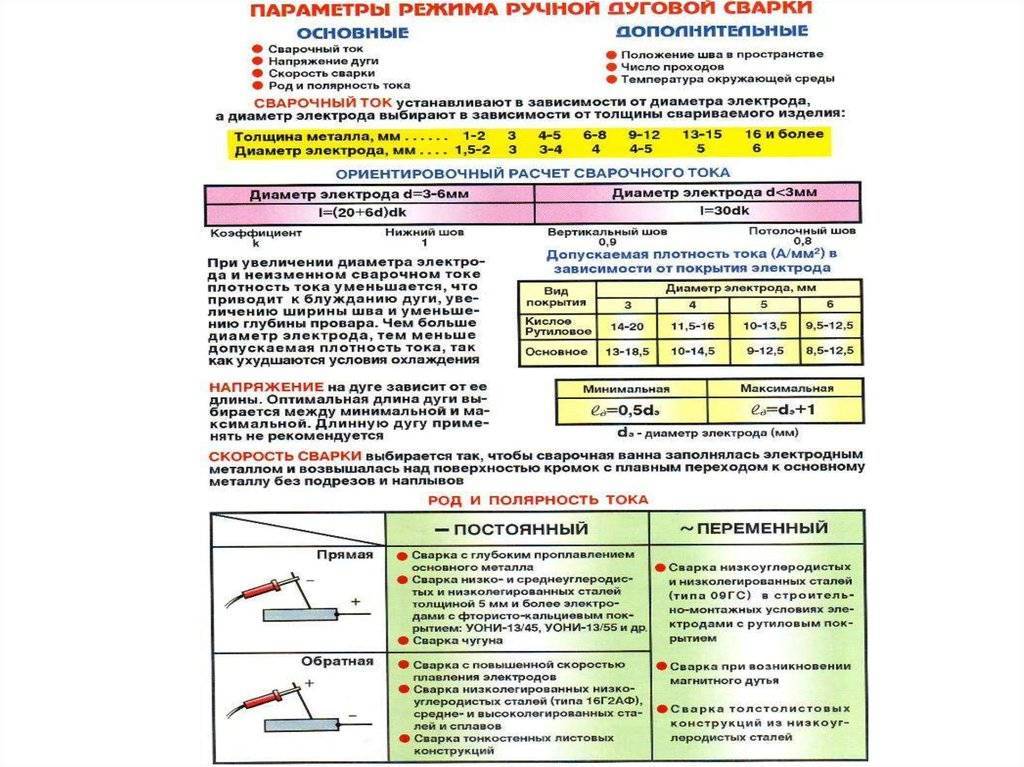
Выбор параметров режима
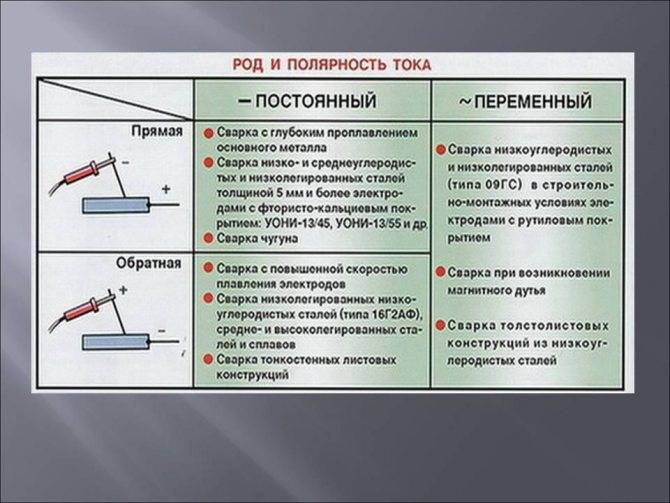
Род и полярность тока определяют в зависимости от марки стали, толщины стенки трубы, марки покрытого электрода.
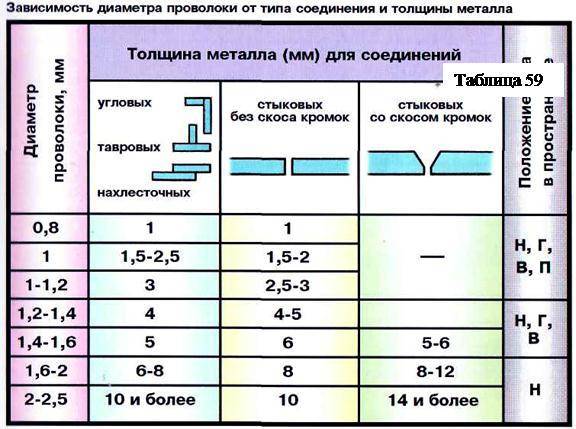
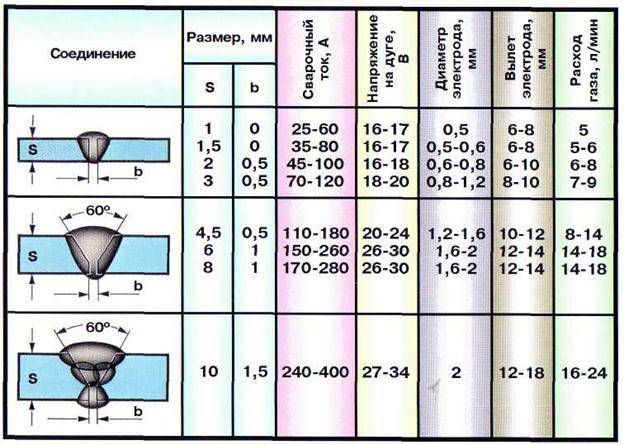
Сварочный ток обуславливается диаметром электрода dэ (мм), который выбирают в зависимости от толщины трубы:
Низкоуглеродистые и низколегированные конструкционные стали:
Iсв = (30-40)dэ, А
Высоколегированные хромоникелевые стали:
Iсв=(25-30)dэ, А
Напряжение на дуге определяется ее длиной. Оптимальную длину дуги выбирают между минимальной (0,5dэ) и максимальной (dэ+1).
Скорость сварки сварщик назначает в зависимости от требуемых геометрических размеров шва или наплавляемого валика.
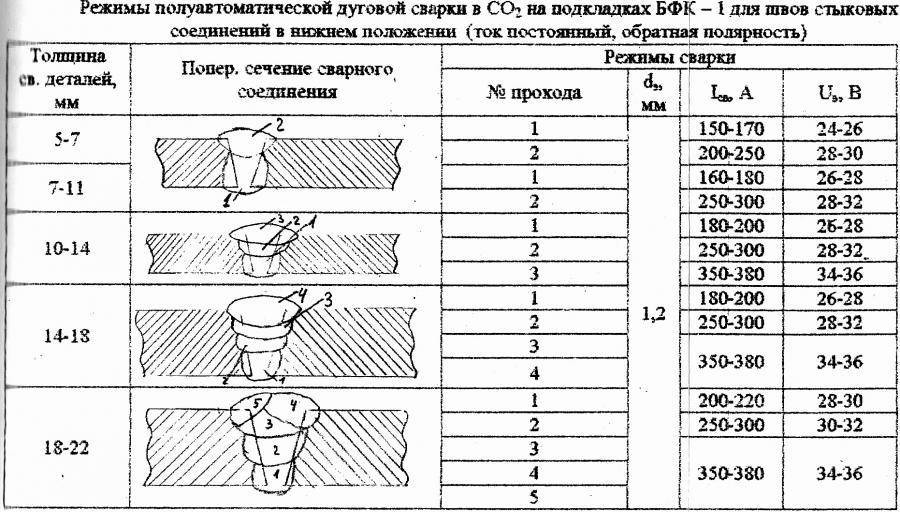
Ориентировочные режимы сварки
Покрытие электрода | Диаметр электрода, мм | Сварочный ток (А) при положении шва | ||
нижнем | вертикальном | потолочном | ||
Основное | 2,5 | 70-90 | 60-80 | 55-75 |
3 | 90 -110 | 80-100 | 70-90 | |
4 | 120 -170 | 110-150 | 95-135 | |
5 | 170-210 | 150-190 | — | |
Рутиловое | 2,5 | 70-90 | 60-80 | 55-75 |
3 | 90-130 | 80-115 | 75-105 | |
4 | 140 -190 | 125-170 | 110 -155 | |
5 | 180 -230 | 165-205 | — |
При сварке труб малого (до 100 мм) диаметра с толщиной стенки 2-10 мм из углеродистых, низколегированных и теплоустойчивых сталей:
- стык собирают в приспособлениях и прихватывают ручной аргонодуговой сваркой в одной или двух точках, расположенных симметрично;
- стык, скрепленный одной прихваткой, сразу же обваривают, начиная со стороны, противоположной прихватке;
- при толщине стенки менее 3 мм прихватку выполняют электродом диаметром не более 2,5 мм.
