

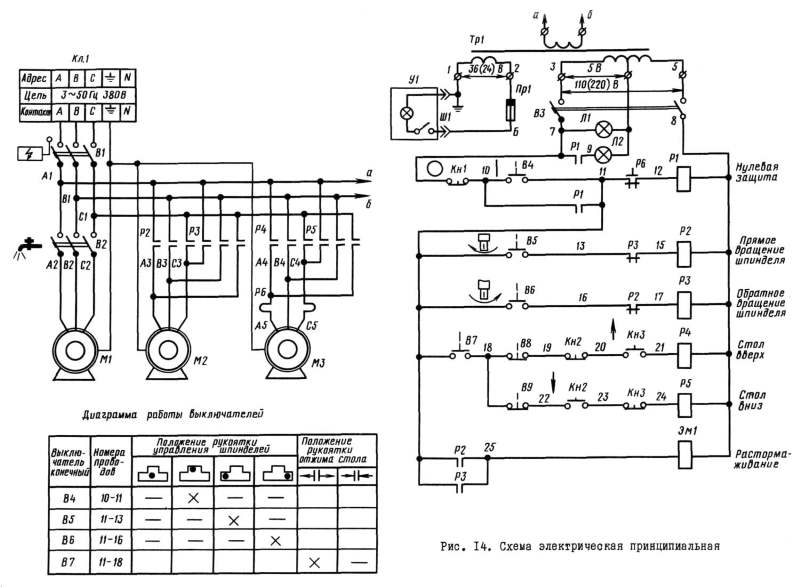
Описание электросхемы радиально-сверлильного станка 2Е52
Напряжение к силовой цепи и к цепи управления подается при включении рычага автоматического выключателя А (рис.10). При этом включается трансформатор управления и освещения ТУ0.
Переключатель управления двигателем находится в нейтральном положении, т.е. все контакты КПС, КПВ, КПН разомкнуты.
Траверса зажата и находится на средней высоте колонны. В этом положении НЗ контакты ПВВ и ПВН путевых выключателей замкнуты.
При повороте рукоятки управления 4 (си. рис.3) по пазу I вверх замыкается контакт КПС (2-11), а переходный контакт КПВ (2-1) включается и отключается. В это время включается катушка KB реверсивного пускателя НО блок-контактом KB (2-1) переходит на самопитание и главными НО контактами KB включает электродвигатель.
Отключение двигателя производится переводом рукоятки в нейтральное положение.
Реверсирование двигателя осуществляется поворотом рукоятки вниз. В этом случае замыкается контакт переключателя КПН и включается катушка пускателя КН.
Быстрое перемещение траверсы производится поворотом рукоятки управления по пазу II при разжатом положении рукава на колонне.
Перемещение траверсы вверх и вниз ограничивается путевыми выключателями ПВВ и ПВН, которые при размыкании HЗ контактов в цепи катушек пускателя отключают двигатель.
Лампа местного освещения включается выключателем ВО.
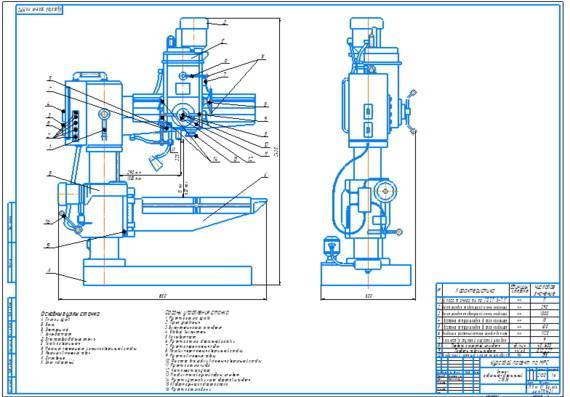
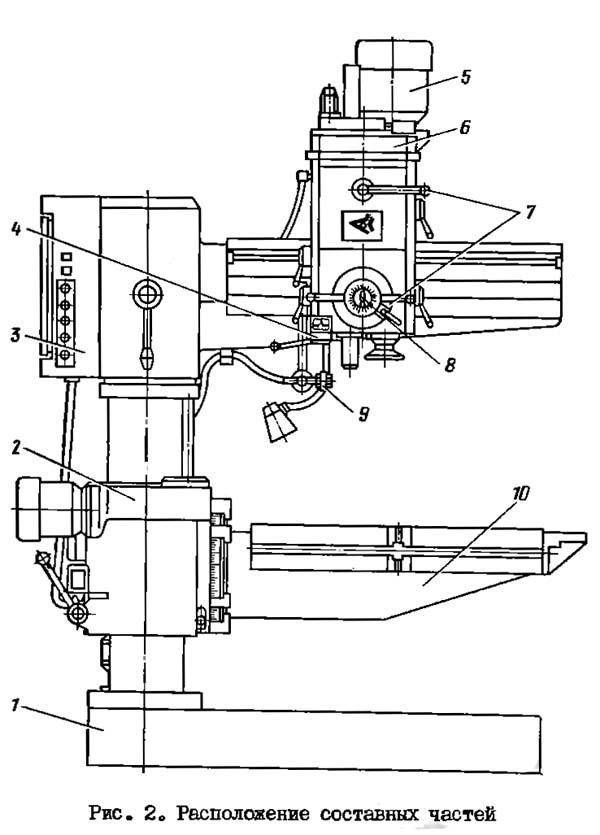
Расположение составных частей радиально-сверлильного станка 2Н55
Спецификация составных частей сверлильного станка 2Н55
- Плита, цоколь, колонна — 11 (номер узла)
- Охлаждение — 12
- Рукав и зажим — 21
- Механизм подъема сверлильной головки — 31
- Механизм гидрозажима — 32
Спецификация составных частей сверлильной головки СГ-50Н, СГ-350Н
- Фрикционная муфта — 15
- Коробка скоростей — 16
- Коробка подач — 17
- Вал червяка — 25
- Механизм включения подач — 26
- Зажим сверлильной головки — 36
- Противовес — 37
- Гидропреселектор — 45
- Привод гидропреселектора — 46
- Гидрооборудование — 47
- Управление фрикционной муфтой — 48
- Управление набором скоростей и подач — 49
- Шпиндель —
- Электрооборудование — 93
- Электропульт — 95
- Электрошкаф — 96
- Вводная панель — 97
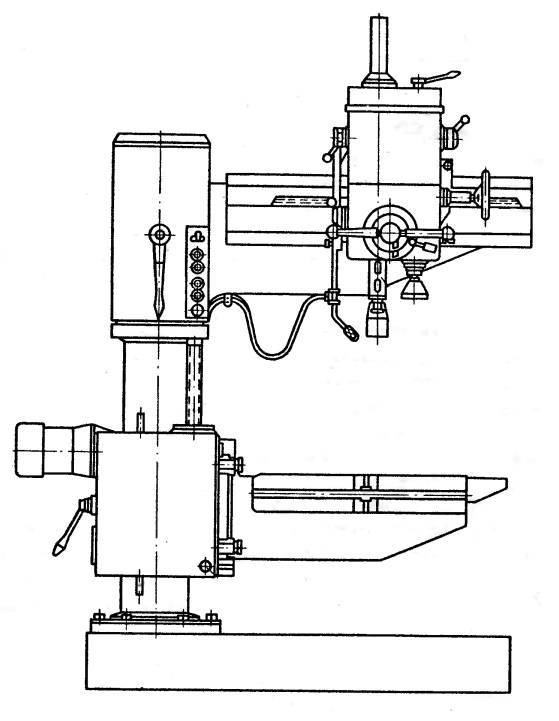
Общая компоновка станка 2н55
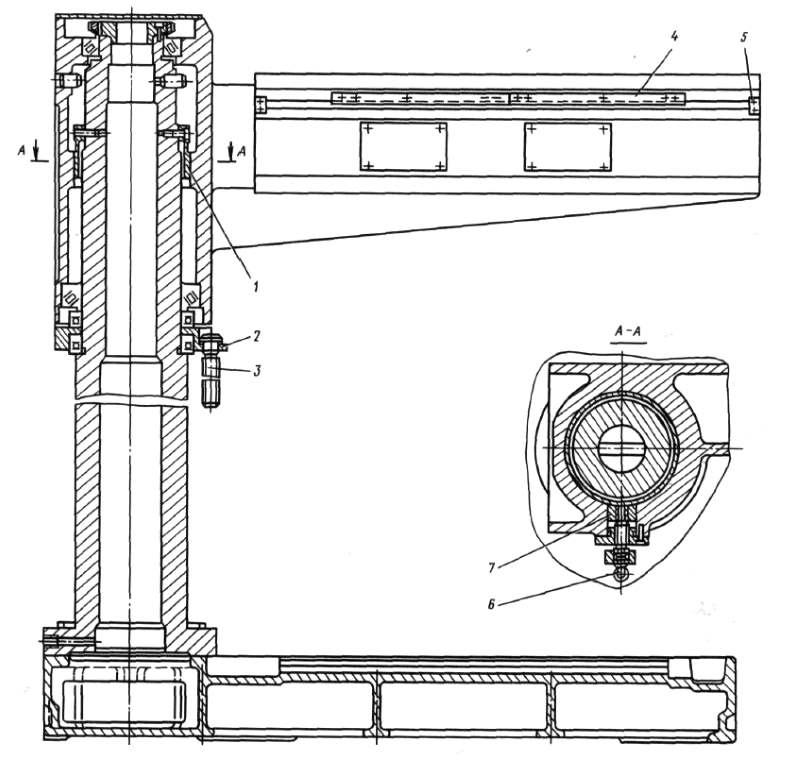
Основанием станка является фундаментная плита, на которой неподвижно закреплен цоколь. В цоколе на подшипниках монтируется вращающаяся колонна, выполненная из стальной трубы. Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема, смонтированного в корпусе на верхнем торце колонны. В этом же корпусе расположено гидромеханическое устройство для зажима колонны и токоподводящее устройство для питания поворотных и подвижных частей станка. Механизм подъема связан с рукавом ходовым винтом.
