

Особенности работы на самодельных токарных станках
Устройство и назначение суппорта токарного станка
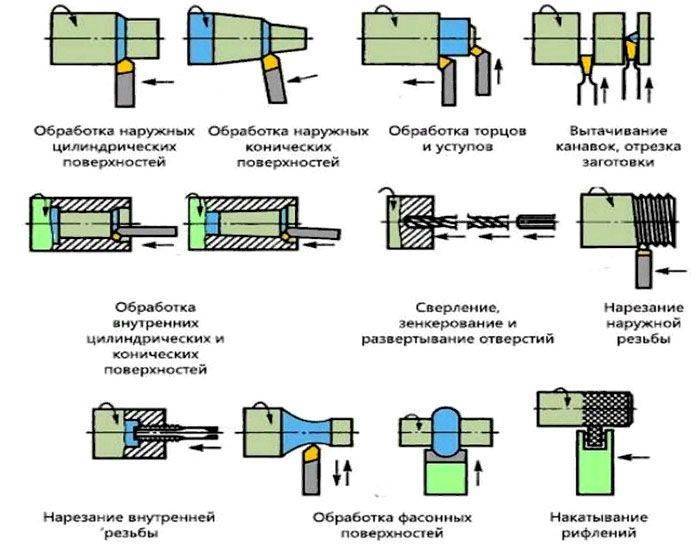
Виды токарных работ по металлу

Для контроля и получения необходимого уровня точности применяют механические и электронные штангенциркули, нутрометры, другие специализированные средства измерения
Освоение обработки металла – тема для отдельной статьи. Чтобы получить