

Суть процесса
Радиальная деформация или развальцовка медных труб в отверстии специального аппарата необходима для создания прочного сцепления элементов конструкции, например, трубы с трубной решеткой. Таким способом закрепляют детали в конденсаторах, котлах, маслоохладителях, парогенераторах и других теплообменных аппаратах.
Этапы развальцовки труб
Манипуляции проводятся в три этапа:
- Подбирается требуемый зазор между деталью и трубной решеткой.
- Проводится деформация обоих элементов.
- Снимается давление (нагрузка) с внешней поверхности деформируемой заготовки.
В процессе развальцовки медных трубок металл размягчается, растягивается (переходит в состояние пластического деформирования), а материал трубной решетки – в состояние упругой деформации. Чтобы манипуляции увенчались успехом, материал решетки должен быть тверже меди.
По окончанию процесса развальцовки решетка «обхватывает» отрезок трубы. Получаем прессовое соединение, прочность которого обеспечивается за счет контактного давления поверхности детали и отверстия решетки.
Иногда для соединения этих элементов применяют и сварку – такое крепление называется комбинированным. При монтаже медного водопровода одну из деталей расширяют, затем в нее вставляется вторая труба, после чего зазор между ними заполняют припоем.
Изменить диаметр деталей может понадобиться в следующих случаях:
- Если штампованное (литое) изделие нужной формы невозможно приобрести в готовом виде (не производится или его нет в наличии).
- Требуется филигранная подгонка угла изгиба, размера трубки или её диаметра по внутреннему сечению.
Способы увеличения диаметра труб
Инструмент, с помощью которого проводят манипуляции, называется вальцевателем медных трубок. В промышленности используют валы высокой прочности, которые прокатываются несколько раз, в результате чего оформляется профиль нужной конфигурации. Работы могут выполняться на специальных машинах и станках, гибочных вальцах.
Медь – пластичный материал, потому если вы обладаете ловкостью и большой физической силой, можно вручную попробовать натянуть медную заготовку на конический шаблон (болванку), чтобы получить нужное соединение. Прибегают к этому кустарному способу, при котором не используется вальцовка для медных труб, в крайних случаях, так как результат предугадать сложно. Возможны разрывы в местах, на которые приходится максимальная нагрузка при растяжении, тонкая деталь может просто замяться и стать непригодной из-за неравномерного истончения стенок трубы.
Второй вариант – промежуточный между полноценной обработкой заготовок и растяжением деталей силой – использование экспандера. Устройство имеет несколько сменных насадок, позволяющих с помощью рычага растянуть трубу до нужного диаметра за один подход.
Правильный развальцовщик для медных труб состоит из валика или нескольких валиков, изготовленных из твердосплавных материалов, которые много раз прокатываются по внутренним поверхностям трубы. В процессе развальцовки с каждым оборотом усиливается давление – заготовка деформируется в нужном направлении постепенно и плавно, что исключает возможность разрывов. В каждый из подходов вальцы изменяют внутренний диаметр заготовки на минимальную величину, такое постепенное растяжение металл переносит легко.
Толщина стенок при этом изменяется равномерно, более плотные участки трубы с отличающейся толщиной стенок раскатываются до той же толщины, что и более тонкие. А поверхность становится идеально гладкой, без шероховатостей. Так же, как под весом трамвая, раз за разом проезжающего по рельсам, последние становятся гладкими и блестящими, поверхность детали под воздействием валов будет однородной.
Можно развальцевать отрезок и с помощью конуса. Принцип работы прост – конус вдавливается в предварительно зафиксированную в тисках трубу на нужную глубину, затем извлекается. Результат по качеству уступает работе с валами, но применяют конусы также довольно часто.
Как развальцевать медную трубку в домашних условиях
При монтаже медных систем трубопроводов нередко возникает необходимость расширить обрезанный конец трубы – для монтажа систем климат-контроля или пайки трубопроводов отопления и водоснабжения.
Приветствую нашего уважаемого читателя и предлагаю статью о том, что представляет собой развальцовка медных трубок, в каких ситуациях она применяется и как ее выполнить своими руками.
Что это такое и для чего необходима развальцовка
Развальцовка – радиальное равномерное расширение стенок медной трубы. При развальцовке может производиться конусное расширение только конца трубы или расширение достаточно длинного участка, при котором образуется гильза – участокбольшего диаметра.
Необходимость в такой деформации в домашних условиях возникает:
- При монтаже систем кондиционирования.