Сверлильная головка выполнена в виде отдельного силового агрегата и заключает в себе узлы: коробки скоростей и подач, механизм подачи, шпиндель с противовесом и др. Она перемещается вручную по направляющим рукава. В нужном положении головка фиксируется установленным на ней механизмом зажима.
В фундаментной плите выполнен бак и насосная установка для подачи охлаждающей жидкости к инструменту. На плите устанавливается стол для обработки на нем деталей небольшого размера.
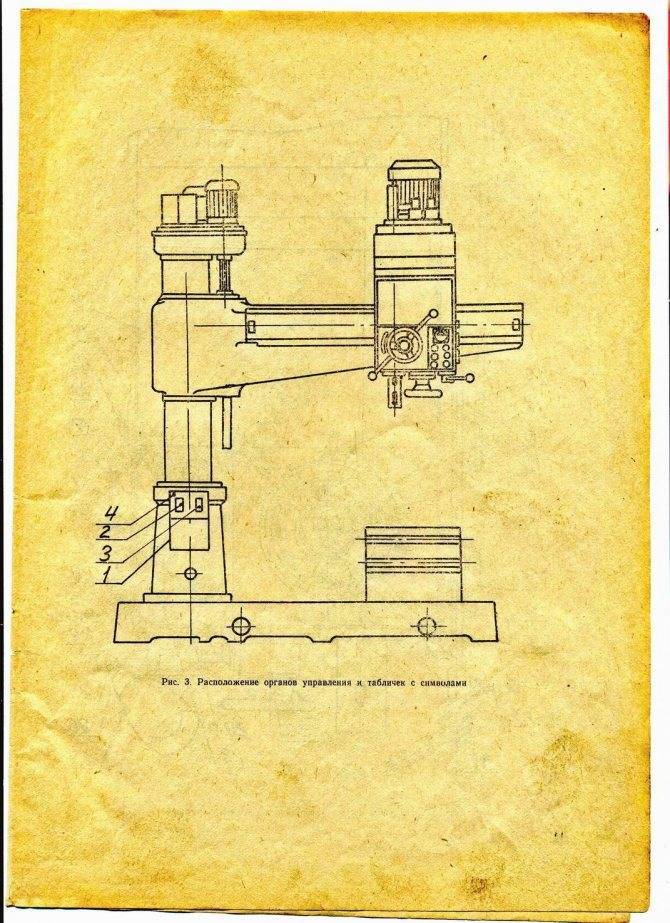
Все органы управления станка сосредоточены на сверлильной головке. На панели цоколя размещены кнопки вводного выключателя, подключающего, станок к внешней электросети, и кнопки управления насосом охлаждения. Для освещения рабочей зоны в нижней части сверлильной головки, за шпинделем, установлена люминесцентная лампа.
Электроаппаратура смонтирована в нише, которая расположена с обратной стороны рукава.
Привод
Главный механизм обеспечения скорости вращения, ее переключение в процессе сверлильной деятельности и работу коробки скоростей характеризуется одной особенностью. Осуществив разборку коробки скоростей сверлильного станка 2К52, паспорт которой включает собственный электропривод, можно сказать о наличии нескольких подобных механизмов.
Допускается установка 3х электрических двигателей согласно руководству по эксплуатации 2К52и другим нормативным документам. Мощность основного привода составляет 1,5 кВт.
В руководстве указывается масса установки – 1250 кг., также отображается полная расшифровка названия станка.







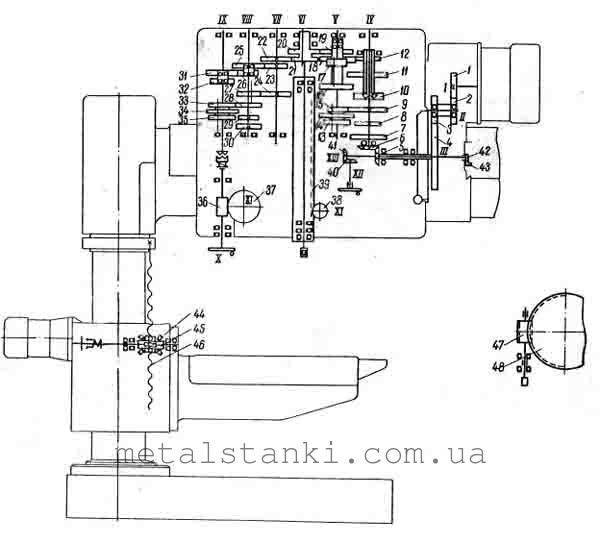
Кинематическая схема строится на четырех цепях, первой из которых является цепь вращения основного шпинделя. Осуществляя разборку установки можно заметить, нагрузка при вращении шпинделя равномерно распределяется по коробке скоростей, приводному валу типа У.
