

Нюансы разделки кромок
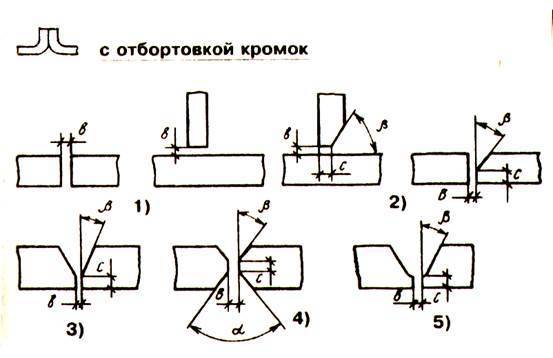
Разделка под сварку имеет свои особенности. При разделке увеличивается ширина сварного шва. Это приводит к дополнительному расходу материалов. При некоторых ситуациях разделка кромок отсутствует, и сварка производится без этого подготовительного этапа. Если свариваются тонкие детали, то прибегают к отбортовке.
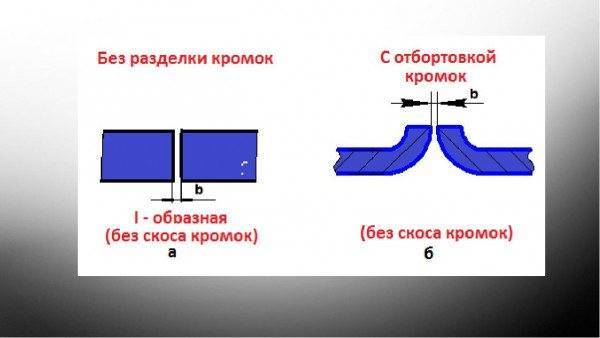
Отбортовкой называется загиб кромок соединяемых деталей. Выполняют отбортовку ручным или машинным способом. Вручную она может выполняться на наковальне с применением молотка или кувалды. Механическая обработка также может проводиться строганием, фрезерованием, долблением, применением абразивов, что требует соответствующего оборудования, например, строгальных или фрезеровальных станков.
Устройство строгальных станков достаточно простое. Высокопрочный резец, проходя вдоль торца под установленным углом, снимает за каждый проход слой металла. Затем механизм станка изменяет его положение и операции повторяются. Фрезеровальные станки находят применение, когда поверхность деталей имеет криволинейную форму. Фаска образуется с помощью фрезы, совершающей перемещение вдоль линии шва.
Для больших конструкций и трубопроводов используют кромкоскалыватели, работающие методом долбления. Абразивную обработку применяют для заготовок маленького размера и для окончательной доводки после строгания и фрезерования. Снимать кромку можно с помощью газового резака. Для машинного способа используют зигмашину.
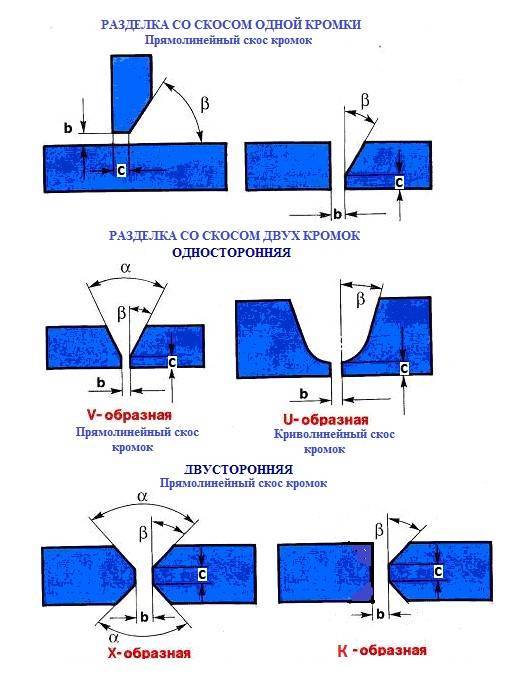
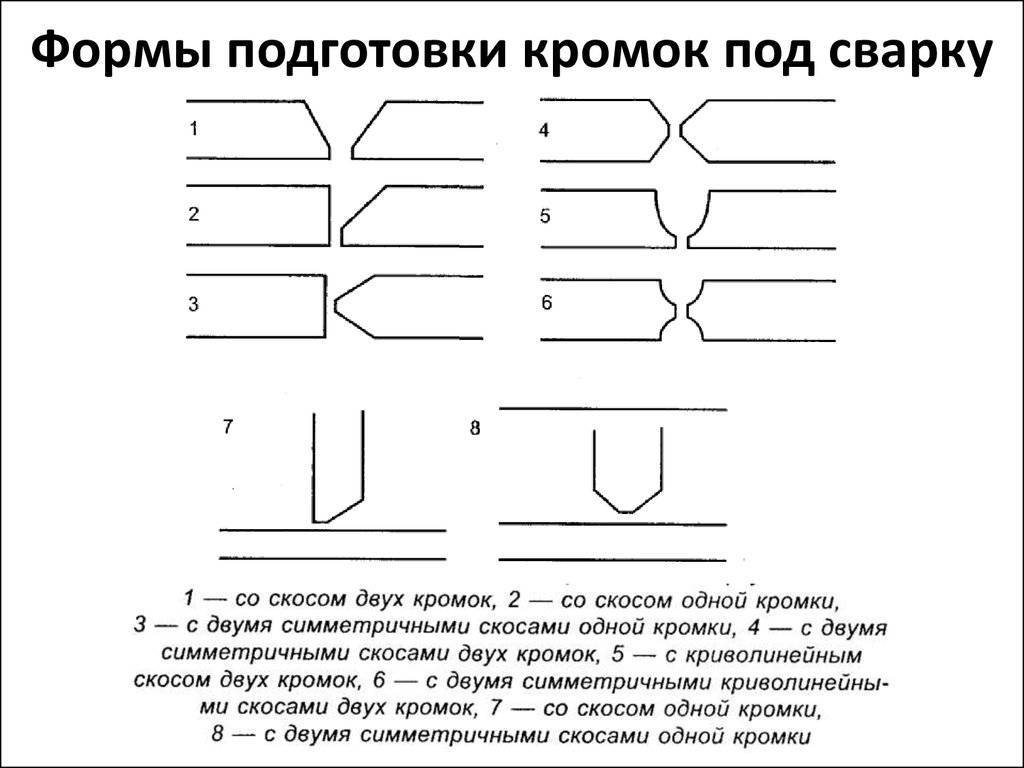
Фаски на кромках делают с одной стороны или с обеих. Односторонние скосы на прямых деталях способствуют легкости протекания процесса сварки. При двухсторонних фасках необходимо обеспечить сварщику доступ к обеим сторонам соединения.
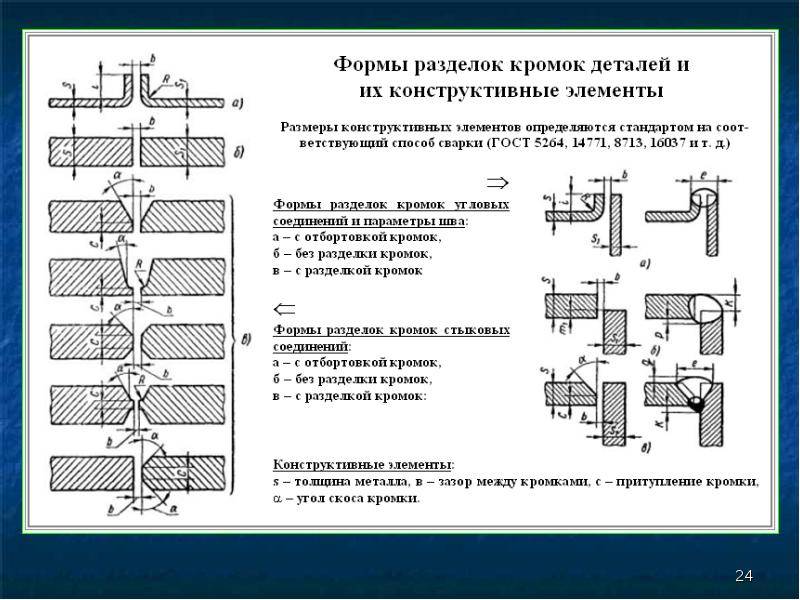
Конструктивные параметры
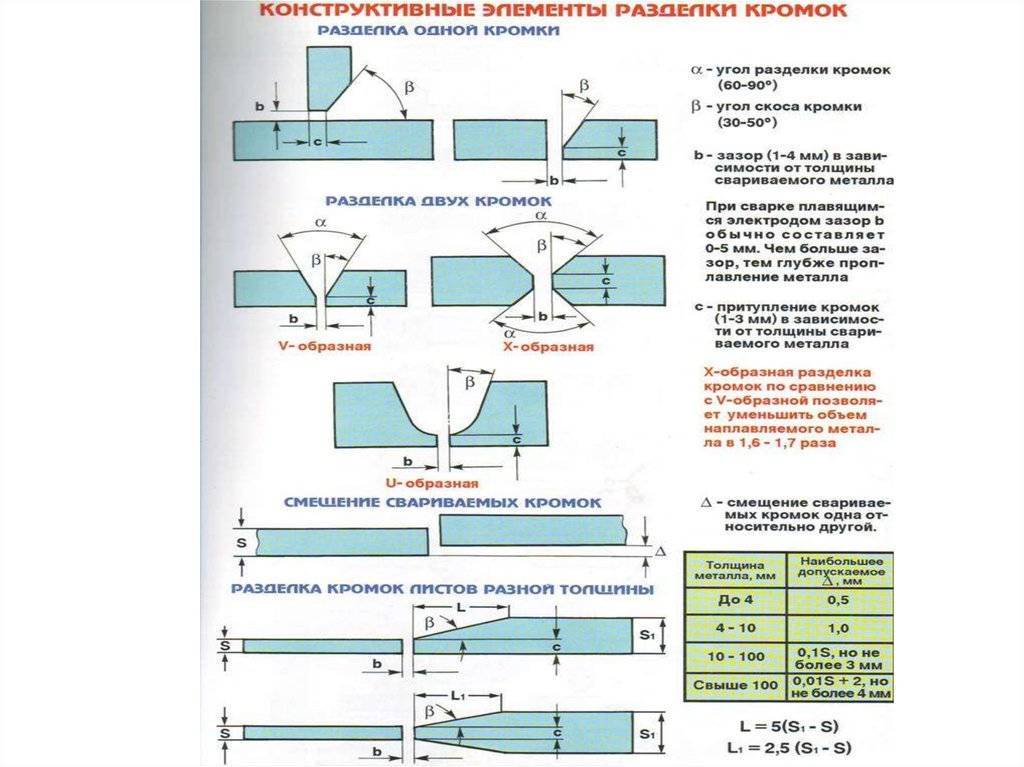
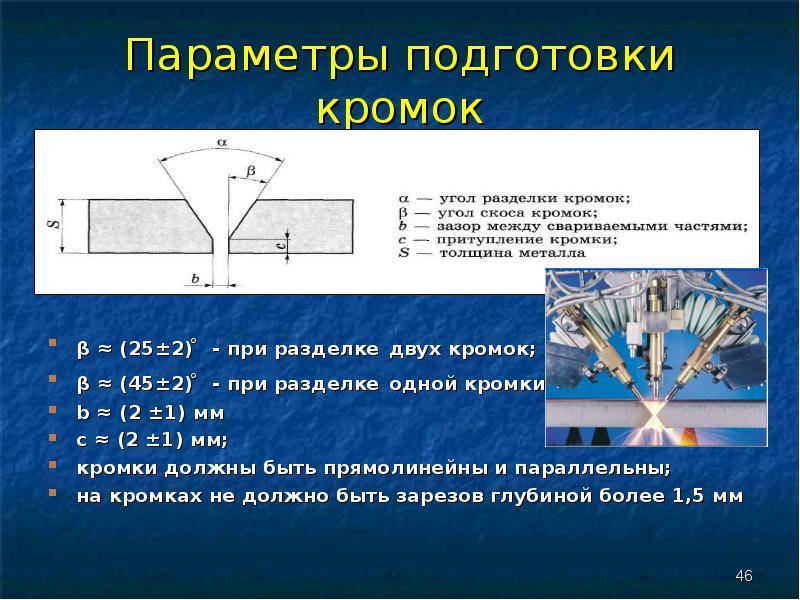
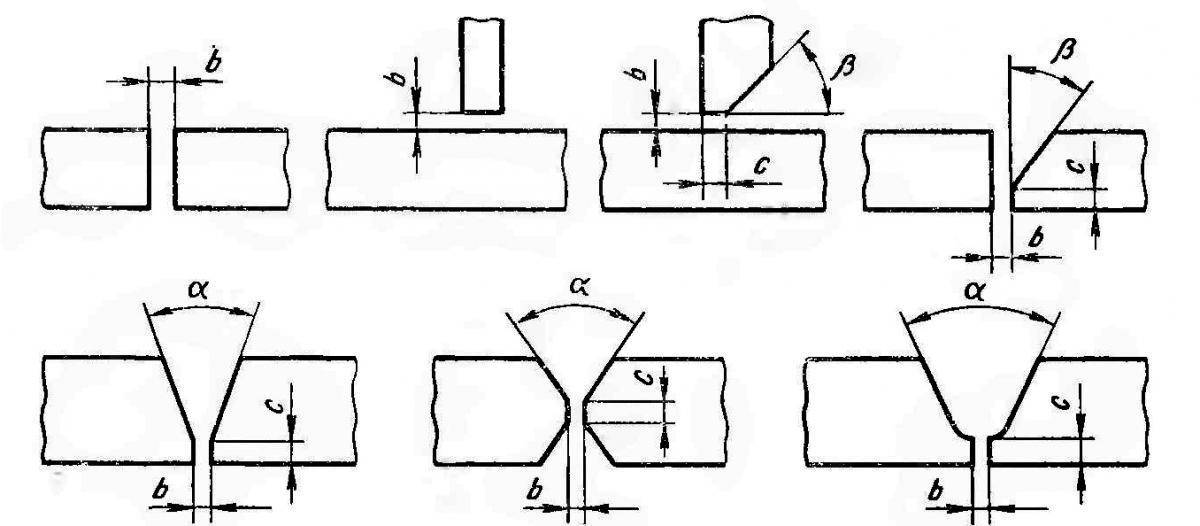
