

Виды резьбомеров и их особенности
В силу того, что существует два основных вида резьбы — дюймовая и метрическая, то не сложно догадаться, что инструменты для ее определения бывают двух типов:
Метрический — предназначен исключительно для работы с заготовками, имеющие метрическую резьбу. Прибором выполняется измерение шага и профиля нарезки, диаметр которой составляет от 1 до 600 миллиметров. В конструкции инструмента присутствует до 20 гребенок, которые представляют собой стальные пластины с зубьями. При помощи этих пластин можно определить шаг нарезки от 0,4 до 7 мм. Называется такой прибор метрическим резьбомером, так как с его помощью осуществляется определение шага и профиля уже имеющейся на заготовках метрической резьбы. Приборы позволяют оценить правильность изготовления таких креплений, как гайки, болты, шпильки и т.п. Отличаются метрические приборы простой конструкцией изготовления, высокой прочностью, а также соответствующей маркировкой на корпусе в виде «М60». Сфера применения инструмента — машиностроение, приборостроение и т.п.
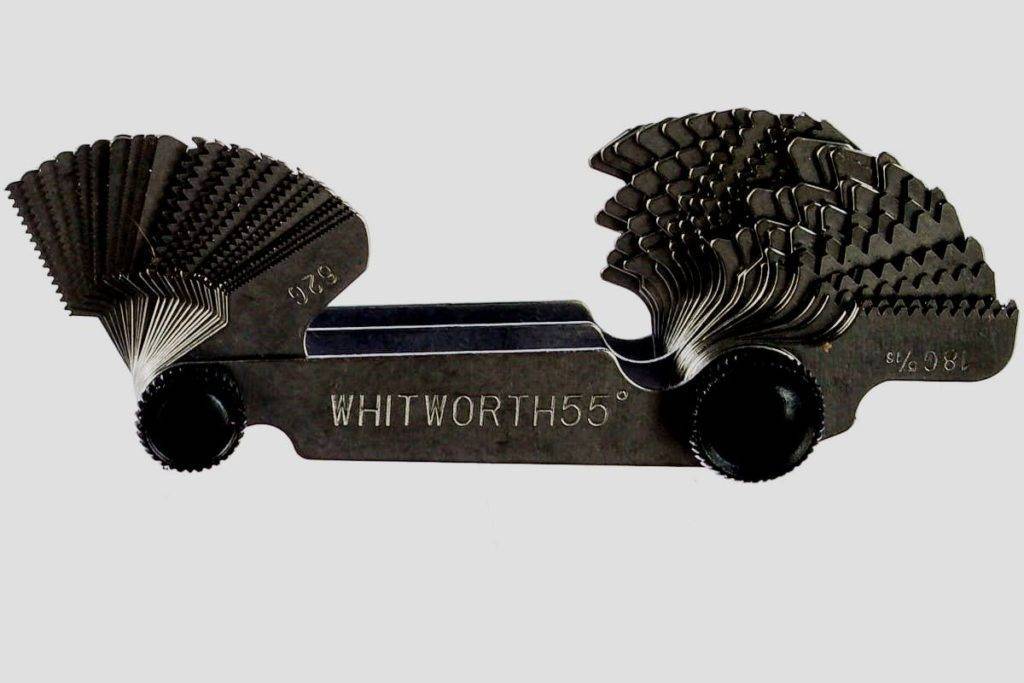
Дюймовый — предназначен только для работы с дюймовыми типами нарезок. Применяется прибор в сфере радиоэлектроники, авиастроении, сантехнике, а также при производстве различных станков. В наборе дюймового резьбомера присутствует 17 пластин с соответствующими зубьями, которые отличаются от метрического прибора углом расположения. Самая маленькая гребенка оснащена 28 витками, а самая большая имеет 4 грани. Определение шага осуществляется по количеству нитей на 1 дюйм. Отличительная особенность дюймового инструмента в том, что на корпусе присутствует маркировка в виде «Д55». В домашнем хозяйстве дюймовые резьбомеры применяются при работе с сантехническими приборами
Трапецеидальный — специальный прибор, предназначенный для работы с трапецеидальными типами нарезок. Другое название этого прибора Т-резьбомер
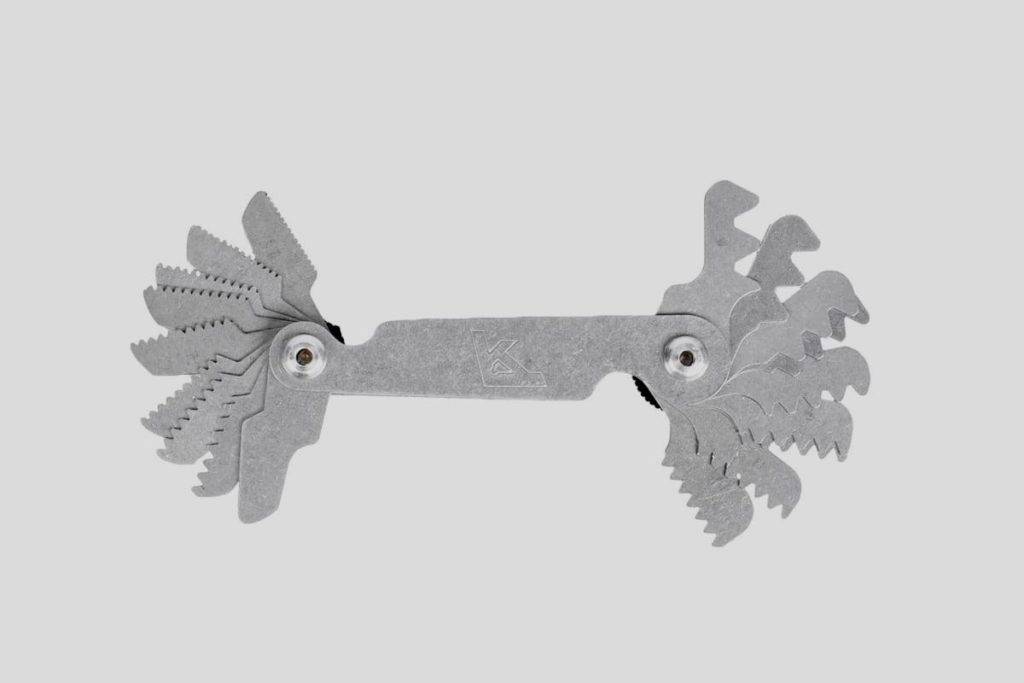
Универсальные — приборы, на которых присутствуют пластины для калибровки дюймовой и метрической резьбы. Такие приборы позволяют одновременно работать с разными типами нарезок, что особенно актуально в слесарном деле
Когда известно, какие виды резьбомеров бывают, остается разобраться в вопросе их правильного применения. Если не знаете, как пользоваться резьбомером, тогда разберемся в порядке определения шага резьбы детально.
Как самостоятельно измерить шаг резьбы?
Иногда возникает необходимость измерения шага резьбы у имеющихся резьбовых соединений. Приходится использовать самые разные приспособления для выполнения подобной операции со специальным приспособлением и без резьбомера. Способов узнать значение шага несколько, освоить их несложно. Здесь показаны способы измерений шага резьбы:
Использование линейки
- Нужно взять линейку.
- Положить болт (винт).
- Померить расстояние между пятью (десятью) витками.
- Разделить на количество канавок.
- Полученный результат нужно округлить до ближайшего стандартного.
Если для наружных резьб подобный способ подходит, то для внутренних может оказаться сложным вставить линейку внутрь отверстия. Поэтому приходится предпринять дополнительные действия.
Пластилиновый слепок
- Из пластилина (воска, парафина, стеарина) нужно скатать колбаску, которая будет соответствовать отверстию.
- Охладить заготовку. При наличии холодильника задача упрощается. Если нет, то на некоторое время оставить в тени, чтобы заготовка приобрела твердость.
- Ввернуть колбаску в резьбу. Стараться сильно не согревать дыханием и пальцами.
- Вывернуть наружу. Теперь на руках появилось «зеркальное» отражение резьбы. Остается измерить стержень так, как описано выше.
Использование бумаги
Бывает так, что сама резьба довольно загрязнена. Поэтому разглядеть, сколько витков, сложно. Поэтому используют метод «бумаги».
- Небольшой фрагмент бумажки берется в руки.
- По резьбе проводится так, словно заворачивается или отворачивается предмет.
- На листе остаётся оттиск.
- Нужно посчитать количество витков и замерить расстояние штангенциркулем или линейкой.
Использование резьбомера
В специализированных магазинах можно приобрести резьбомер. Количество измерительных пластин у этого устройства может быть различным. Чем больше, тем удобнее использовать резьбомер.
Остается только прислонять разные пластинки, подбирая наиболее подходящий образец.
Пример определения размера шага резьбы резьбомером
Когда возникает вопрос о том, какая нужна или имеется резьба, начинать желательно с производителя. Если США и Великобритания, то можно предполагать наличие дюймовых резьб. Для отечественных европейских и китайских изделий используют метрические резьбы.
Инструкция по определению шага трапецеидальной резьбы
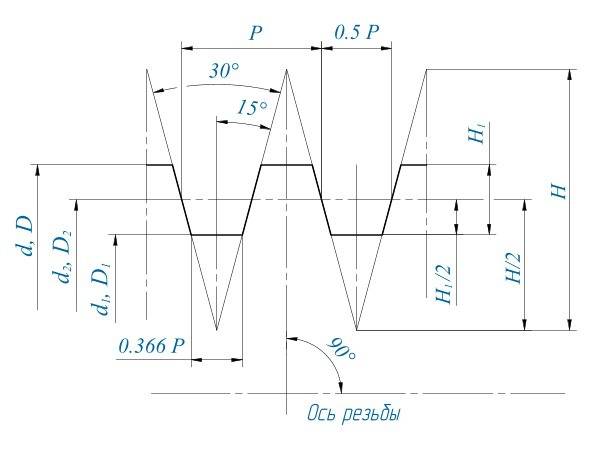
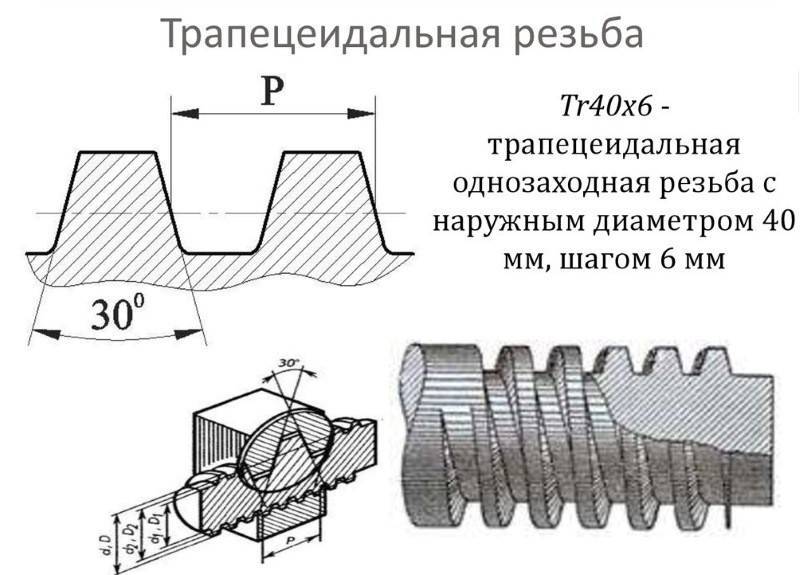
Кроме метрической и дюймовой нарезки, существует также трапецеидальная резьба. Отличается она от рассмотренных выше типов тем, что ее профиль имеет угол 30 градусов. Применяется такой тип нарезки преимущественно в конструкции механизмов, где энергия вращения преобразуется в поступательные движения. Самый яркий пример, где используется трапецеидальная резьба — это тиски.
Для обозначения такого типа нарезки применяется маркировка Tr, а шаг нарезки измеряется в миллиметрах. Если на метрической нарезке шаг представляет собой расстояние между вершинами, то на трапецеидальной — это одинаковое расстояние между зубьями. Ниже на фото буквой P обозначен шаг трапецеидальной резьбы.
Для его измерения существует специальный Т-резьбомер, который стоит дороже дюймовых и метрических приборов. Чтобы его не покупать в случае необходимости определения шага трапецеидальной резьбы, имеется соответствующий алгоритм. Для этого необходимо измерить наружный диаметр, и сравнить его с табличными значениями, получив соответствующий результат.

Таблица определения шага трапецеидальной резьбы
Это интересно!В конструкции тисков используется трапецеидальная резьба, поэтому ее не стоит путать с метрической и дюймовой.
Длина резьбы: болты гайки 8.8, 10.9 высокопрочные
Длиной резьбы называют длину участка поверхности, на котором образована резьба, включая сбег резьбы и фаску. Как правило, на чертежах указывается только длина резьбы с полным профилем.