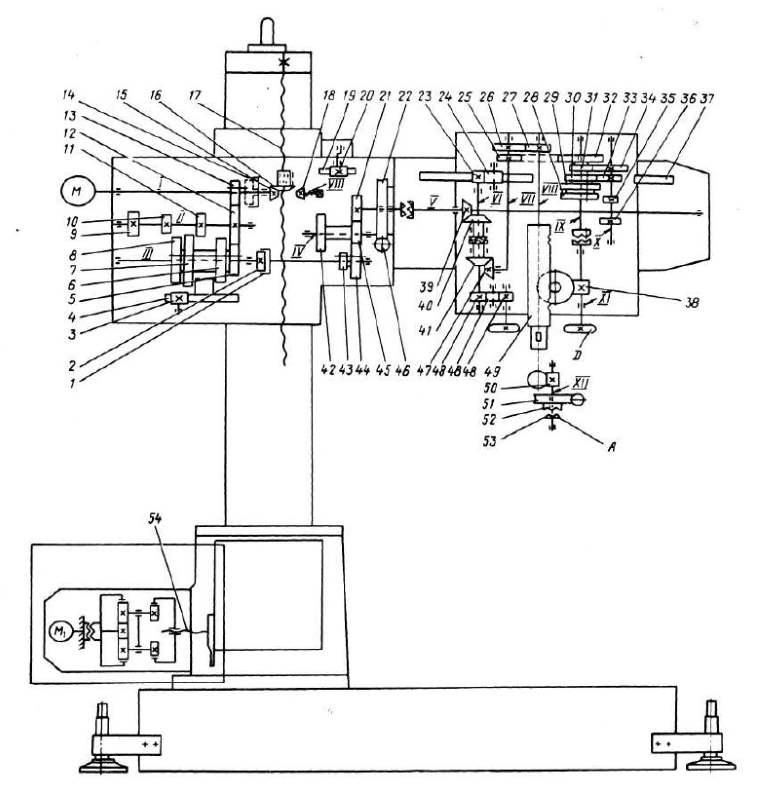
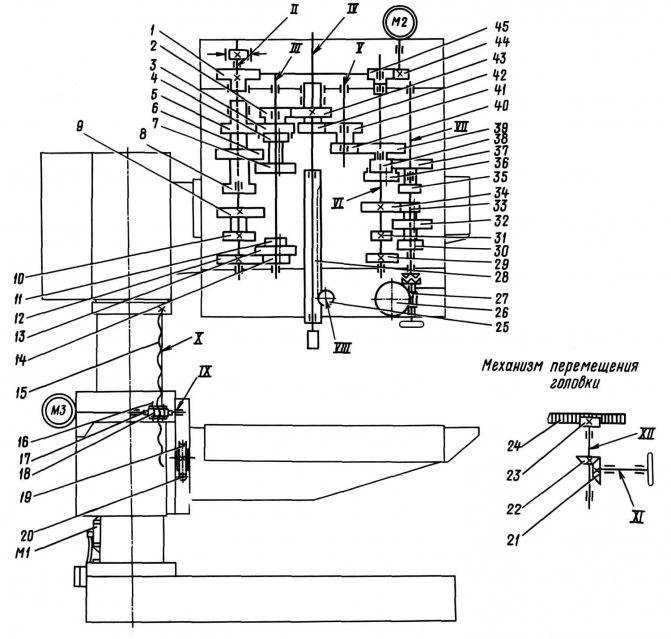
Кинематическая схема станка 2К52
Составляющими кинетической схемы также являются:
- Цепь осуществления подач.
- Цепь вертикального смещения основного рукава.
- Цепь осуществления зажима колоны.
В процессе сборки конструкторы оснастили установку 2К52 максимальным набором дополнительных модулей. Расширенная функциональность позволяет увеличить точность всех операций, появляется также возможность работы со сложными заготовками, ускоряется производительность.
В итоге, машина для сверления 2К52 обладает подходящими для выполнения многих работ параметрами, регулировка которых позволяет добиться достаточно высокой точности. Каждая рабочая операция производится без сложных манипуляций, что под силу выполнить даже работнику с минимальной квалификацией. Получаемые отверстия всегда имеют правильную форму.
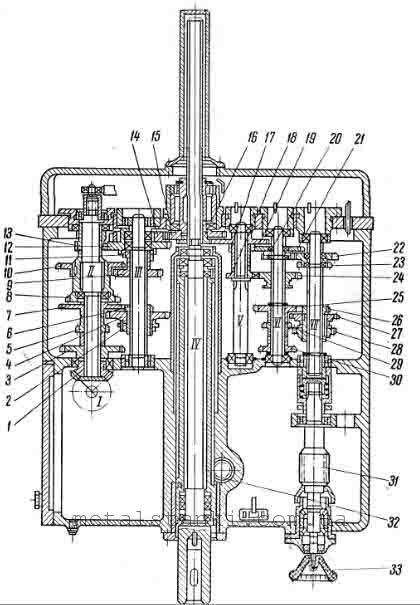
Сверлильная головка
Во время изготовления корпуса применяли чугун, который стоек к вибрационной нагрузке и не подвергается действию большой влажности. В середине расположена система переключения частот вращения шпинделя или подачи
Для важного увеличения служебного срока конструкции соприкасающиеся детали смазывают специализированной суспензией. Для этого на корпусе устанавливают насос смазки, привод основного движения или тормоз шпинделя