- При ремонте холодильников, теплообменников, автомобилей, бытовой техники, тепловых насосов.
- При монтаже систем отопления и водоснабжения.
При монтаже с помощью сварки (пайки) концы медных труб развальцовывают в виде муфты, вставляют в трубу исходного диаметра и сваривают. Развальцовку используют реже, чем пайку с помощью фитингов, так как этот метод немного менее надежен, но иногда фитингов может не хватать или не быть под рукой при ремонтных работах.









Необходимость в развальцовке возникает, если под рукой нет нужных фитингов, нет возможности приобрести медную трубку нужного диаметра либо требуется очень точная подгонка размера трубки по внутреннему сечению. Практически развальцовку применяют при монтаже климатической техники, в автомобилях и при срочных ремонтных работах, когда используют имеющиеся в хозяйстве медные трубки.
Стадии развальцовки
Для получения качественного конуса или муфты-расширения на конце трубы необходимо соблюдать правильный порядок работ.
Развальцовка как процесс деформации концов медных труб включает следующие этапы:
- Отрезать трубную заготовку. Медь – очень мягкий материал, поэтому необходимо использовать качественный труборез, предназначенный для мягких труб из цветных металлов.
- После порезки даже качественным труборезом медная труба заминается, и ее внутренний диаметр уменьшается. Поэтому с помощью специального приспособления – риммера – с внутренней части заготовки снимается фаска, форма восстанавливается.
- Зачистить торец трубки от заусенцев, очистить от медной стружки, пыли, грязи, смазки.
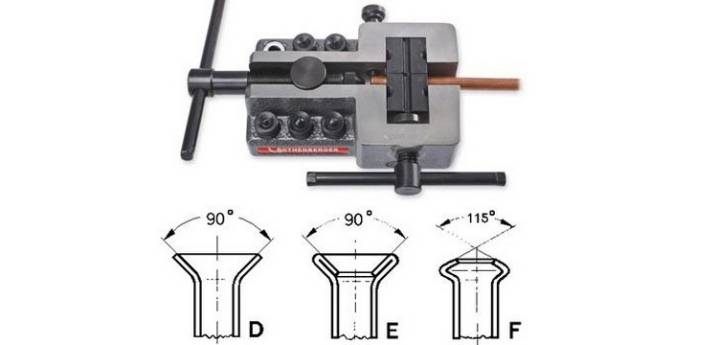
- Заготовку вставляют в развальцовщик и вращают ее до получения небольшого раструба с углом стенки 45° к оси трубы.
- Вынимают изделие, примеряют, годится ли оно по размеру для дальнейшего монтажа с накидной гайкой. Если диаметр раструба недостаточен, то операцию развальцовки повторяют. Недостаточный раструб при монтаже образует ненадежное соединение: утечка воды – это неприятно, утечка хладагента – опасно, так как он состоит из ядовитых фтороуглеродов.
- Затем используют трубу по назначению.
Все тонкости развальцовки медной трубки можно увидеть на видео.
Инструменты и приспособления для вальцевания
Для качественного расширения концов труб применяют специальный инструмент – механический либо с электроприводом. Использование конусов или шаблонов и ручное расширение используют только для ручной вальцовки единичных труб. Если вам предстоит провести систему отопления или водопровод, имеет смысл приобрести механический развальцовщик.
Экспандер
Экспандер – простой вальцеватель с несколькими насадками-шаблонами для обработки труб разных размеров.
Растягивает концы трубок достаточно быстро, усилие прилагается при помощи рычага, и больших физических усилий развальцовка не требует.
Качество развальцованных изделий не идеально – скорее всего, деформация будет неоднородной, растянутся более тонкие участки стенок, и раструб будет иметь разную толщину. Возможно возникновение трещин и разрывов.