Стыки труб со стенкой толщиной более 4 мм сваривают не менее чем в два слоя:

I — корневой шов (слой); II — облицовочные валики (слои); 1; 2; 3; 4; 5 — очередность выполнения
Очередность ручной сварки стыков труб диаметром менее 100 мм
| С двумя прихватками длиной 10-15 мм, высотой 3-4 мм | С одной прихваткой длиной 10-20 мм, высотой 3-4 мм | Без прихваток (с помощью приспособления) |
| Вертикальное положение стыка | ||
| Горизонтальное положение стыка | ||
При сварке труб диаметром 30-83 мм :
|  |
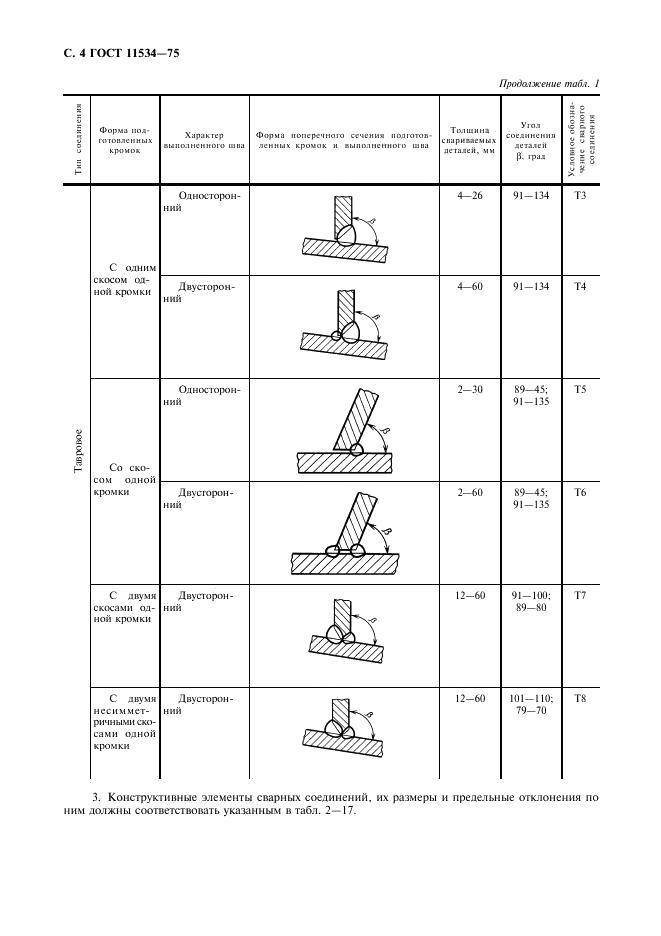
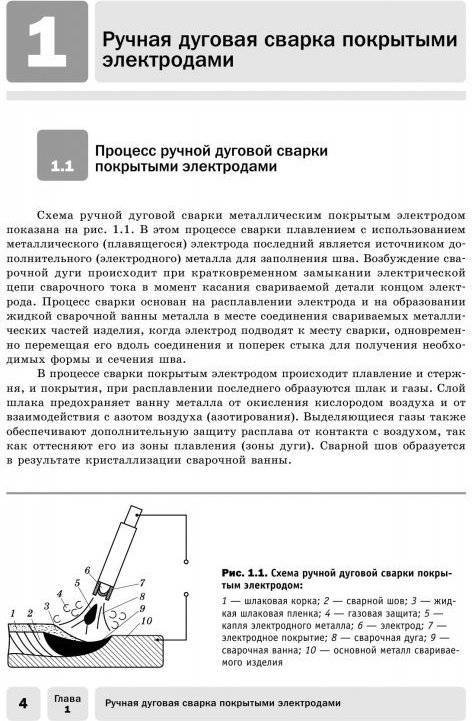
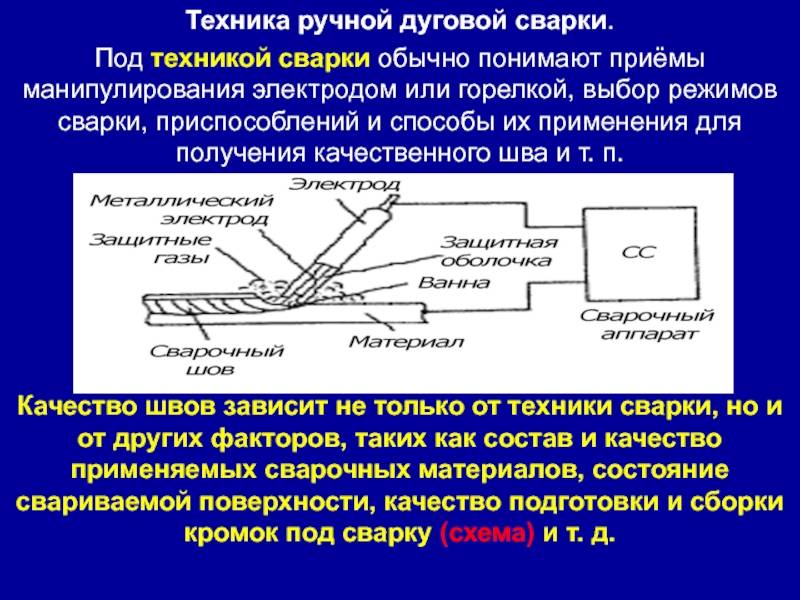
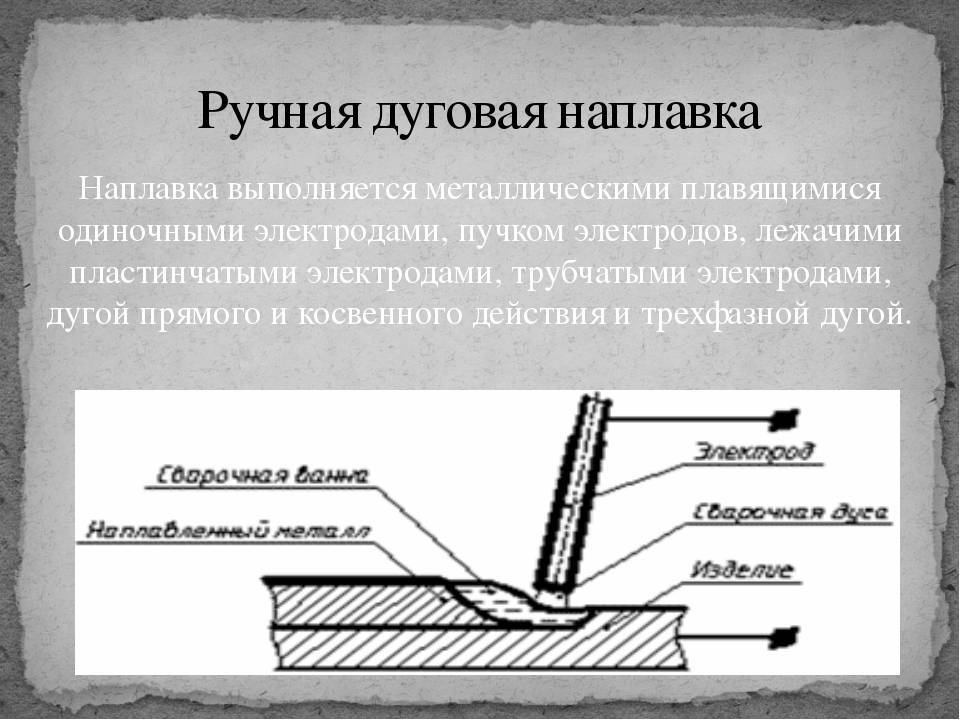
Особенности ручной дуговой сварки
Главной особенностью технологии является создание неразъемного, прочного и долговечного соединения заготовок. Дуговая сварка — наверное, самая распространенная сегодня сборочная операция. Ее используют при производстве самых разнообразных изделий и конструкций, включая высоконагруженные узлы, сохраняющих прочность при статических, динамических и периодических нагрузках, в условиях экстремальных температур, агрессивных сред, высоких и низких давлений и радиационного облучения.



Для получения прочного и долговечного соединения ручная дуговая сварка требует устойчивого электроснабжения. Кроме того, сварочные работы нужно проводить в сухом помещении или во временных палатках, для защиты рабочей зоны от влаги и сильных порывов ветра
Метод плавлением
Существует несколько видов сварочного процесса методом плавления, которые должны быть указаны в технологических картах по сварке металлоконструкций:
- Ручная дуговая.
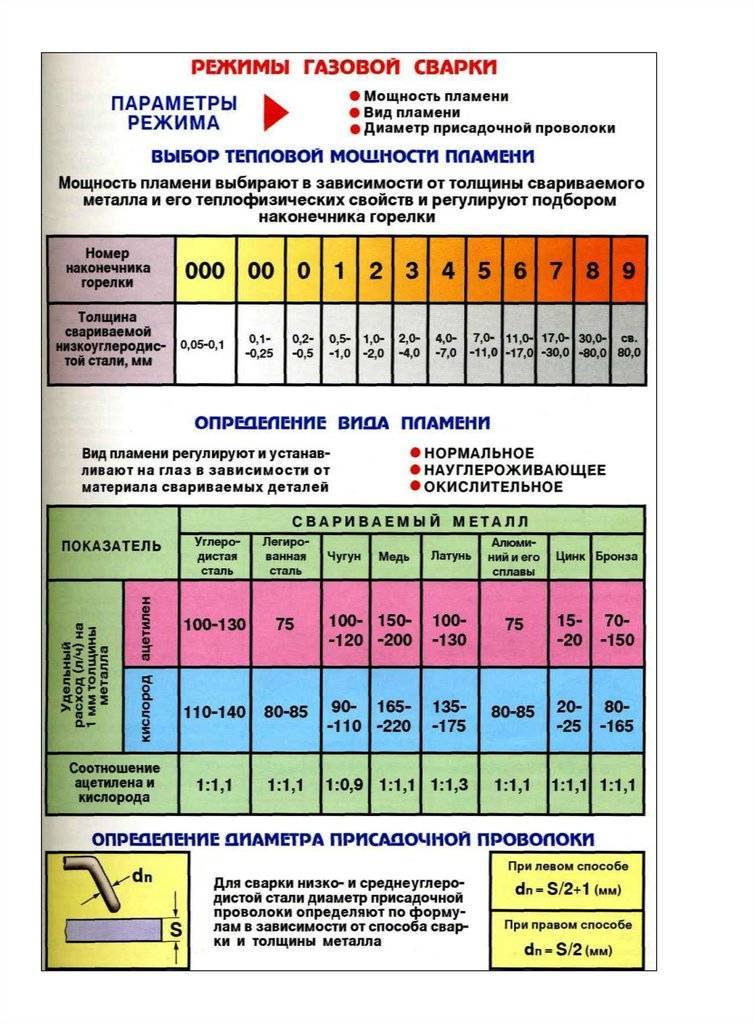
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- TIG сварка.
Наиболее распространенной является дуговая сварка. Она находит широкое применение, как в быту, так и в промышленности. Этим видом сварочного процесса можно соединять детали и конструкции из различных материалов. В комплект аппарата для осуществления этого процесса входят держатели электрода, а также держатель массы, крепящийся на свариваемой детали.