Управление коробкой передач проходит через установленные с наружной стороны рукояти. Во время изготовления зубчатых колес применяют легированную сталь, которая имеет очень высокую устойчивость к износу.
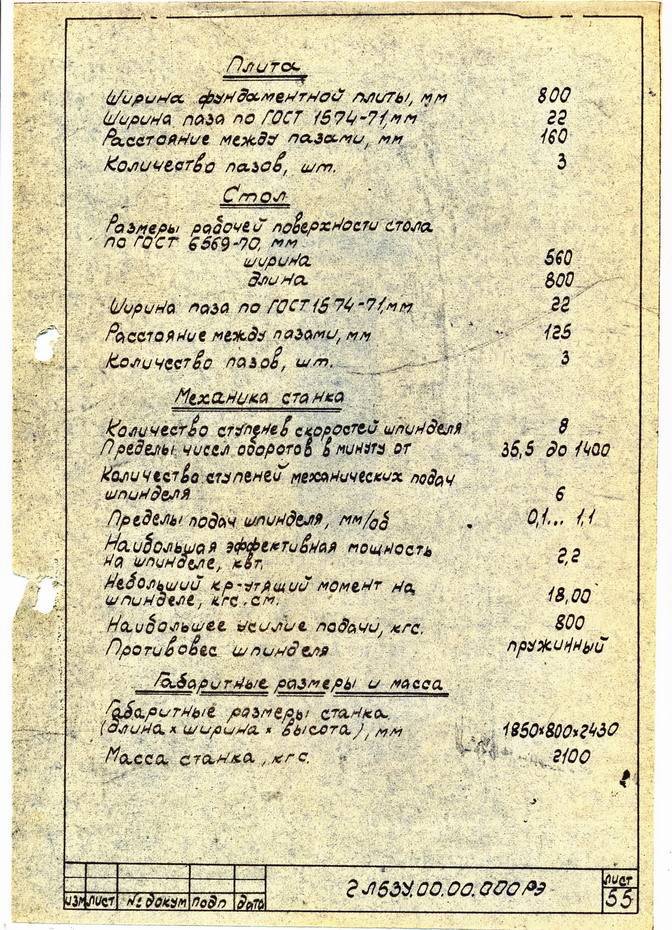
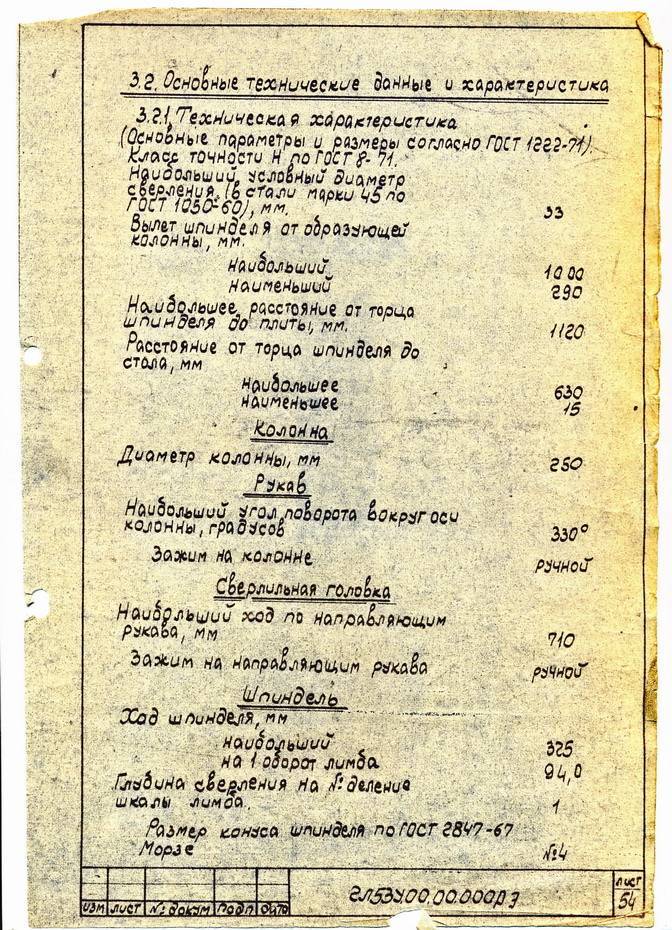
Технические характеристики
- Диаметр сверления в стали 45 по ГОСТ 1050-38 , мм 32
- Диаметр сверления в чугуне СЧ по ГОСТ 1412-89, мм 40
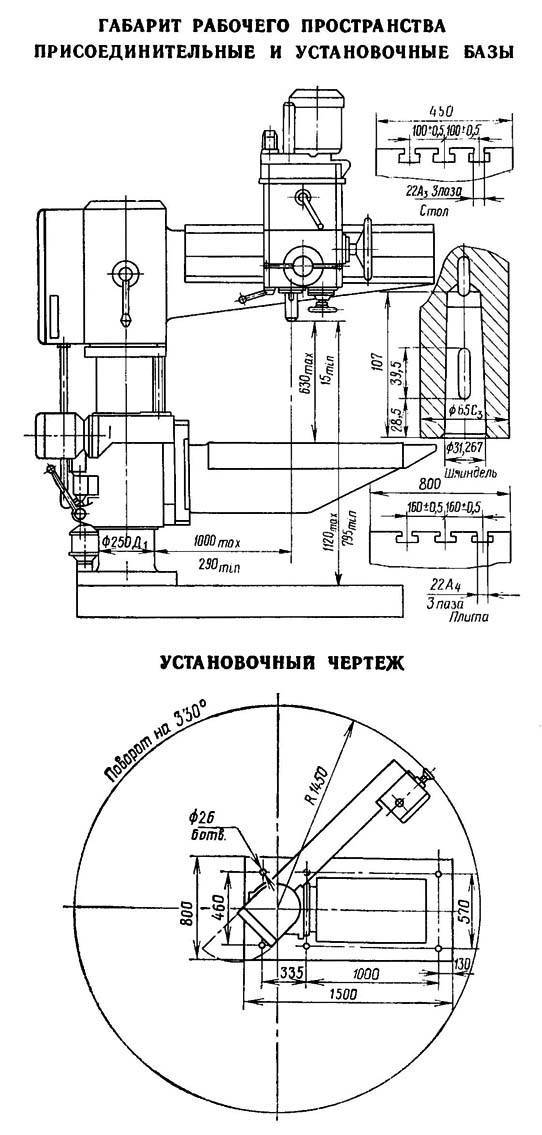
- Расстояние от оси шпинделя до направляющей колонны (вылет), мм 1000
- Масса 2Л53У инструмента, кг, max 5
- Перемещение шпинделя, мм max 325
- Перемещение сверлильной головки по рукаву, мм, max 710
- Max вертикальное перемещение рукава по колонне, мм 6251
- Угол max поворота рукава вокруг оси колонны, град. 330
- Пределы частоты вращения шпинделя, мин-1 35,5 — 1400
- Число ступеней вращения шпинделя 8
- Число ступеней рабочих подач 6
- Габаритные размеры, мм ДхШхВ, мм 2500x1070x2840
- Вес, кг 3500
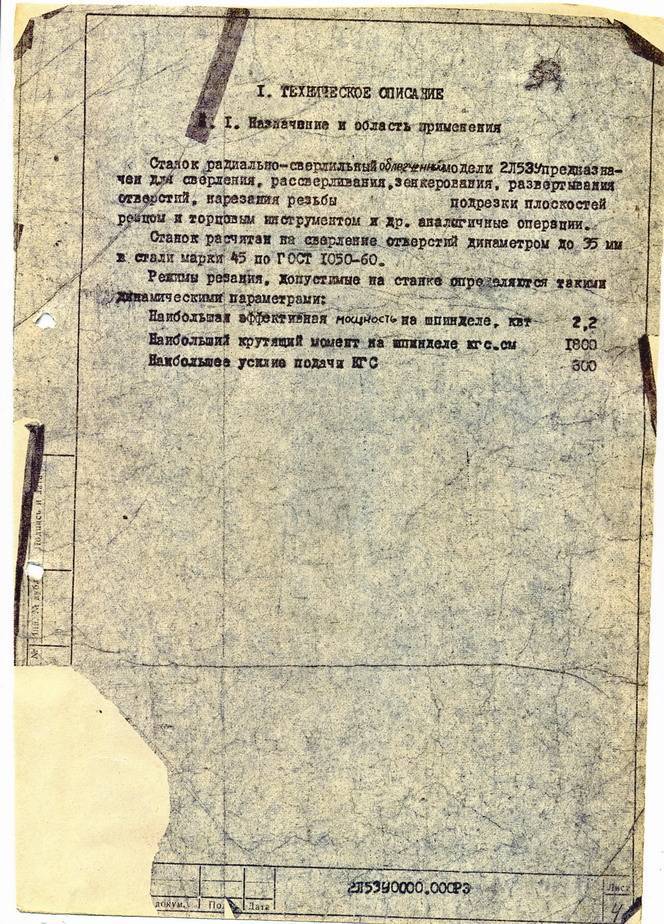
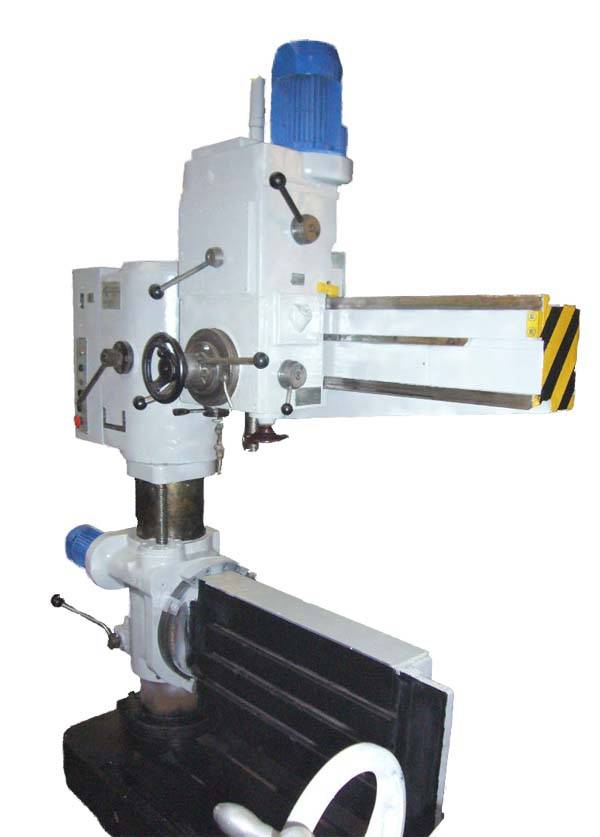
Облегченный радиально-сверлильный станок 2Л53У используется при единичном, мелкосерийном и серийном производстве. Оборудование активно применяют на небольших заготовительных предприятиях, цехах и заводах. Механизм способен выполнять такие технологические операции, как:
- зенкование;
- сверление;
- рассверливание;
- нарезание резьбы;
- развертывания;
- подрезка плоскостей резцом.
Перед тем, как приобретать станок 2Л53У, стоит подготовить бетонную основу под установку оборудования. Высота слоя должна быть не менее 40 см.
