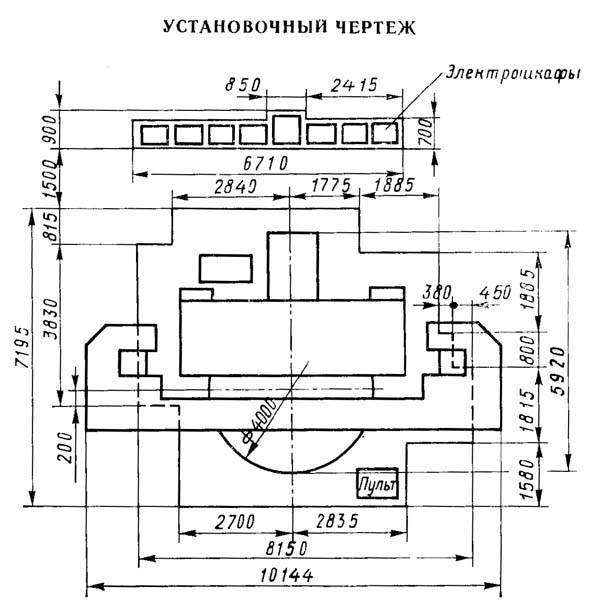
Габариты рабочего пространства станка

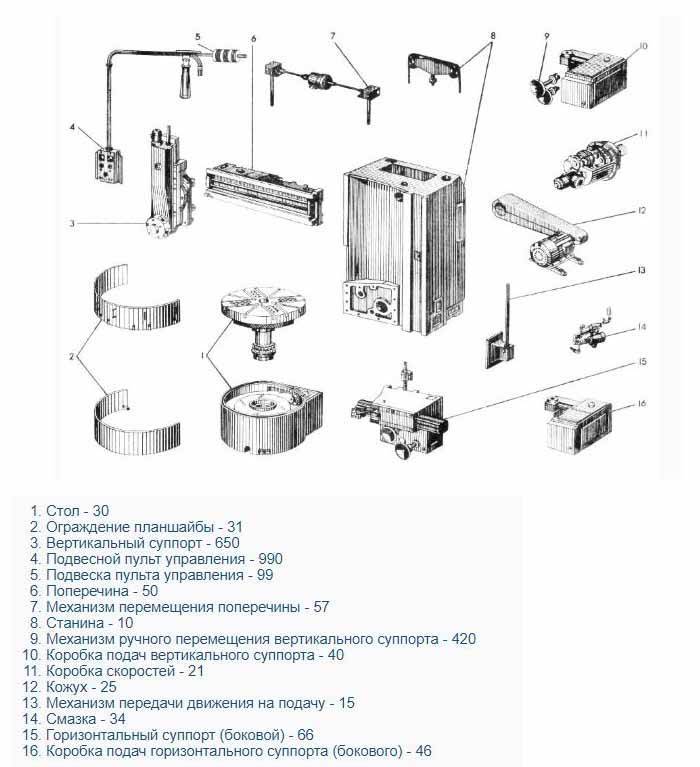
Конструкция станка 1516 (1516Ф1)

- стол
- ограждение планшайбы
- вертикальный суппорт
- подвесной пульт управления
- подвеска пульта управления
- поперечина
- механизм перемещения поперечины
- станина
- механизм ручного перемещения вертикального суппорта
- коробка подач вертикального суппорта
- коробка скоростей
- кожух
- механизм передачи движения на подачу
- смазка
- горизонтальный суппорт (боковой)
- коробка подач горизонтального суппорта (бокового)
Описание устройства основных узлов

Фото 1. Общий вид станка. Основой конструкции служит отлитая из чугуна вертикальная пустотелая стойка. К ней крепятся все остальные узлы.
Рабочий стол
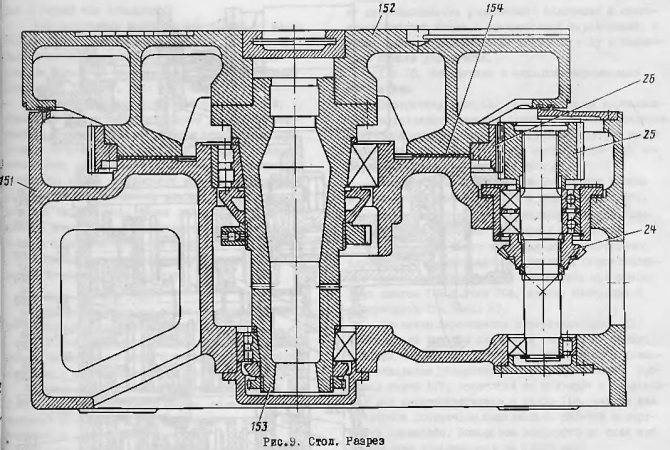
Рис. 1. Приводная платформа.
Узел (рис. 1) состоит из планшайбы, установленной в сборе со шпинделем на двух подшипниковых опорах в чугунном корпусе, и приводного устройства. Цилиндрические роликовые подшипники предназначены для центрирования платформы и восприятия радиальных усилий резания. Радиальный зазор в опорах выбирают, подтягивая регулировочными гайками внутренние кольца с конической поверхностью. Осевую нагрузку от веса заготовки и сил резания воспринимает кольцевая направляющая скольжения, снабженная централизованной смазкой. Вращение планшайбе сообщается с помощью цилиндрической косозубой передачи от ведущего вала, связанного с приводом главного движения.
Коробка скоростей