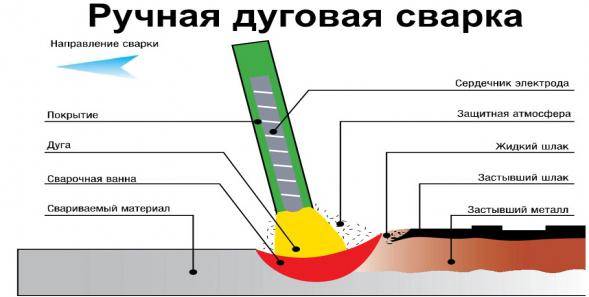
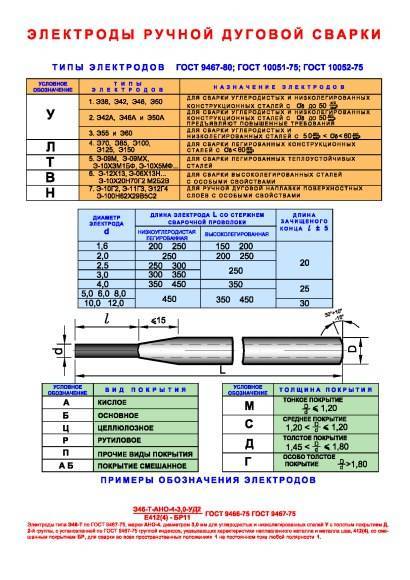
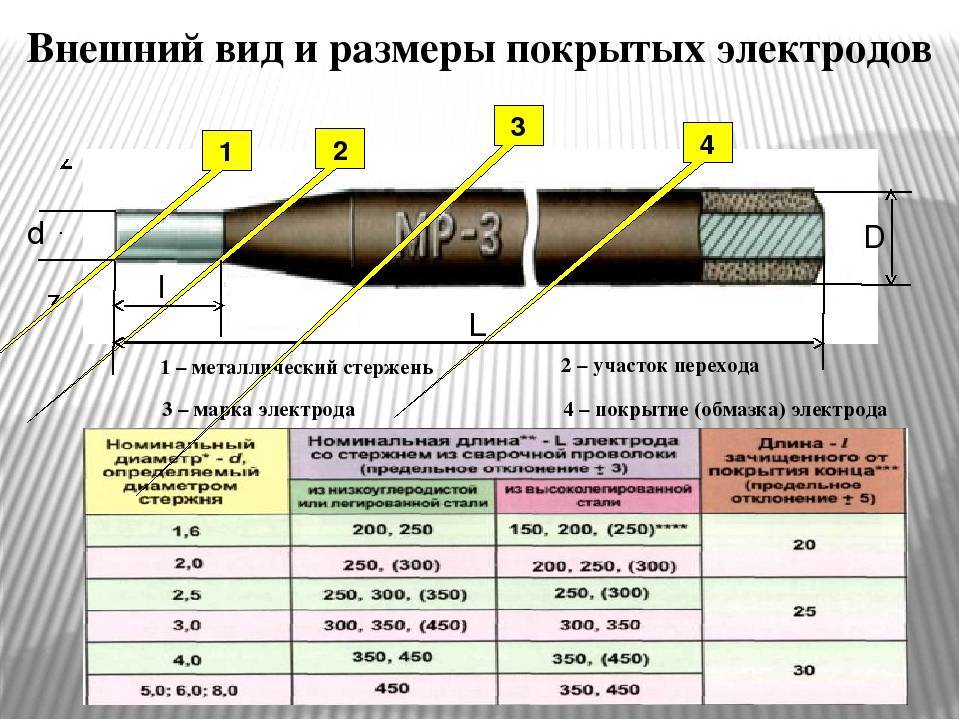
Сварка ручным дуговым методом производится электродами, состоящими из металлического стержня и обмазки, функцией которой является защита стержня и обеспечение стабильности горения электрической дуги.
Операционная технологическая карта сборки и ручной дуговой сварки содержит сведения о том, какие электроды могут использоваться. Имеется большой выбор электродов. При правильном выборе с помощью этого метода может проводиться сварка деталей из различных материалов. Этим методом возможна сварка во всех пространственных положениях, а также в труднодоступных местах. К отрицательным моментам относится низкий КПД работ, невысокая производительность, вредные условия. Такой род работ для получения качественного результата может проводиться только сварщиком, имеющим опыт и высокую квалификацию.
Несмотря на то, что имеется много видов электродов, для разных видов сварки применяются определенные электроды. Имеется указание на то, что перед началом сварки электроды должны быть просушены и другие нюансы этого процесса.
Ручная дуговая сварка потенциально опасна для сварщика, поэтому большое внимание уделяется требованиям безопасности
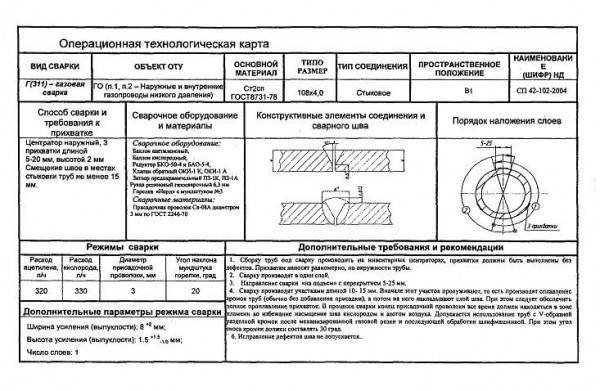
В технологической карте указываются способы подготовки кромок деталей и способ сборки.
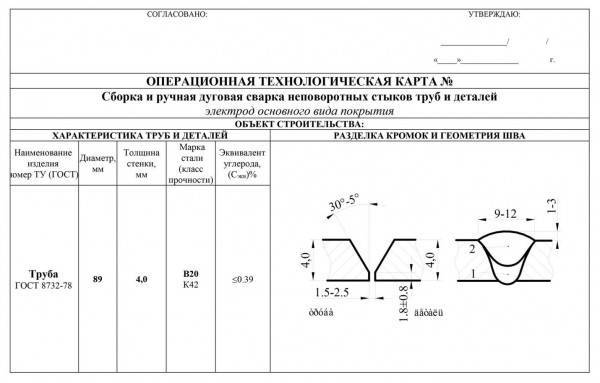
В качестве способа сборки чаще всего указываются прихватки.
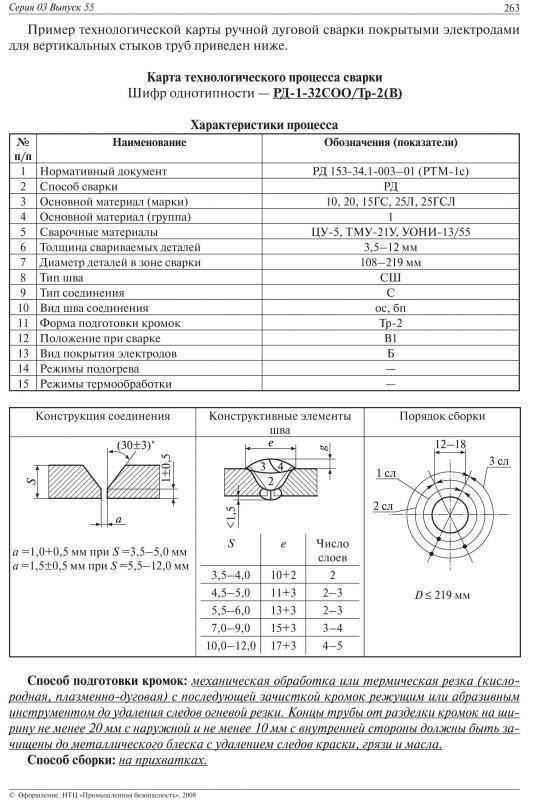
При сварке стыковым методом для получения хорошего шва большую роль играет форма скосов деталей. В технологической карте указывают, каким рекомендуется делать скос. V-образный применяется для тонких листов, а X-образный используется для сварки более толстых деталей.
Согласно технологии электрод вместе со сварной ванной следует плавно перемещать вдоль линии соединения со скоростью, которая зависит от материала деталей. Рекомендуемая скорость указывается в технологической карте. Основной принцип заключается в том, что тонкие детали требуют большую скорость. Для толстых и массивных предпочтительнее будет более медленная.
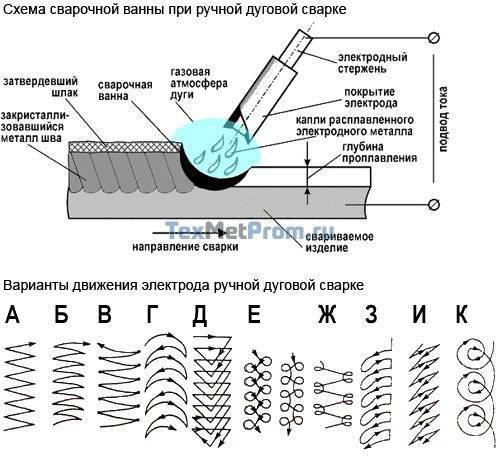
Исходя из ширины шва и глубины проплавки, необходимо выбрать способ перемещения электрода — прямой, зигзагообразный, петлевидный. Во время выполнения сварки ручным дуговым способом значительную роль играет направление перемещения электрода. Необходимо выбрать один из трех вариантов: по оси электрода, вдоль оси валика, поперек шва.
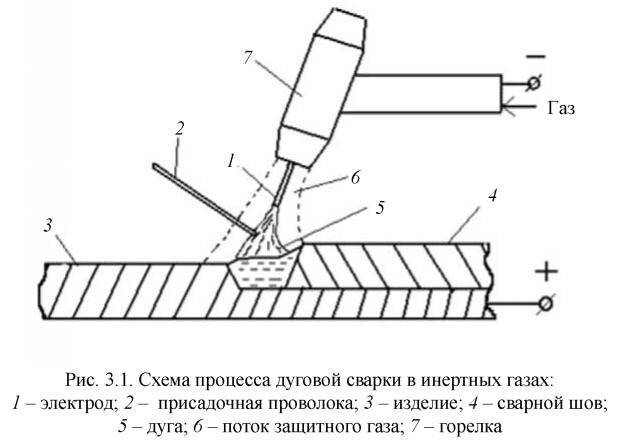
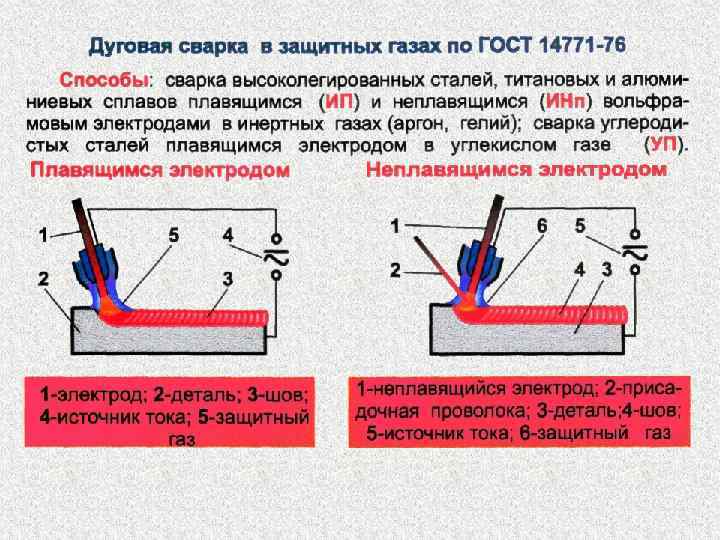
Газовая сварка также осуществляется методом плавления. При этом используется смесь кислорода и горючего газа. К плюсам газовой сварки относится возможность сваривать цветные металлы, в том числе очень тонкие. Недостатком является сильный нагрев детали.
Видом сварки, при которой соединение происходит благодаря тому, что в зону сварки подается проволока, выполняющая роль электрода, является полуавтоматическая сварка. В ту же зону, что и электрод подается защитный газ, функцией которого является защита места сварки от окружающего негативного воздействия. Таким способом можно сваривать черные и цветные металлы. Еще одним достоинством является то, что можно сваривать тонкие детали и обладающие большой толщиной.
Этот вид сварки весьма распространен. С работой таким методом может справиться сварщик и более низкой квалификации, что делает особо востребованной технологическую карту на сварку металлоконструкций.
Автоматическая сварка отличается используемым оборудованием.