Основные части и узлы станка:
- чугунный рабочий стол, обладающий поворотной конструкцией, который может проворачиваться вокруг оси на +90 и -80 градусов вручную;
- система подачи охлаждающей жидкости (СОЖ);
- устройство переключения подач;
- сверлильная головка, в корпусе которой, имеется коробка скоростей и коробка подач, устройство для переключения подачи и органы управления;
- электрооборудование, проводка и электрошкаф;
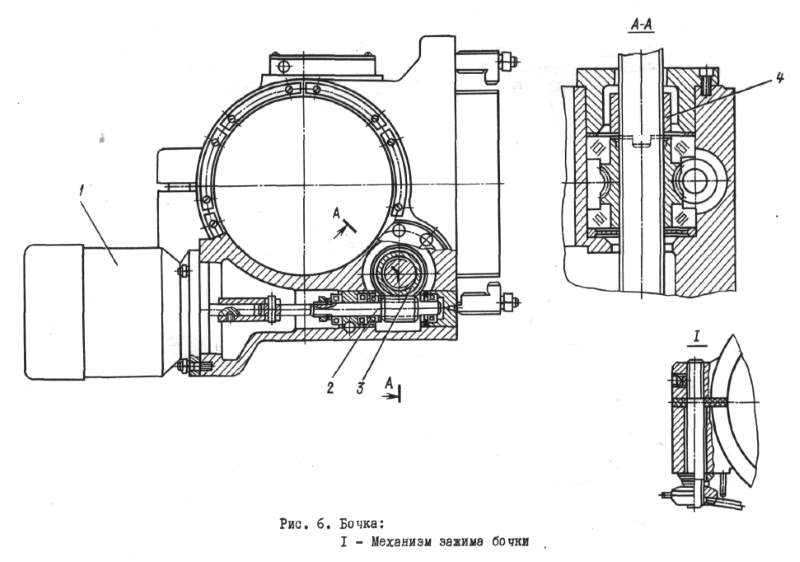
- бочка на которой крепится поворотный стол, осуществляющий движение по вертикали и вокруг колонны на 360 градусов;
- элементы управления;
- механизм перемещения и зажима сверлильной головки.
- рукав, на котором находится механизм сверлильной головки;
- фундаментная плита, на которой расположена вертикальная чугунная колонна.
Чтобы предотвратить обрыв электропроводов, поворот рукава относительно колонны притеснен жесткими упорами. Передвижение бочки по колонне возможно за счет надежного соединения винта с кронштейном. Для предотвращения перегрева рабочего инструмента и быстрого износа оснастки, в конструкцию 2Л53У вмонтирована СОЖ, которая подает жидкость с помощью насоса охлаждения.
Чтобы переключить скорость и подачу, оператору необходимо воздействовать на рукоятку, которая находится справа на сверлильной головке. Предохранительная муфта расположена таким образом, что специалист может без демонтажа узлов произвести нужную регулировку.
Промышленное станочное устройство 2Л53У оборудовано тремя электродвигателями, а именно:
- для подачи охладительной жидкости в рабочую зону – 0,125 кВт;
- привод стола – 0,56 кВт;
- привод шпинделя – 2,2 кВт.
Станок 2Л53У надежно защищен от перегрузок и коротких замыканий с помощью предохранителя и теплового реле. Самовольное передвижение стола не допускается блокированной рукояткой отжима и конечным выключателем. Помимо этого, имеется специальное устройство торможения, которое управляется электромагнитом. Чтобы сработал пружинный тормоз, следует установить рукоятку в нейтральное положение, что приводит к автоматическому отключению электромагнита. Срабатывание тормозной системы в автоматическом режиме также происходит при умышленных или случайных отключениях электросети.





Радиально-сверлильный станок 2Л53У позволяет оператору выполнять обработку разного уровня сложности. Это возможно за счет широкого диапазона чисел оборотов и подач шпинделя. Большим преимуществом является то, что специалист, работая за станком, прилагает минимум физических усилий при меньших радиусах сверления, что позволяет увеличить эффективность рабочего процесса. Все виды технологических операций выполняются строго с международными стандартами качества.
Для усовершенствования механизма, в конструкцию монтируется:
- защитный экран для области сверления и резания;
- система воздушного охлаждения рабочей оснастки;
- поворотная или стандартная тумба.
Данная модель станка считается незаменимой, если на предприятии постоянно требуется обрабатывать металлические детали. Оборудование довольно простое в использовании и вполне может выступать самостоятельной производственной единицей.
Зубообрабатывающие станки
5А12
зубодолбежный Ø 208, Егорьевск5А122 зубодолбежный Ø 250, Корсунь-Шевченко5А140П зубодолбежный Ø 500, Егорьевск5Б150 зубодолбежный Ø 800, Егорьевск5В12 зубодолбежный Ø 200, Корсунь-Шевченко5В150 зубодолбежный Ø 800, Клин5М14 зубодолбежный Ø 500, Харьков5М150 зубодолбежный Ø 800, Клин5М161 зубодолбежный Ø 1250, Клин514 зубодолбежный Ø 500, Егорьевск5111 зубодолбежный Ø 80, Корсунь-Шевченко5122 зубодолбежный Ø 200, Корсунь-Шевченко5140 зубодолбежный Ø 500, Корсунь-Шевченко
5А26
зубострогальный Ø 610, Саратов, СЗТЗС5А250П зубострогальный Ø 500, Саратов, СЗТЗС5С23П зубострогальный Ø 125, Саратов, СЗЗС5С276П зубострогальный Ø 500, Саратов, СЗТЗС5С280П зуборезный Ø 800, Саратов, СЗТЗС5Т23В зубострогальный Ø 125, Саратов, СЗЗС5236П зубострогальный Ø 125, Саратов, СЗЗС525 зуборезный Ø 500, МЗКРС Москва526 зубострогальный Ø 610, Саратов, СЗТЗС5230 зуборезный Ø 320, Саратов, СЗТЗС528С зуборезный Ø 800, Саратов, СЗТЗС
5.3. Cтанки зубофрезерные для цилиндрических колес
5А342
зубофрезерный Ø 2000, Коломна5Б312 зубофрезерный Ø 320, Витебск5В312 зубофрезерный Ø 320, Витебск5Д32 зубофрезерный Ø 800, Егорьевск5Е32 зубофрезерный Ø 800, Егорьевск5К32 зубофрезерный Ø 800, Егорьевск5К32А, 5К324А зубофрезерный Ø 800, Егорьевск5К301п зубофрезерный Ø 125, Вильнюс5К310 зубофрезерный Ø 200, Витебск5К324 зубофрезерный Ø 500, Егорьевск5К328А зубофрезерный Ø 1250, Егорьевск5М32 зубофрезерный Ø 800, Егорьевск53А11 зубофрезерный Ø 1250, Егорьевск53А20 зубофрезерный Ø 200, Вильнюс53А30П зубофрезерный Ø 320, Витебск53А50 зубофрезерный Ø 500, Егорьевск53А80 зубофрезерный Ø 800, Егорьевск53В30П зубофрезерный Ø 320, Витебск532 зубофрезерный Ø 750, Егорьевск5310 зубофрезерный Ø 200, Егорьевск5327 зубофрезерный Ø 1000, Егорьевск5342 зубофрезерный Ø 2000, Коломна5350А шлицефрезерный Ø 150, Куйбышев, СВСЗ
5Б63
резьбофрезерный Ø 450 х 400, Мелитополь5Д07 резьбонарезной Ø 39 х 320, Чита561 резьбофрезерный Ø 400 х 700, Куйбышев, СВСЗ5993 резьбонарезной Ø 42 х 280, ЧитаВМС-2А резьбонарезной Москва
5А841
зубошлифовальный Ø 320, Москва5В833 зубошлифовальный Ø 200, Егорьевск5М841 зубошлифовальный Ø 320, Москва5К822В резьбошлифовальный Ø 150, МЗКРС Москва5702 зубошевинговальный Ø 320, Витебск5822 резьбошлифовальный Ø 150, МЗКРС Москва5822м резьбошлифовальный Ø 150, МЗКРС Москва
Покупаем Платы
Покупаем по самым высоким ценам:
- Бытовая электроника (платы должны быть очищены от металла, пластика, трансформаторов больше 3 см в любой стороне и мониторных черных катушек)
- Материнские платы от ноутбуков и материнские платы до поколения Pentium 4 (батарейки, элементы питания, металлические части, пластиковые крепления, радиаторы и др. должны быть удалены), вид.звук.сет.