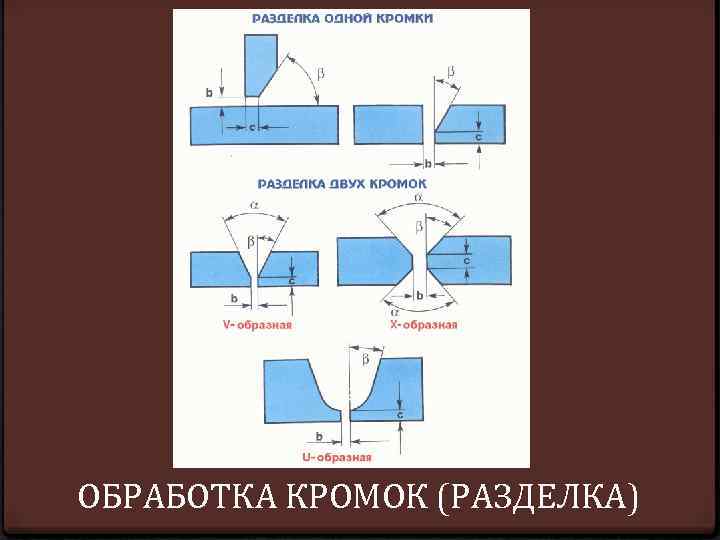
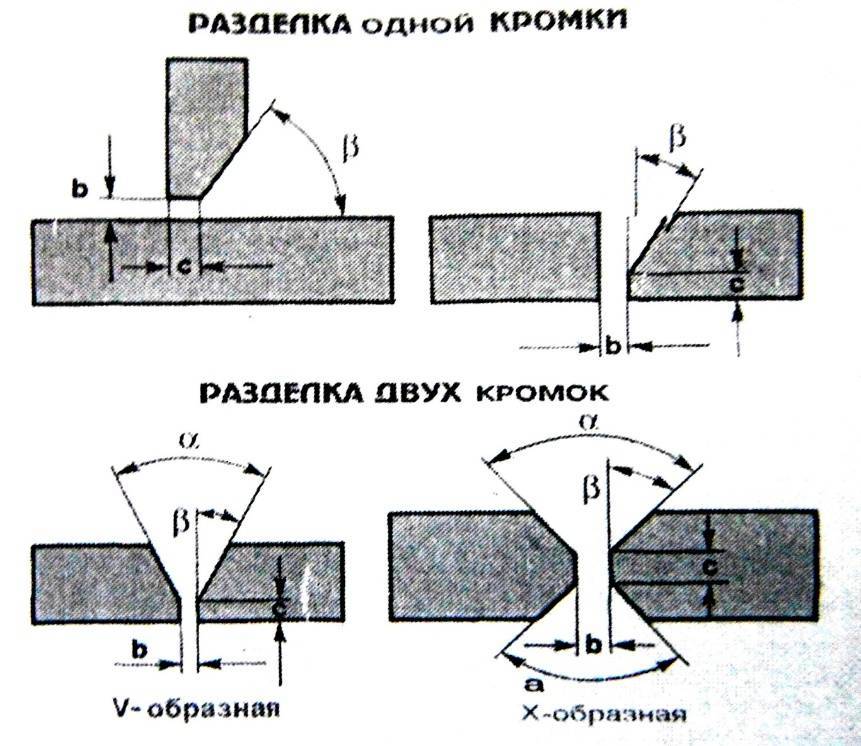
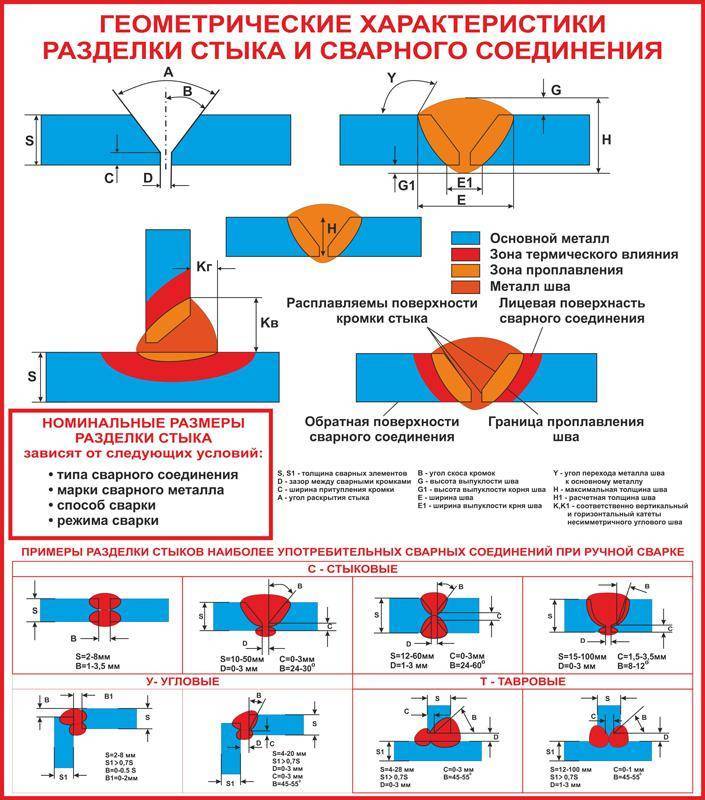
Типы разделки кромок под сварку различаются в зависимости от выбранных конструктивных параметров:
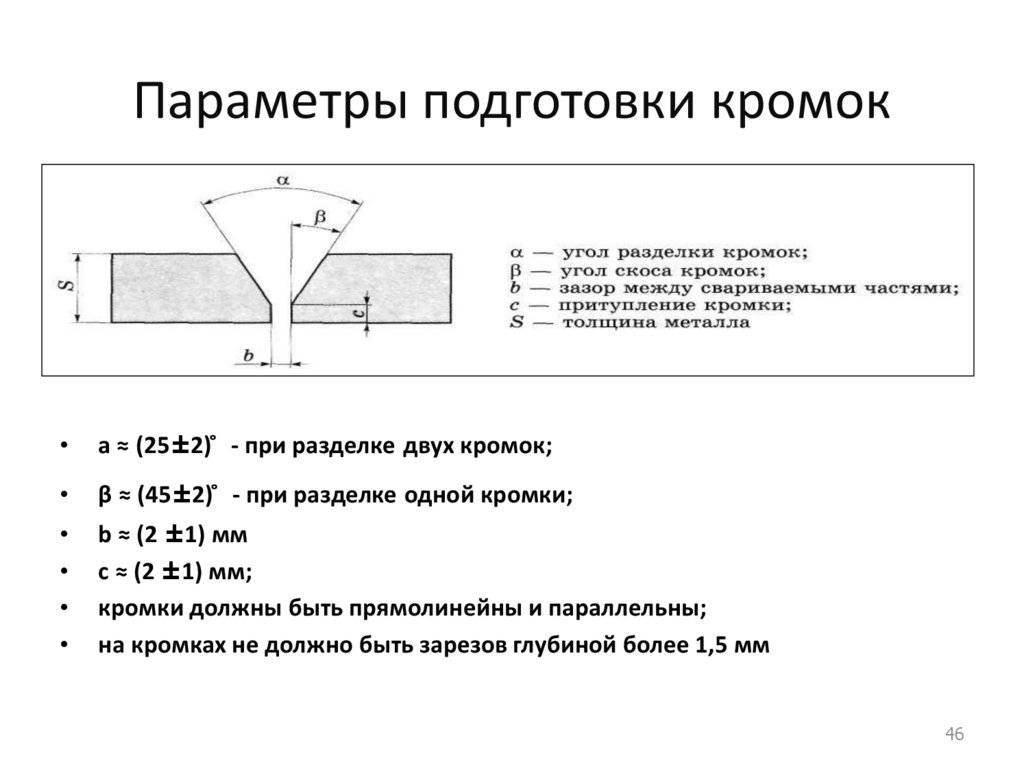
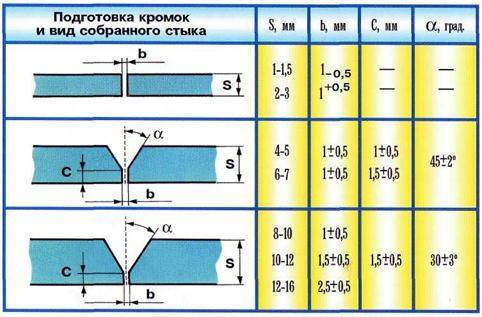
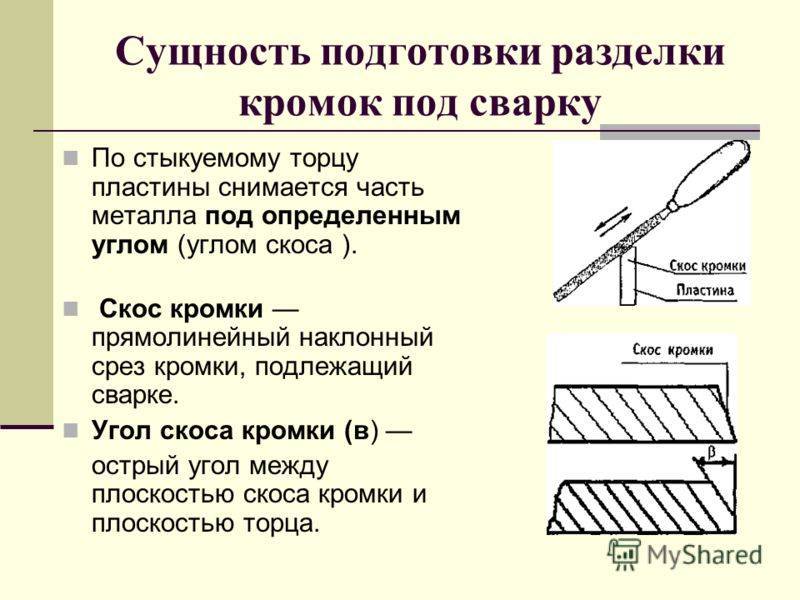
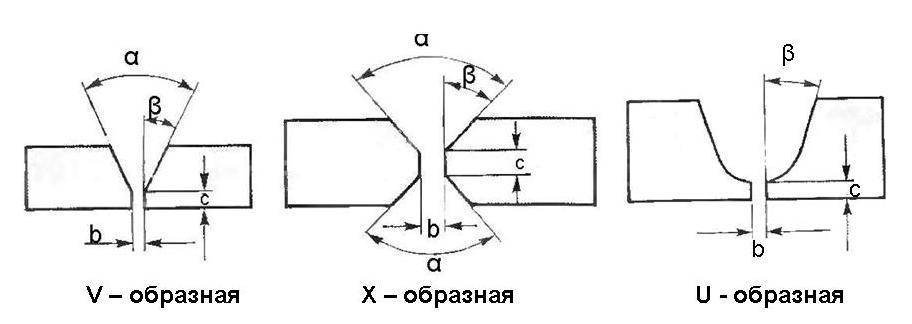
- Угол скоса. Обозначается буквой «β». Это острый угол между двумя плоскостями: торца и скошенной поверхностью. Находится в диапазоне от 10 до 30 градусов. Если скашивается только одна кромка, то угол составляет 45 градусов.
- Угол разделки. Обозначается буквой «α». Под этим термином подразумевается угол между скошенными поверхностями. Когда угол скоса обеих деталей одинаков, то угол разделки равняется его двойному значению. Соответственно, находится в диапазоне от 20 до 60 градусов. Правильный выбор угла раскрытия обеспечивает проникновение электрода вглубь, достаточного для хорошей проварки корня шва.
- Величина притупления. Обозначается буквой «С». Часть торца кромки, оставшаяся нескошенной, может иметь острую форму. Это может помешать процессу сварки и вызвать в этой тонкой части прожоги металла. Чтобы этого избежать прибегают к затуплению кромок. Размер притупления составляет порядка 2 мм.
- Зазор. Обозначается буквой «b». Является расстоянием между кромками в зоне корня шва. Зазор оставляют для лучшего провара в этой области. Его значение обычно составляет около 1,5 мм. Эта величина может быть уменьшена или увеличена в зависимости от технологии процесса сварки.
- Длина скоса. Обозначается буквой «L». Регулирует плавность перехода от минимального размера скошенной части до толщины детали. Правильно выбранное значение устранит дополнительные напряжения в этой области.
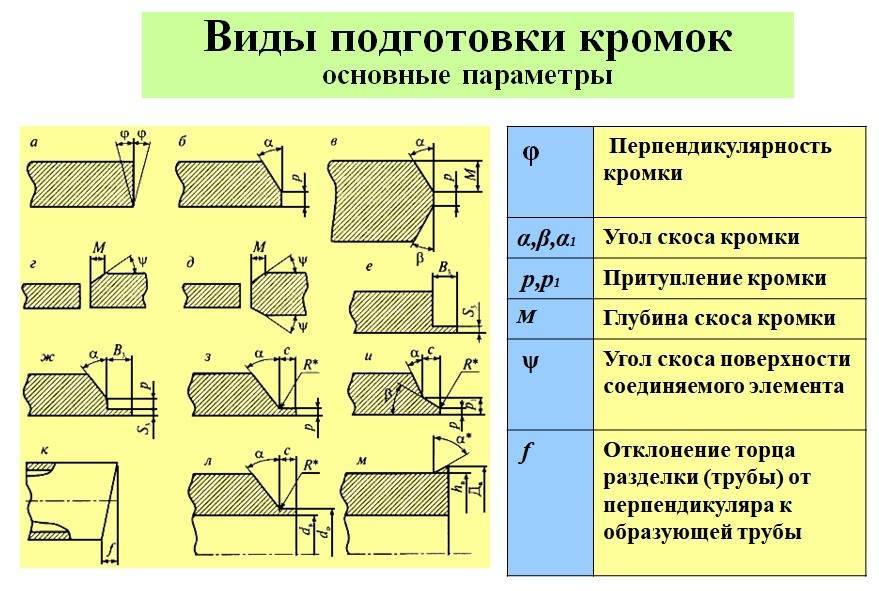
- Высота и ширина обозначаются как «h» и «в» соответственно.
- Катет шва. Обозначается буквой «К». Это наименьшее расстояние от плоскости одной детали до границы треугольного шва на другой.