Применяемые автоматы являются сложным оборудованием, поэтому в технологической карте важным является описание его настройки, которое должно обеспечивать работоспособность. Существует много видов автоматов, поэтому должны указываться рекомендуемые для сварки конкретного соединения.
TIG сварка в основном используется для сварки деталей из алюминия и сплавов, куда он входит в состав. Также она может использоваться для соединения деталей из нержавеющей стали. При этом виде сварки, как правило, используется электрод из вольфрама, что должно быть отражено в технологической карте.
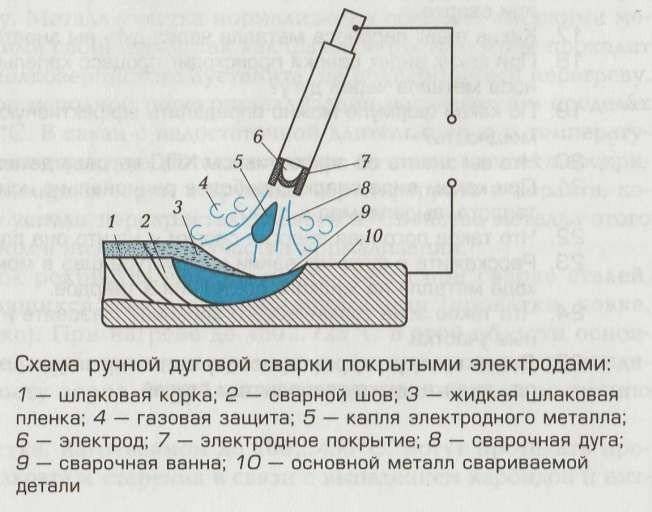
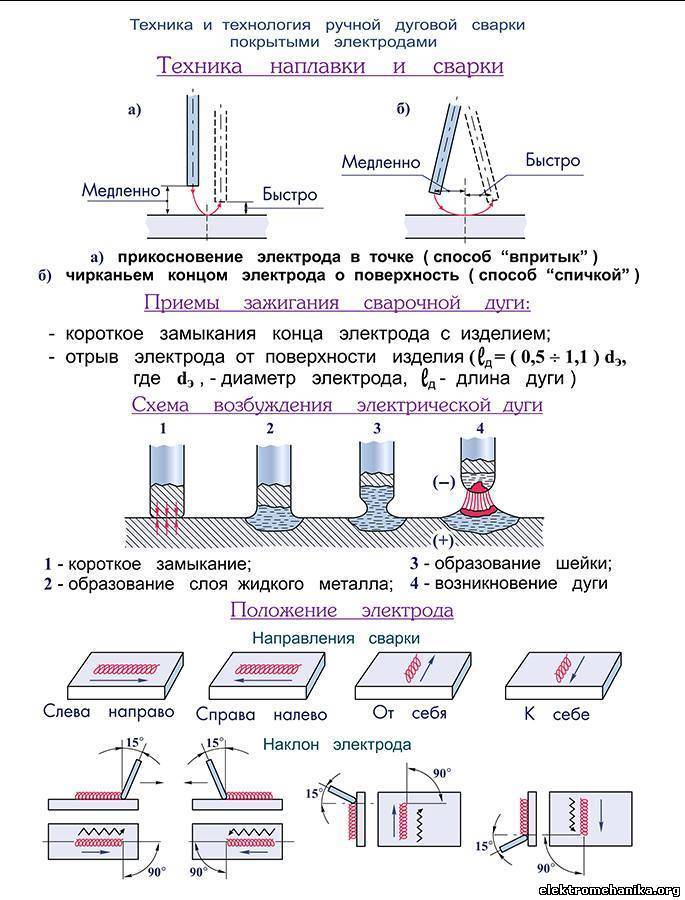
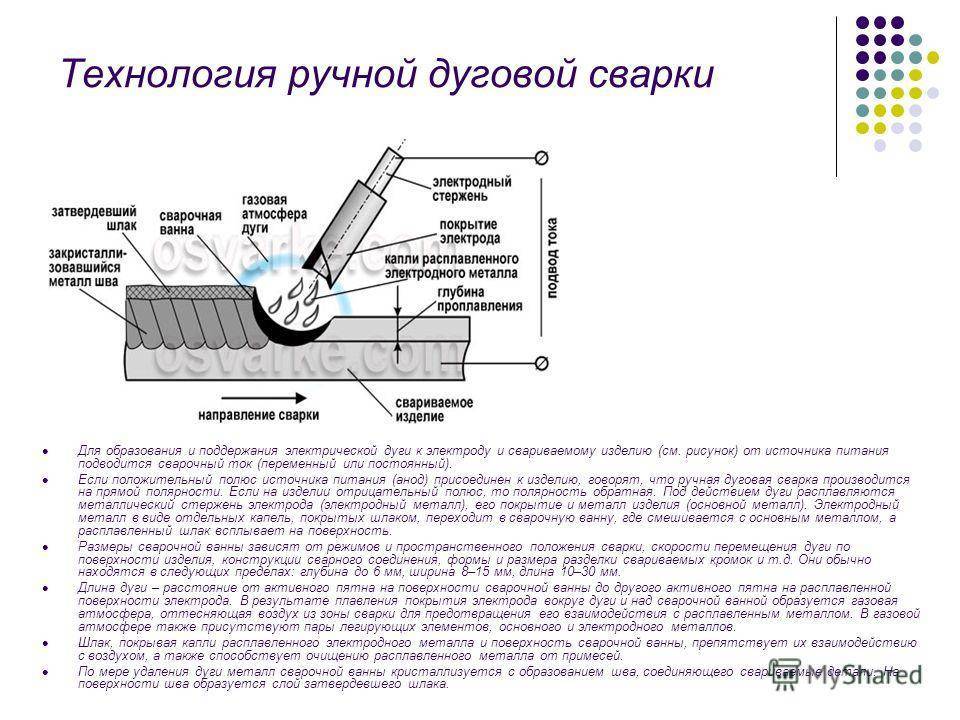