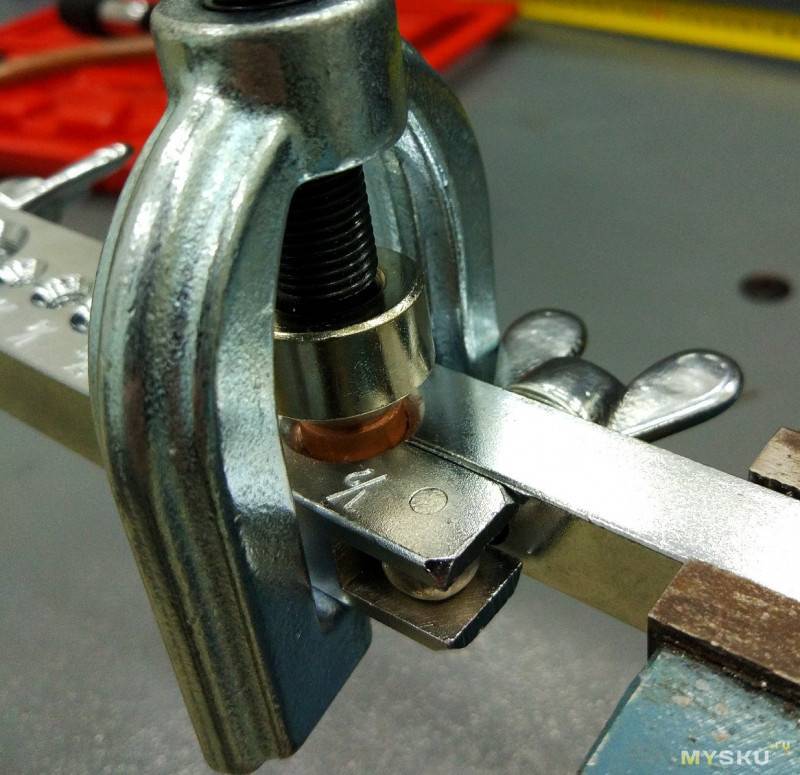
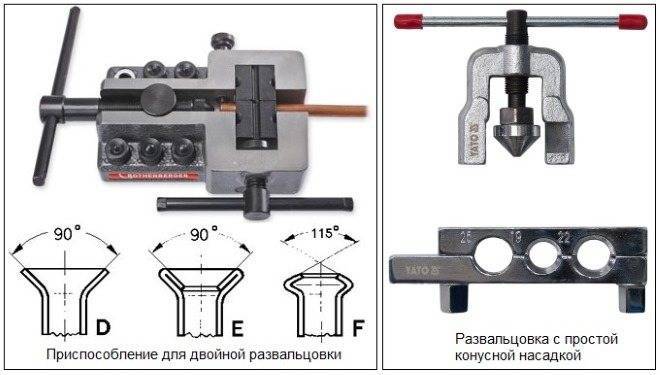
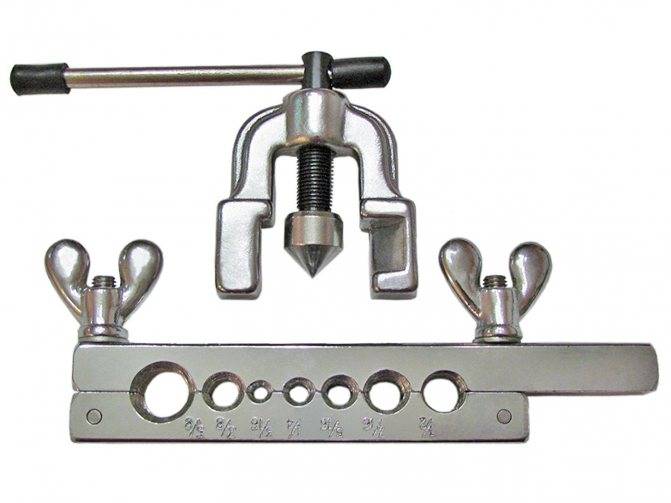
Конусный развальцовщик
Конусный инструмент – один из самых простых, обеспечивает приемлемое качество медного раструба, но хуже, чем у других видов механических развальцовщиков.
Труба фиксируется в тисках, конус вдавливается в заготовку несколько раз, каждый раз на большую глубину, затем извлекается – и так, пока не получится раструб нужной величины.
Применяют такое приспособление достаточно часто из-за его дешевизны и простоты.
Механический развальцовщик
Лучшее качество вальцовки обеспечивает развальцовщик, у которого обработка трубы производится несколькими валиками из легированных инструментальных сталей. Инструмент комплектуется набором валиков для нескольких диаметров труб.