Возможно изготовление болтов с длинной резьбы: стандартной, полной, без резьбы. Длина резьбы:
| Стандартная | Стандартная длина резьбы болтов одной размерной группы одинакова вне зависимости от длины болтов При обозначении параметров болта стандартная длина резьбы не указывается. Стандартная резьба повсеместно используется в крепежных соединениях |
| Полная | Полной называется резьба до головки болта При обозначении параметров болта указывается дополнительно используется, когда крепеж или болт вкручивается в тело; при установке хомутов сантехнического оборудования; при стягивании материалов различной толщины. |
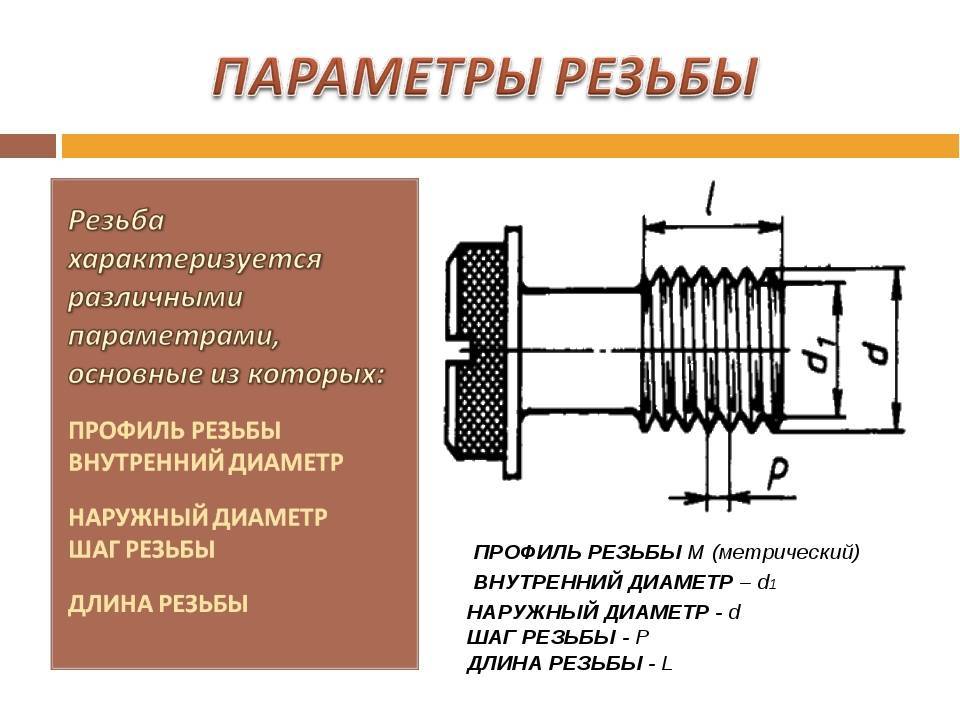
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
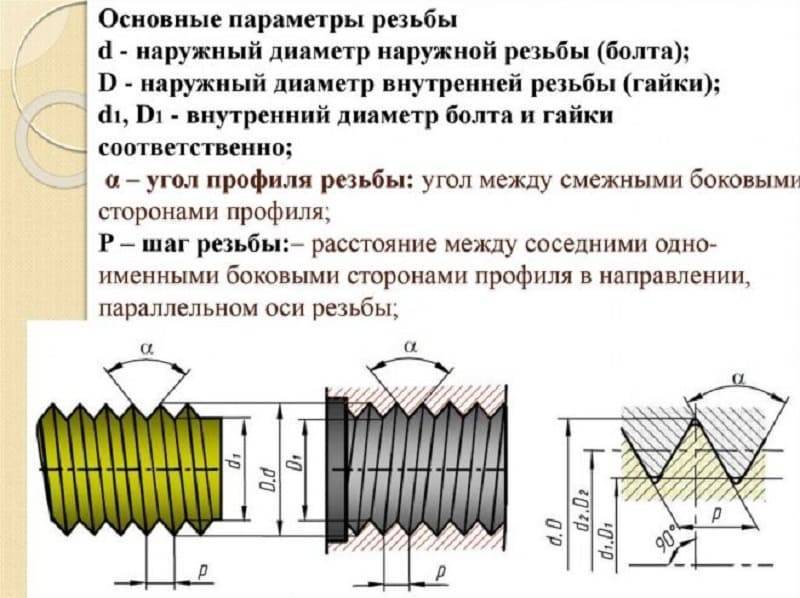
| D… Номинальный наружный диаметр внутренней резьбы (гайка) d… Номинальный наружный диаметр наружной резьбы (болт) D/d Номинальный диаметр резьбы D2/d2 Номинальный средний диаметр резьбы D1/d3 Номинальный внутренний диаметр резьбы )> Шаг резьбы |
Значение диаметров метрической резьбы вычисляют по формулам:
D2 (d2) = D(d) — 0,6495P D1 (d1) = D(d) — 1,0825P
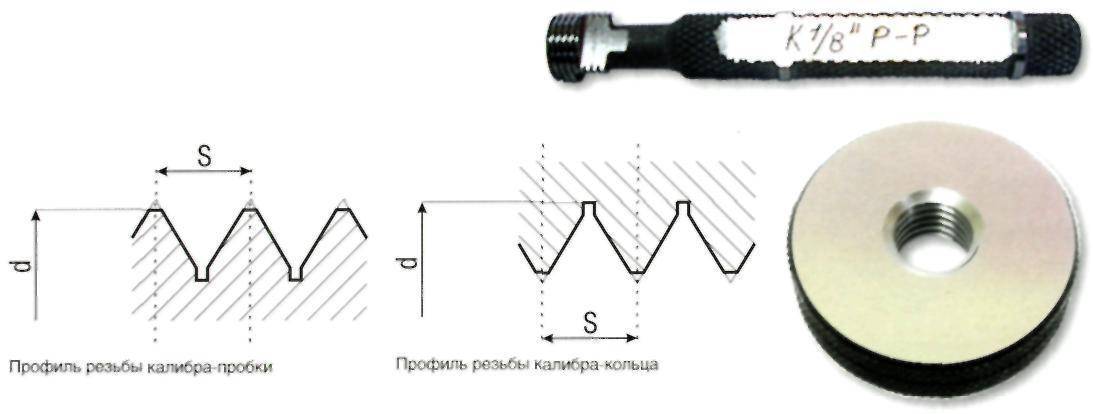
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Шаг резьбы: болты гайки 8.8, 10.9 высокопрочные
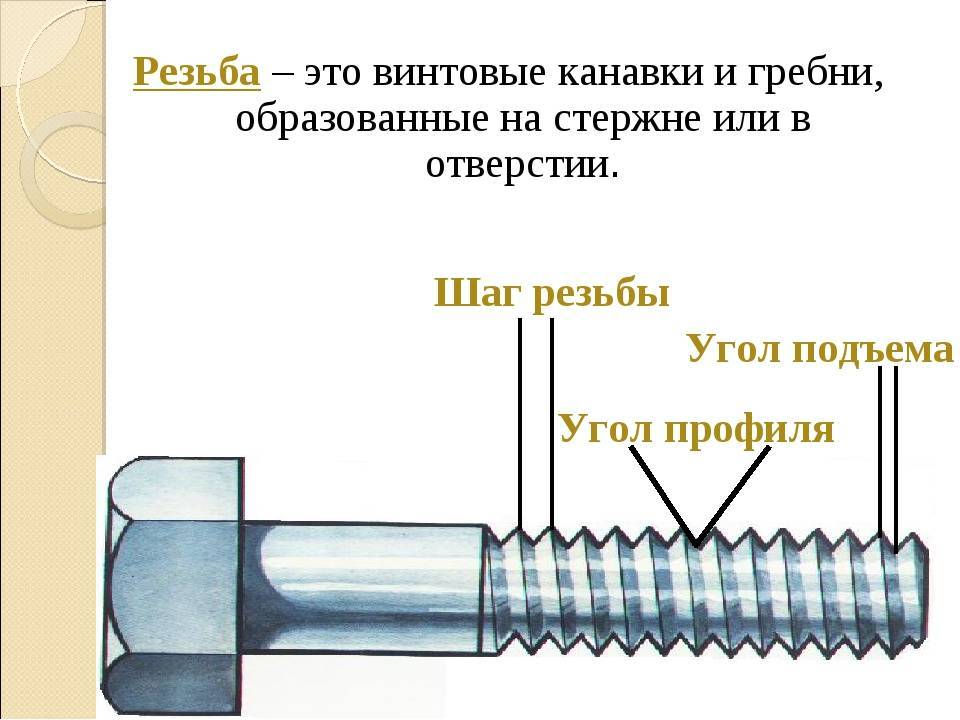
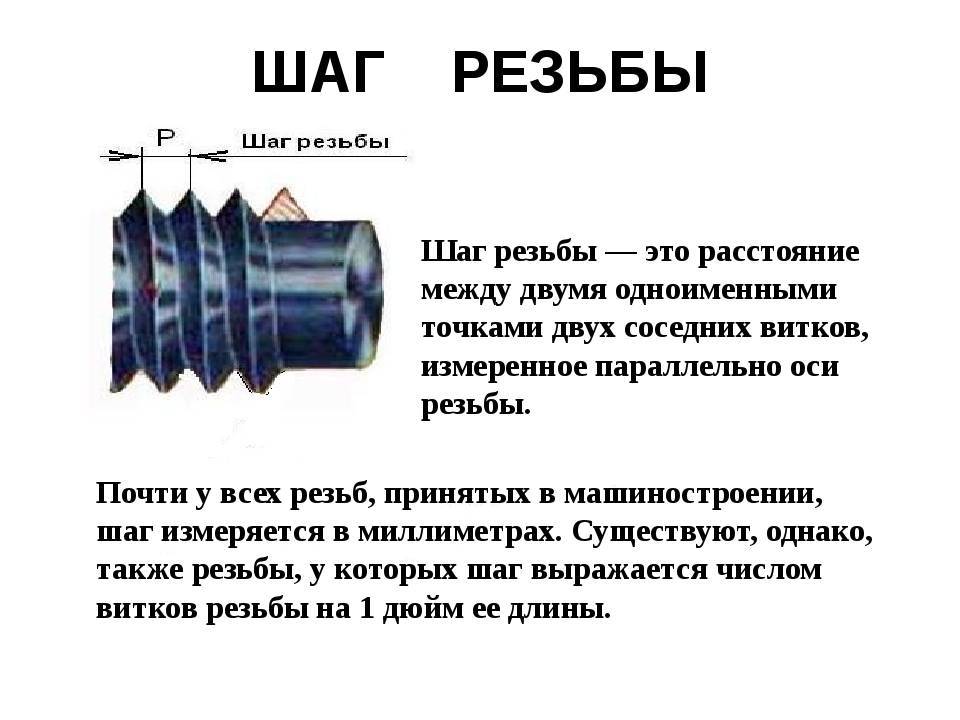
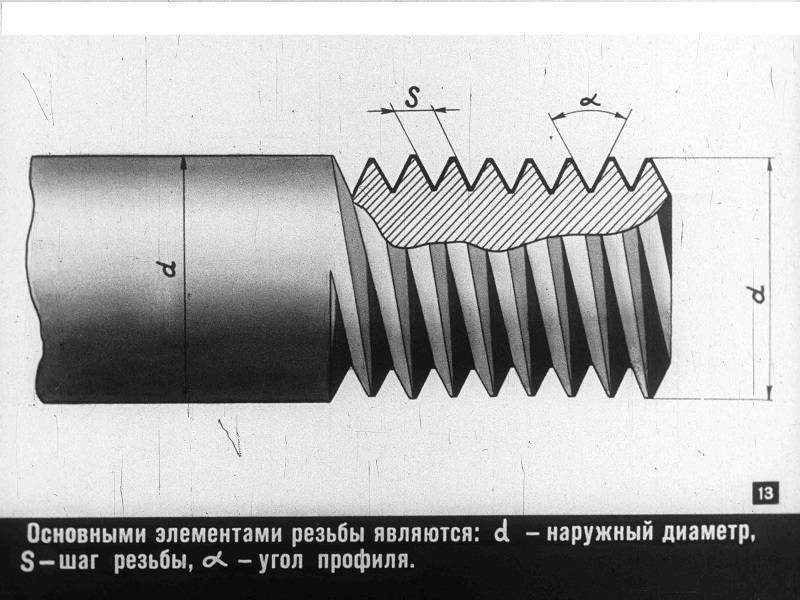
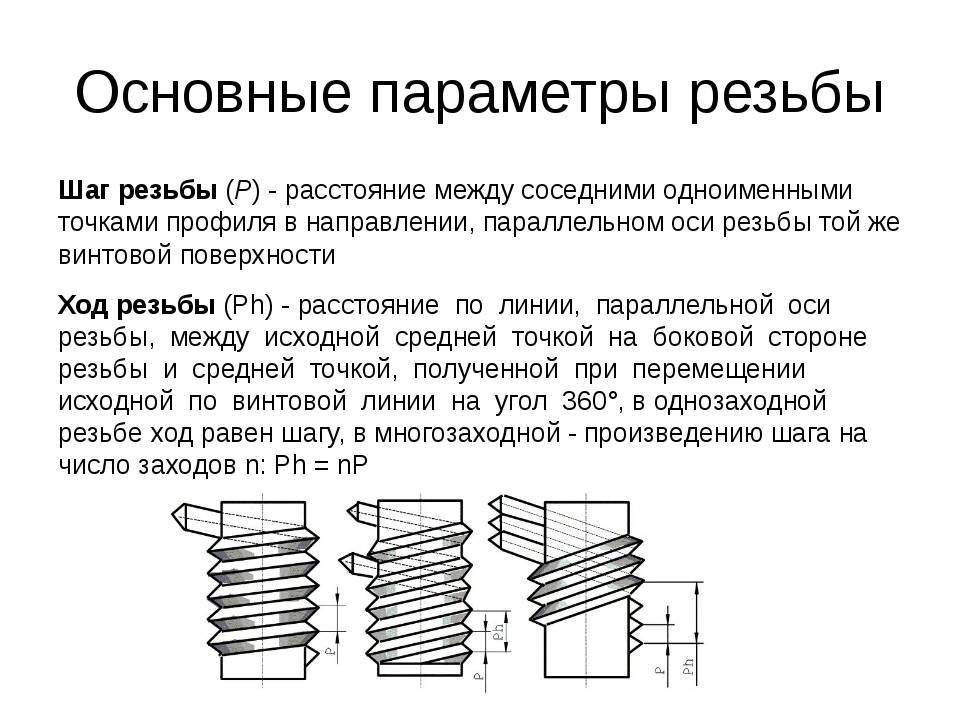
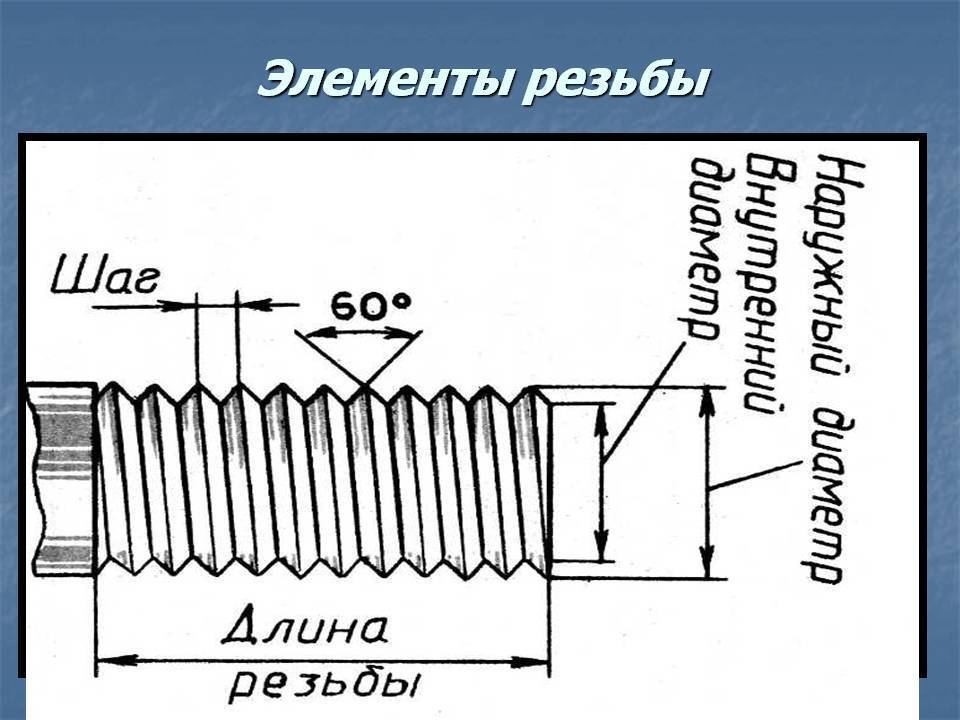
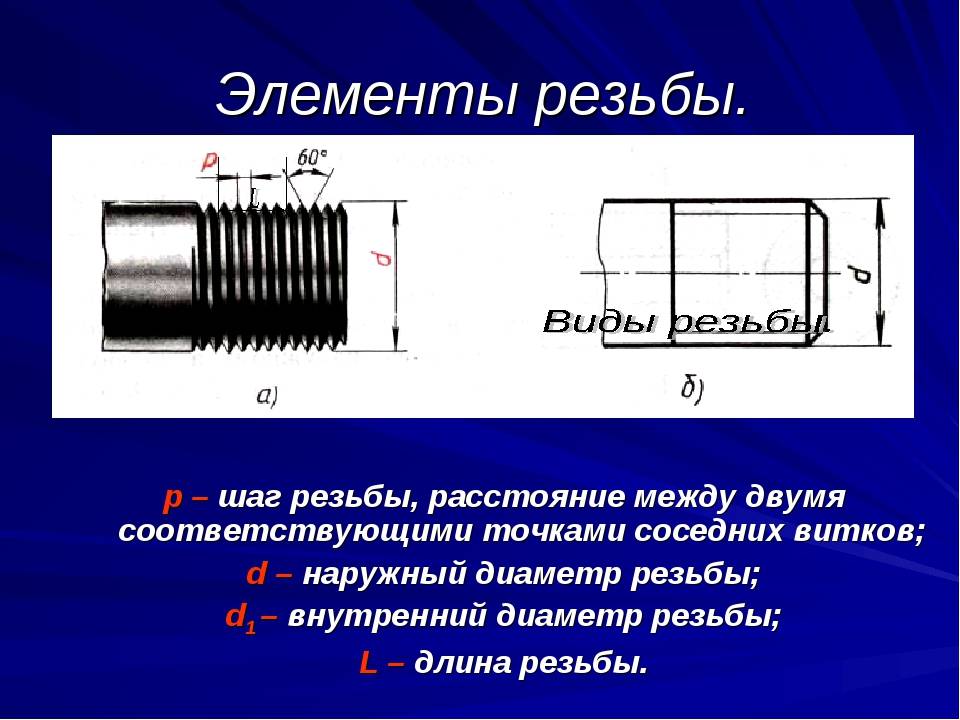
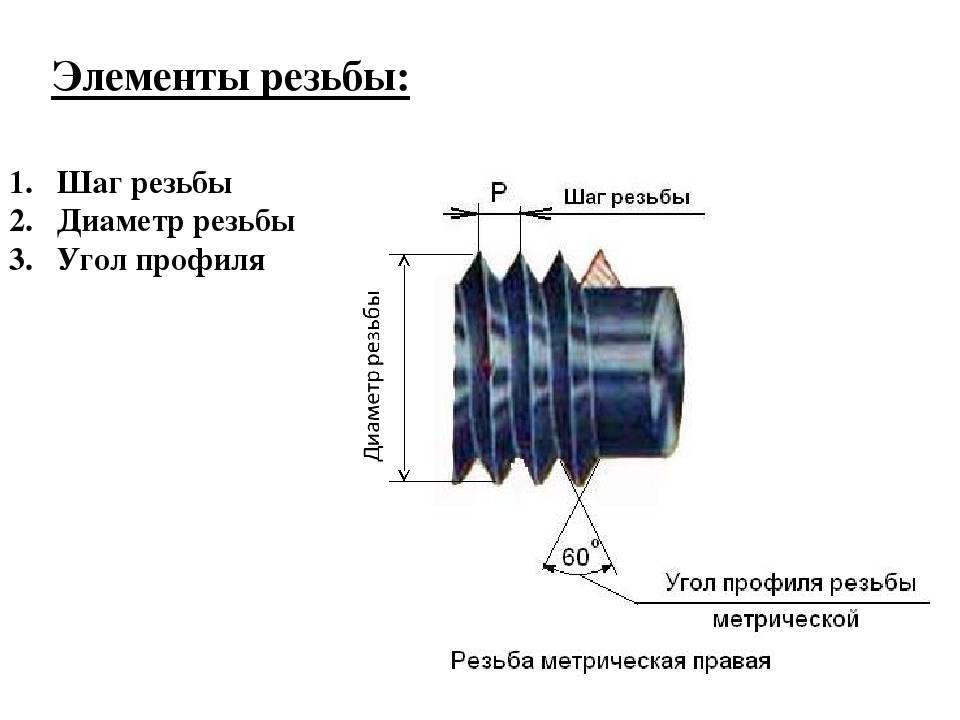
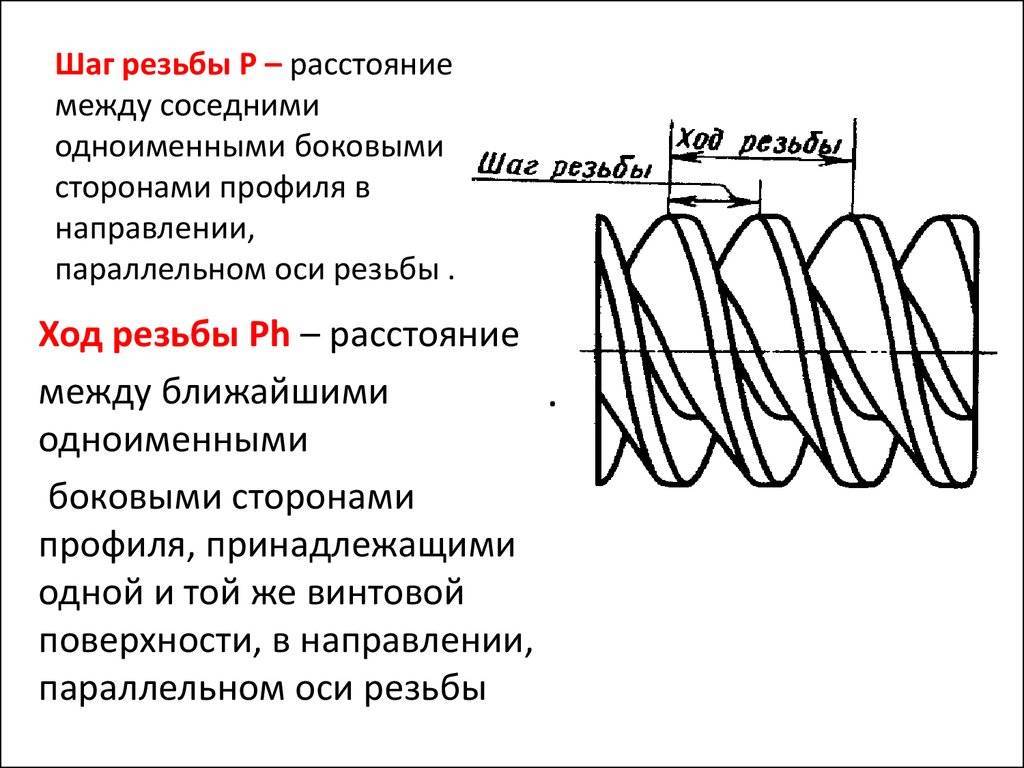
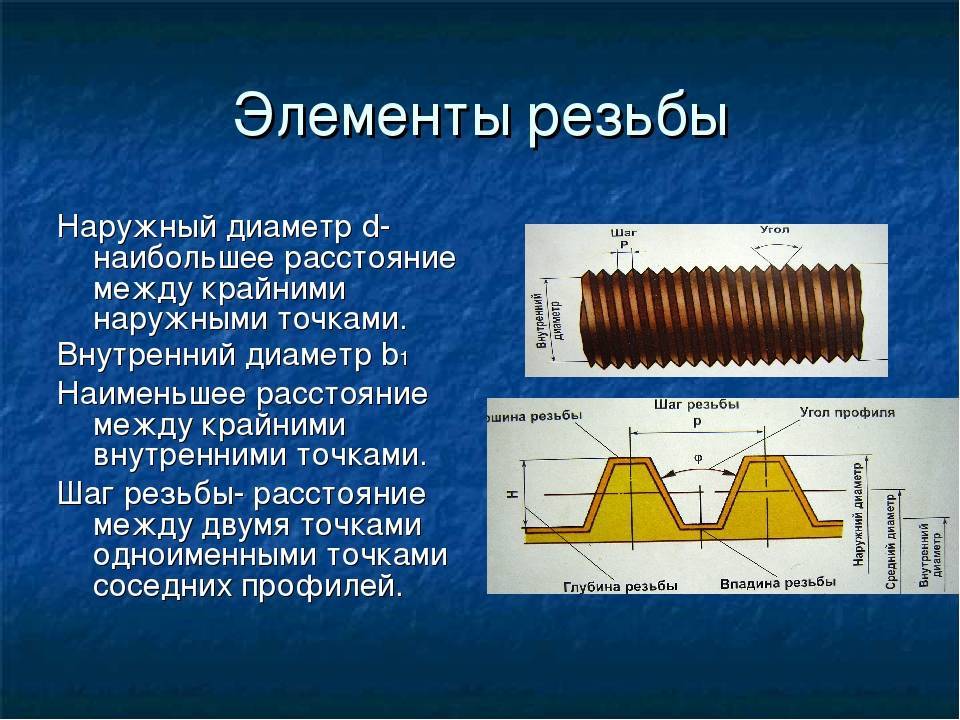
Шаг резьбы — это расстояние между двумя одноименными (т. е. правыми или левыми) точками двух соседних витков, измеренное параллельно оси резьбы.
При обозначении параметров болта шаг резьбы не указывается.
| Крупный | Для каждого номинального диаметра резьбы один из шагов принят за основной и называется крупным. При обозначении параметров болта такой шаг резьбы не указывается. Используется для большинства конструкций и механизмов во всех отраслях народного хозяйства. |