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
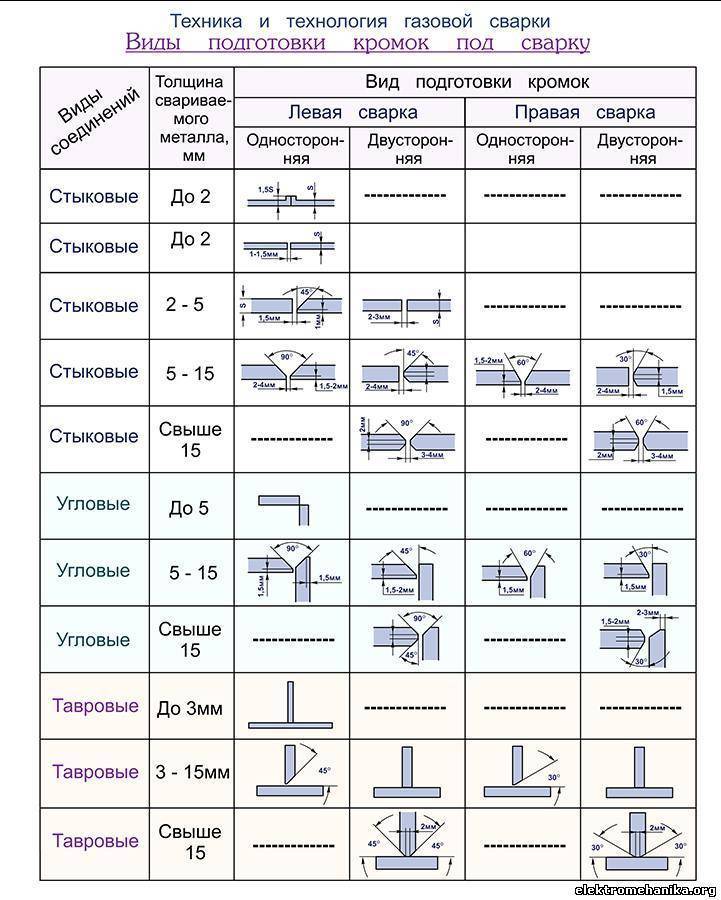
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;
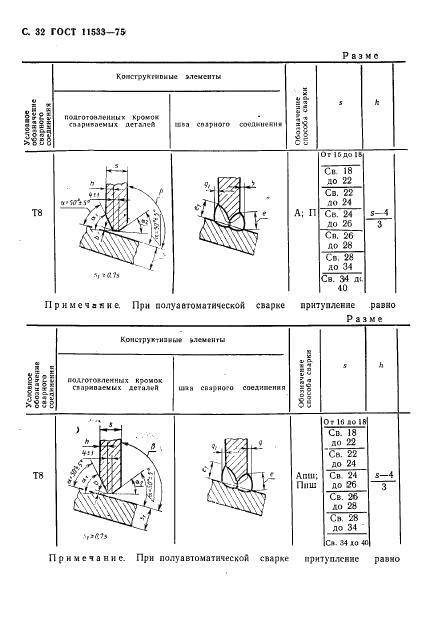
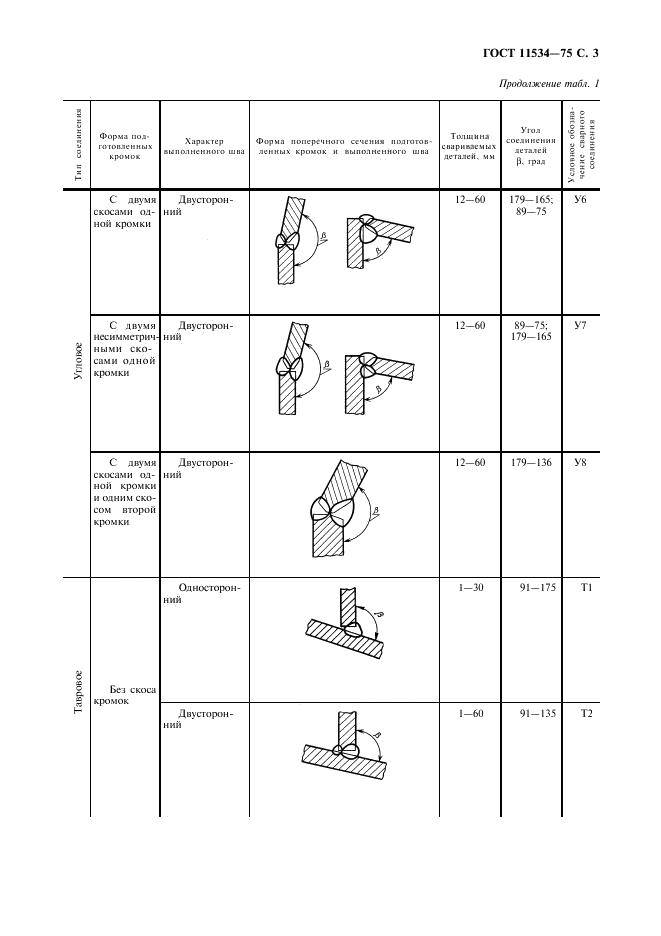
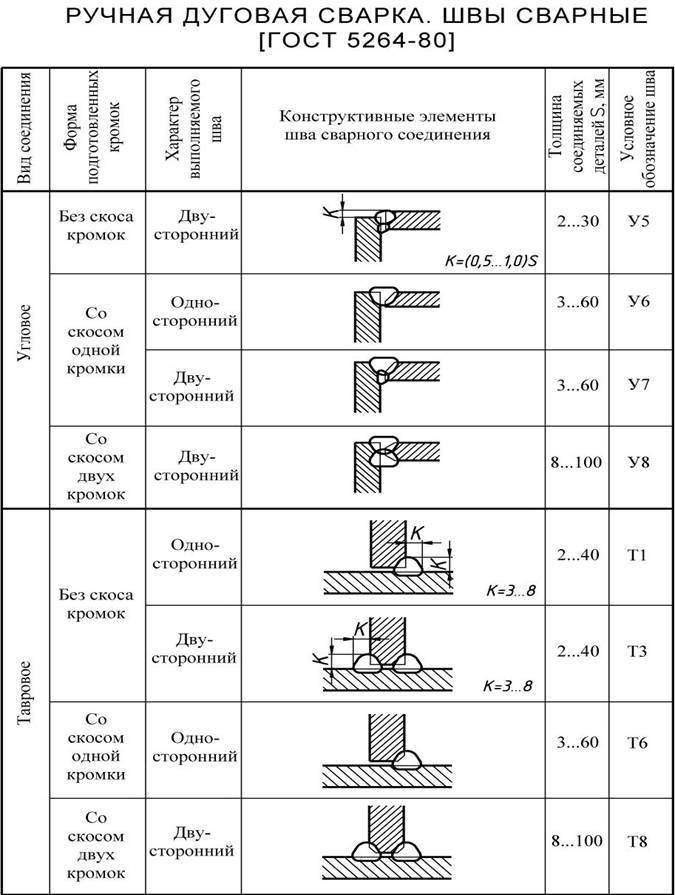
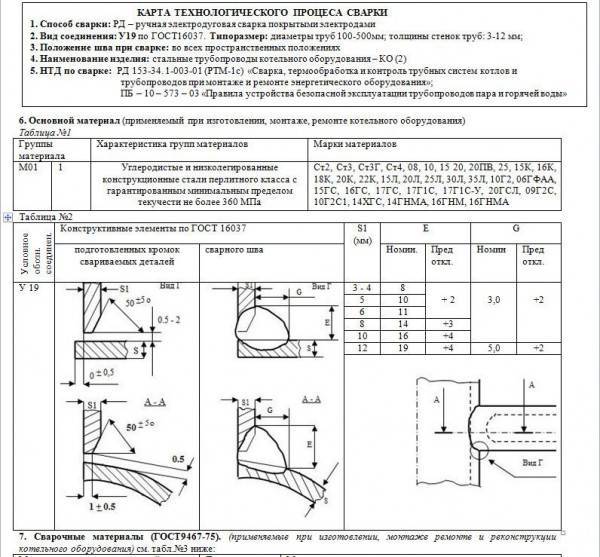
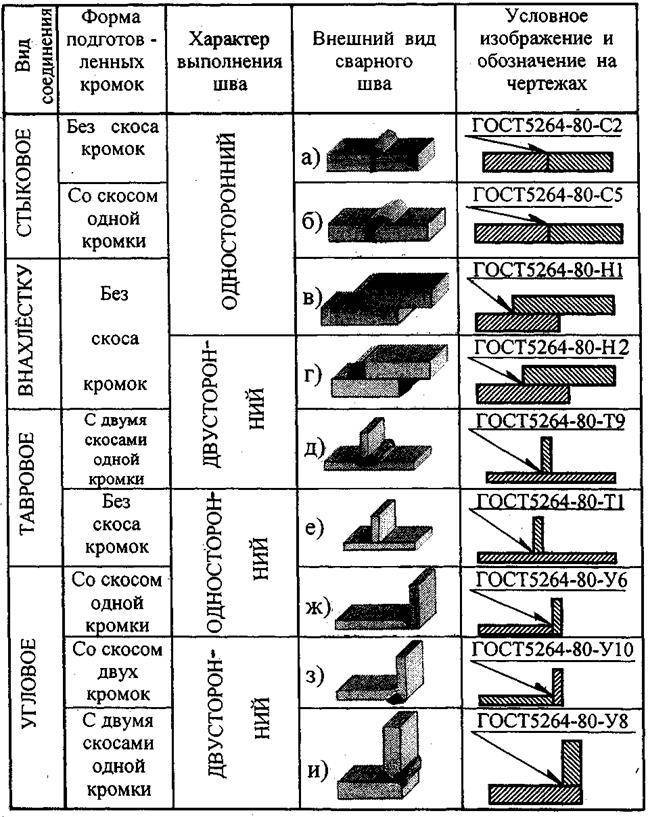
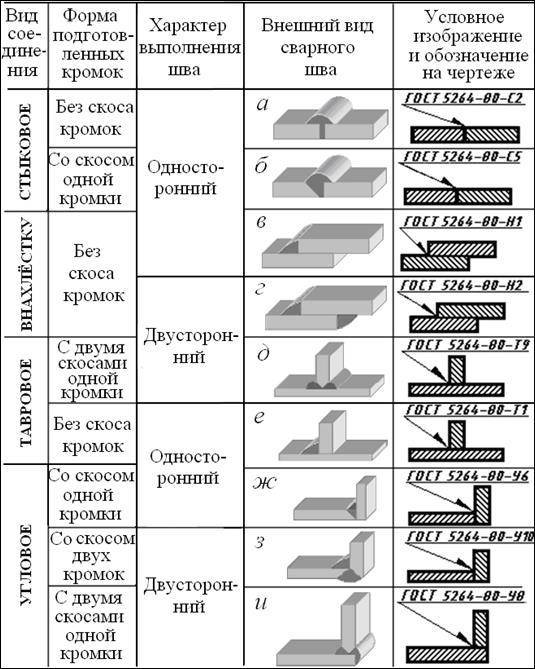
Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.
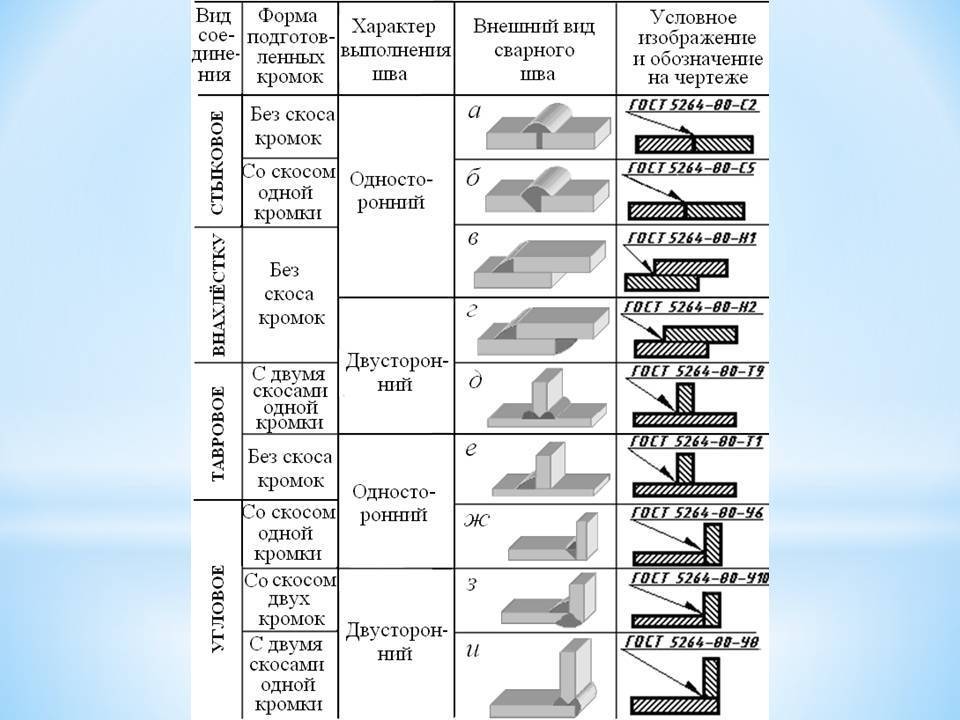
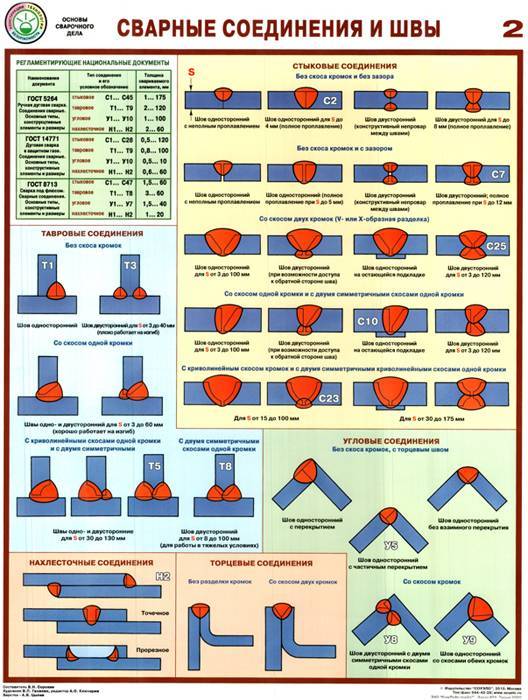
 Конструктивные элементы сварных соединений
Конструктивные элементы сварных соединений
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.