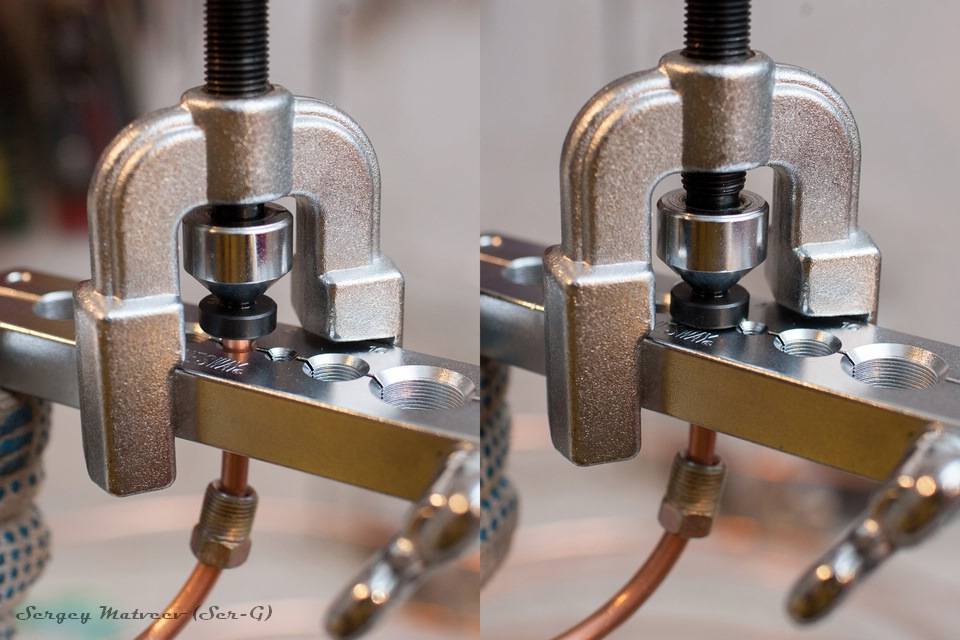
Эксцентрический развальцовщик
Распространенный эксцентрический развальцовщик трубок применяется для получения качественных деталей. Среди особенностей подобного варианта исполнения отметим:
- Давление передается при оказании усилия через механический элемент. Наконечник изготавливается из металла высокой твердости.
- В комплект поставки включается много различных наконечников, при смене которых можно получить поверхность различной формы.
- Стоимость подобного механизма относительно невысокая. При изготовлении могут использоваться самые различные металлы, к примеру, с высокой коррозионной стойкостью.
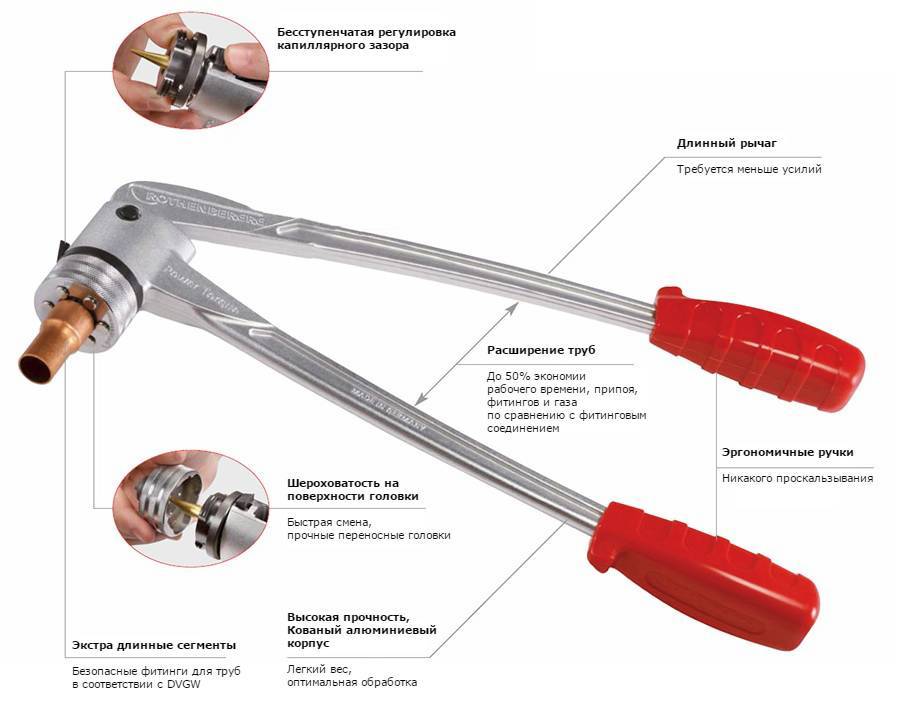
Для увеличения передаваемого усилия применяется рукоятка большой длины. Она закрепляется в специальном держателе.