| Мелкий, особо мелкий | Меньшие по значению шаги резьбы называются мелкими или особо мелкими. Чем меньше шаг резьбы, тем ниже вероятность откручивания крепежа во время работы. Конструктивной особенностью мелких резьб является меньший угол схода, что исключает использование контргайки для фиксации деталей Ваших машин и приспособлений. Мелкий шаг резьбы позволит Вашим механизмам и конструкциям устойчиво работать в условиях вибрации и динамических нагрузок. |
| Резьба | Шаг резьбы Р, мм | |||
|---|---|---|---|---|
| Основная резьба М | Мелкая резьба М | |||
| Мелкая 1 | Мелкая 2 | Супермелкая | ||
| М 1.0 | 0,25 | 0,2 | — | — |
| М 1.2 | 0,25 | 0,2 | — | — |
| М 1.4 | 0,3 | 0,2 | — | — |
| М 1.6 | 0,35 | 0,2 | — | — |
| М 1.8 | 0,35 | 0,2 | — | — |
| М 2.0 | 0,4 | 0,25 | — | — |
| М 2.2 | 0,45 | 0,25 | — | — |
| М 2.5 | 0,45 | 0,35 | — | — |
| М 3.0 | 0,5 | 0,35 | — | — |
| М 3.5 | 0,6 | 0,35 | — | — |
| М 4.0 | 0,7 | 0,5 | — | — |
| М 5.0 | 0,8 | 0,5 | — | — |
| М 6.0 | 1,0 | 0,75 | 0,5 | — |
| М 8.0 | 1,25 | 1,0 | 0,75 | 0,5 |
| М 10.0 | 1,5 | 1,25 | 1,0 | 0,75 |
Способы измерения
Существует довольно большое количество различных способов определения шага резьбы. Все они характеризуются своими определенными особенностями, которые нужно учитывать. Распространенными способами можно назвать:
- Использование обычной линейки.
- Применение специального инструмента, который может применяться для определения рассматриваемого значения. Измеритель шага резьбы можно приобрести в специализированном магазине.
- Штангенциркуль является точным инструментом. Он применяется довольно часто по причине высокой точности и универсальности в применении.
Резьбомер
Все приведенные выше методы позволяют получить довольно точные данные. Проще всего провести измерения при применении инструмента, определяющего резьбу, но можно обойтись и обычным штангенциркулем.