- Материнские платы поколения Pentium 4 и выше. Socket: 423, mPGA 478, 775, 1155 (батарейки, элементы питания, металлические части, пластиковые крепления, радиаторы и др. должны быть удалены)
- Платы импортные (пластиковые, металлические и алюминиевые элементы должны быть удалены)
- Платы компьютерные комплектующие, оперативная память c жёлтой ламелью
- Платы с ценными радиодеталями (конденсаторы КМ, микросхемы (желтые), разъемы (желтые), транзисторы (желтые)) отечественного производства
- Платы сотовых телефонов (без корпуса и дисплея) поколение 2СИМ, сенсорные, смартфоны
- Платы сотовых телефонов (без корпуса и дисплея.) До поколения 2СИМ и сенсорных
- Платы управления военными и советскими приборами, производства СССР (пластиковые, металлические и алюминиевые элементы должны быть удалены) без ценных радиодеталей
- Срезка с плат (неликвиды переключателей, транзисторов, микросхем и т. д.)
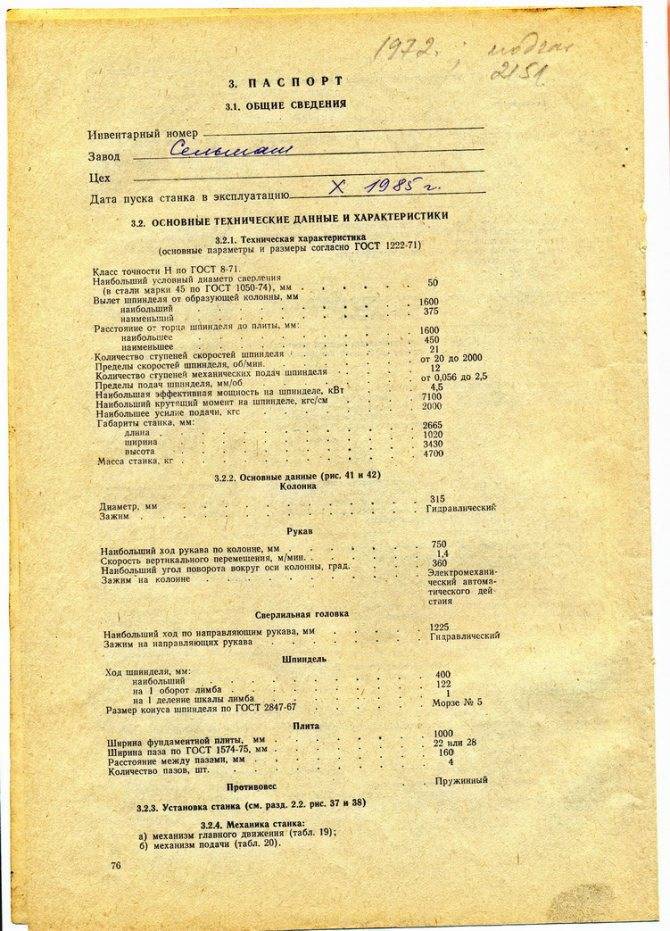
Технические характеристики сверлильного станка 2Н55
| Наименование параметра | 255 | 2а55 | 2н55 | 2м55 | 2а554 |
|---|---|---|---|---|---|
| Основные параметры станка | |||||
| Класс точности станка | Н | Н | Н | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 50 | 50 | 50 | 50 | 50 |
| Наибольший условный диаметр сверления в чугуне, мм | 63 | 63 | 63 | 63 | |
| Диапазон нарезаемой резьбы в стали 45, мм | М52 х 5 | ||||
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 450…1500 | 450…1500 | 400…1600 | 375…1600 | 375…1600 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 1125 | 1050 | 1200 | 1225 | 1225 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 470…1500 | 470…1500 | 450…1600 | 450…1600 | 450…1600 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 680 | 680 | 800 | 750 | 750 |
| Скорость вертикального перемещения рукава по колонне, м/мин | 1,4 | 1,4 | 1,4 | ||
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 350 | 350 | 350 | 400 | 400 |
| Угол поворота рукава вокруг колонны, град | 360° | 360° | 360° | 360° | 360° |
| Рамер поверхности плиты (ширина длина), мм | 968 х 2430 | 1000 х 2530 | 1000 х 2555 | 1020 х 2555 | |
| Наибольшая масса инструмента, устанавливаемого на станке, кг | 15 | ||||
| Шпиндель | |||||
| Диаметр гильзы шпинделя, мм | 90 | ||||
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 АТ6 |
| Частота прямого вращения шпинделя, об/мин | 30..1700 | 30…1900 | 20…2000 | 20…2000 | 18…2000 |
| Количество скоростей шпинделя прямого вращения | 19 | 19 | 21 | 21 | 24 |
| Частота обратного вращения шпинделя, об/мин | 34..1700 | 37,4…1900 | |||
| Количество скоростей шпинделя обратного вращения | 18 | ||||
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,03..1,2 | 0,05…2,2 | 0,056…2,5 | 0,056…2,5 | 0,045…5,0 |
| Число ступеней рабочих подач | 18 | 12 | 12 | 12 | 24 |
| Пределы рабочих подач на один оборот шпинделя при нарезании резьбы, мм | 1,0…5,0 | ||||
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | 1 | 1 | |
| Перемещение шпинделя на оборот лимба, мм | 122 | 122 | 120 | ||
| Наибольший допустимый крутящий момент, кгс*см | 7500 | 7100 | 7100 | 7100 | |
| Наибольшее усилие подачи, кН | 20 | 20 | 20 | 20 | |
| Зажим вращения колонны | Гидро | Гидро | Гидро | Гидро | |
| Зажим рукава на колонне | Электр | Электр | Электр | Электр | |
| Зажим сверлильной головки на рукаве | Гидр | Гидр | Гидр | Гидр | |
| Электрооборудование. Привод | |||||
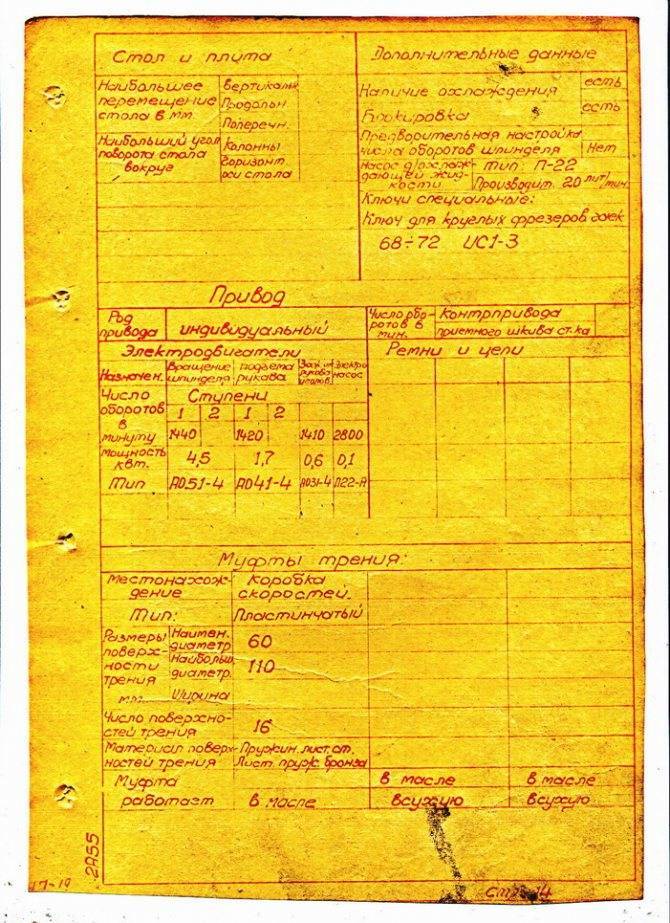