Этапы развальцовки медных трубок – пошаговое описание процесса + видео уроки
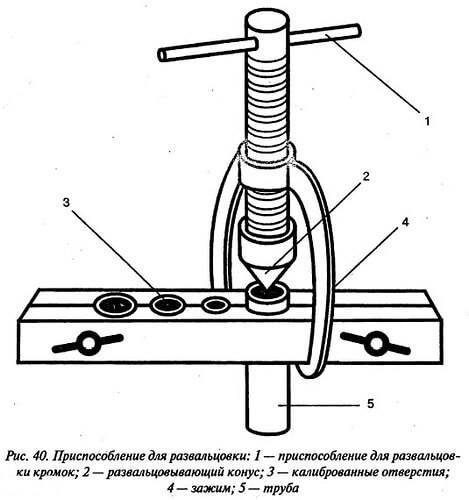
Для подготовки медной трубы к соединению понадобится специализированный инструмент, который называется развальцовкой, вальцовка, развальцовщик (более подробно про инструменты, их виды и советы по выбору, мы рассмотрим ниже). Сущность процесса заключается в приложении к концу механической нагрузки с целью придания ему определенной формы.










Как правило, это конус. При этом металл подвергается определенному удлинению за счет уменьшения толщины стенок трубы. При правильном выполнении операции не изменяется соосность элементов детали.
Для создания стыка с использованием фитинга, размер конуса должен составлять порядка 74 градусов в соответствии с требованиями ГОСТ 13954-74. При использовании оборудования или приспособлений промышленного происхождения и соблюдении всех требований техпроцесса, результат должен соответствовать приведенной схеме.
На что обратить внимание при подборе трубок;
- Не допускается разностенность (неодинаковая толщина стенок в поперечном сечении). В процессе деформации в зоне тонкой стенки растяжение выше, чем в противоположном направлении, где она может отсутствовать вовсе. При этом нарушается соосность внутреннего канала и возникает риск разрыва стенки или образования трещин в ней.
- Для развальцовки нужно использовать отожженные медные трубы. В процессе отжига изменяется кристаллическая структура материала, и он становится более пластичным.
- Для соединения медных трубок используются изделия с толщиной стенки не менее 0,8 миллиметра.
- На торцах, подвергаемых развальцовке, не должно быть механических повреждений, они должны быть строго перпендикулярны продольной оси. Для обеспечения этого параметра следует торцевать конец трубы с использование специального инструмента – трубореза.
- Для развальцовки используются насадки различных размеров, соответствующих стандартным требованиям, как для резьбовых соединений, так и под пайку. Если приобретается оснастка, произведенная в азиатских странах, необходимо проверять ее на соответствие нашим стандартам, в противном случае нестыковка неизбежна.
Нужно также обращать внимание на состояние инструмента для развальцовки медных трубок. Раздача производится пуансоном
Перед началом работы его нужно тщательно очистить от пыли и загрязнений.
Как развальцевать тормозную трубку, развальцовка, как сделать тормозную трубку, медную трубку.
Watch this video on YouTube
Если этого не сделать, твердые частицы могут нанести поверхности медной трубы повреждения, которые в дальнейшем преобразовываются в трещины. Кроме того, неровности становятся причиной образования протечек.
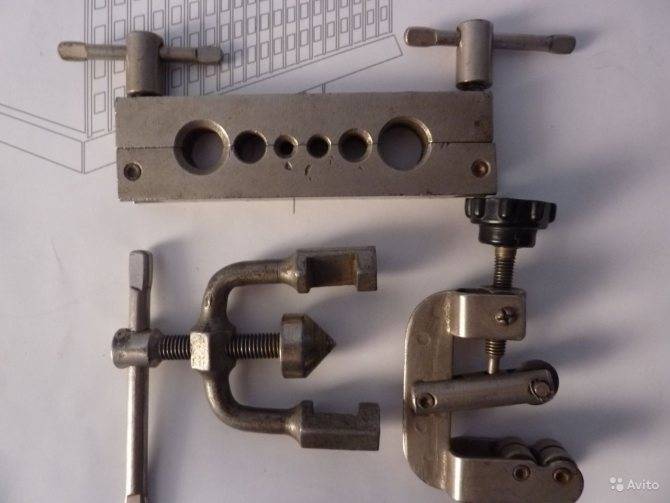
Работа производится с использованием специального приспособления для развальцовки трубок из меди, которое оснащается удерживающим устройством, калиброванным под каждый стандартный размер сменными губками. Рабочий орган – пуансон – также может быть сменным по такому же принципу.
Перемещение пуансона производится вручную винтом. Контроль процесса развальцовки медной трубки производится визуально.
При использовании для этой цели механизированных приводных расширителей, развальцовка осуществляется вращающимся держателем с раскатывающим роликом. Процесс производится введением шпинделя в отверстие трубки.