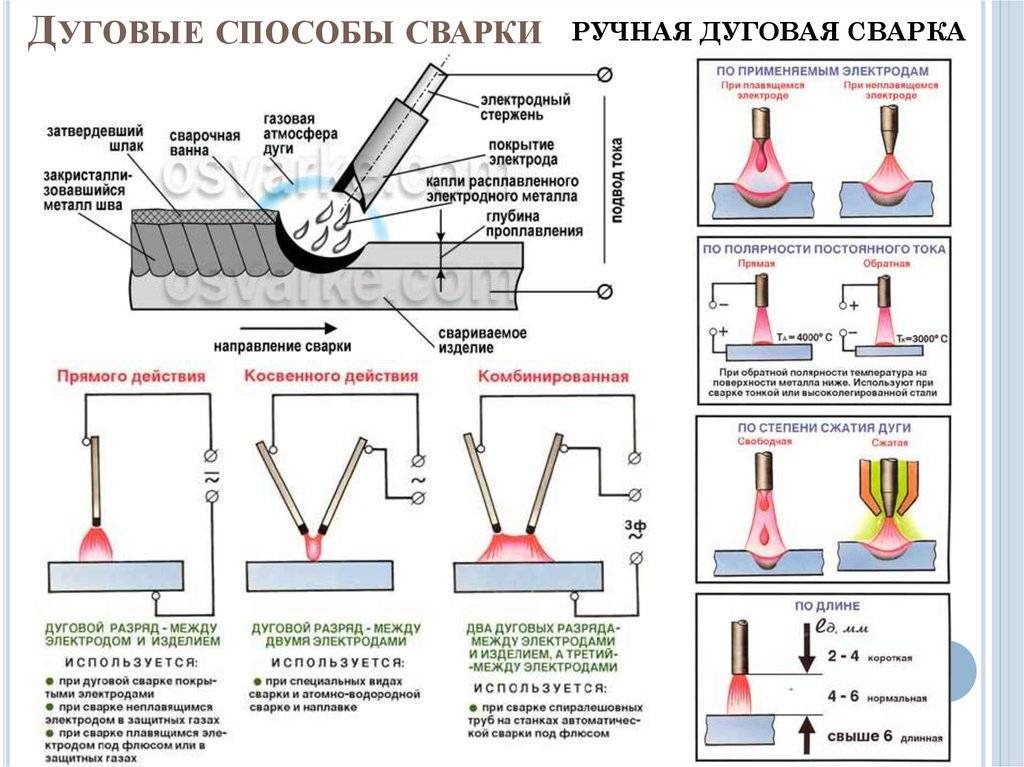
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
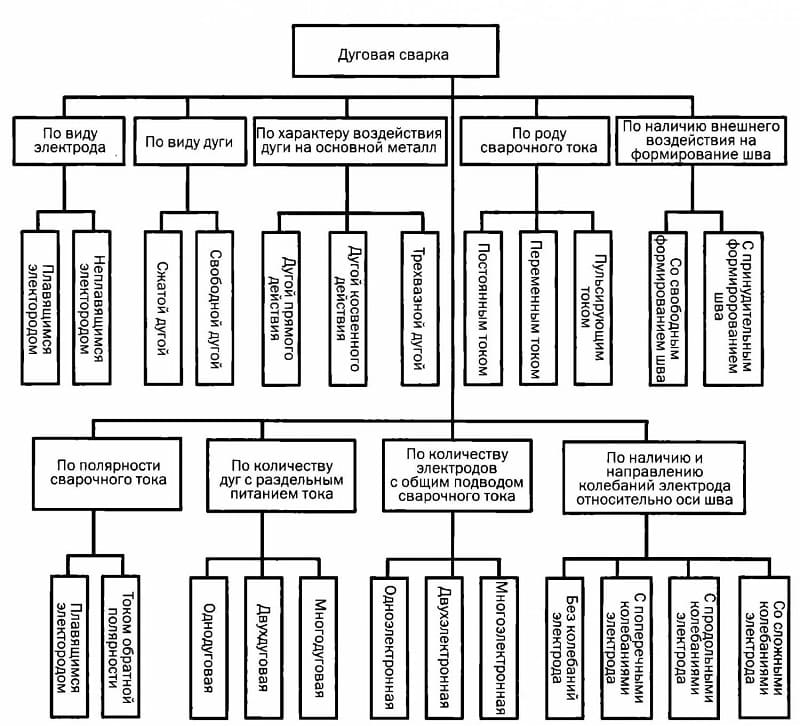
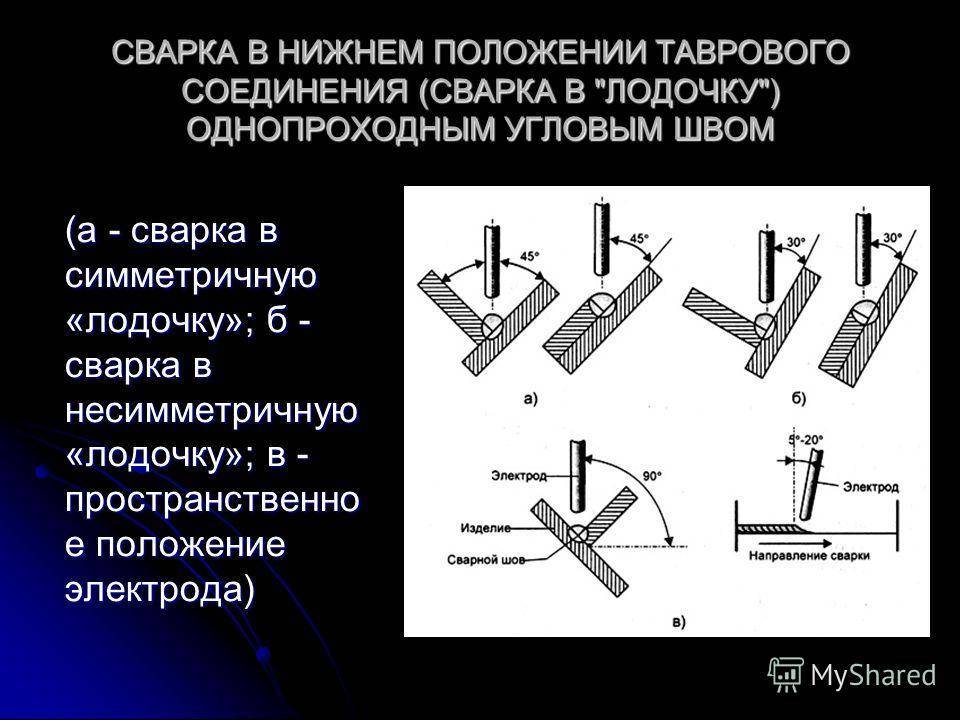
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.Сварку можно вести слева направо, справа налево,от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.
Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток — в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.
Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Сварка поворотных стыков труб
При сварке на вращателях подбирают скорость вращения трубы (Vвр), равную скорости сварки (Vсв). Положение сварки, наиболее удобное для формирования шва, находится не в зените, а в точке, отстоящей от вертикали на 30-35° в сторону, обратную направлению вращения трубы.
Когда вращателей нет или они нецелесообразны, свариваемые стыки труб поворачивают на углы 60-110°. Это позволяет формировать шов в самом удобном положении — нижнем.
Трубы диаметром более 219 мм сваривают обратноступенчатым способом за два полных оборота:
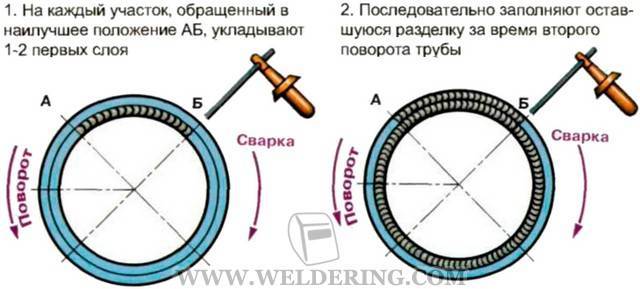
Трубы с поворотом на 180° сваривают в три приема. Вначале одним или двумя слоями сваривают участки ГЛ и ВЛ. После этого трубу поворачивают на 180° и заваривают участки ВБ и ГБ на всю толщину.
Затем трубу поворачивают на 180° и заваривают оставшуюся разделку на участках ГА и ВЛ. Сварку труб с поворотом на 180° могут выполнять как один сварщик, так и двое.
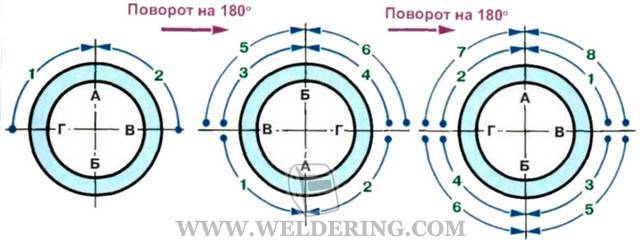
Сварку стыков труб с поворо том на 90° ведут тоже в три приема. Сперва заваривают участок стыка АВБ, укладывая один-два слоя. Потом трубу поворачивают на 90° и заваривают участок АГБ на всю толщину. Наконец, следуют обратный поворот на 90° и заварка оставшейся толщины трубы на участке АВБ.


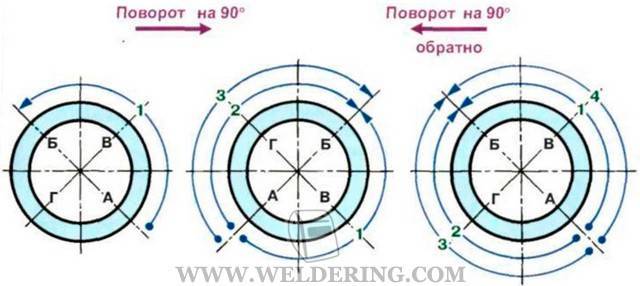
Сварка с поворотом стыка позволяет качественно формировать шов с минимальными деформациями и напряжениями, плавным переходом к основному металлу, с минимальной чешуйчатостью без наплывов и подрезов.
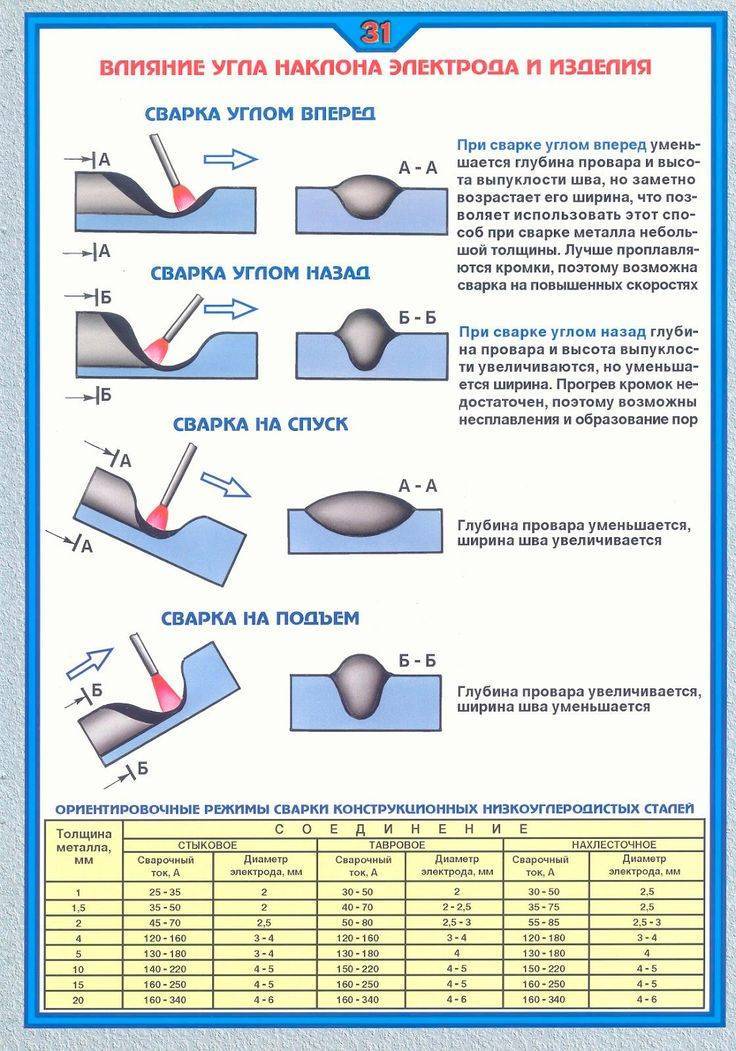
Что влияет на качество и размеры сварного шва
Одна из важных характеристик, определяющих качество сварного соединения — это провар, определяемый как отношение ширины шва к его глубине в поперечном сечении.