| Количество электродвигателей на станке | 5 | 7 | 6 | 7 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 4,3 (1500) | 4,5 | 4 | 4,5 | 5,5 |
| Электродвигатель привода перемещения рукава, кВт (об/мин) | 1,5 (1500) | 1,7 | 2,2 | 2,2 | 2,2 |
| Электродвигатель привода гидрозажима колонны, кВт (об/мин) | 0,25 (1500) | 0,5 | 0,5 | 0,55 | 0,55 |
| Электродвигатель привода гидрозажима сверлильной головки, кВт (об/мин) | 0,5 | 0,5 | — | — | |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,1 (3000) | 0,125 | 0,125 | 0,125 | 0,125 |
| Электродвигатель набора скоростей, кВт (об/мин) | — | — | 0,15 | 0,15 | 0,15 |
| Электродвигатель набора подач, кВт | — | — | 0,15 | 0,15 | 0,15 |
| Электродвигатель привода ускоренного перемещения шпинделя, кВт | — | — | — | 0,55 | |
| Суммарная мощность установленных электродвигателей, кВт | 8,9 | ||||
| Габариты и масса станка | |||||
| Габариты станка (длина ширина высота), мм | 2500 х 970 х 2250 | 2625 х 968 х 3265 | 2545 х 1000 х 3315 | 2665 х 1020 х 3430 | 2665 х 1030 х 3430 |
| Масса станка, кг | 4300 | 4100 | 4100 | 4700 | 4700 |
Список литературы:
Радиально-сверлильные станки 2Н53, 2Н55. Руководство к станкам, 1968
Радиально-сверлильный станок 2Н55. Руководство к станку, 1966
Лоскутов В.В., Сверлильные и расточные станки, 1981, стр.56
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Бирюков Б.Н. Гидравлическое оборудование металлорежущих станков., 1979
Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом), 1972
Тепинкичиев В.К. Металлорежущие станки, 1973
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Чернов Н.Н.. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
2Е52 радиально-сверлильный переносной станок. Назначение и область применения
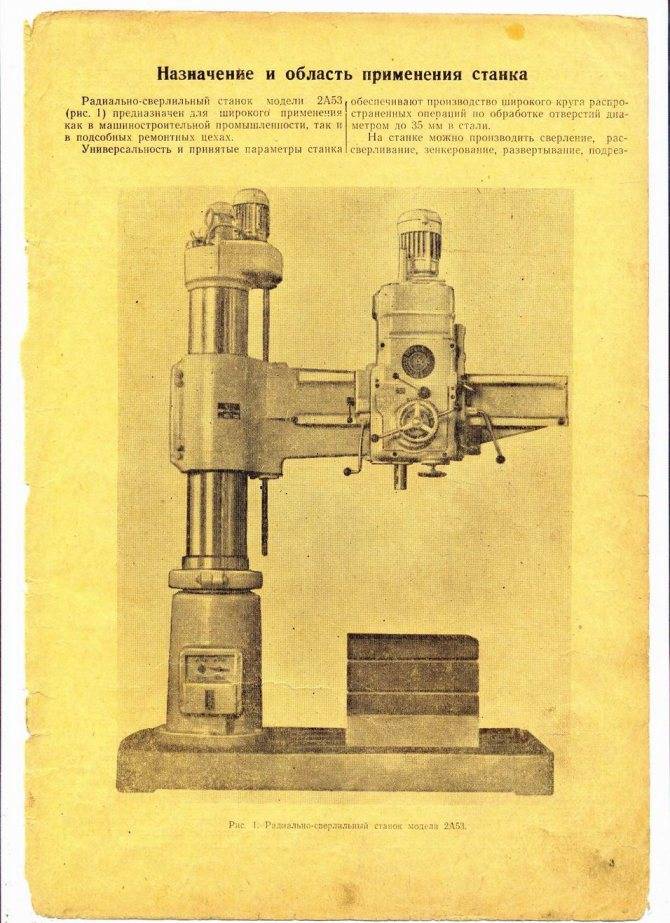
Радиально-сверлильный переносной станок модели 2Е52 предназначен для обработки отверстий в средних и крупных деталях в единичном, мелкосерийном и серийном производстве.
На станке 2Е52 можно выполнять: сверление, рассверливание, зенкерование, развертывание, нарезание резьбы и растачивание отверстий. Наиболее эффективно станок может быть использован при обработке отверстий, расположенных под углами в разных плоскостях крупногабаритных деталей, в инструментальных, ремонтных, экспериментальных, сборочных и производственных цехах.



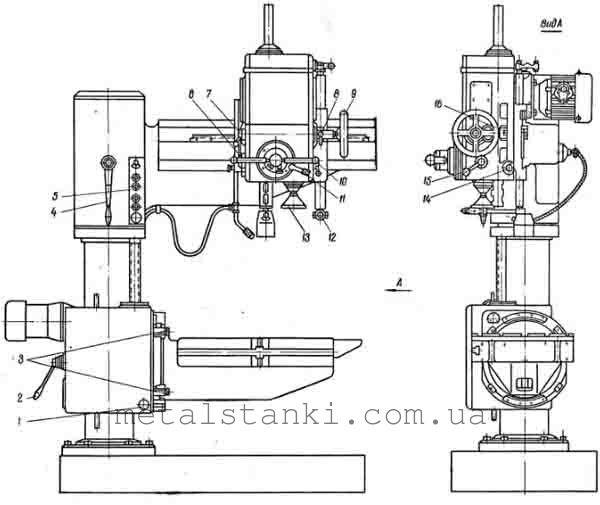
Переносный радиально-сверлильный станок модели 2Е52 включает следующие узлы:
- станина станка
- коробка скоростей
- траверса
- шпиндельная головка
- электрооборудование
- приставные ножки (поставляется за особую плату)
- принадлежности
- стол угловой (поставляется за особую плату)
Станина представляет собой жесткую чугунную плиту с продольными и поперечными ребрами, на которой установлена колонна. Винт 3 предназначен для перемещения коробки скоростей.
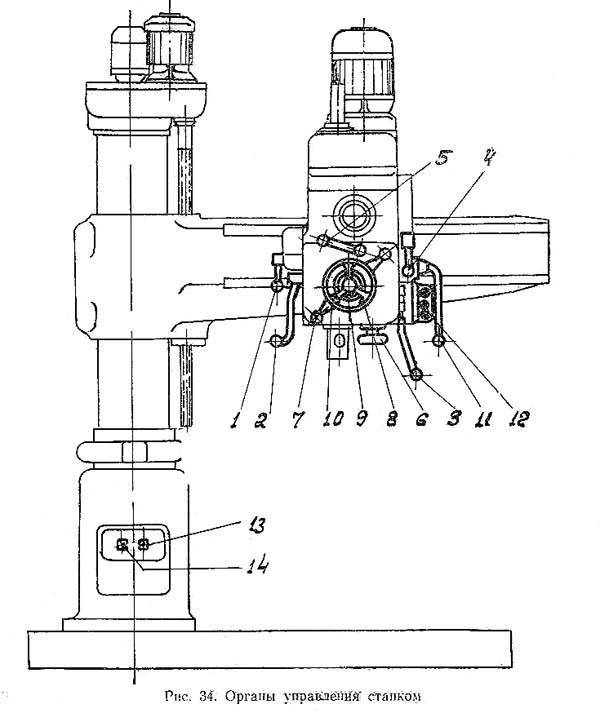
Коробка скоростей смонтирована на колонне. Управление скоростями производится при помощи рукояток 4 и 3 (см. рис.3). Рукоятка 4 предназначена для:
- включения механического перемещения рукава по колонне
- зажима рукава на колонне
- включения вращения шпинделя
Траверса устанавливается в цилиндрическом отверстии коробки скоростей при помощи цапфы I. По направляющим траверсы перемещается каретка 2 со шпиндельной головкой.
Шпиндельная головка с механизмом подач размещается в одном корпусе.
Механическая подача шпинделя происходит при повороте рукоятки 2 «От себя».