Элементы геометрической подготовки формы кромок под сварку имеют свое обозначение, которое используется на чертежах, в технологической и конструкторской документации.
Дальнейшая подготовка кромок для сварки.
После выполнения скоса следует уделить особое внимание чистоте получившихся кромок. Если на поверхности кромок имеется какое-то загрязнение – например, абразивные элементы, оставшиеся после выполнения скосов, то при сварке, попадая в сварной шов, эти элементы существенно снижают его качественные характеристики
Именно поэтому перед началом ведения сварки скошенные кромки и прилегающие к ним участки металла (длиной примерно в 20-30 мм) очищаются от всех видов загрязнений, в том числе, от ржавчины, окалины, технических масел и шлаков, до появления на их поверхности металлического блеска. Кстати, для того, чтобы очистить поверхность металла от краски, окалины или технического масла, можно воспользоваться газовой горелкой. Краска и масло просто сгорят в ее пламени, а окалина отстанет от поверхности металла. А после того, как металл подвергнется нагреванию пламенем горелки, его поверхность необходимо дополнительно зачистить металлической щеткой.
После такой подготовки кромок производится сборка деталей перед сваркой. При этом необходимо следить за тем, чтобы все кромки располагались правильно, то есть с соблюдением необходимых зазоров и без перекосов. Для того чтобы в процессе дальнейшей сварки детали не сдвигались, перед ведением основной сварки лучше всего выполнить прихватку деталей, то есть единение деталей короткими сварными швами в нескольких местах. Прихватки располагаются на расстоянии 300-500 мм друг от друга, а длина прихватки составляет примерно 5 мм при сварке листов тонкого металла и 20-30 мм при сварке листов из толстого металла.
Подготовка труб к сварке
Очистка стыков труб
Очистку свариваемых труб рекомендуется выполнять следующим образом. Следы от
масел, красок, лаков и других органических покрытий убирают при помощи бензина,
или специального растворителя. От грязи и ржавчины кромки можно очистить стальными
щётками или абразивными кругами.
Разделка кромок труб под сварку
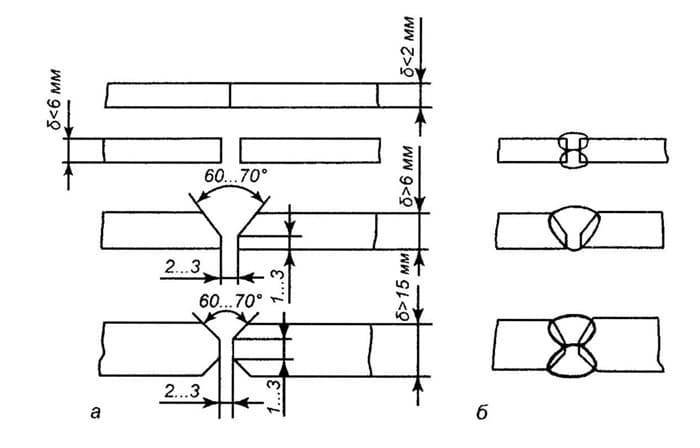
 При
При
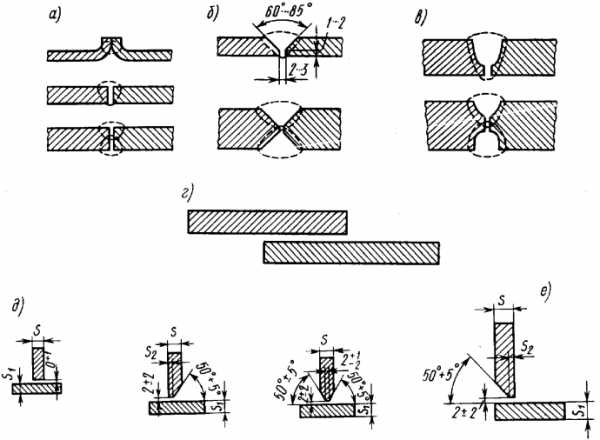
подготовке стыков труб под сварку необходимо проверить следующие показатели:
перпендикулярность торца трубы к её продольной оси. Суммарный угол раскрытия
стыка должен составлять 60-70°. Величина притупления 2-2,5мм. Фаски с торцов
труб можно снимать механической обработкой, газовой резкой или другими способами,
которые позволяют получить нужную форму, размеры и качество поверхности обрабатываемых
кромок. Схема разделки кромок указана на рисункесправа:
Сборка труб под сварку
При сборке стыков труб необходимо совмещать их кромки так, чтобы поверхности
стыков обоих труб совпадали, и ось трубопровода не была смещена. Зазор между
кромками должен быть в пределах 2-3мм и он должен быть равномерным по всему
диаметру.
Сборку и центрирование возможно сделать вручную, но минусы этого процесса состоят
в том, что он достаточно трудоёмкий и не способен обеспечить высокую точность.
Для сборки труб на производстве пользуются центраторами. Для совмещения стыков
магистральных труб большого диаметра используют внутренние центраторы, которые
позволяют отцентрировать трубы по внутреннему диаметру.
Наружные центраторы позволяют центрировать трубы по наружному диаметру и их
конструкция проще, чем у внутренних центраторов. Но при большой разностенности
труб или при большой гибкости труб, с помощью наружного центратора сложнее обеспечить
хорошее
качество сварки.
После сборки труб диаметром до 300мм, стыки скрепляют прихватками, длиной 50-80мм
в 4-х местах. При сварке труб диаметром более 300мм прихватки располагают равномерно
по окружности, и рекомендуемое расстояние между прихватками составляет 250-400мм.
Прихватки, являются неотъемлемой частью сварного шва и они должны выполняться
теми же сварщиками, которые в дальнейшем, будут проваривать стык трубопровода
с использованием таких же электродов.
При сборке внутренними центраторами вместо прихватки лучше выполнять сплошную
заварку корня шва. Особенно, если температура окружающей среды низкая. Этот
приём позволяет уменьшить внутренние напряжения и снизить риск возникновения
закалочных трещин в металле сварного шва и околошовной зоне.