Разница между дюймовой и метрической резьбой
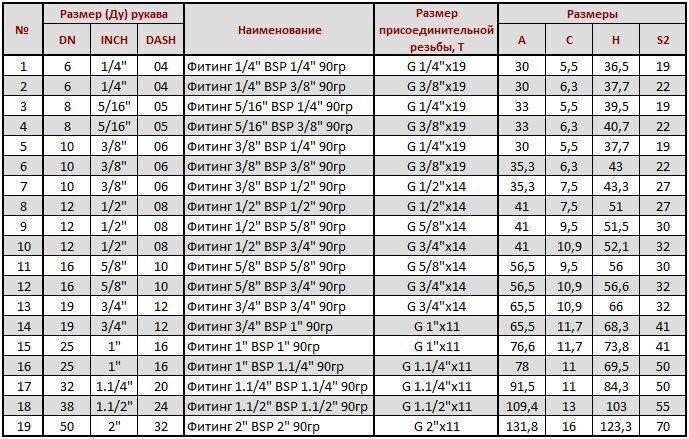
В российских изделиях может применяться резьба, величина которой выражена как в миллиметрах, так и в дюймах. Единица измерения – не единственное различие между видами нарезки. Их характеризует обозначение на корпусе или в чертеже и допустимый угол при вершине зубцов. Кроме того, дюймовая нарезка может быть английского (BSW) или американского (UNC) образца, что меняет ее размеры.
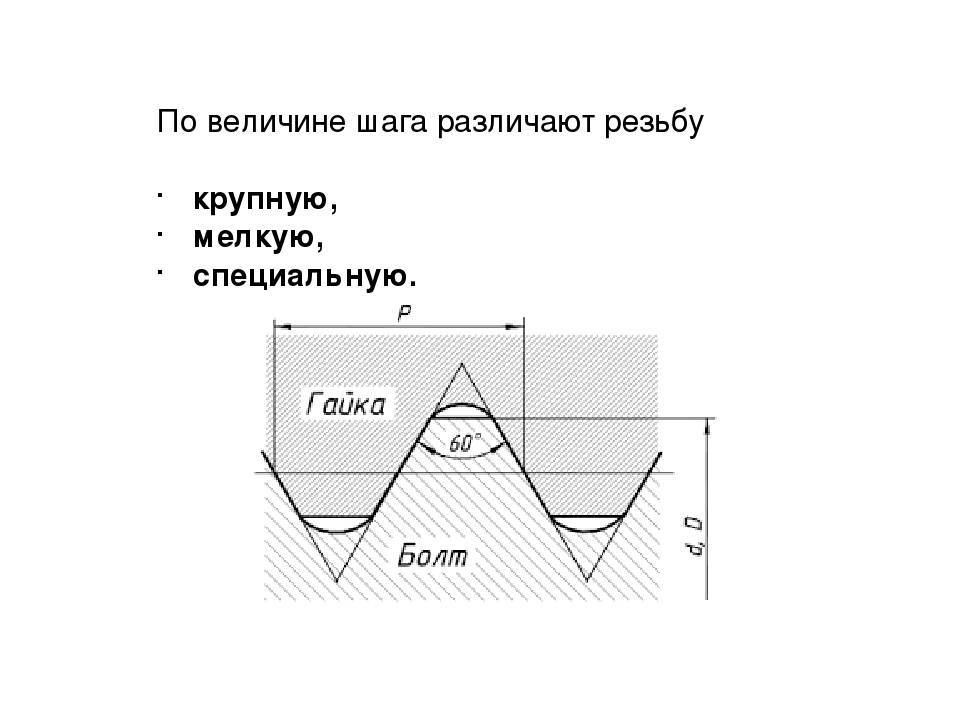
Согласно российским стандартам, в метрической системе угол при вершине витков всегда составляет 60°, а в дюймовой он может быть равен 55°. Соответственно, гребни винтовой нарезки становятся более острыми, а их число на заготовках одинаковой длины увеличивается.
Однако многие изделия, применяемые сейчас в России, изготовлены по американскому образцу, где угол при вершине выступов равняется 60°. Об этом говорит буква G, нанесенная на корпус фитинга.
Дюйм не относится к метрической системе мер. Его размер соответствует 2,54 см, т. е. 25,4 мм.
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
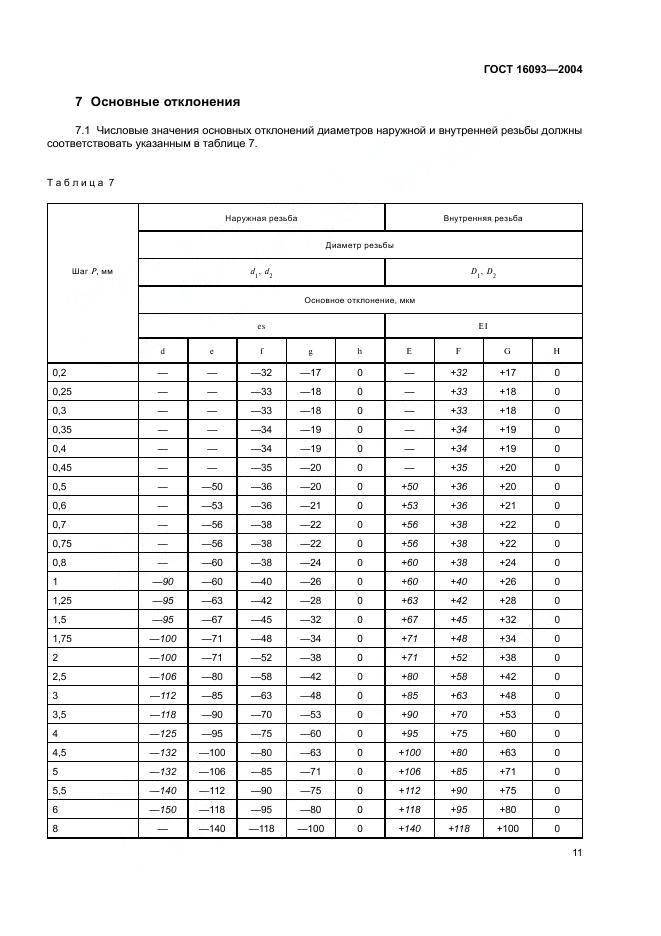
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.
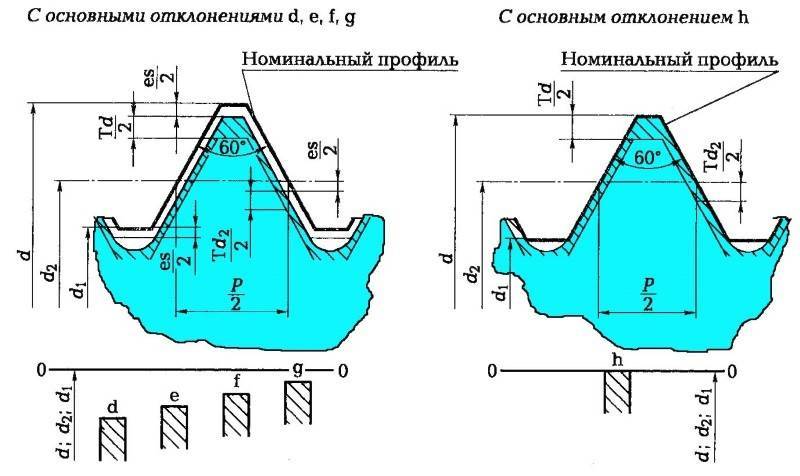
Поля допусков наружной резьбы
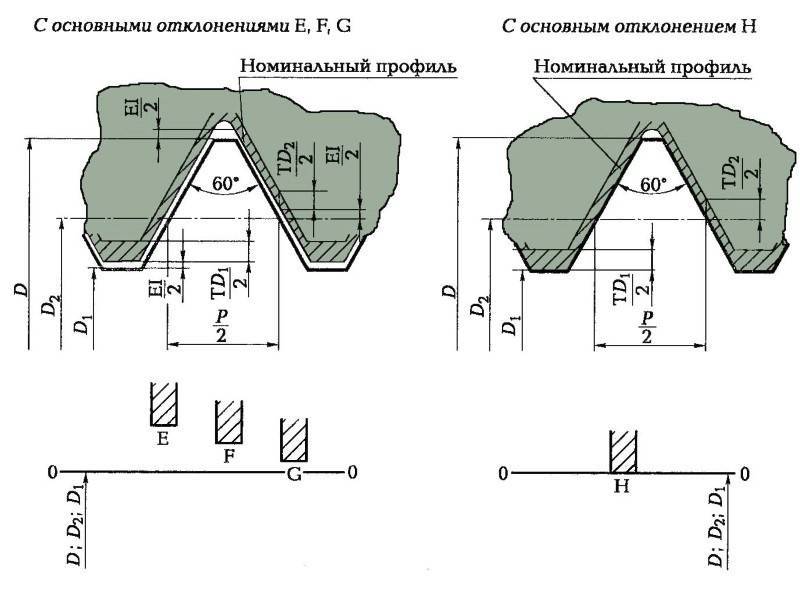