необходимый результат, учитывают вязкость и хрупкость, иные характеристики металла и рабочих кромок. Технологию оптимизируют с учётом скорости вращения заготовки, температурного режима.
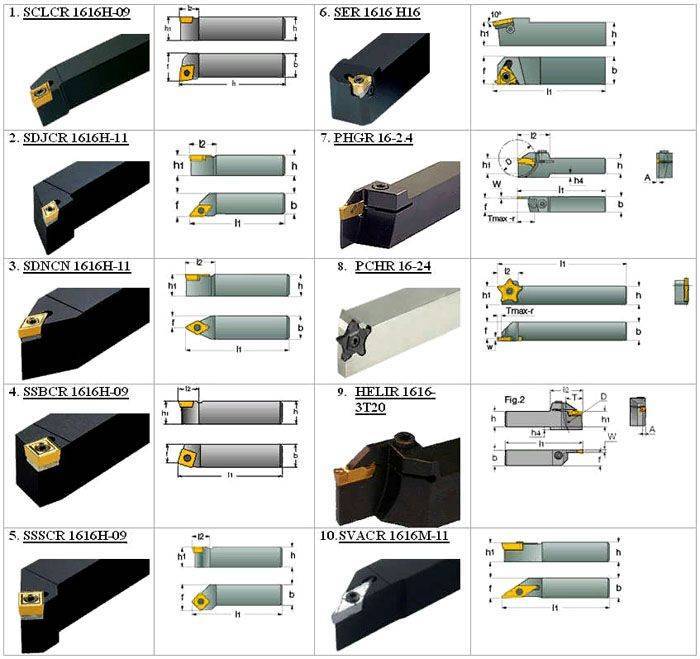
Для наружного и внутреннего обтачивания, подрезания, резьбы и других операций применяют разные виды резцов
Видео токарки по металлу (советы опытного мастера):
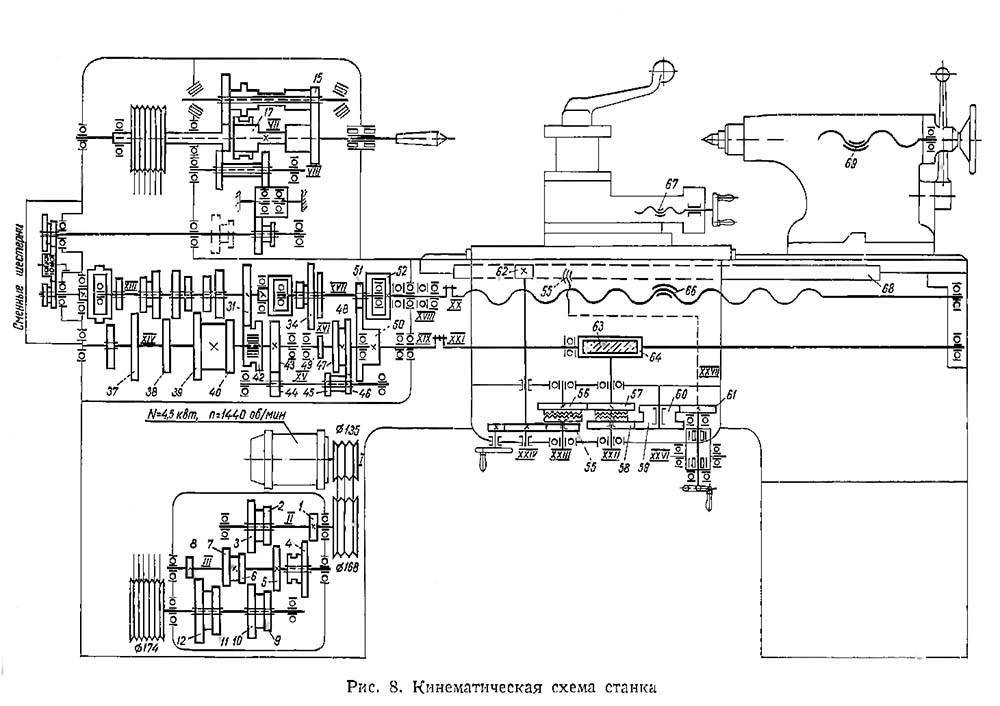