Правка
При хранении и транспортировке части будущего сварного соединения могут потерять свою форму. К искажениям относятся:
- вмятины;
- выпучивания;
- коробление;
- волнистость;
- искривления.
Исправляют металл в холодном виде и при нагревании. Исправления нагретого металла проходят легче. Выполнять правку можно машинным способом и вручную. Машинный способ применяют в промышленности. Ручную правку удобно проводить, используя наковальню. Подходит и стальная или чугунная плиты большой толщины.
Для осуществления процесса правки необходимо подготовить слесарный инструмент. Возвращать исходную форму, прежде всего, можно при помощи молотка. Однако, подойдет не любой, а изготовленный из мягкого материала. В некоторых случаях можно использовать даже резиновый. Форма бойка предпочтительно круглая — квадратная оставит на металле следы. Поверхность бойка должна быть отполированной. Кроме молотка можно использовать деревянную или металлическую гладилку.
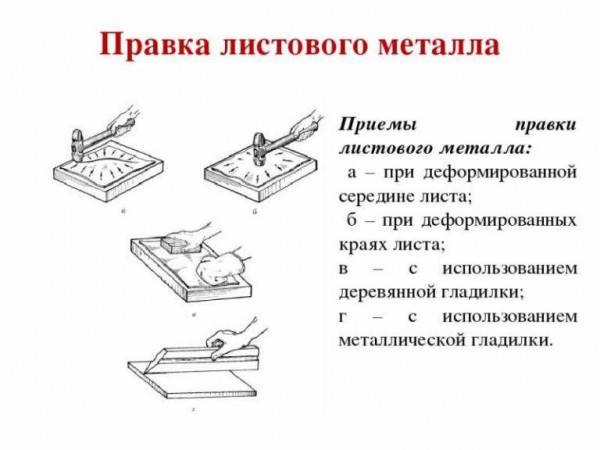
Выпуклость и волнообразность исправляют, ударяя по краям и постепенно двигаясь к центру. По мере приближения к центральной части ударяют чаще, но силу ударов уменьшают. Для корректировки тонких изделий целесообразно применять бруски-гладилки. Правка закаленного металла осуществляется рихтованным молотком.
Примеры
В различных отраслях приходится сталкиваться с необходимостью сварки труб. Подобные работы встречаются на производстве, в строительстве и в транспорте. В отдельную категорию выделены трубопроводы жилищно-коммунального назначения. На сегодняшний день востребованы самые разные типоразмеры труб. Широкий спектр и материалов, из которых они изготовлены.
Естественно, в таких условиях невозможно обобщить требования к разделке кромок. В некоторых случаях перечень подготовительных работ совсем не подразумевает разделку кромок под сварку. Но в большинстве случаев подобные мероприятия являются залогом качественного шва. Нормы подготовки стальных труб к сварке при различных условиях, включающих в себя сочетания свариваемых конструктивных элементов, прописаны в ГОСТ 16037-80.