На геометрические показатели влияют следующие факторы:
- Сила тока. Чем она больше, тем большей глубины проплава можно достигнуть. Глубина проплава зависит также от плотности свариваемого материала — чем плотнее металл, тем меньшей глубины удастся добиться при той же силе тока. Сила тока не оказывает существенного воздействия на ширину.
- Тип применяемого тока. При сварке постоянным током соединение получается более узким, а при использовании переменного тока той же интенсивности-более широким.
- Диаметр электрода также оказывает влияние на глубину и ширину шва. При большем больше диаметре электродуга получается мощнее, позволяя получить более широкий шов.
- Рабочее напряжение также влияет на параметры шва — при его повышении ширина шва увеличивается.
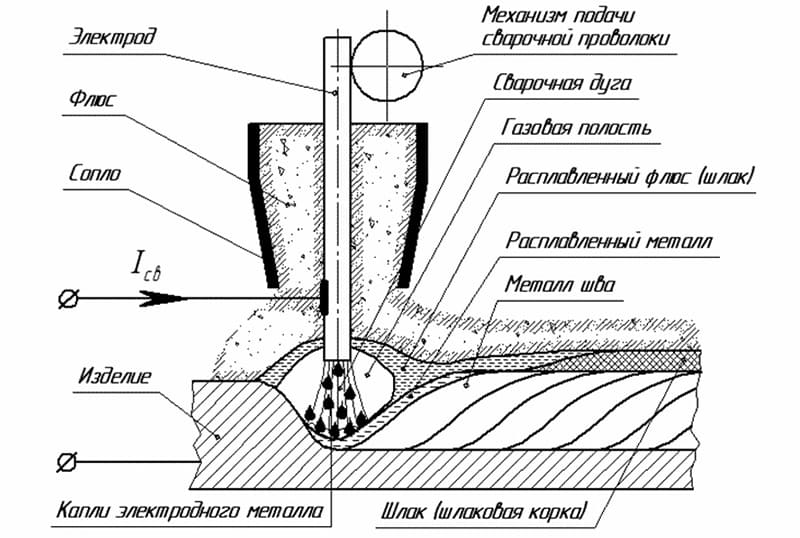
Схема сварки под флюсом
Флюс, сгорая в пламени дуги, выделяет защитные газы, а твердые остатки образуют шлак, также попадающий в сварочную ванну.
Он:
- улучшает качество обработки стали;
- стабилизирует тепловой режим рабочей зоны и повышает скорость плавления;
- облегчает формирование сварного шва;
- повышает стабильность электродуги.
Существует способ ручной дуговой сварки, при котором используются цельнометаллические плавящиеся электроды, а флюс в виде порошка насыпается вдоль линии будущего шва. По мер прохождения сварочной ванны порошок плавится, а при остывании шлак отделяется от поверхности сваренного металла. Такой способ применяет на промышленных предприятиях в специальных случаях.
В целом автоматическая сварка дает намного лучшие, а главное, стабильные результаты качества работ, чем ручная дуговая. Причина этого заключается в том, что все параметры процесса, включая положение сварочной головки, угол ее наклона и расстояние до поверхности контролируются компьютером
К тому же автомат не утомляется, его внимание не рассеивается и он не подвержен влиянию вредных факторов рабочей зоны
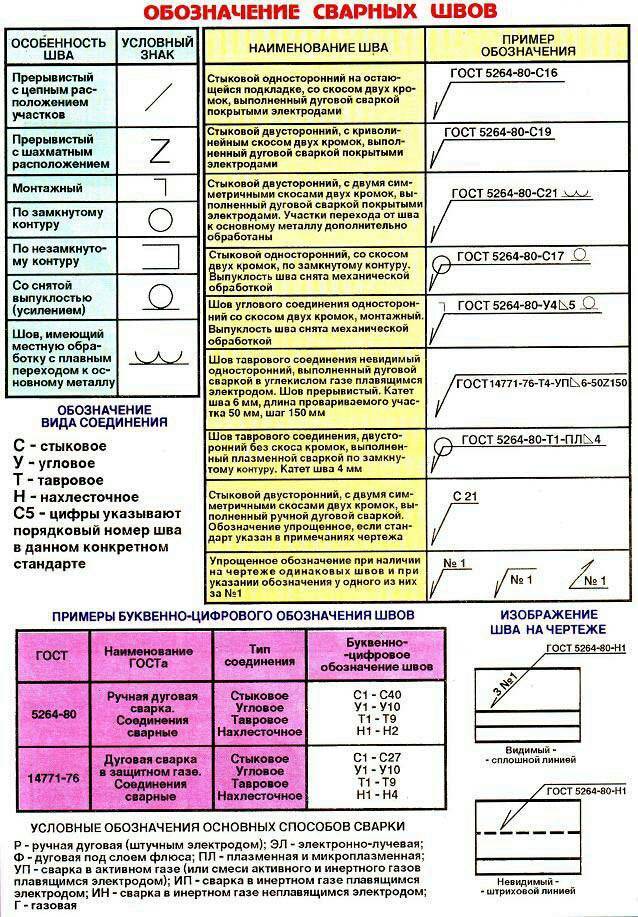
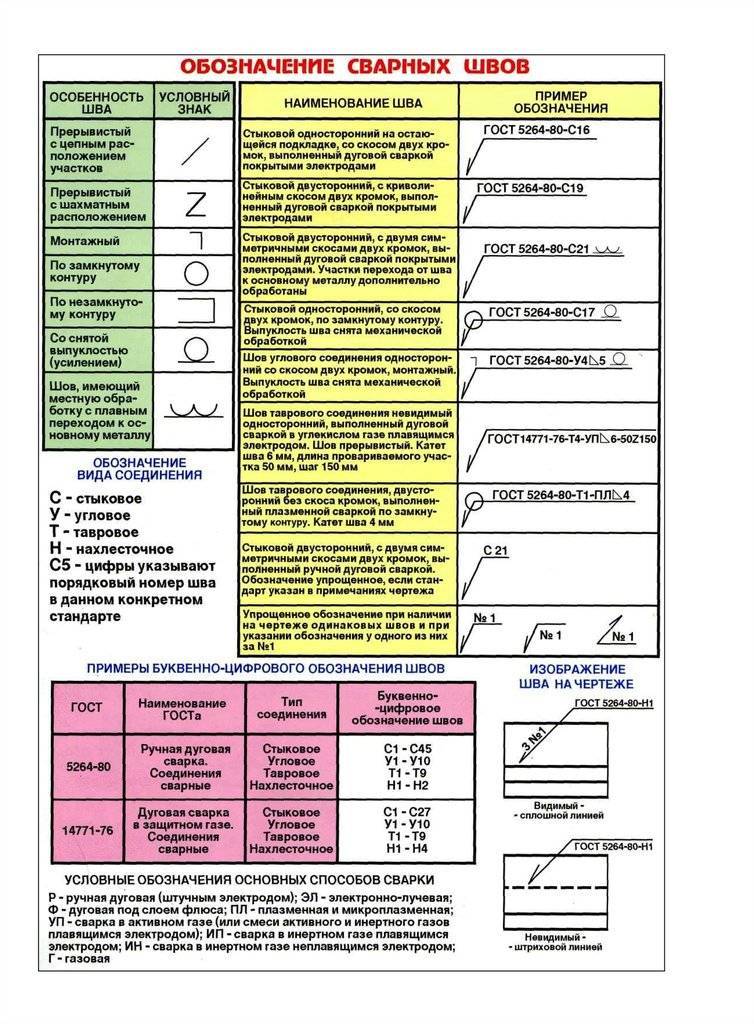
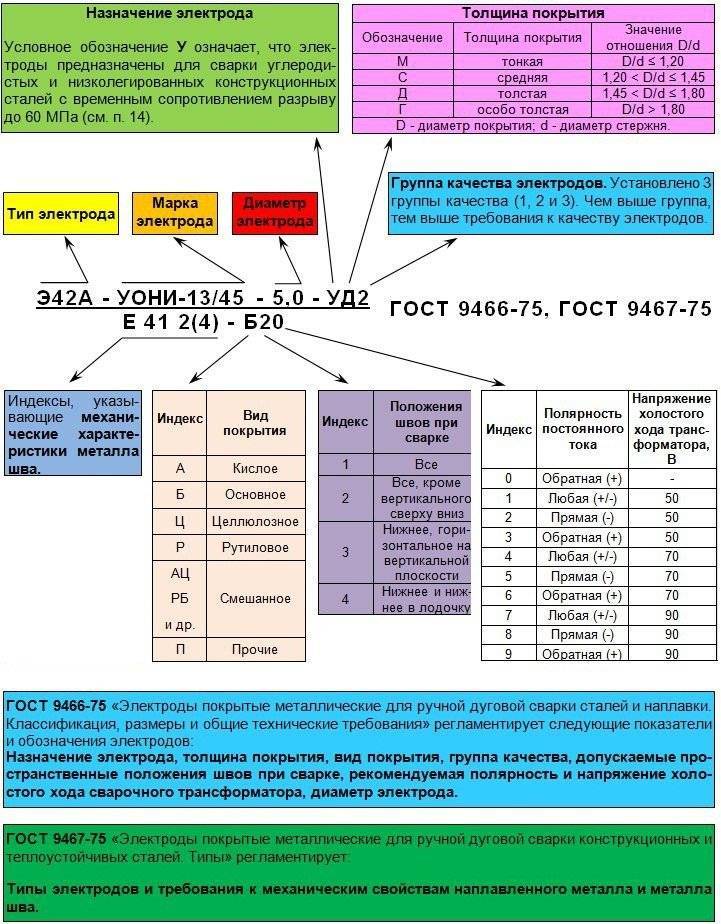
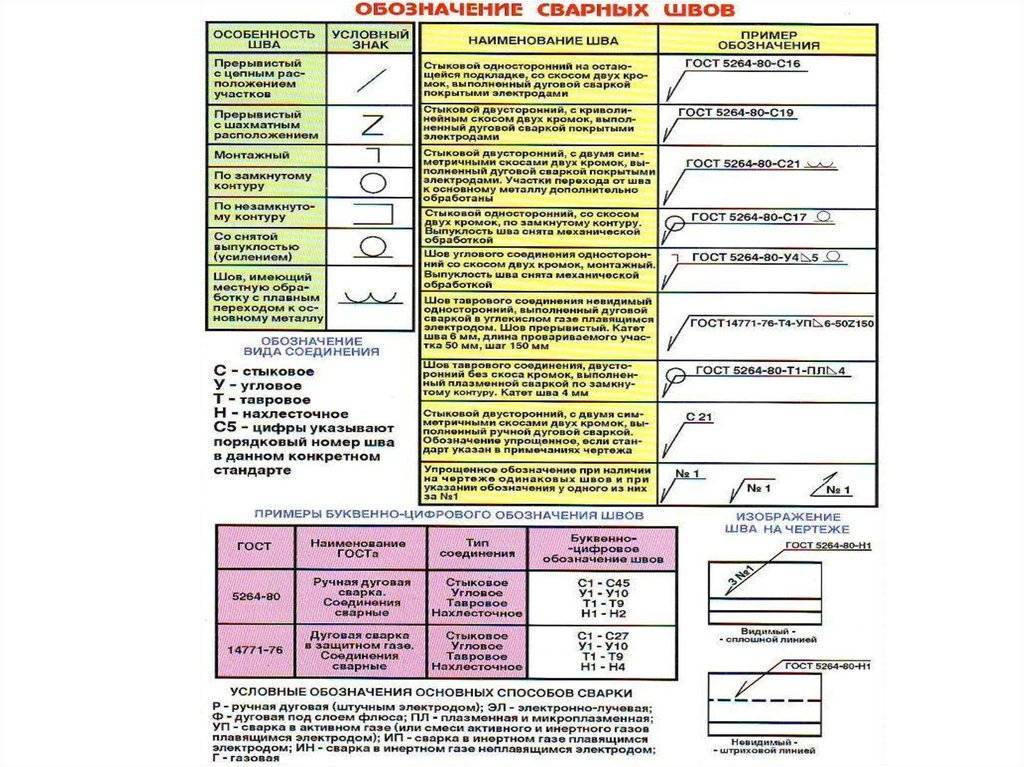
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.