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя
Как отличить метрическую резьбу от дюймовой
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.



Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Читать также: Параллельное соединение светодиодной ленты
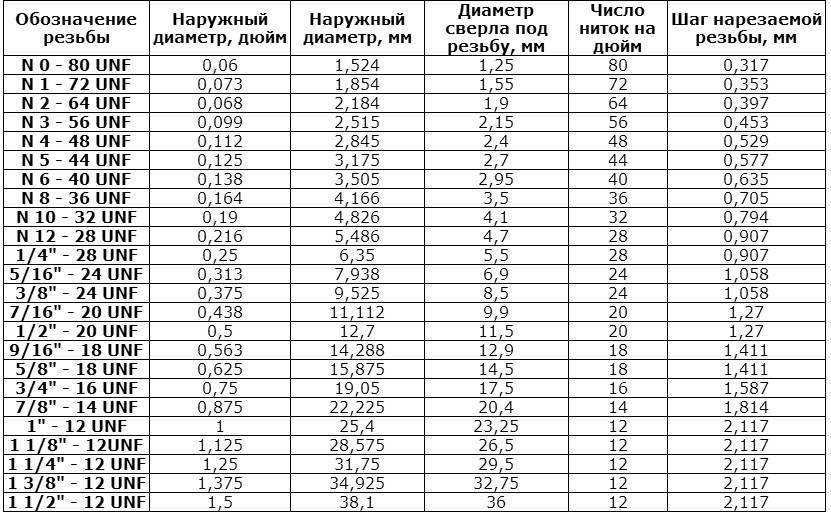
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
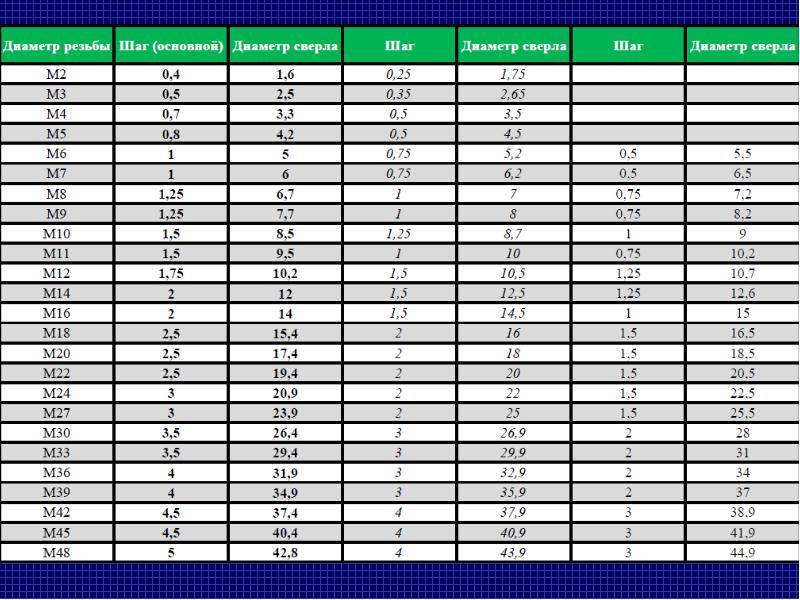
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Читать также: Номинальный диаметр резьбы винта
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
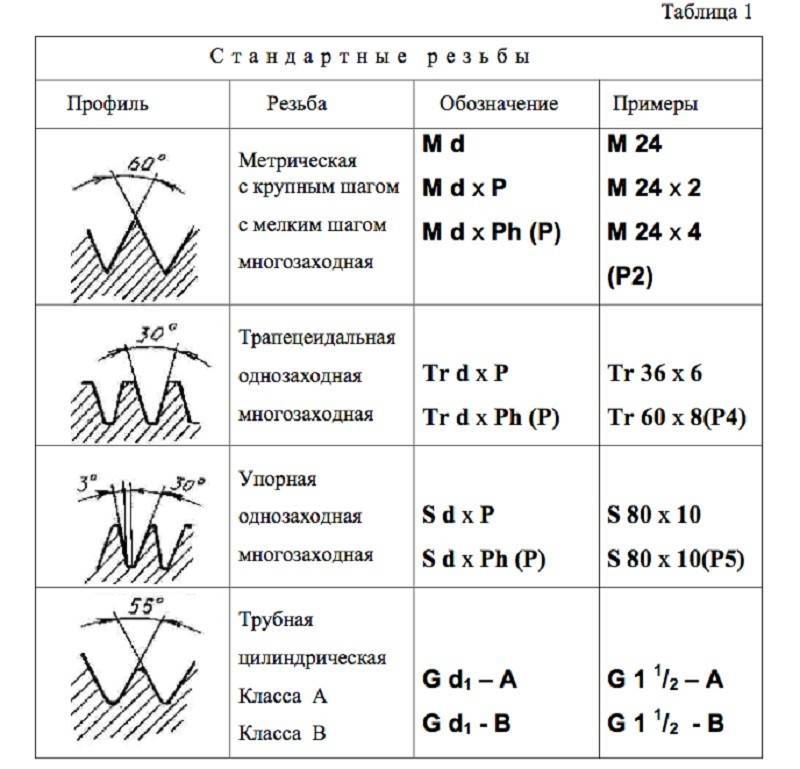
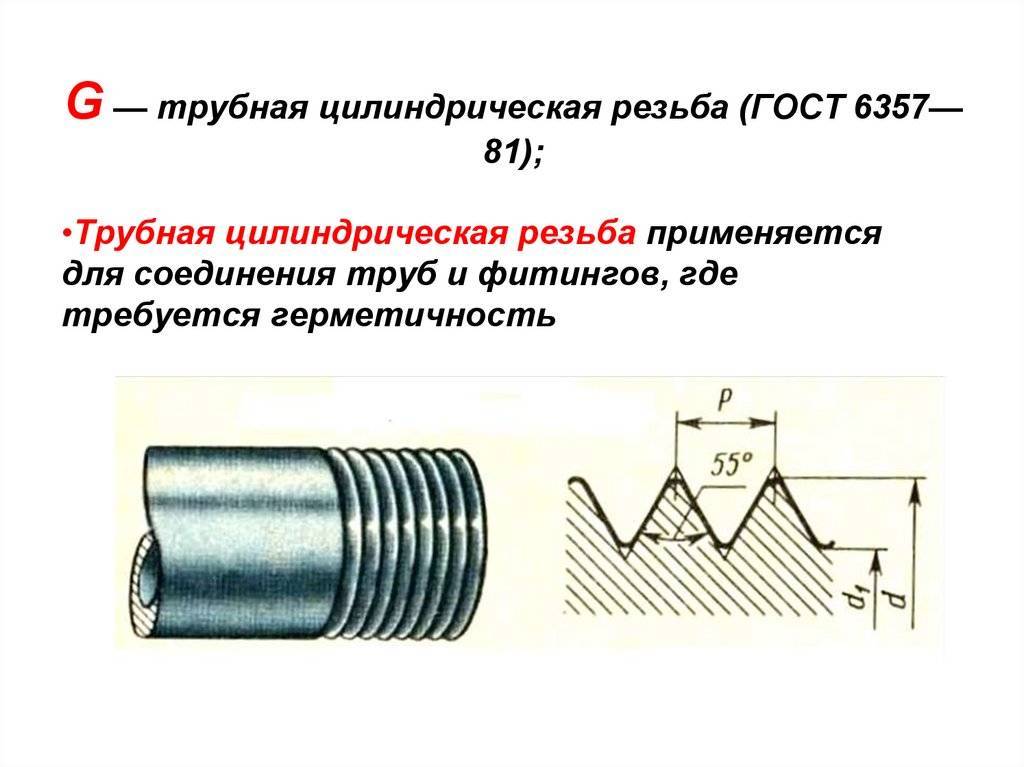
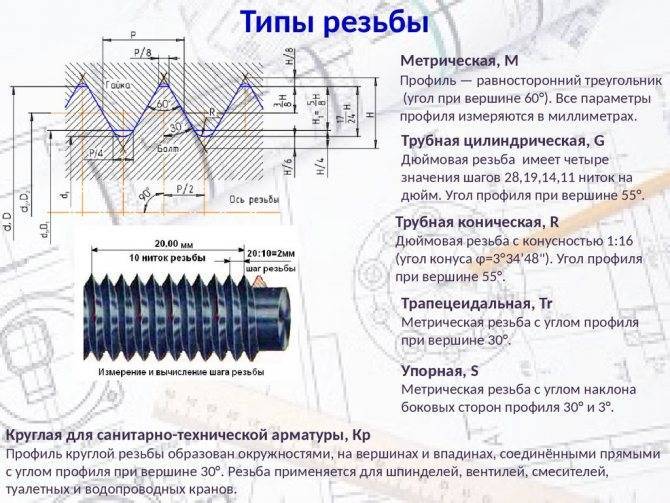
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
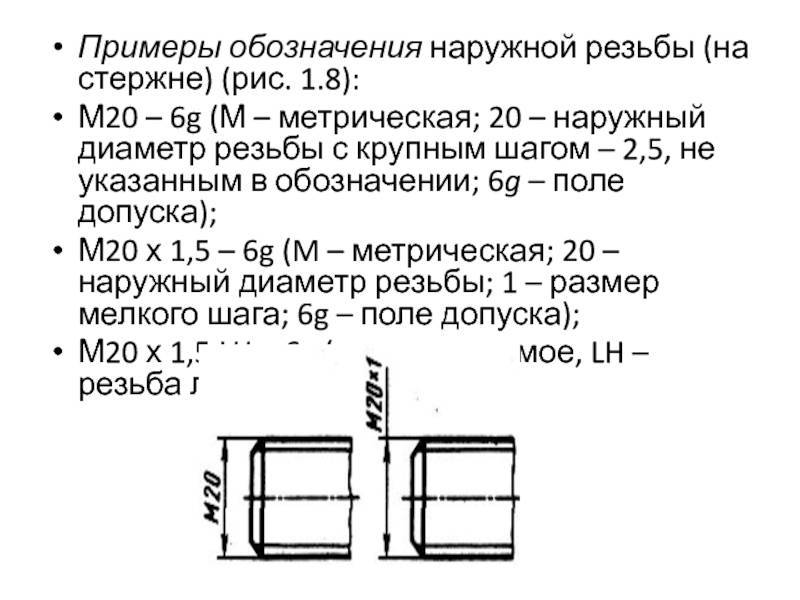
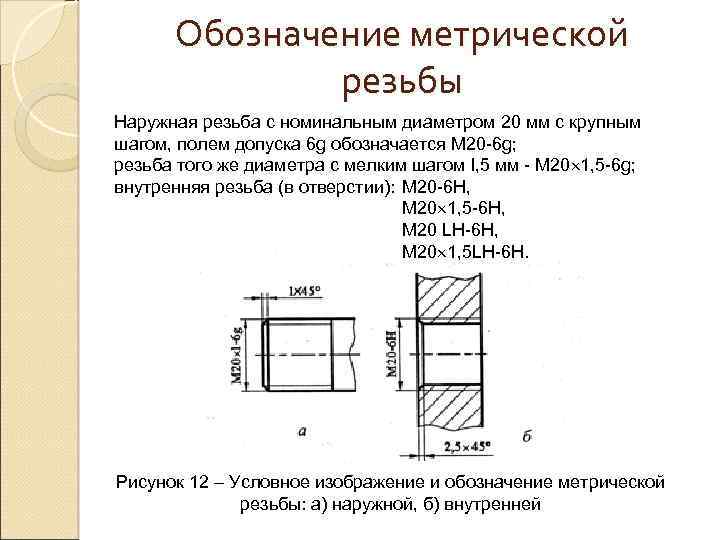
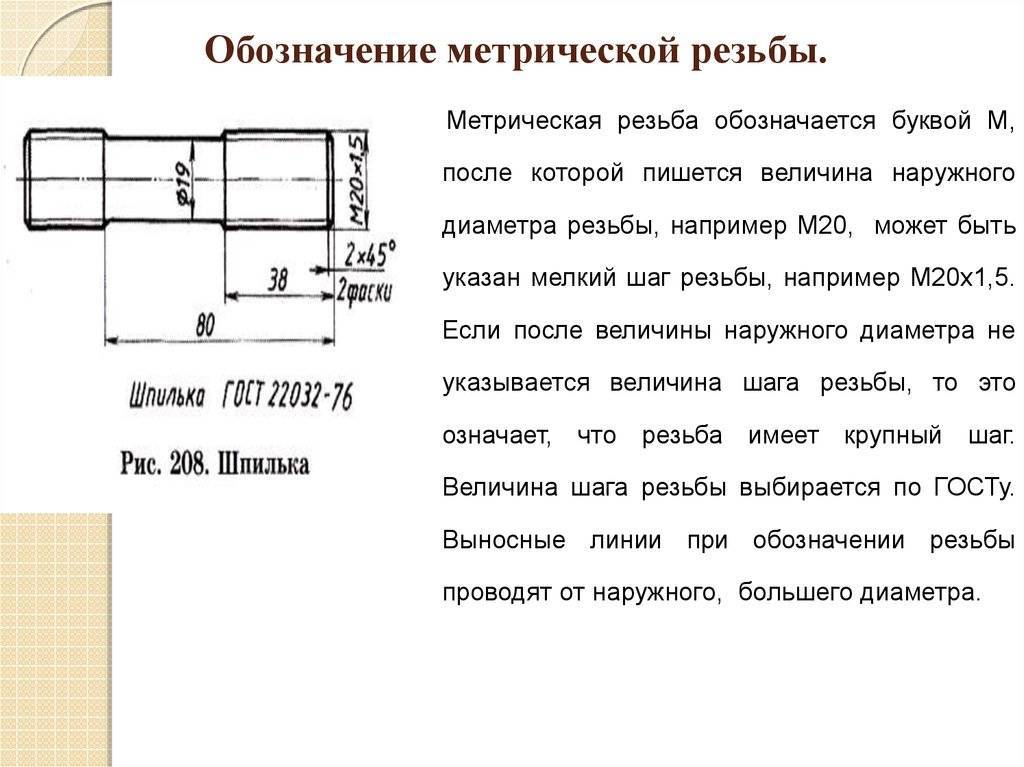
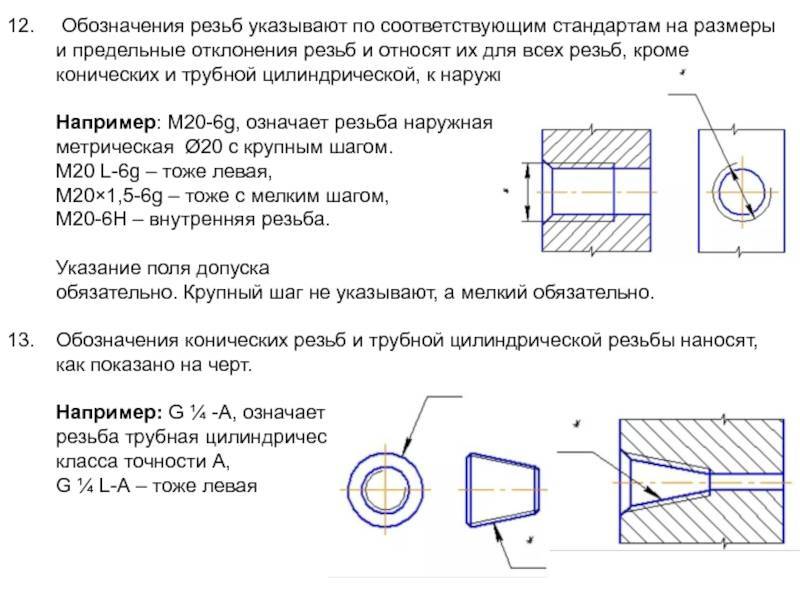
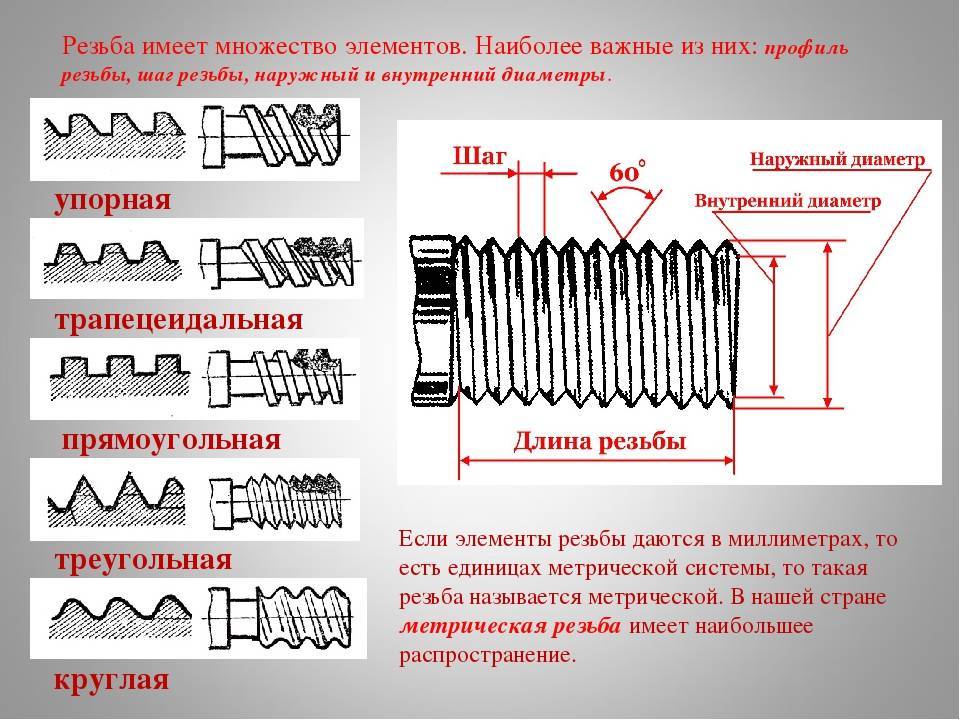
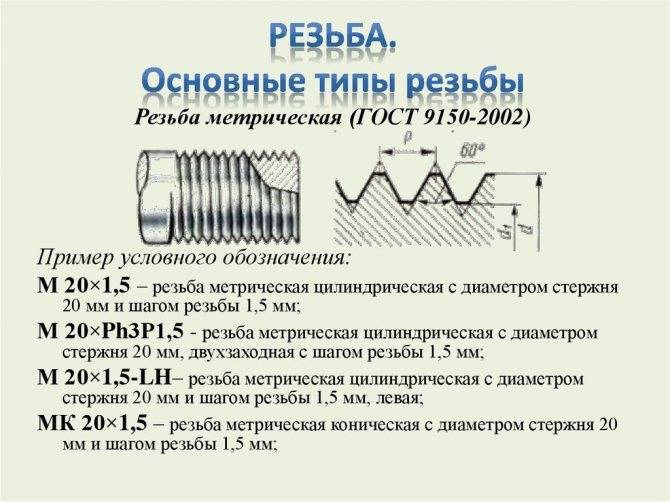
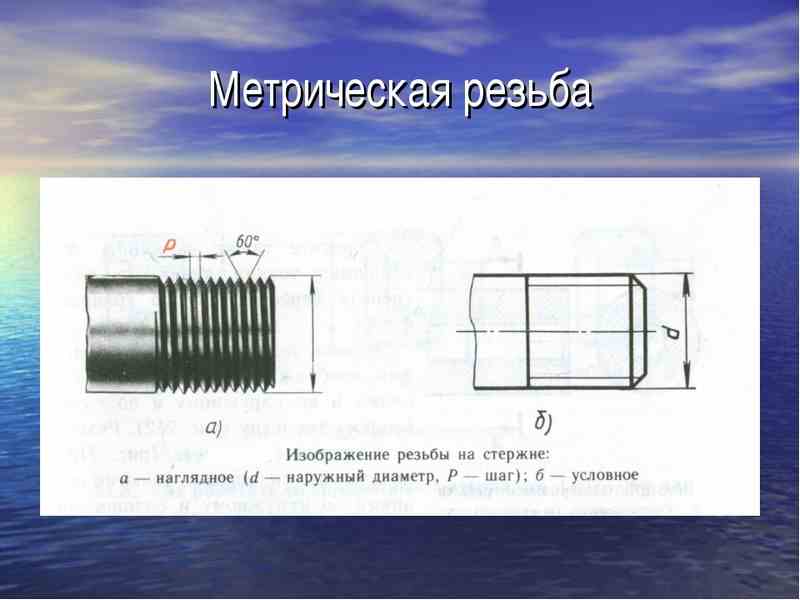
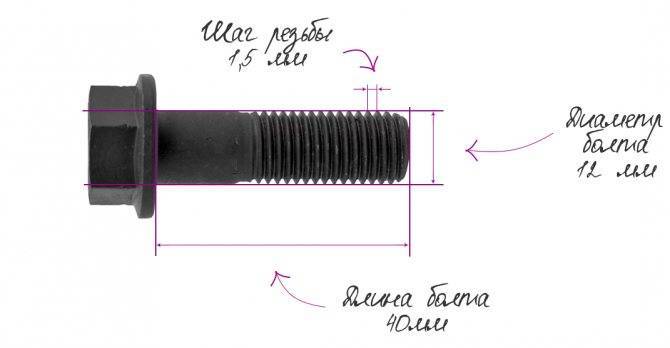
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Как выполнить чертеж по инженерной графике: тема 7 «Резьбовые изделия»
Часто студентам задают задание по инженерной графике из книги Фролова/Бубенникова 1990 года редакции, в теме №7 необходимо выполнить вот такой чертеж — «Резьбовые изделия».