Согласно вышеуказанному ГОСТу, можно выделить следующие виды соединений труб:
- внахлест;
- в стык;
- угловое.
Отклонения от норм стандарта недопустимы. Они являются гарантией высокого качества при использовании любого типа сварки. Следует отметить, что данным стандартом также определены все методы зачистки поверхностей.
Отводы выполняются при монтаже трубопровода в случае необходимости разделения магистрали или объединения отдельных рукавов в один. На подготовительном этапе выполняется скос кромки под углом 45° градусов. Исключение составляют только угловые соединения, так как фаска в данном случае не требуется. При соединении труб в стык необходимо, чтобы они были одной толщины.
Штуцером называется патрубок, диаметр которого несколько меньше диаметра основной трубы. Он вваривается в трубу, чтобы обеспечить отвод основного потока. Используются два способа соединения: угловой шов и сварка внахлест. В обоих случаях шов должен быть односторонним, а кромки не разделываются.
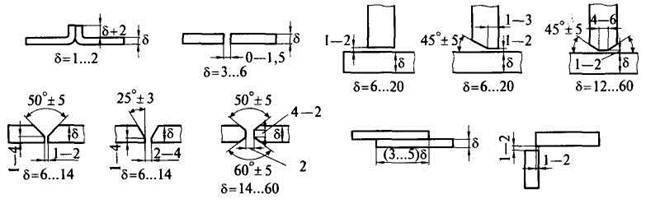
При сборке различных резервуаров выполнять разделку кромок обязательно. При толщине металла до 25 мм используется V-образная или X-образная разделка. Более толстые кромки подлежат U-образной разделке. Плоские детали соединяются в стык. При подобном соединении заготовки расположены в одной плоскости, а их кромки примыкают друг к другу. Для листов металла, толщиной до 3 мм, нет необходимости производить разделку кромок. Выполняется лишь отбортовка. При толщине от 2 до 15 мм необходимо применить одностороннюю разделку, а при большей толщине – двустороннюю. Скосы образуются на каждой кромке.

Если между кромками образуется угол, превышающий 30° градусов, то такое соединение называется угловым. Здесь также можно обойтись только отбортовкой при условии, что толщина металла не превышает 3 мм. При увеличении толщины до 20 мм необходим односторонний скос. Одна кромка разделывается под углом 45° градусов.
Более толстые заготовки придется разделывать с двух сторон. Двутавровая балка в профиле напоминает букву «Н». Она обладает высокой степенью устойчивости к изгибам, поэтому часто востребована в строительстве и машиностроении. Соединяют ее с другими конструкциями методом таврового шва. При этом односторонняя раздела выполняется на кромках, толщиной до 25 мм, а двусторонняя – до 60 мм.
На чертежах могут быть использованы обозначения для основных параметров разделки. Так, определен зазор, как минимальное расстояние между кромками. Притуплением называется часть кромки, на которой не делается скос. Угол скоса определяется между начальной и конечной плоскостью кромки. Для двусторонней разделки определен угол разделки, как угол между фасками.
Как варить
Перед тем как приступить к свариванию производится технологическая подготовка. Детали следует разметить, произвести резку, поверхности зачищаются от загрязнений, ржавчины и высушиваются при наличии влаги.
Две свариваемые детали должны лежать на ровной поверхности и иметь между собой зазор 2-3 мм, ударом или “чиркнув” как спичку, выполняем две прихватки, что бы избежать деформации свариваемого соединения.
Видео
В ролике ниже показано, к чему может привести сваривание, если не делать прихватки (что нужно знать про прихватки тут).







с подкладкой (съемной или остающейся)
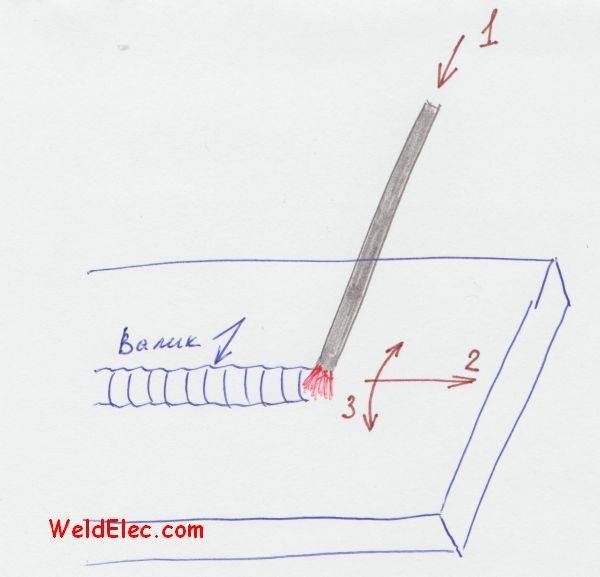
Вести электрод можно на себя, от себя, справа налево и слева направо. В зависимости от толщины металла и рекомендованного пространственного положения электрода выбирается способ движения электрода для лучшего сваривания, так же электрод во время работы держится под углом 45 градусов.
После выполнения шва убирается шлак и зачищается поверхность. Что бы избежать прожегов применяют подкладки, с ними работа складывается более уверенно, можно увеличить ток и не варить с другой стороны шва (см. фото слева).
Сварка в нижнем положении
Детали зачищаются, для тонкого металла разделка кромок не выполняется, зазор между свариваемыми деталями составляет 1-3 мм. Производится сборка, устанавливаются прихватки (после прихватки зачищаются), далее сварку производим с обратной стороны прихваток.
Толщина валика не должна превышать 9 мм, а высота 1,5 мм. Сварку осуществляем слева направо, выполняем кольцевые колебательные движения против часовой стрелки, так же завариваем вторую сторону, на второй стороне можно увеличить ток, после сварки зачищаем поверхности.