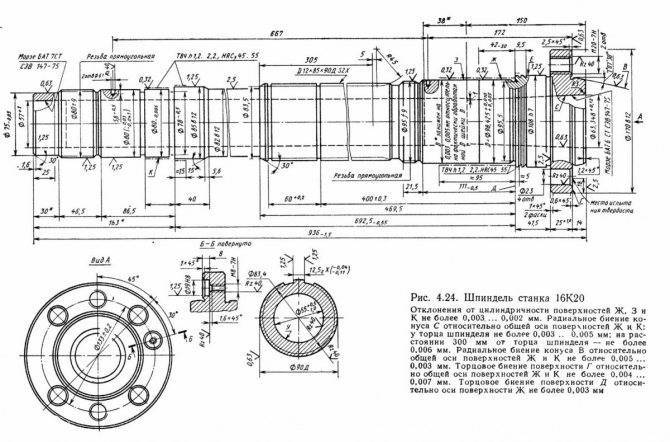
Кинематическая схема токарно-винторезного станка 16К20
Технические характеристики, чертежи и описание узлов приведены на странице 16К20.
Токарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.).
В 1988 году станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
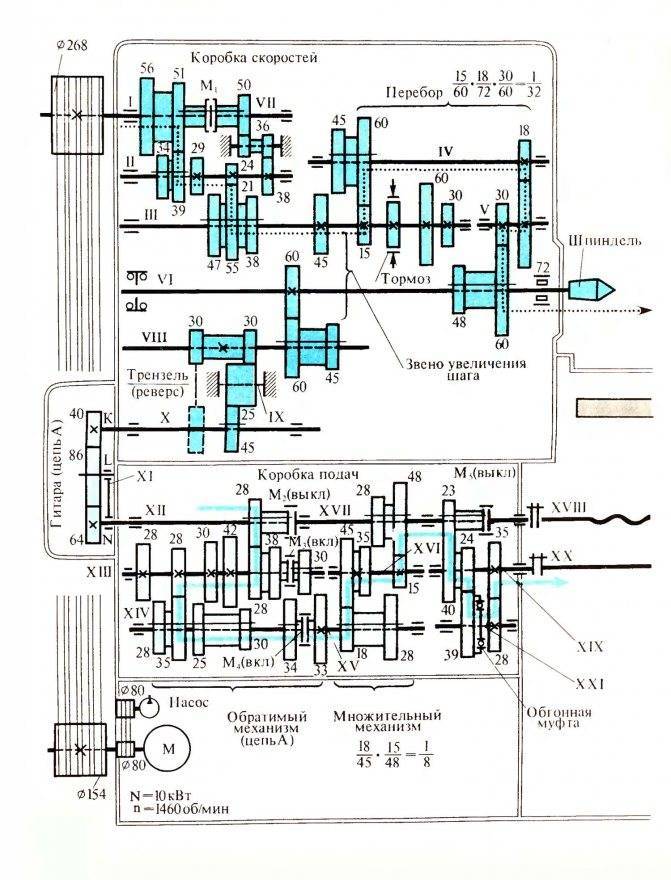
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