Смотреть видео
Развальцовка медных трубок для начинающих
Watch this video on YouTube
Более толстые участки раскатываются в большей степени, тонкие – меньше. В результате такой прокатки улучшаются механические свойства материала, что способствует надежности и прочности стыка.
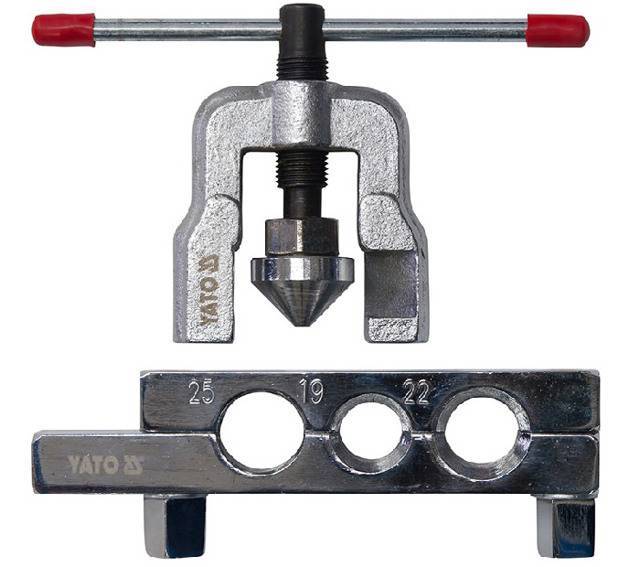
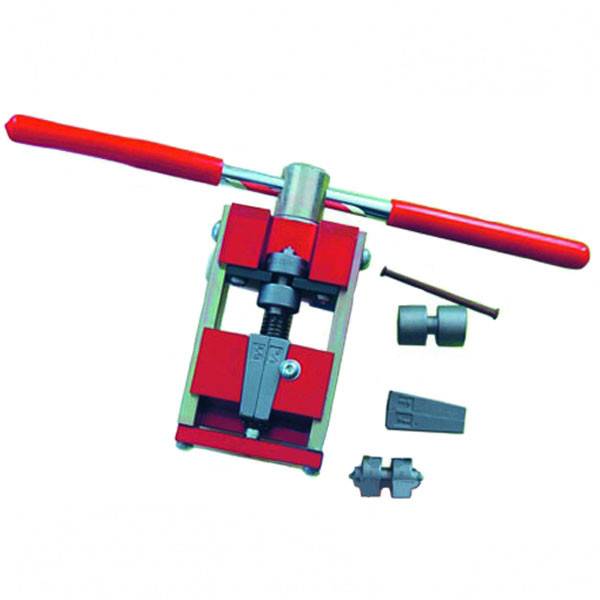
Для домашнего хозяйства практичны наборы для развальцовки медных трубок, включающие в себя удерживающее устройство и комплект оснастки для различных их размеров.
В конечном итоге этапы развальцовки можно представить следующим образом:
- Зачистить конец медной трубки, предназначенный для обработки.
- Надеть на деталь специальную муфту.
- Закрепить трубку в зажимном устройстве.
- Установить пуансон нужного размера.
- Вращая ворот довести рабочий винт до упора.
- Извлечь деталь из приспособления, проконтролировать качество выполненной операции.
Смотреть видео
Развальцовка тормозной трубки.
Watch this video on YouTube
Разбортовка — конец — труба
Разбортовка конца трубы у тонкостенных стальных, медных и латунных труб делается в горячем состоянии. После разогрева конца трубы до 800 — 900, ее зажимают в приспособлении, и с помощью гладилок производится отбортовка первого конца трубы. Перед отбортовкой второго конца надевают окончательно обработанные фланцы, после чего производят дальнейшую отбортовку. По толщине стенка должна быть одинаковой, не иметь трещин, надрывов, больших забоин и морщин. Разбортовка конца трубы производится горячей штамповкой в специальном приспособлении. Соединение применяется при изготовлении аппаратов и арматуры из винипласта; в монтаже санитарно-технических устройств оно имеет ограниченное применение.




Разбортовку концов труб выполняют горячей штамповкой в специальном приспособлении.