стыковое соединение с отбортовкой кромок (для тонкого металла)
В процессе сварки электродом совершается 2-3 движения.
- Электрод опускают вниз по мере его плавления обеспечивая стабильное горения сварочной дуги.
- Электрод перемещают с равномерной скоростью наклонив его под углом 15-30 градусов от вертикали. В другой плоскости электрод перпендикулярен поверхности соединения.
- В случае необходимости получения сварного шва увеличенной ширины применяют различные колебательные движения.
Видео
Короткий ролик, без особых объяснений, зато быстро, для нетерпеливых.
https://www.youtube.com/watch?v=t87r-9QEz7g
Более длинный, но и более подробный ролик.
Сварка в вертикальном положении
- Сварочный ток снижается на 10-15% в сравнении с нижним положением (нужно снизить тепловую мощность дуги).
- Сварка как правило ведется снизу вверх с отрывом дуги что бы жидкий металл не вытекал из сварочной ванны.
- Электрод в одной плоскости расположен перпендикулярно к поверхности деталей, а в другой наклонен чуть ниже горизонтали.
- Возможна так же сварка сверху вниз и снизу вверх без обрыва сварочной дуги. Это требует применение определенной марки электродов с подходящим типом покрытия.
- Если соединение с разделкой кромок, то сварка в вертикальном положении выполняется в несколько проходов с зачисткой каждого прохода от шлака.
СОВЕТ! Сварщики, имеющие мало опыта, часто сталкиваются с залипанием электрода в процессе зажигания дуги на поверхности металла, особенно на сниженном сварочном токе. В данном случае возможно разжечь дугу на рядом положенной пластине (разогреть кончик электрода), а затем перенести дугу на стык деталей. Плавное касание разогретого электрода о деталь обеспечит легкое зажигание дуги без залипания, в том числе позволит избежать непровара в начале сварки стыка.
Процесс сварки заканчивается контролем качества. Сварные швы после очистки от различных загрязнений (шлака, брызг металла и копоти) визуально осматриваются на наличие наружных дефектов.
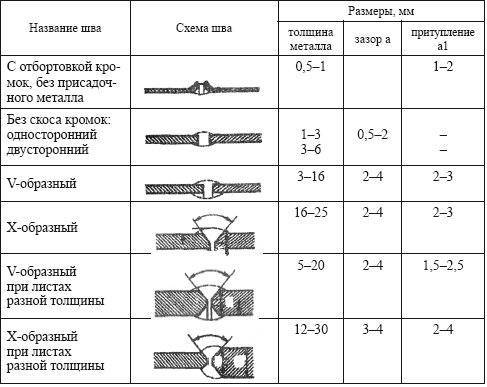
Таблица для деталей разной толщины
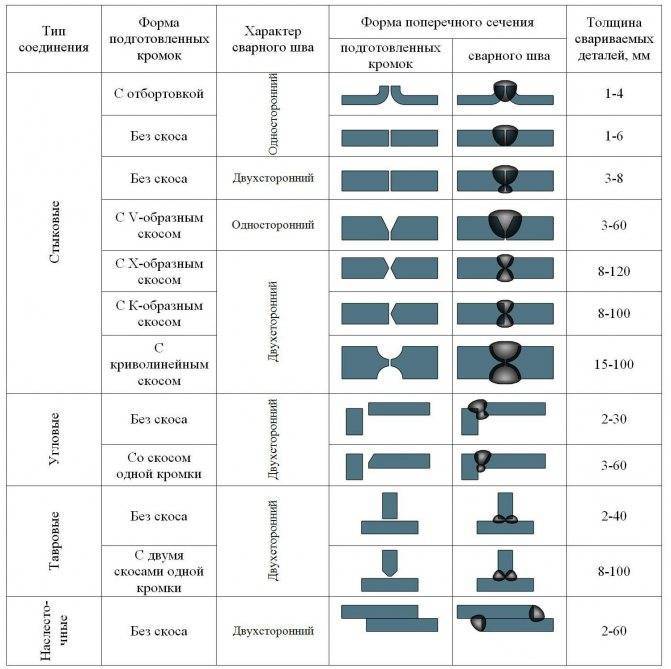
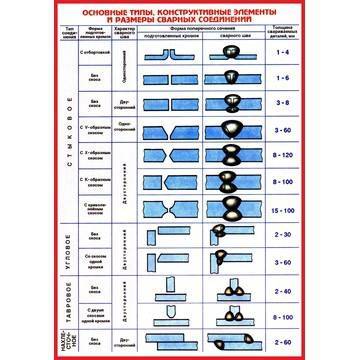
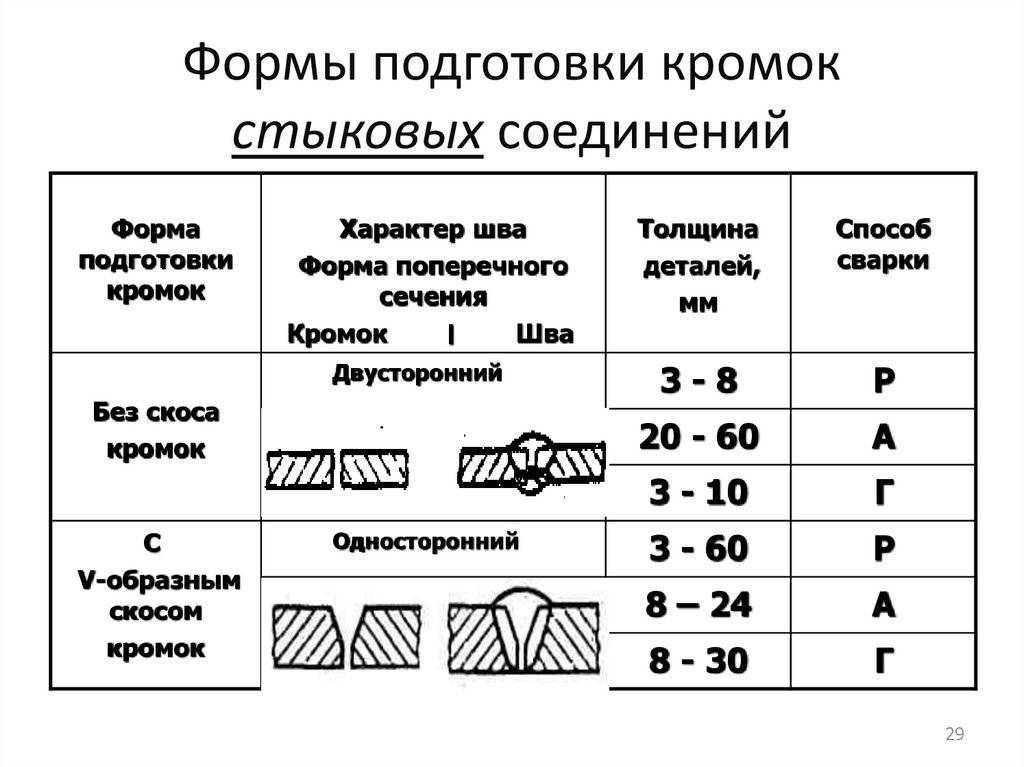
Выбор отделки торцов и характера соединения в зависимости от толщины и стыка деталей
| Тип сварного шва | Толщина элементов, мм | Характер соединения | Рекомендуемая форма кромок |
| Стыковой | 1-4 1-6 | Односторонний | С отбортовкой (тонкие детали) Без скоса |
| 3-60 | V-образная | ||
| 3-8 | Двухсторонний | Без разделки | |
| 8-100 | К-образная | ||
| 15-100 | U-образная (криволинейная) | ||
| 8-120 | Х-образная | ||
| Под углом | 2-30 | Двухсторонний | Возможна обработка без разделки |
| 3-60 | Со срезом 1 кромки, для соединений более 20 мм – 2 кромок | ||
| Нахлесточный | 2-60 | Двухсторонний | Выполняется без резки торцов |
| Тавровый (под прямым углом к поверхности) | До 40 | Двухсторонний | Для деталей, испытывающих малую механическую нагрузку, возможна сварка без скоса краев |
| 8-100 | К-образная |
Разделка труб под сварку
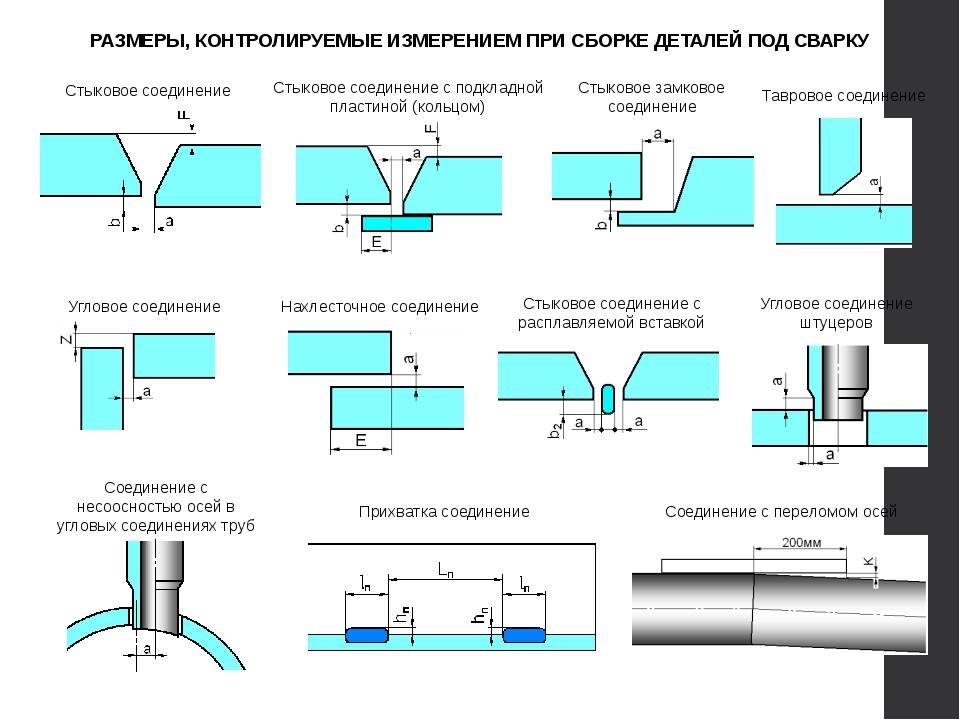
ГОСТ регулирует виды и характеристики подготовки к сварным работам для различных типов соединений:
- стыковых;
- угловых;
- нахлесточных.