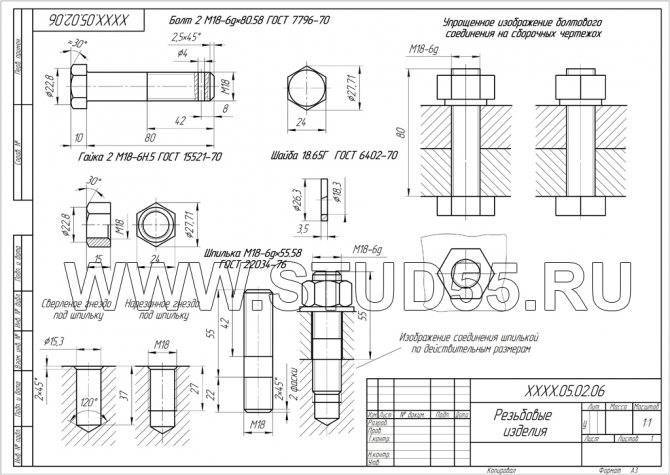
Вот полное задание Вычертить: 1) болт, гайку, шайбу по их действительным размерам, которые следует взять из соответствующих стандартов;
2) упрощенное изображение этих же деталей в сборе;
3) гнездо под резьбу, гнездо с резьбой, шпильку отдельно и шпильку в сборе с гайкой и шайбой по их действительным размерам, которые следует взять из соответствующих стандартов.
Пошаговое выполнение на примере 2-го варианта:

Шаг резьбы основной и мелкий у болтов и гаек
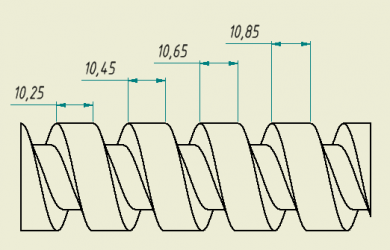
Таблица болтов с шагом резьбы для болтов, гаек, винтов и резьбовых шпилек.
Как определить размер резьбы без резьбомера, читайте в нашей специальной статье.
Диаметр резьбы | Шаг резьбы, мм | |||
Шаг основной резьбы, мм / Диаметр отверстия под резьбу, мм | Шаг мелкой резьбы, мм / Диаметр отверстия под резьбу, мм | |||
Мелкая | Мелкая 2 | Супермелкая | ||
М 1 | 0.25 / 0.75 | (0.2) / 0.8 | — | — |
М 1.2 | 0.25 / 0.95 | (0.2) / 1 | — | — |
M 1.4 | 0.3 / 0.9 | (0.2) / 1.2 | — | — |
M 1.6 | 0.35 / 1.2 | (0.2) / 1.4 | — | — |
M 1.8 | 0.35 / 1.5 | (0.2) / 1.6 | — | — |
M 4 | 0.7 / 3.3 | 0.5 / 3.5 | — | — |
M 5 | 0.8 / 4.2 | 0.5 / 4.5 | — | — |
M 6 | 1 / 5 | 0.75 / 5.2 | 0.5 / 5.5 | — |
M 8 | 1.25 / 6.7 | 1 / 7 | 0.75 / 7.2 | 0.5 / 7.5 |
M 10 | 1.5 / 8.5 | 1.25 / 8.7 | 1 / 9 | 0.75 / 9.2 |
M 12 | 1.75 / 10.2 | 1.5 / 10.5 | 1.25 / 10.7 | 1 / 11 |
M 14 | 2 / 12 | 1.5 / 12.5 | 1.25 / 12.6 | 1 / 13 |
M 16 | 2 / 14 | 1.5 / 14.5 | — | 1 / 15 |
M 18 | 2.5 / 15.4 | 2 / 16 | 1.25 / 16.6 | 1 / 17 |
M 20 | 2.5 / 17.4 | 2 / 18 | 1.25 / 18.6 | 1 / 19 |
M 22 | 2.5 / 19.4 | 2 / 20 | 1.5 / 20.5 | 1 / 21 |
M 24 | 3 / 20.9 | 2 / 22 | 1.5 / 22.5 | 1 / 23 |
M 27 | 3 / 23.9 | 2 / 25 | 1.5 / 25.5 | (1) / 26 |
M 30 | 3.5 / 26.4 | 2 / 28 | 1.5 / 28.5 | (1) / 29 |
M 33 | 3.5 / 29.4 | 2 / 31 | 1.5 / 31.5 | — |
M 36 | 4 / 31.9 | 3 / 33 | 2 / 34 | 1.5 / 34.5 |
M 39 | 4 / 34.9 | 3(4) / 35.9 | 2 / 37 | 1.5 / 37.5 |
M 42 | 4.5 / 37.4 | 3(4) / 37.9 | 2 / 40 | 1.5 / 40.5 |
M 45 | 4.5 / 40.4 | 3(4) / 40.9 | 2 / 43 | 1.5 / 43.5 |
M 48 | 5 / 42.8 | 3 / 44.9 | 2 / 46 | 1.5 / 46.5 |
M 52 | 5 / 46.8 | (4)3 / 48.9 | 2 / 50 | 1.5 / 50.5 |
M 56 | 5.5 / 50.4 | 4 / 51.9 | 3(2) / 53 | 1.5 / 54.5 |
M 60 | 5.5 / 64.4 | 4 / 55.8 | 3(2) / 67 | 1.5 / 58 |
M 64 | 6 / 57.8 | 4 / 59.8 | 3 / 61 | 2(1.5) / 62 |
M 68 | 6 / 61.8 | 4 / 63.8 | 3 / 65 | 2(1.5) / 66 |

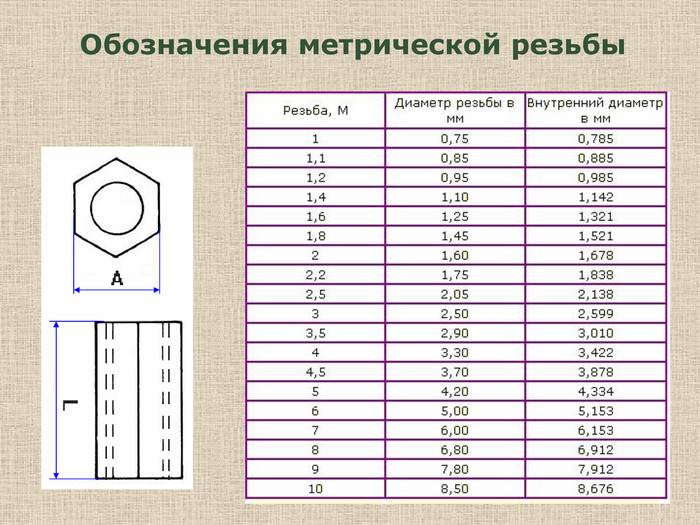


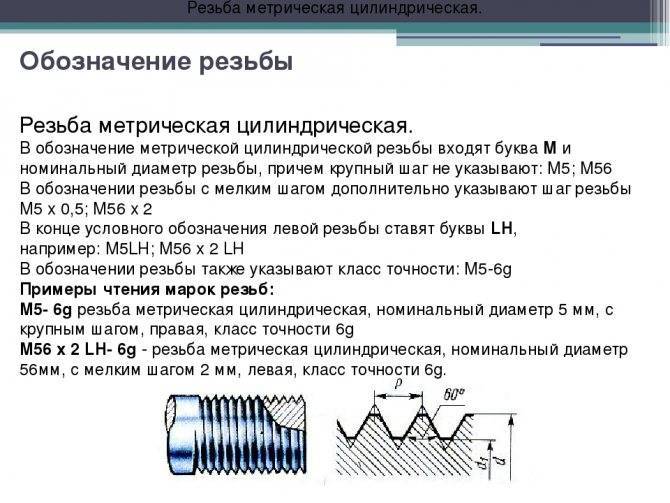
Буква «М» около диаметра резьбы дает нам знать, что резьба метрическая, т.е. не дюймовая, а именно метрическая
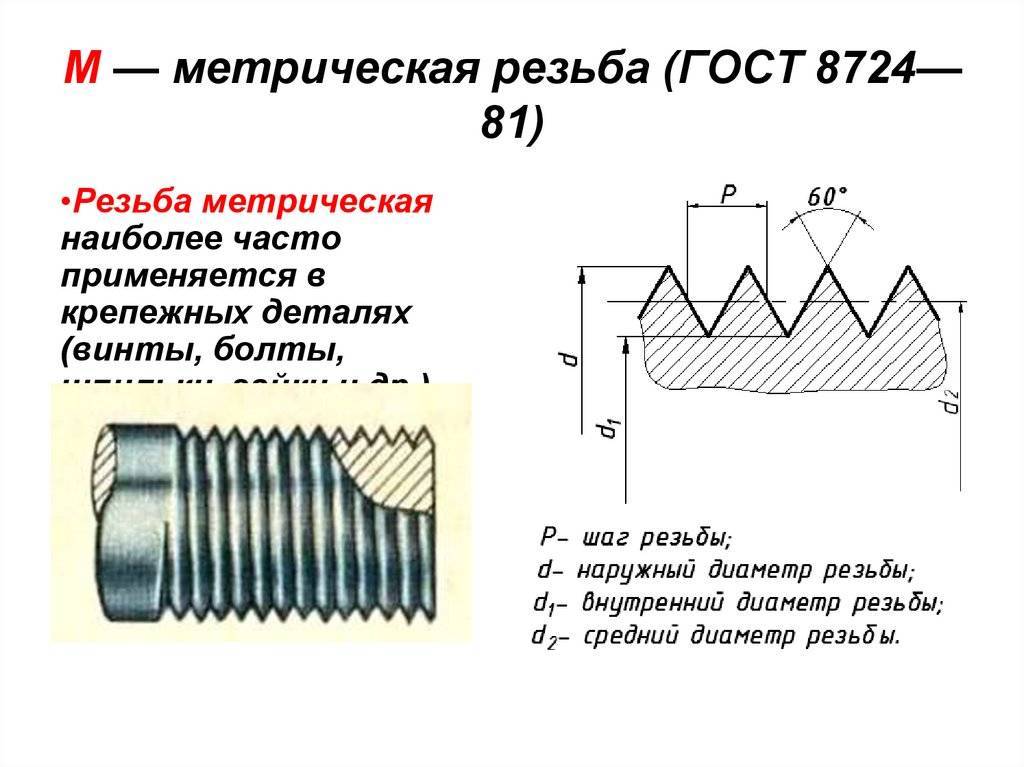
Метрический шаг резьбы — расстояние в миллиметрах между двумя идентичными точками, расположенными на одноименных боковых соседних витках профиля. Измеряется параллельно оси резьбы.
Это один из ключевых параметров резьбового изделия, наряду с диаметрами (номинальным, внутренним, наружным), направлением вращения, типом профиля, количеством ходов.