Разбортовку конца трубы ( раздачу конца трубы на конус) выполняют с целью увеличить главным образом прочность соединения, хотя при разбортовке в какой-то степени повышается и его плотность. Разбортованный участок трубы должен начинаться сразу же у наружной кромки гнезда ( рис. 8.8), тогда его сопротивление вырыванию будет суммироваться с сопротивлением развальцовки. Разбортовку следует выполнять одновременно с развальцовкой, так как специальная разбортовка приводит к ухудшению качества вальцованного соединения, потому что после этого требуется вторичная подвальцовка, которая в свою очередь может привести к ухудшению качества разбортовки. На практике стараются максимально раздать конец трубы без образования трещин. Длинарыступающего из гнезда конца трубы обычно не более 10 мм.
Разбортовку конца трубы ( раздачу конца трубы на конус) выполняют с целью увеличить главным образом прочность соединения, хотя при разбортовке в какой-то степени повышается и его плотность. Разбортованный участок трубы должен начинаться сразу же у наружной кромки гнезда ( рис. 8.8), тогда его сопротивление вырыванию будет суммироваться с сопротивлением развальцовки. Разбортовку следует выполнять одновременно с развальцовкой, так как специальная разбортовка приводит к ухудшению качества вальцованного соединения, потому что после этого требуется вторичная подвальцовка, которая в свою очередь может привести к ухудшению качества разбортовки. На практике стараются максимально раздать конец трубы без образования трещин. Длина выступающего из гнезда конца трубы обычно не более 10 мм.
Разбортовку конца трубы ( раздачу конца трубы на конус) выполняют с целью увеличить главным образом прочность соединения, хотя при разбортовке в какой-то степени увеличивается и его плотность.
Как было сказано, разбортовка конца трубы делается с целью повышения прочности вальцовочного соединения.
Развальцовку труб проводят с разбортовкой конца трубы .
Для повышения прочности, а также плотности развальцовка выполняется с разбортовкой конца трубы . Длина разбортованного конца трубы примерно равняется толщине стенки трубы. Колокольчик разбортовки должен начинаться сразу же у кромки отверстия, иначе разбортовка не будет иметь эффекта. Чтобы основание колокольчика не повреждалось острым углом кромки отверстия, в отверстии снимается фаска размером 1 — 2 мм.
Развальцовка — это процесс по частичному изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра путем заданной деформации металла.
Технология развальцовки
Что представляет собой развальцовка (иначе процесс называют «разбортовкой») медных трубок? Это механическое увеличение размера торца трубы с одновременной деформацией формы края.
Манипуляцию возможно выполнить благодаря тому, что мягкий металл способен менять форму под внешним воздействием. При этом площадь трубки увеличивается, а толщина на месте формования уменьшается. Воздействие оказывается, чтобы сделать на конце прямой трубки раструб необходимой формы и диаметра, который позволит соединить ее со второй деталью.
Развальцовку можно применять для труб, выполненных практически из чего угодно, не только меди. Чаще это сложно сделать по техническим причинам, кроме того, результат не покрывает затраченных сил.

Тем более, сегодня в открытой продаже можно найти подходящие элементы, изготовленные в заводских условиях. Разбортовка обычно используется в бытовых ситуациях, где применяется для трубок из меди, поскольку с ними легко работать из-за природных свойств самого материала.
Трубки стыкуют методом сваривания или муфтой. Выбор способа (фитинговый, сварка) определяет характер первоначальной обработки краев трубки.
Сварка предполагает постепенное увеличение отверстия до того момента, пока оно не станет больше размера наружного элемента на пару десятых миллиметра. Пространство между деталями при спаивании заполнится припоем, что обеспечит крепость соединения.
Если речь идет о фитинговом способе, то трубку сначала также вальцуют до нужного размера, а потом еще делают на ней фаску. Это дает большую площадь контакта, за счет чего достигается лучшая стыковка. Характерная пластичность, гибкость, присущие меди, только помогают, так как позволяют плотно обхватить деталь по всей площади соединения и заполнить образовавшиеся пустоты.
Грамотный выбор инструментария
Профессиональные приборы от известных брендов отличаются повышенной стоимостью и смогут окупиться только при их коммерческом использовании. Если же в доме нужно установить единовременно холодильное оборудование, кондиционер, заменить участок системы отопления или водоснабжения – лучшим и оптимальным выбором станет бюджетная (даже не автоматическая) механическая модель. Она обеспечит достаточное качество обработки труб – при надлежащей сноровке раструбы получатся с одинаковыми стенками, без трещин, с гладкой поверхностью. В любом случае, подобные приборы предпочтительнее покупать в специализированных строительных магазинах или электронных площадках. Обязательно в комплекте к прибору должен идти сертификат соответствия и гарантия продавца.