Перед началом сварочных работ необходимо проводить подготовку. В нее входит:
- механическая зачистка, выполняется с целью удаления пыли, следов коррозии, оксидной пленки;
- химическая обработка, для удаления масложировых пятен и окисной пленки;
- разделка кромок.
Разделка проводится с помощью механической обработки кромки. При монтаже трубопроводов она выполняется специальными машинами. Во время ремонтных работ допускается выполнение разделки с помощью угловых шлифмашин.


Разделка кромок выполняется при толщине заготовок от 4 мм.
Для угловых соединений под отводы выполняют скашивание одной или обеих кромок под углом 45о.
Стыки на трубопроводах подразделяются на поворотные и неповоротные.
Сварка стальных трубопроводов ГОСТ 16037 рекомендует применять по возможности поворотные стыки. Они варятся в наиболее удобном и выгодном нижнем сварочном положении, разделка кромок для него выполняется одинаково по всему периметру стыка.
Неповоротный стык приходится варить во всех сварочных положениях, переходящих одно в другое по мере продвижения по шву вокруг трубы.
Разница между толщиной стенок соединяемых встык труб не должна быть более 10% и не превышать трех миллиметров. При этом ширина зазора должна быть постоянной по всему стыку и находиться в переделах от 2 до 3 мм.
До того, как начать монтаж, необходимо обработать кромки и околошовную зону на 20-30мм, очистив ее от механических загрязнений, следов коррозии и масложировых пятен.
Перед основной электродуговой сваркой торцы труб прихватывают друг к другу:
- трубы до 300 мм в диаметре: 4 прихватки;
- свыше 300 мм- равномерно через каждые 200-300 мм.
Трубы с толщиной стенок 12 мм и более проваривают в три приема. На первом этапе формируют корень шва в виде валика с возвышением 1,5-3 мм, равномерно распределенного по длине стыка. Электрод при этом следует вести возвратно-поступательно.
Для чего выполняется: цель подготовки и зачистки
 Прежде чем приступать к разделке кромок, необходимо произвести очистку поверхности. Присутствие загрязнений отрицательно сказывается на качестве, надежности и прочности шва: в соединении формируются поры, трещины и шлаковые отложения. Как следует проводить зачистку рассказано в следующем подразделе. После зачистки поверхности осуществляется разделка. Данная процедура производится для достижения следующих целей:
Прежде чем приступать к разделке кромок, необходимо произвести очистку поверхности. Присутствие загрязнений отрицательно сказывается на качестве, надежности и прочности шва: в соединении формируются поры, трещины и шлаковые отложения. Как следует проводить зачистку рассказано в следующем подразделе. После зачистки поверхности осуществляется разделка. Данная процедура производится для достижения следующих целей:
- осуществление провара по всей толщине свариваемых изделий;
- обеспечение доступа к корню шва сварочного инструмента.
Подготовка свариваемых поверхностей
Предварительная подготовка свариваемых металлических поверхностей включает выполнение нескольких процедур:

Правка может выполняться вручную на специальных правильных плитах из стали или чугуна с помощью пресса или посредством ударов молотка. Механическая правка производится на листоправильных вальцах. Правка осуществляется с целью избавления от дефектов и кривизны.
Предварительная зачистка. В процессе подготовки металл необходимо очистить от масел, красок и лаков с помощью бензина или любого растворителя. Грязь и ржавчина удаляются кордщеткой, абразивными кругами или болгаркой. Изделия из высоколегированных сталей необходимо вычищать до блеска.

Кордщетки, насадки на болгарку
Разметка позволяет определить формы и размеры будущего изделия. Выполнять разметку нужно внимательно, так как даже небольшая неточность приведет к дефекту
Важно помнить о припуске на обработку
Небольшой подогрев деталей.
Механическая резка металлических листов осуществляется с помощью роликовых ножниц, которые оборудованы ножами. Резка деталей из углеродистых сталей проводится плазменно-дуговой или газокислородной технологиями, легированные стали — кислородно-флюсовый и плазменно-дуговой методы.



При необходимости изделия подвергаются гибке.
После выполнения данных процедур, можно приступать к разделке кромок. Грамотно выполненный скос обеспечивает плавность перехода между свариваемыми заготовками, снизит возможное напряжение на область шва. О том, как правильно это сделать расскажем далее.

Скос под сварку труб, трубопроводов
Сваривание труб осуществляется в различных сферах деятельности: в быту и промышленности, на производстве. Потребность в соединении труб возникает и при первоначальной прокладке и при ремонтных работах
Поэтому важно знать, в каких случаях следует осуществлять разделку, а когда можно обойтись без этой процедуры
Под отводы
Отвод представляет собой фитинг, использующийся для изменения направления потока жидкости, газа или пара в трубопроводе. Для получения качественного стыкового соединения отвода с трубой, исполнителю необходимо выполнить односторонний скос одной или двух кромок под углом в 45 градусов относительно оси трубы.