Фото 2. Внешний вид.
Этот узел, прозванный карусельщиками «поросенком» (фото 2), служит для передачи крутящего момента от приводного электродвигателя к шпинделю рабочего стола, а также для установки необходимой окружной скорости последнего. Механизм состоит из 6 валов, передающих поток мощности посредством зубчатых передач. Все они находятся в постоянном зацеплении, но при этом жесткое замыкание отсутствует (шестерни сидят на валах свободно). Включение той или иной частоты вращения осуществляется коммутацией электромагнитных муфт (всего в коробке их — 10) дистанционным способом.







Значительные инерционные массы (планшайба плюс заготовка) приводят в момент включения двигателя к повышенному пусковому току. Для его снижения применяется ступенчатый разгон платформы. В зависимости от заданных оборотов, включение автоматически осуществляется за 2, 3 или 4 этапа. Поскольку муфты можно переключать на ходу, это позволяет поддерживать постоянство окружной скорости при точении протяженных торцевых поверхностей.
Внимание: в инструкции ограничивается угловая скорость платформы в соответствии с массой обрабатываемой заготовки. Например, при массе последней 3,2 т допускаемое число оборотов планшайбы — не более 80
Электрическая схема блока питания станка 1516
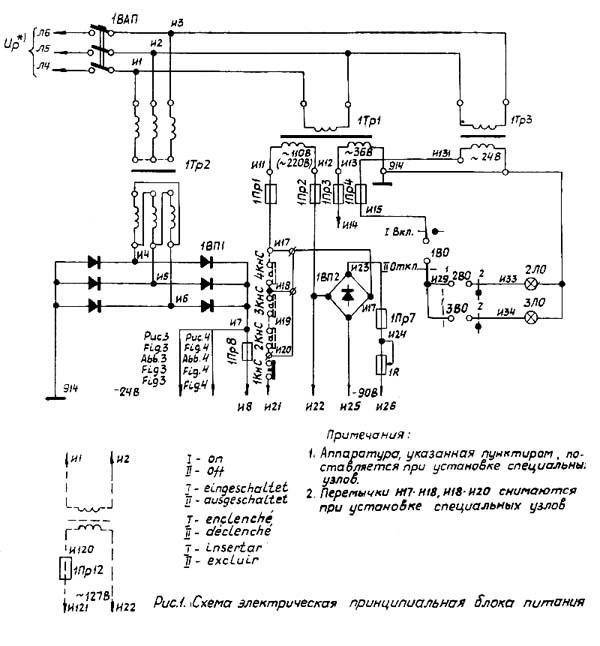
Электрическая схема блока питания токарного карусельного станка 1516
Характеристика электрооборудования станка 1516
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещении подвижных частей станка и аппаратуры управления.
На станках установлены пять трехфазных асинхронных электродвигателей с короткозамкнутым ротором:
- двигатель главного привода 1M1;
- двигатель привода маслонасоса 1M2;
- двигатель перемещения поперечины 1M3;
- двигатель установочных перемещений верхнего суппорта установочных перемещений бокового суппорта 4М1 и три однофазных асинхронных конденсаторных электродвигателя с короткозамкнутым ротором привода лубрикатора системы смазки;
- двигатель поперечины 1M4;
- двигатель верхнего суппорта 2М2 и 2М3
На станке приняты следующие величины напряжений
- 380В трехфазного переменного тока, частотой 50 Гц — питание силовых цепей;
- 110В однофазного переменного тока — питание катушек магнитных пускателей и однофазных электродвигателей;
- 36В однофазного переменного тока — питание схемы выбора направлений хода шагового искателя;
- 24В — питание постоянного тока ламп местного освещения;
- 24В — питание постоянного тока цепей управления и электромагнитных муфт;
- 90В — питание постоянного тока катушек шагового искателя.
Вся электроаппаратура управления станком размещена в нише станка. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей верхним суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины.
Описание работы электрооборудования
Электросхема предусматривает выполнение следующих операций
- пуск и останов электродвигателя главного привода и электродвигателя системы смазки;
- подъем и опускание поперечины.
Управление электродвигателей главного привода
Управление электродвигателем главного привода осуществляется с подвесного пульта управления кнопками 1Кн2 — «Пуск» и IKHI — «Стоп».
При нажатии кнопки 1Кн2 — «Пуск» включается пускатель 1К1 главного привода. Одновременно включается реле 1Р1 ограничения холостого хода электродвигателя главного привода, которое срабатывает с выдержкой времени. Если в течение этого времени не будет включена планшайба, то размыкающий контакт этого реле (цепь 4) отключит пускатель главного привода.
Отключение электродвигателя главного привода производится нажатием кнопки IKHI — «Стоп».
При включенной планшайбе кнопка IKHI блокируется замыкающим контактом шагового искателя ШИТ. Двигатель главного привода можно отключить только после отключения планшайбы, когда шаговый искатель находится в нулевом положении.