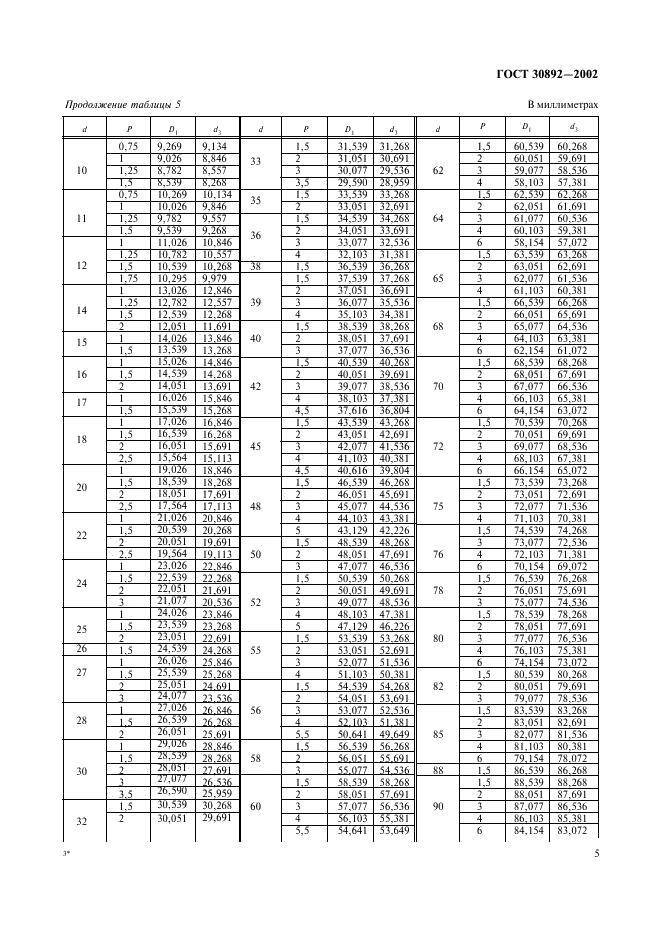
В ГОСТ 8724-2002 указано соответствие этих характеристик в диапазоне диаметров от 0,25 до 600 мм и шагов от 0,075 до 8 мм.
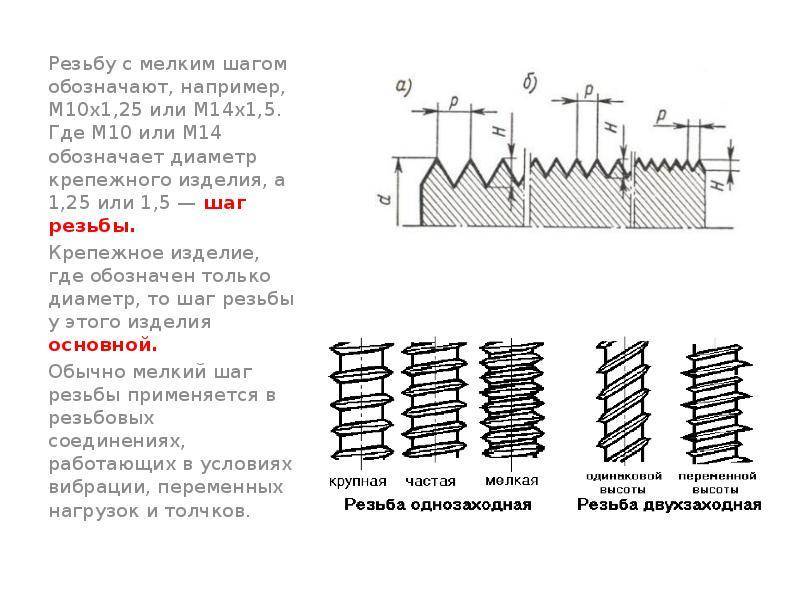
В соответствии с нормативным документом предприятиями-производителями может выпускаться крепеж с 2-мя типами шагов метрической резьбы — мелким и крупным.
Для одного размера крепежного изделия стандартом определен только один крупный и несколько мелких шагов резьбы.
Для крепежа номинальным диаметром менее 1 мм в соответствии с ГОСТом установлен только крупный, от 1 мм до 64 мм — крупный и мелкий, от 72 мм до 600 мм — только мелкий.
Выбираем параметры
Как правильно выбрать метизы, с какими параметрами? Основной шаг резьбы для метизных изделий, используемых на территории РФ — метрический крупный. Практически весь строительный крепеж с крупным шагом резьбы.
Он продается продается повсеместно в метизных магазинах и компаниях и является рекомендуемым к применению. Резьбовые метизы с мелким шагом в основном используют в точках крепления, подверженных вибрационным, динамическим знакопеременным нагрузкам.
Например, гайки и болты с мелким шагом резьбы крепят колесные диски к ступице. Крепеж с мелкой резьбой высоко востребован в автомобиле-, судо-, станко- и авиастроении.
Шаг резьбы в маркировке крепежа
Соответственно ГОСТ 8724-2002 обозначение крупного шага резьбы в маркировке опускается, а размер мелкого указывается.
Например:
М16 — резьба метрическая (знак “М”) с номинальным диаметром 16 мм и крупным шагом (крупный шаг резьбы болта, гайки, шпильки, винта 2,0 мм);
М16 х 1 — резьба метрическая (знак “М”) с номинальным диаметром 16 мм и мелким шагом 1,0 мм.
Обозначение шагов резьбы гаек, штанг, болтов, винтов идентично, независимо от того, внутренняя или наружная.
Полное обозначение резьбы включает:
- М — метрическая;
- номинальный диаметр;
- размер шага в миллиметрах (крупный опускается);
- направление — для левой LH;
- специальное обозначение многозаходной Ph со значением хода.
Посмотреть соотношение диаметров метизов с основным и мелким шагом резьбы можно в таблице выше.
Полезные советы 09.07.2019 14:48:23
Таблица размеров дюймовых резьб и класс точности
В государственном стандарте 6111-52 есть таблица, в которой указаны параметры конической резьбы.
Наиболее часто применяемые значения перечислены в таблице:
| Обозначение в дюймах | Шаг, мм | Рабочая длина, мм | Диаметр, мм | |
|---|---|---|---|---|
| Внутренний | Наружный | |||
| 1/8 | 0,941 | 7,0 | 8,766 | 10,272 |
| 1/4 | 1,411 | 9,5 | 11,314 | 13,572 |
| 1/2 | 1,814 | 13,5 | 18,321 | 21,223 |
| 3/4 | 1,814 | 14,0 | 23,666 | 26,568 |
| 1 | 2,209 | 17,5 | 29,694 | 33,228 |
| 1 1/2 | 2,209 | 18,5 | 44,520 | 48,054 |
Размеры трубной конической резьбы указаны в ГОСТ 6211-81:
| Обозначение резьбы, дюйм | Шаг, мм | Рабочая длина, мм | Диаметр, мм | |
|---|---|---|---|---|
| Внутренний | Наружный | |||
| 1/8 | 0,907 | 6,5 | 8,566 | 9,728 |
| 1/4 | 1,337 | 9,7 | 11,445 | 13,157 |
| 1/2 | 1,814 | 13,2 | 18,631 | 20,955 |
| 3/4 | 1,814 | 14,5 | 24,117 | 26,441 |
| 1 | 2,309 | 16,8 | 30,291 | 33,249 |
| 1 1/4 | 2,309 | 19,1 | 38,952 | 41,910 |
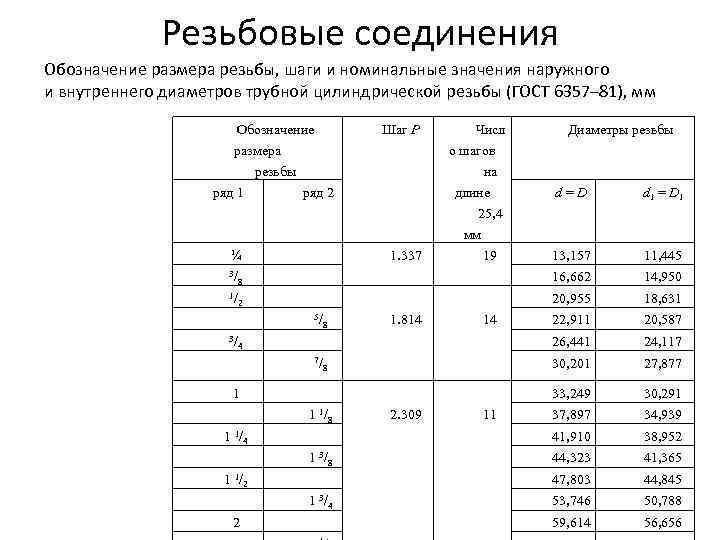
Параметры цилиндрической резьбы указаны в ГОСТ 6357-81:
| Размер в дюймах | Диаметр, мм | |
|---|---|---|
| Наружный | Внутренний | |
| 1/8 | 9,728 | 8,566 |
| 1/4 | 13,157 | 11,445 |
| 1/2 | 20,955 | 18,631 |
| 3/4 | 26,441 | 24,117 |
| 1 | 33,249 | 30,291 |
При маркировке трубных деталей указывают класс точности резьбы: 1-й, 2-й и 3-й. Рядом находится буква A или B. Первая из них означает наружную резьбу, а вторая – внутреннюю, причем самая грубая из них соответствует первому классу, а наиболее точная – третьему.

Средние значения отклонений размеров резьбы для часто применяемых труб:
| Обозначение, дюйм | Внутренняя, мм | Наружная, мм | ||
|---|---|---|---|---|
| Класс А | Класс В | Класс А | Класс В | |
| 1/8 | +107 | +214 | -107 | -214 |
| 1/4 | +125 | +250 | -125 | -250 |
| 1/2 | +142 | +284 | -142 | -284 |
| 3/4 | +142 | +284 | -142 | -284 |
| 1 | +180 | +360 | -180 | -360 |
Рейтинг качественных резьбомеров до 1500 рублей
Metric SCHUT 24 шт. 856.456
Набор состоит из 24 элементов. Сборка осуществляется на территории Поднебесной. Модель позволяет выявить не только полноту профиля, но и его шаг. В основе лежит использование цветной разметки метрического типа. Имеется ряд зубчатых пластинок, которые прочно крепятся внутри обоймы. Для дальнейшей работы человеку необходимо будет подобрать нужную пластинку, и приложить ее поверх разметки таким образом, чтобы образовался минимальный зазор. Общий вес – 0,05 кг. Диаметр инструмента: 98х37х14 мм. Этот качественный и практичный комплект станет отличным решением не только для домашнего пользования, но и производства.
Средняя цена – 980 руб.
Metric SCHUT 24 шт. 856.456
Достоинства:
- высокое качество сборки и вспомогательных элементов;
- отсутствие неровностей и люфта на корпусе;
- отличное соотношение цены и качества;
- многочисленные положительные отзывы;
- эргономичная форма;
- компактные габариты.
Недостатки:
АЛЬФА-НДТ №1 М60
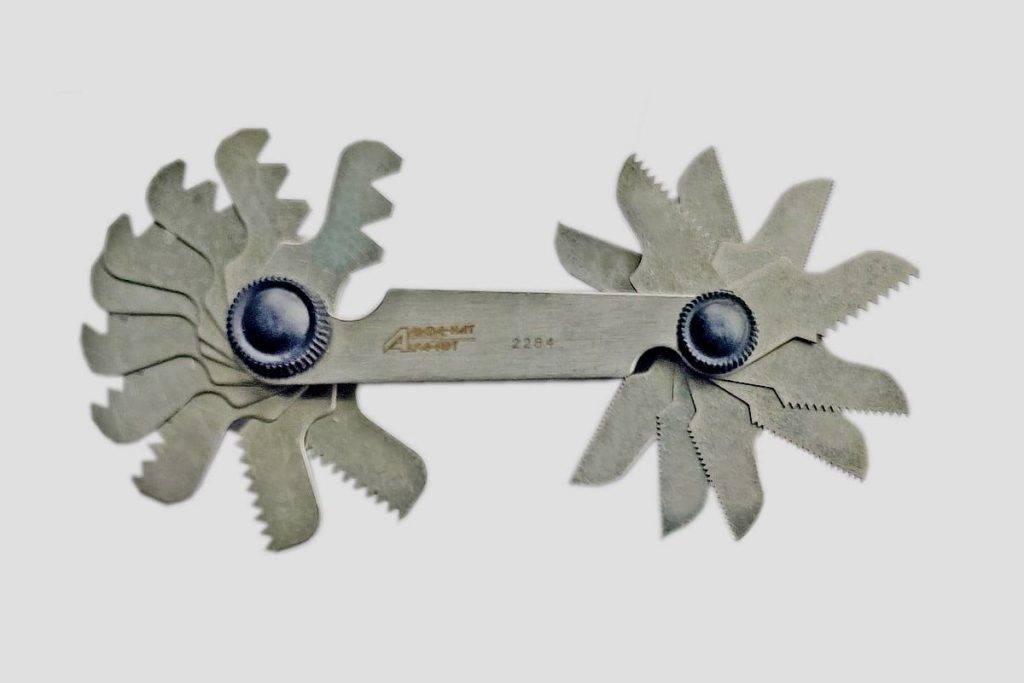
Этот комплект состоит из 20 высококачественных элементов. Общий вес конструкции – 0,022 кг. Размеры приспособления: 10х13х35 мм. Заявленный производителем шаг составит 0,4-6 мм. Коэффициент погрешности составляет 20 мкм. Так же покупатель получает паспорт изделия и фирменный чехол, который после может использоваться для хранения инструментов. Сборка осуществляется на территории нашей страны. Практичное приспособление может использоваться на производстве, а не только в домашних условиях.
Цена – 880 руб.
АЛЬФА-НДТ №1 М60
Достоинства:
- практичность;
- эргономичная форма;
- компактные габариты;
- высокое качество сборки и расходных материалов;
- функциональность;
- высокий эксплуатационный срок.
Недостатки:
ЧИЗ N1 М60 54563

Этот продукт от проверенного временем отечественного производителя пользуется спросом далеко за пределами нашей страны. В основе лежит использование общепризнанной метрической системы. Для изготовления корпуса применяется высокопрочный стальной сплав. Пластинки, которые используются для измерения, имеют толщину в 1 мм. За счет качества применяемого сырья исключается риск сгибания или поломки элементов. Коэффициент погрешности составляет 15 микрометров. В комплекте имеется 20 элементов. Производится на территории нашей страны.
ЧИЗ N1 М60 54563
Достоинства:
- доступная цена;
- качество сборки и комплектующих;
- эксплуатационный срок;
- низкий коэффициент погрешности;
- ударопрочный корпус;
- удобство в использовании.