На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка — это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение — прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка — это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
- ГОСТ 5264-80 — это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 — значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 — показатель чистоты поверхности лицевой стороны, Rz80 — обратной стороны.
Пример 2
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.
Пример 4
Сварочное соединение под наклоном
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод — расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
Пример 5
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.




Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.
Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.
Подогрев и термическая обработка
При сварке стали, которая склонна к образованию закалочных структур, резкое охлаждение шва приводит к повышению внутренних напряжений и образованию трещин. Предварительный подогрев поверхности позволяет снизить разность температур и регулировать скорость охлаждения соединяемых деталей. При выполнении работ в условиях низких температур, предварительный подогрев – обязательная процедура даже для низкоуглеродистых сортов стали.
Для снятия внутренних напряжений используют различные методы термической обработки – полный или низкотемпературный отжиг, а также нормализацию.
Что варим с помощью РДС
Да практически все. Если говорить о сталях, то это и легированные, и нелегированные марки. Правда, есть ограничения в толщине, он должна быть не больше до 5-ти см. Слишком тонкие листы металла тоже не пойдут: если заготовка тоньше 1,5 мм, металл при РДС мгновенно прогорит.
Больше всего РДС подходит для работы с заготовками толщиной от 3,0 до 20,0 мм.
Где ручная дуговая только не применяется, вот только некоторые из примеров:
- производство труб самого разного вила и назначения;
- машиностроение;
- судостроение;
- все ремонтные работы на многочисленных СТО;
- все виды коммунальных работ, где необходимо соединение металлов.
Как на чертежах изображают сварочные швы
Требования к разработке рабочей документации и условное обозначение сварных швов на чертежах регламентированы единой системой конструкторской документации (ЕСКД).
Вне зависимости от способа сварки используется два основных типа линий, которыми обозначают сварные швы на чертеже:
- сплошные — для наружных видимых стыков;
- штриховые (пунктирные) — для невидимых соединений.
На представленном ниже фото можно увидеть какой линией изображают видимый сварной шов на чертеже и невидимый.
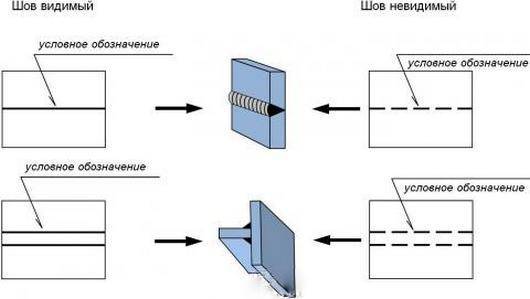
В обеих случаях обязательно должна быть выносная линия со стрелкой, указывающая на место расположения шва. Если стрелка указывает на видимый стык, то условное обозначение размещается над ней, когда невидимый — под ней.
Когда стык выполняется несколькими наложенными друг на друга проходами, то его называют многопроходной сварной шов, на чертеже при его обозначении указывается количество проходов.
Все соединительные стыки могут выполняться:
- односторонними. Образуются при сваривании деталей только с одной стороны поверхности, изображаются символами SS;
- двухсторонними. При создании такого типа соединений источник нагрева по верхней и нижней поверхностях поочередно перемещается и корень стыкового шва расположен внутри сечения. Символом BS изображается такая сварка на чертеже.
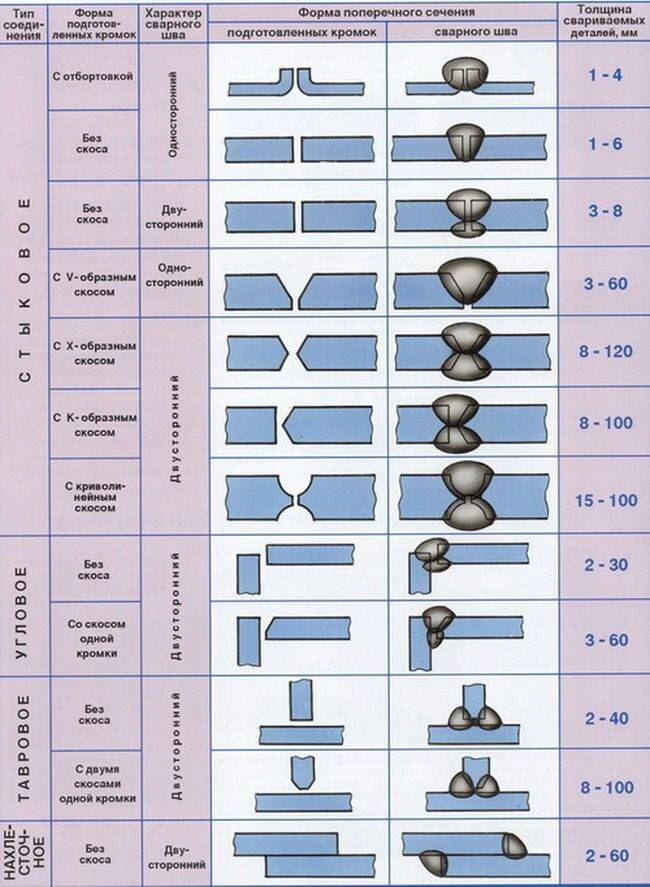
Чтобы обеспечить оптимальную глубину при сварке методом плавления необходимо осуществлять разделку кромок. При этом форма, угол вскрытия, притупление, ширина зазора и другие параметры зависят от сварочной технологии и толщины материала. Наиболее часто встречающиеся разделы кромок приведены на картинке ниже.

По характеру выполнения сварочные соединения разделяются на точечные, прерывистые и сплошные. Обозначение на чертеже прерывистого сварного шва являет собой сплошную линию при видимых стыках и штриховую — при невидимых. Прерывистые стыки создаются в шахматном порядке или цепными.
При любой сварочной технологии обозначение точечной сварки на чертеже выполняется знаком «+», который состоит из сплошных линий. Одиночные невидимые точки на конструкторских схемах не отображаются.
Таблица стыковых соединений
| Характер стыков | Без скосов | Скос на одной кромке | Скос на двух кромках | Два симметричных скоса на обеих кромках |
| Односторонний | ||||
| Двусторонний | ||||
| Односторонние соединения с применением прокладки |
Таблица сварных швов углового типа
| Характер шва | Скос отсутствует |
| Односторонний | |
| Двусторонний | |
| Выполненный впритык односторонний | |
| Выполненный впритык двусторонний |
Таблица выполненных внахлестку стыков
| Характер стыкового соединения | Без скоса |
| Как выглядит двусторонний стык | |
| Обозначение прерывистого сварного шва |
Согласно общеустановленных международных стандартов швы также различаются между собой в отношении пространственного положения:
- вертикальные и горизонтальные;
- сваренные в нижнем положении и потолочные.
Учитывая положение стыка существуют также разные способы снятия кромок. Если тщательно зачистить и подготовить кромки перед сварочным процессом, то соединительный стык будет обладать рядом преимуществ:
- экономичность. Количество используемого для наплавления металла сводится к минимуму;
- эффективность. Намного быстрее выполняется сваривание за один проход;
- прочность. В полученном сварном соединении прочностные характеристики нисколько не уступают показателям прочности, которыми обладает основной металл.
Чтобы получить в процессе сварки результат с исключительным качеством, то обязательно нужно указывать в технической документации тип сварочного стыка и вид снимаемой кромки.
Снег, дождь и ветер
Варить можно хоть на потолке, то есть в любом положении. Но если есть возможность выбирать, удобнее работать все-таки в нижнем положении. Здесь можно и электрод взять побольше, и ток пустить посильнее, чтобы варилось мощно и быстро.
Если же вам приходится варить на потолке или располагаясь вертикально, бодрой и быстрой сварки у вас не получится: сварочная ванна будет маленькой, диаметр у электрода будет очень скромным, скорость работы снизится на порядок.
Ручная дуговая сварка позволяет работать в самых разных условиях внешней среды: хоть внутри помещений, хоть в открытом пространстве. Для этого метода не нужна подача газа или воды, что значительно упрощает рабочий процесс.
Единственное, что понадобится в обязательном порядке – это электропитание с его источником и кабелем. Длина кабеля – вопрос серьезнейший. Источник электричества может быть удален как угодно, но все дело в том, что чем кабель длиннее, тем больше он греется и, соответственно, повышаются тепловые потери.
Иногда используют генераторы на бензине или дизельном топливе. Ну а если вокруг вас снег, дождь, ветер и прочие природные напасти, защищайте рабочую зону, ведь вам нужно прежде всего ровное стабильное пламя дуги.