Самостоятельная развальцовка
Более дешёвым способом является производство самодельного аппарата, а не приобретение набора для развальцовки тормозных трубок. При стремлении и минимальном умении работать руками ничего трудного в этом нет. Для начала следует сделать основание (станину) для крепления частей. Можно составить её из двух металлических уголков. Порезать уголки необходимой длины шлифующей машинкой, высверлить в них 2 отверстия для крепления болтами. Это совершается за 15 минут.
Собрав станину, необходимо сделать отверстия под трубку и убрать фаски на сверлильном станке или дрелью. Наиболее сложным является производство пуансонов (оправок). Можно заказать их токарю.
Если вы решите приобрести набор для развальцовки патрубков, не стоит брать самые дешёвые имеющиеся на рынке альтернативы. Да, можно брать приспособления рублей за 800, однако они наверняка будут одноразовыми частями. Определено, что более или менее высококачественный набор для развальцовки трубок не может стоить дешевле 2000 рублей, а то и дороже.
Зачастую тело трубки остаётся целое, но структура ее головки разрушается. Могут быть и прочие виды поломок:
- коксование резьбы в результате попадания на неё жидкости;
- загрязнение соединений и т. д.
В подобных ситуациях, в случае если позволяет протяжённость, можно попросту отрезать специальным инструментом дефектную часть. Можно сменить трубку целиком, если реализовать следующий ремонт.
Порядок работ
Труборезом отрезается необходимый кусок трубки.
Она прижимается держателем так, чтобы край выступал за него на 5−6 мм.
Взамен конуса устанавливается штамп, соответствующий по сечению трубке.
Внутренняя кромка трубы зачищается чем-то заострённым, вполне сгодится и обыкновенный ножик.
Торец немножко подпиливается напильником.
Надевается штуцер. Резьба гайки должна быть ориентирована к концу трубки, а не к ее телу.
Печать вкручивается с расплющиванием окончания трубки. Здесь главное — не переусердствовать и не плющить очень глубоко.
Штамп сбивается, и вместо него устанавливается конус
Его необходимо вкручивать осторожно и без перекосов.
Итогом должна стать окольцованная гайкой трубка с держателем на конце.
Отделанная трубка устанавливается вместо сломанной части, в систему заливается тормозная жидкость, далее прогоняется по ней.
Автомобиль и система испытываются на неполадки.
Выяснив, как самостоятельно развальцевать патрубки, обеспечьте себя минимальным количеством аналогичных работ на будущее. Для этого установите на специальное место медную трубку. Уверяем, что вспоминать о развальцовке вам нужно будет гораздо реже. Даже при весьма активной эксплуатации машины ранее чем через 3 года она вам не потребуется.
Плюсы и минусы самостоятельной развальцовки
К плюсам самостоятельной развальцовки можно причислить то, что не нужно платить кому-то за работу.
Из минусов нужно отметить то, что ваш механизм может понадобиться всего раз. Исключение, если вы приобретаете подержанные авто с огромным пробегом, которые находились в плохих, негативных обстоятельствах либо были в авариях, и достаточно часто их меняете.
Делать ремонт по инструкции самому либо поручить профессионалам, приходится решать персонально, однако следить за состоянием всей тормозной системы и патрубками необходимо постоянно.
Итак, подводя итог, можно отметить, что работа по развальцовке патрубков не очень трудоёмкая и сложная. Нужно понимать, что большую часть ремонтных работ стального друга можно с лёгкостью выполнять и самостоятельно. А это весьма существенно, ведь, устраняя неисправность своими руками, можно не только сэкономить денежные средства, но и осуществить работу лучше любого автослесаря. Главное — соблюдать инструкции.
ПРОБЛЕМА:1. Низкое качество топливных шлангов (комплект шлангов ВАЗ 2112 — через 7-9 месяцев начинаются трескаться)
2. Так как топливная система от Нормы-Авто является сборной солянкой от нескольких марок машин, то в результате большое количество соединений, особенно под капотом, которые снижают надежность.










Результаты утечки топлива могут быть плачевны Sega544 www.drive2.ru/l/6968575/
1. Изготовить топливную магистраль из медной трубки с минимумом соединений2. Перенести фильтр тонкой очистки из под капота к бензобаку3. Заодно решил поменять штатный топливный фильтр от переднеприводных ВАЗов на фильтр от УАЗ Патриота.
1.1 Для работы с медной трубкой были куплены следующие инструменты:— набор для вальцовки метрических трубок (китай)