Кроме этого, сварщик может сделать угловое соединение, которое осуществляется без скоса.
Под штуцеры
 Штуцер — это патрубок (небольшое отрезок трубы), привариваемый к любой конструкции и служащий для подключения к ней трубопровода с целью отвода жидкости, газа или пара.
Штуцер — это патрубок (небольшое отрезок трубы), привариваемый к любой конструкции и служащий для подключения к ней трубопровода с целью отвода жидкости, газа или пара.
Штуцер с трубопроводом может соединяться следующими способами:
- угловое соединение ответвительного штуцера с трубой односторонним швом без скоса кромок;
- нахлесточное соединение промежуточного штуцера с трубой односторонним швом без скоса кромок.
Скосы с торцов труб можно снимать с помощью механической обработки или газовой резкой.
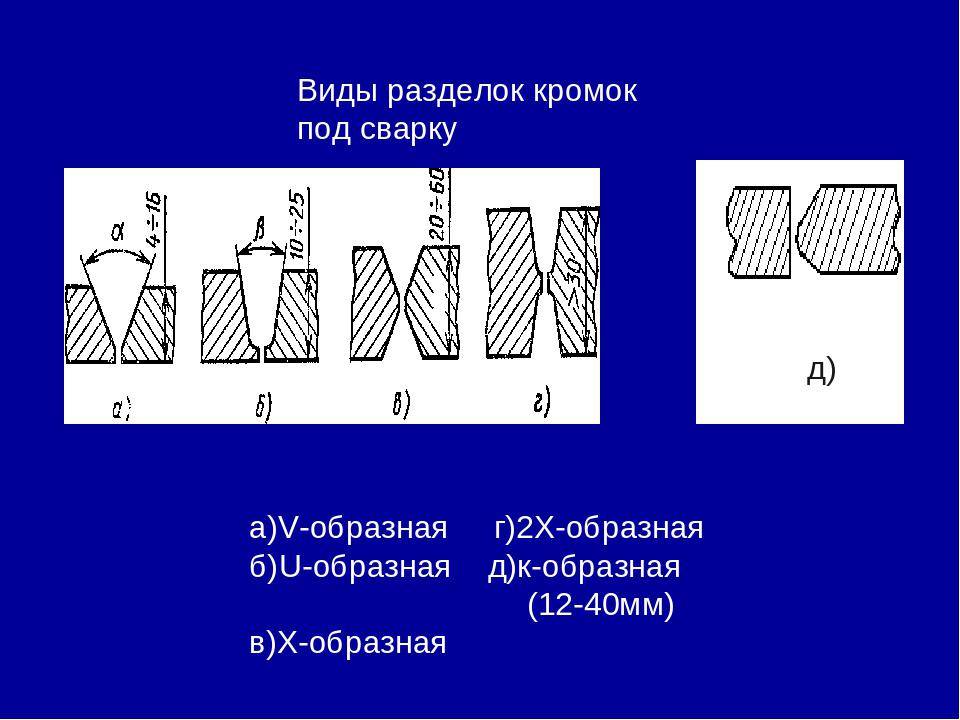
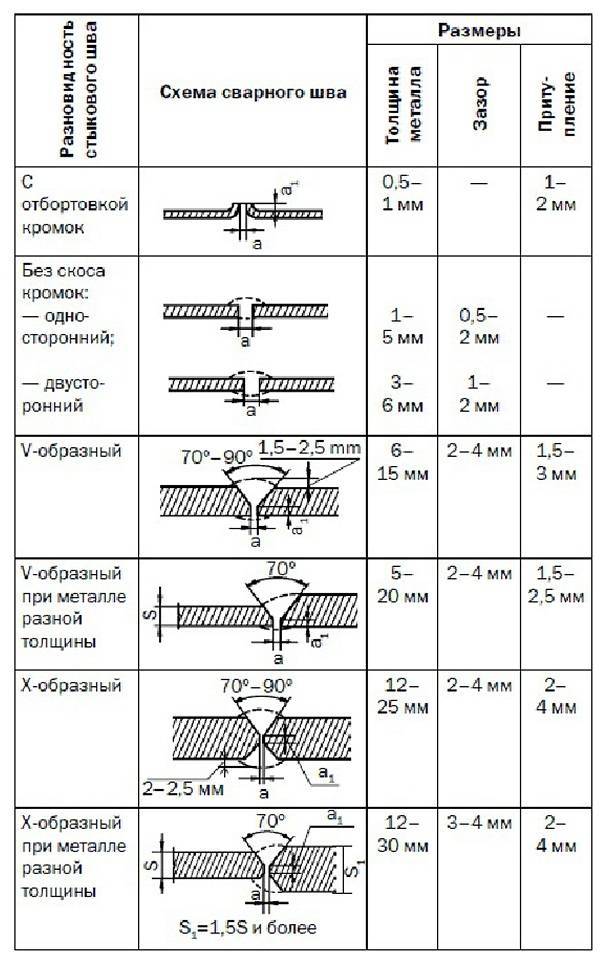
- если толщина стенок изделия составляет 3-26 мм., то следует применять V-образный или X-образный скос;
- при толщине стенок, не превышающей 60 мм., следует выполнить U-образный скос кромок.
Угол при разделке кромок
Рекомендуемый параметр зависит от формы и назначения свариваемого элемента. Тип фаски определяется толщиной деталей. Если этот размер менее 3 мм, то для подготовки кромок достаточно зачистки или отбортовки.
Отбортовка предполагает загиб свариваемых кромок для более прочного соединения тонких металлических листов.
Для трубопроводов
Требования к подготовке кромок при сварке трубопроводов различаются в зависимости от размеров элементов, материалов, условий эксплуатации и других параметров. ГОСТ 16037-80 предусматривает несколько допустимых типов соединения:
- встык;
- внахлест;
- под углом.
При сварке отвода встык необходимо выполнить скос одной или обеих кромок под углом 45°. Важным условием прочности шва является равная толщина граничащих деталей. Если отводящий фитинг присоединяется под углом, то допускается сварка без предварительной разделки.
Штуцеры, которые присоединяются к трубе основного диаметра для присоединения шлангов или отвода потока, ввариваются под углом или внахлест. В обоих случаях соединение выполняют с одной стороны и без разделки.
Особенности соединения других элементов трубопровода определяются только типом соединения и толщиной металла.
Для резервуаров и сосудов
К сварке сосудов и резервуаров предъявляются повышенные требования. Их содержимое может находиться под высоким давлением, иметь критическую температуру, быть химически или радиоактивным. Полученный шов должен быть сплошным, не иметь участков непровара и газовых пор, эффективно противостоять механической нагрузке и коррозии.





В большинстве случаев резервуары проваривают с двух сторон. Это обеспечивает равномерную толщину и качество соединения. Технологический стандарт сварки сосудов предусматривает следующие правила разделки кромок:
- для стенок до 3 мм – без скоса;
- при толщине детали от 3 до 25 мм – Х- либо V-образная разделка;
- для стенок от 26 до 60 мм – U-образная обработка торцов;
- при толщине резервуара более 60 мм – специальные комбинированные методы разделки.
При стыковом соединении
В этом случае свариваемые заготовки находятся в одной плоскости, а торцевые поверхности разделяет небольшой зазор.
Сварка встык с разделкой торцов применяется для ответственных и точных конструкций. Если толщина заготовок составляет менее 3 мм, перед формированием соединения достаточно сделать отбортовку. Если длина стыка составляет от 3 до 25 мм, то необходимо выполнить односторонний скос. Детали толщиной от 26 до 60 мм варят после двухсторонней разделки торцов.
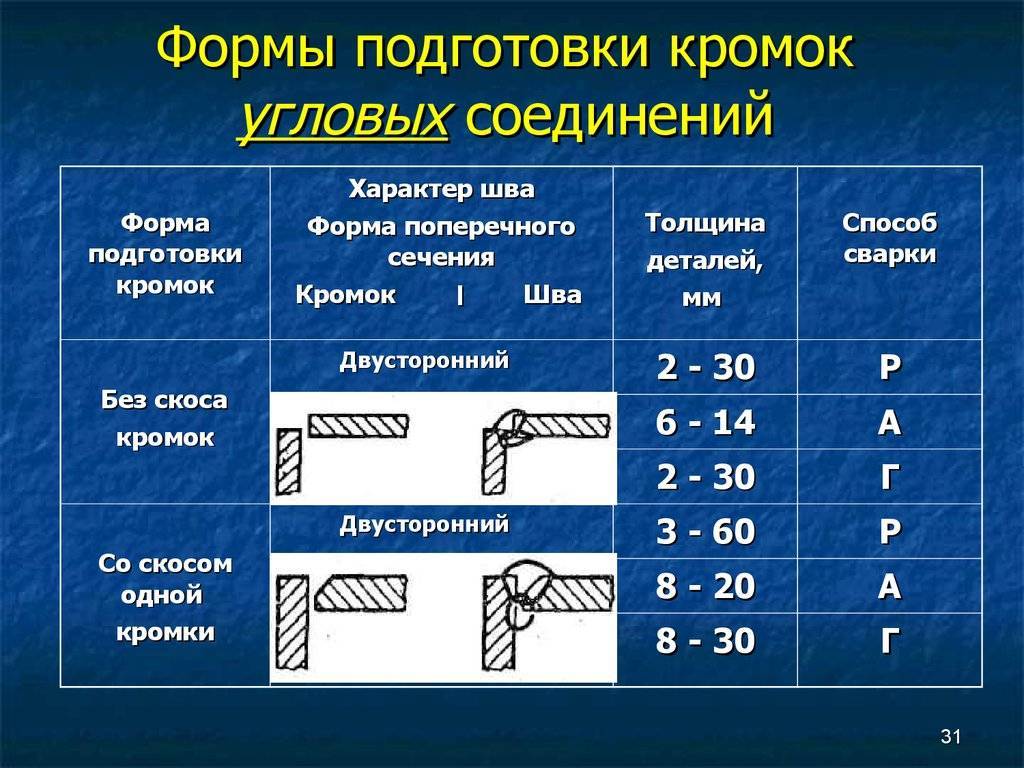
Для угловых соединений
Торцы угловых соединений могут обрабатываться без фаски, с разделкой или отбортовкой кромок. Чтобы отнести шов к этой категории, угол между свариваемыми сторонами должен составлять более 30°.
Для швов данного типа применяются более строгие границы размеров, чем для стыковых соединений:
- до 1 мм – необходима только механическая шлифовка и зачистка краев;
- от 1 до 3 мм – проводится отбортовка;
- от 3 до 20 мм – скашивается 1 из соединяемых кромок (тип фаски выбирается в зависимости от конфигурации детали);
- от 21 до 50 мм – рекомендуется выполнить 2-сторонний скос обоих торцов.
Для двутавровой балки
Двутавровая балка – это стандартный профиль, который применяется в строительстве и машиностроении. Его сечение напоминает букву Н, развернутую на 90°. В конструкциях он выполняет несущую функцию.
В зависимости от толщины профиля применяют следующие виды разделки кромок под сварку:
- до 4 мм – без скоса;
- от 4 до 25 мм – изменение геометрии 1 торцевой поверхности;
- от 26 до 60 мм – формирование двухсторонней фаски.
При других размерах детали применяют специальные типы разделки, однако прокат большей толщины редко применяется в производстве.