Недостатки:
КАЛИБРОН-463-691
Набор относится к категории базовых и состоит только из самых необходимых элементов. В этом случае человек не будет переплачивать за то, чем пользоваться не планирует. Применяется метрическая система измерения. Диапазон разметки – 0,4-6 мм. Для изготовления корпуса и ключевых элементов используется качественный металлический сплав. Коэффициент погрешности, заявленный производителем, составляет 15 мкм. В наборе имеется 20 элементов-шаблонов. Эта практичная и, одновременно, качественная модель пользуется повышенным спросом у отечественных потребителей. Общий вес прибора – 100 г. Сборка осуществляется на территории России.
Средняя цена – 640 руб.
КАЛИБРОН-463-691
Достоинства:
- корпус утяжеленного типа;
- компактные габариты;
- эргономичная форма;
- отличная комплектация;
- низкий коэффициент погрешности.
Недостатки:
WIEDERKRAFT WDK-MG60

Это прочное и простое в использовании приспособление выпускается проверенной временем европейской компанией. Набор состоит из 20 вспомогательных элементов, которые позволят осуществить замеры в диапазоне 0,4-6 мм. В основе лежит использование стандартной метрической системы. Общий вес – 30 г. Производится на территории Германии.
Стоимость – 450 руб.
WIEDERKRAFT WDK-MG60
Достоинства:
- ударопрочный корпус;
- эргономичность;
- компактные габариты;
- качество сборки и применяемых комплектующих;
- положительные отзывы в сети.
Недостатки:
Виды метрических резьб
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
- резьба треугольная;
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.
По месту нахождения различают:
- внутреннюю;
- наружную.
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.
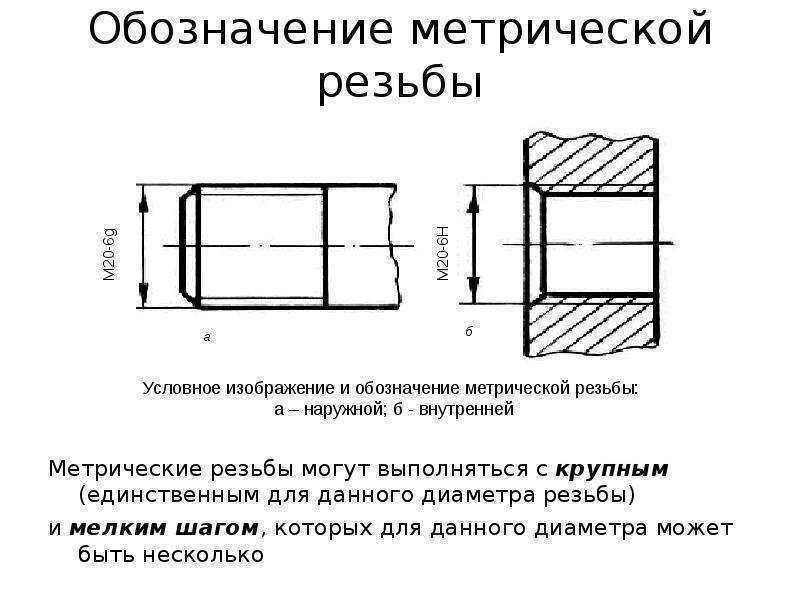
Внутренняя метрическая резьба
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.
Наружная метрическая резьба
По форме поверхности может быть цилиндрической и конической.
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.
Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.
Крупный и мелкий шаг резьбы
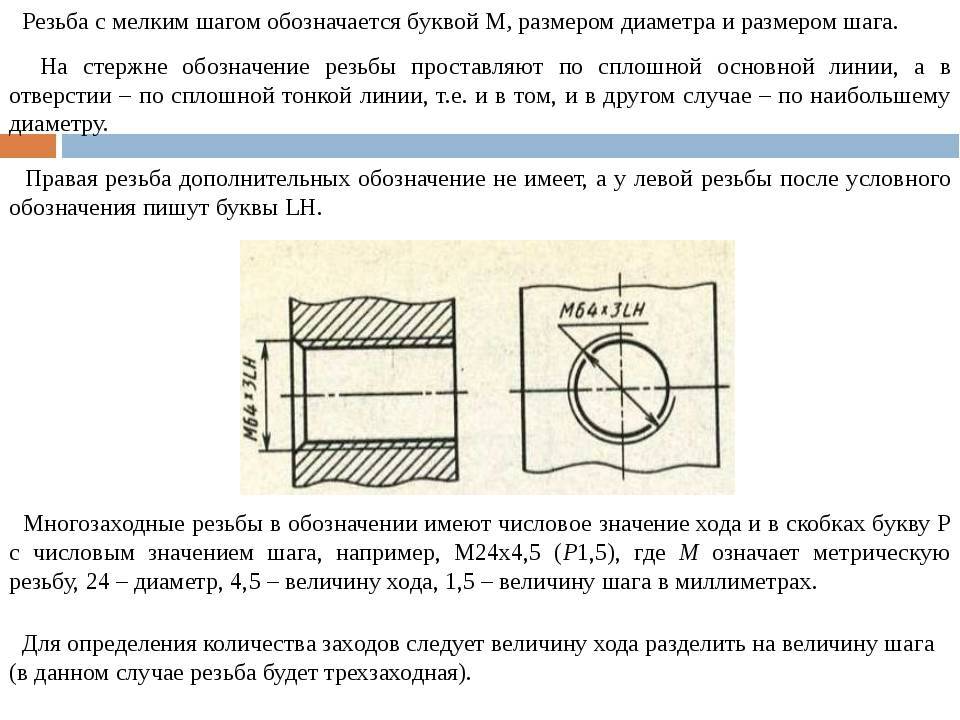
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.
Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
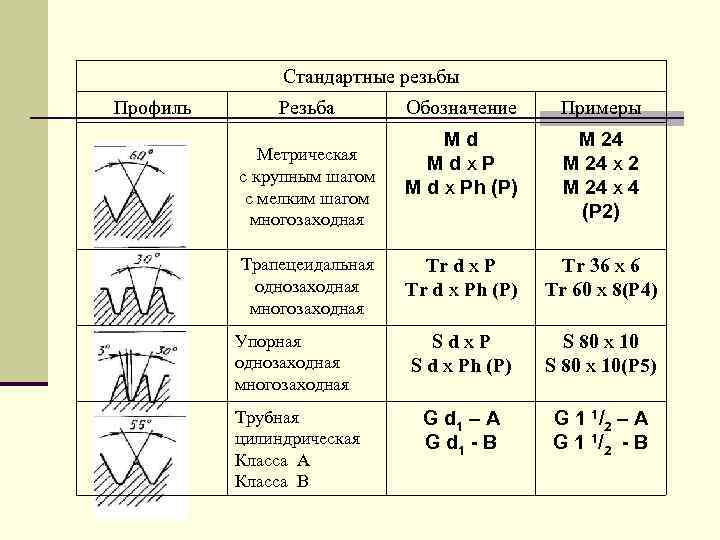
- трапецеидальная – «Tr»;
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная — «S45», где число – угол наклона одной из сторон.
Резьба метрическая. Профиль.
Профиль метрической резьбы по ГОСТ 9150 (СТ СЭВ 180)
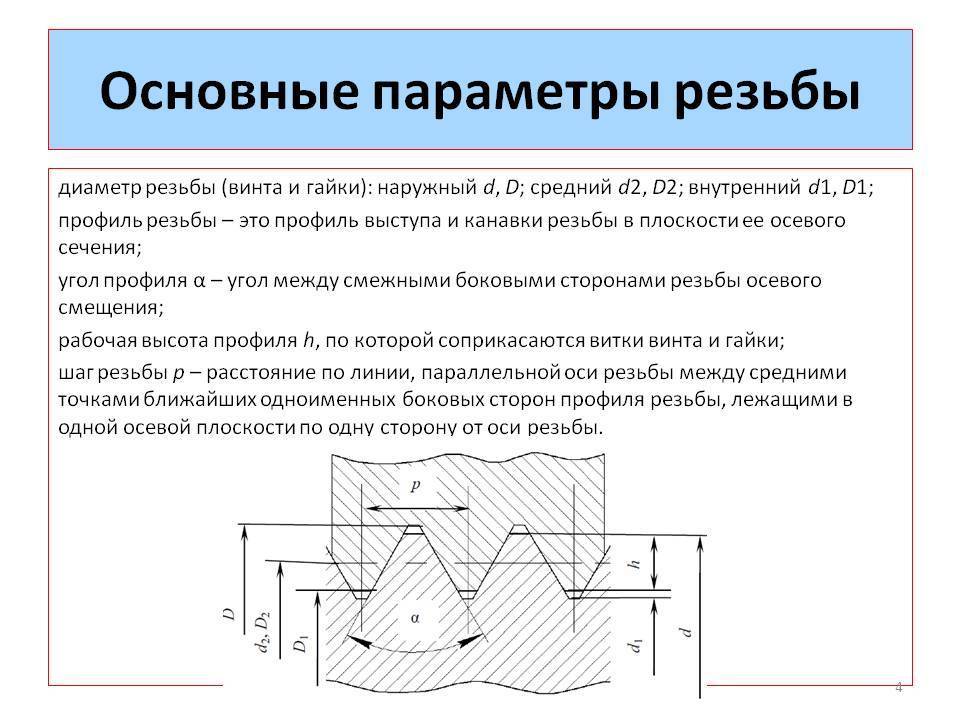
Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на рисунке и в таблице.
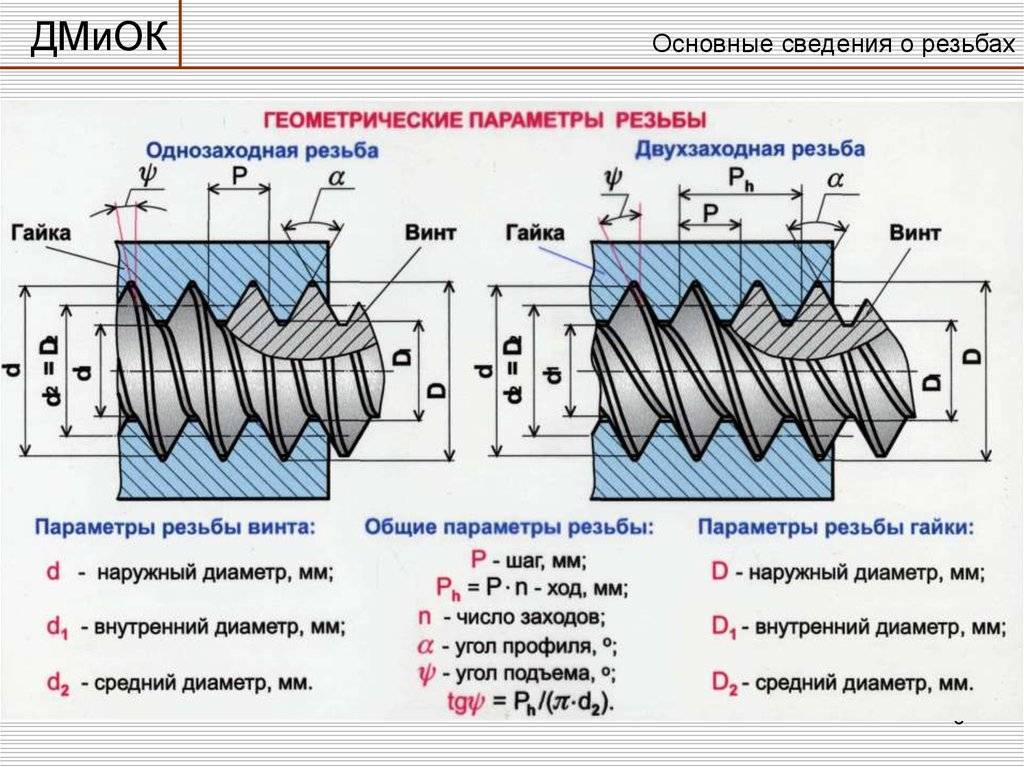
d — наружный диаметр наружной резьбы (болта); D — наружный диаметр внутреннего резьбы (гайки); d2 — средний диаметр болта; D2 — средний диаметр гайки; d1 — внутренний диаметр болта ; D1 — внутренний диаметр гайки ; Р — шаг резьбы; Н — высота исходного треугольника; R — номинальный радиус закругления впадины болта; Н1 — рабочая высота профиля.
Примечания:
- Форма впадины резьбы болта не регламентируется и может быть как закругленной, так и плоскосрезанной . Закругленная форма впадины является предпочтительной.
- Форма впадины резьбы гайки не регламентируется.
В таблице приведены размеры элементов профиля резьбы. Форма впадин резьбы винта стандартом не регламентируется; скругление впадин (радиусом R) уменьшает концентрацию напряжений и повышает прочность винта при циклическом нагружении.
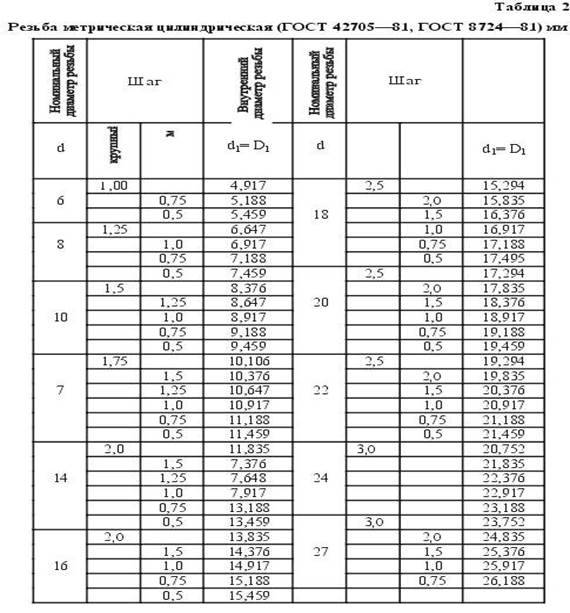
По ГОСТ 24705 (СТ СЭВ 182) резьба метрическая, основные значения диаметров резьбы определяются по формулам:
где d3 — внутренний диаметр болта.