Станок токарно-карусельный вертикальный одностоечный 1516Ф1.423
Если Вам необходимо купить Станок токарно-карусельный вертикальный одностоечный 1516Ф1.423 звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре в Перми в Ростове-на-Дону в Воронеже +7 (473) 202-33-64 в Красноярске +7
в Нур-Султане ;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-карусельный вертикальный одностоечный 1516Ф1.423 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
stanok-kpo.ru
Оборудование зарубежного производства
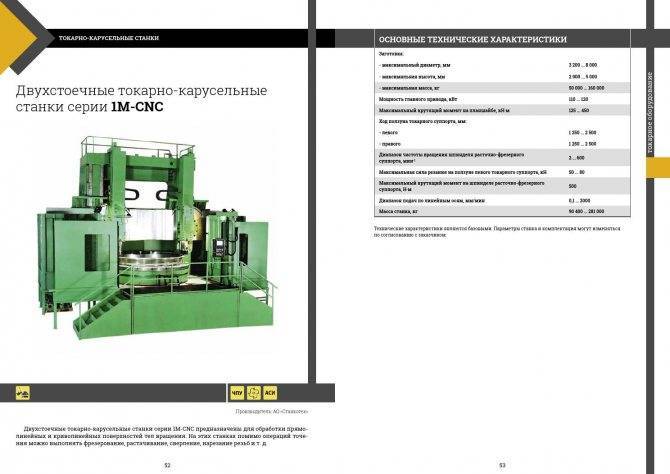
Современным рынком предоставлен большой ассортимент агрегатов карусельного типа, выпущенных на зарубежных предприятиях, и существует несколько торговых марок, которые пользуются популярностью. Среди них можно выделить китайскую компанию Dalian Guofeng Machine Tools, выпускающую оборудование серии С:
- 5231, 5240, 5250, 5263. Установки с двумя стойками, имеющие показатели, схожие с показателями советских станков, рассмотренных выше. Производитель гарантирует высокую точность обработки болванок из металлов при выполнении всего перечня токарных работ, в том числе и при работе с болванками сложных форм.
- 5110, 5116, 5123, 5125, 5131. Установки с одной стойкой, чья мощность может находиться в пределах 22-45 кВт. На оборудовании установлена ЧПУ, чья простота облегчает работу с устройством, делая ее более эффективным. Имеют высокую надежность конструкции и характеризуются смонтированными на приводах осей X и Z сервомоторами.
Более высокую цену, сопоставимую с качеством, имеют устройства карусельного типа, производимые компанией из Швейцарии ENCE GmbH. Они представлены в нескольких сериях и также пользуются большой популярностью.
- LEN 3000-5000. Диаметр болванок, для обработки которых предназначены эти модели, варьируется в пределах 3150-5000 мм. Данное оборудование ЧПУ не оснащено, однако существует возможность оснащения его такой системой, что предусмотрено конструкцией. Главный привод имеет две ступени и оснащен электрическим двигателем, чья скорость вращения может изменяться по 16 ступеням. Направляющие, расположенные вертикально – скользящие, а расположенные вертикально – гидростатичные, исполняющие роль разгрузочных элементов;
- LEN 1250-2000. Сечение болванок, которые обрабатываются на данных моделях, составляет 1250-2000 мм. На установках серии смонтированы роликовые направляющие с подшипниками качения высокой точности, которые установлены в их подвижных узлах. Точность обработки повышается за счет гидравлически сбалансированных резцедержателей вертикального и четырехпозиционного типа. Надежность установок повышена благодаря оснащению электрооборудованием от производителя Siemens;
- SEN 1000-1800. Установки с ЧПУ от известных производителей Siemens и Fanuc. Одними из важных особенностей конструкций данных установок являются сервомотор, оборудованный коробкой передач от немецкого изготовителя, и планшайбу термически-симметрической группы. Установки этой серии выпускаются в трех стандартных категориях, отличающихся высокими показателями работы и низким уровнем шума – стандартной, тяжелой и высокоточной.
На отечественном рынке также представлены установки от производителей из Европы (VWEN и SENQ), которые оснащены числовым ПУ. Данные устройства примечательны тем, что на них можно обрабатывать не только заготовки из различных металлов, но и сплавов, в которых содержатся фарфор или керамика. Сечение заготовок может достигать 10 метров.
Видео: станок токарно-карусельный 1516Ф1 с УЦИ.