Тонкая подача вручную осуществляется при выключенном положении перегрузочной муфты вращением маховичка 1.
Приставные ножки применяются, когда станок используется как переносный. Они увеличивают устойчивость станка. При использовании станка как стационарного (на фундаменте) ножки снимаются.
Стол угловой служит для крепления приспособлений и деталей.
Класс точности станка Н по ГОСТ 8—77.
Шероховатость обработанных поверхностей в зависимости от выполняемых работ R = 80-20 мкм.
Радиально-сверлильные станки. Общие сведения.
Синонимы: radial drilling machine.
Перемещение по плоскости стола крупногабаритных и тяжелых деталей вызывает большие неудобства и потерю времени. Поэтому при обработке большого количества отверстий в таких деталях применяют радиально-сверлильные станки. При работе на них деталь остается неподвижной, а шпиндель со сверлом перемещается относительно детали и устанавливается в требуемое положение.
Сверлильные станки предназначены для сверления, зенкования, зенкерования, развертывания отверстий, для подрезания торцов изделий и нарезания резьб метчиками. Применяются они в основном в единичном и мелкосерийном производстве, а некоторые модификации этих станков — в условиях массового и крупносерийного производства.
Основными формообразующими движениями при сверлильных операциях являются:
- v — главное — вращательное движение
- s — движение подачи пиноли шпинделя станка
Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки iv и is, посредством которых устанавливается необходимая скорость вращения инструмента и его подача.
К вспомогательным движениям относятся:
- поворот траверсы и закрепление ее на колонне
- вертикальное перемещение и закрепление траверсы на нужной высоте
- перемещение и закрепление шпиндельной головки на траверсе
- переключение скоростей и подач шпинделя
Основными узлами радиально-сверлильных станков являются:
- фундаментная плита
- колонна
- траверса (рукав)
- механизм перемещения и зажима рукава на колонне
- механизм перемещения и зажима шпиндельной головки на рукаве
- шпиндельная головка
Основными параметрами станка являются наибольший диаметр сверления отверстия по стали, вылет и максимальный ход шпинделя.
Регулирование радиально-сверлильного станка 2Н55
Конструкция станка предусматривает возможность регулирования отдельных механизмов, детали которых изнашиваются в процессе эксплуатации. Ниже даются указания по регулированию основных механизмов станка.




1. Регулировка отжима и зажима колонны станка осуществляется путем поворота полого винта 3 относительно гайки 7 (см. рис. 8 ).
Для регулировки необходимо;
- а) установить давление в системе в пределах 35..40 кг/см2;
- б) подать масло под давлением в полость «Б» (отжим);
- в) отвернуть болты 1, крепящие фланец 2;
- г) поворотом фланца 2 произвести отжим (установив осевой ход колонны в пределах 0,4..0,5 мм);
- д) вывести фланец 2 из зацепления с винтом 3, совместить по крепежным отверстиям и закрепить винтами I.
Регулировку производить таким образом, чтобы при выполнении зажима колонны плунжер 21 не доходил до крышки 25.
В противном случае, не будет достигнуто полное усилие зажима.
При нормально отрегулированном зажиме поворотные части станка не должны поворачиваться от усилия менее 250 кг (для станка мод. 2Н55) и 150 кг (для станка мод, 2Н53), приложенного на конце рукава в горизонтальной плоскости. При отжиме поворот должен осуществляться усилием не более 5 кг.
2. Регулирование зажима рукава на колонне производится подкладыванием компенсационных шайб 41 под гайки 42 болтов 30 (см. рис. 10). Такой способ позволяет избежать повторного засверливания гаек и болтов. Затяжка гаек производится при неподвижном рукаве. Зажим считается достаточным, если по верхнему торцу бочки рукава на стороне, противоположной разрезу, не проходит щуп 0,03 мм.
3. Регулирование плавного перемещения рукава по колонне осуществляется гайками 32 (ом.рис.10) во время перемещения рукава. Перемещение рукава вниз должно происходить без рывков.
4. Зажим сверлильной головки на направляющих рукава можно отрегулировать поворотом эксцентриковой втулки 11 (см. рис. 11). В отрегулированном положении втулка стопорится специальным фиксатором 21. Закрепление головки считается достаточным, если ее нельзя сдвинуть с места маховиком ручного перемещения при приложении усилия 25 кг.
5. При необходимости уменьшить зазор между направляющими корпуса головки и рукава следует освободить гайки эксцентриковых осей 8 (см.рис.11) и поворотом их установить необходимый зазор (до 0,05 мм). При этом легкость перемещения головки по рукаву не должна нарушиться.
6. Повышенный осевой люфт шпинделя устраняется подтяжкой гайки 5 (см.рис.18).
7. Регулирование пружины, уравновешивающей шпиндель с инструментом, осуществляется в нижнем положении шпинделя поворотом червяка 4 (см.рис.19). После регулировки необходимо совместить одну из рисок на квадрате червяка со стрелками на табличке.
8. Регулирование усилия подачи осуществляется вращением винта 9 (см.рис.15). После регулировки следует затянуть стопорную гайку 10.
Если при работе под нагрузкой перестает вращаться шпиндель или выключается подача вследствие срабатывания предохранительных устройств, необходимо остановить станок и проверить состояние инструмента (затупление, заедание в кондукторной втулке и т.д.) либо снизить режимы обработки.
Указания о мерах устранения возможных нарушений нормальной работы, относящихся к системам электрооборудования, гидрооборудования и смазки, приведены в соответствующих разделах настоящего «Руководства».
Сведения о примененных в станках подшипниках качения приведены на рис. 32 и в спецификации.
Настройка и наладка радиально-сверлильного станка 2Н55
Обрабатываемая деталь, в зависимости от ее габаритных размеров, крепится на плите или на столе станка. Крепление детали должно быть надежным, так как во время сверления деталь может провернуться и вызвать травму рабочего и повреждение станка.
В соответствии с выполняемой на станке операцией подбирается и устанавливается в шпиндель вспомогательный и режущий инструменты. При последовательной работе несколькими инструментами пользуются быстросменным патроном. 6 случае нарезания резьбы обязательно устанавливают предохранительный патрон.
При работе тяжелым инструментом следует отрегулировать пружину противовеса. Регулировка противовеса производится в нижнем положении шпинделя.






Рукав устанавливают на такой высоте, чтобы обработка велась при минимально выдвинутой пиноли шпинделя.
При выборе режимов резания следует иметь в виду динамические параметры станка (см.раздел «Краткая инструкция по использованию станков»).
Однако, выбор режимов, превосходящих указанные параметры, не приведет к разрушению деталей станка, так как его силовые узлы снабжены предохранительными устройствами, защищающими механизмы станка от перегрузки. При срабатывании предохранителей нужно снизить режимы.
Набор скоростей и подач производят следующим образом:
Случай 1 — шпиндель не работает, рукоятка управления фрикционной муфтой находится в среднем фиксированном положении. Поворачивают рукоятку набора скоростей или подач до совмещения нужной цифры на рукоятке с указательной рейкой. При этом на пульте загорается сигнальная лампа с надписью «набор режимов». После того, как лампа погаснет, включают вращение шпинделя рукояткой управления фрикционной муфтой.
Направление вращения шпинделя, соответствующее положению рукоятки, обозначено стрелкой на табличке у рукоятки.
Механическая подача включается движением рукоятки 19 (см. рис. 15) вверх. Перед включением рукоятки управления фрикционной муфтой рукоятка 19 должна быть опущена.
Случай 2 — шпиндель работает, рукоятка управления фрикционной муфтой в одном из крайних положений» Поворачивают рукоятку набора в нужное положение, после того, как погаснет сигнальная лампа «набор режимов», рукоятку управления фрикционной муфтой переводят в среднее фиксированное положение, затем снова включают рукоятку управления фрикционной муфтой,
В процессе работы механическую подачу можно включать и выключать рукоятками 25 (см. рис. 16). Включая механическую подачу рукоятками 25, перемещают их от себя.