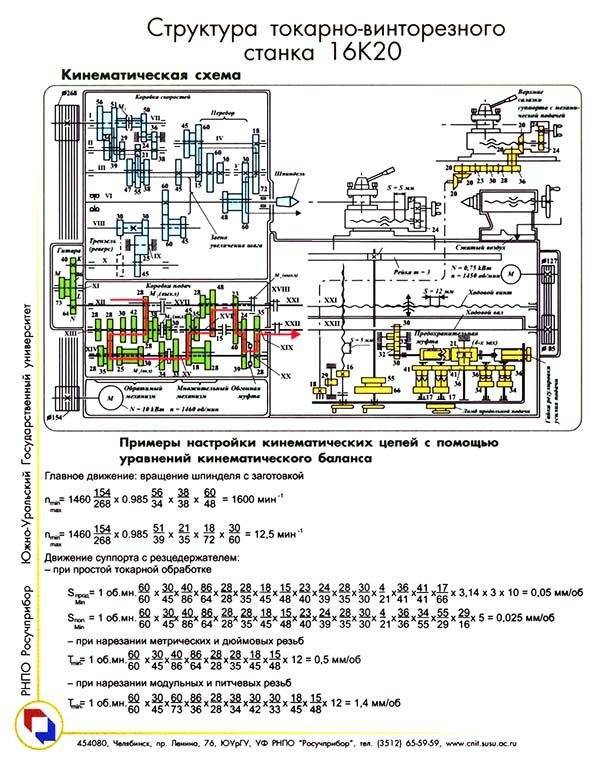
Кинематическая схема токарно-винторезного станка 16К20
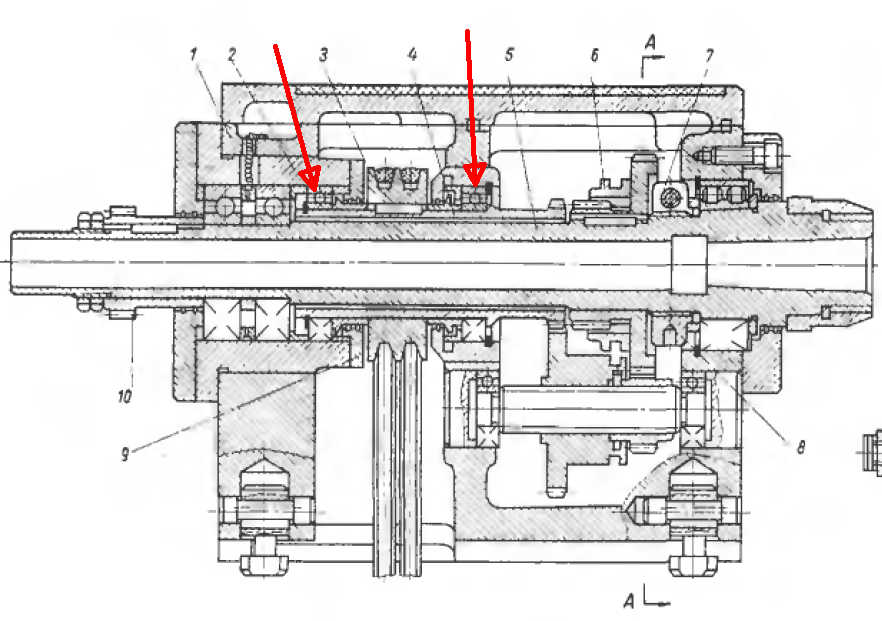
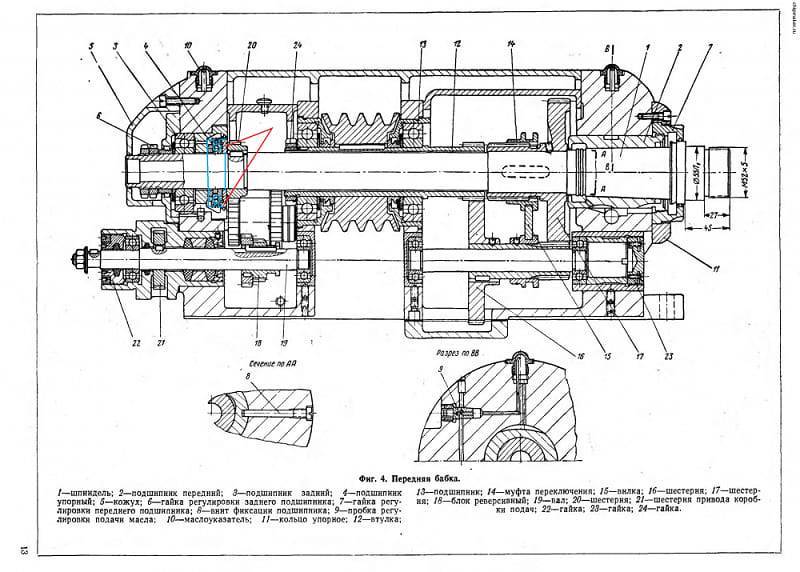
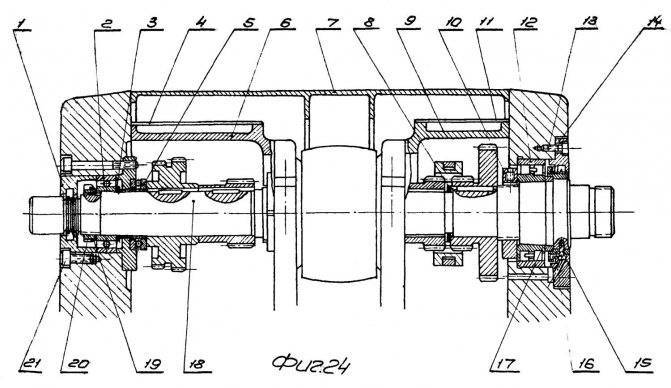
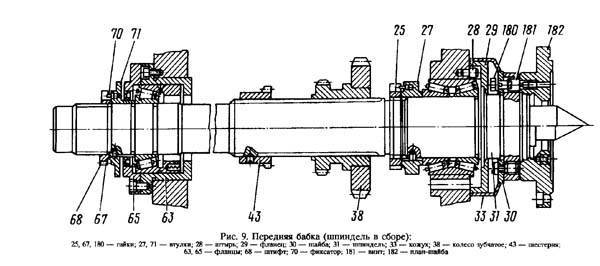
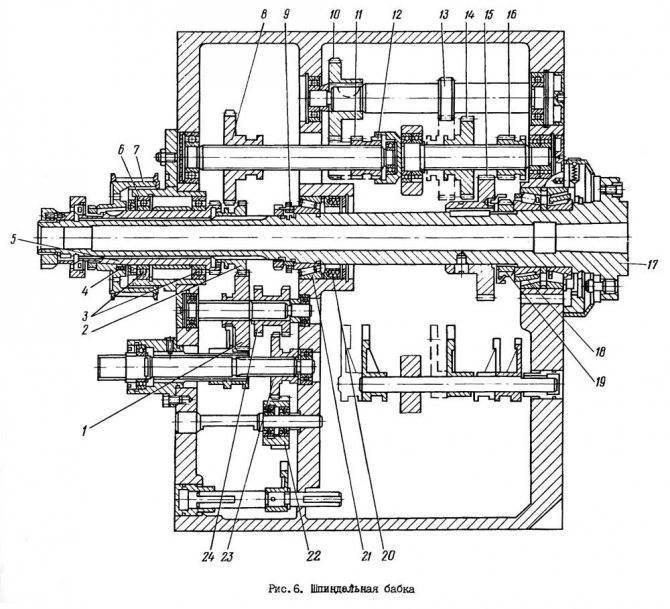
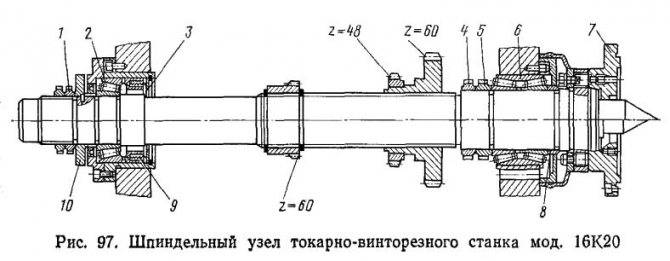
Кинематическая схема шпиндельной бабки токарно-винторезного станка 16К20
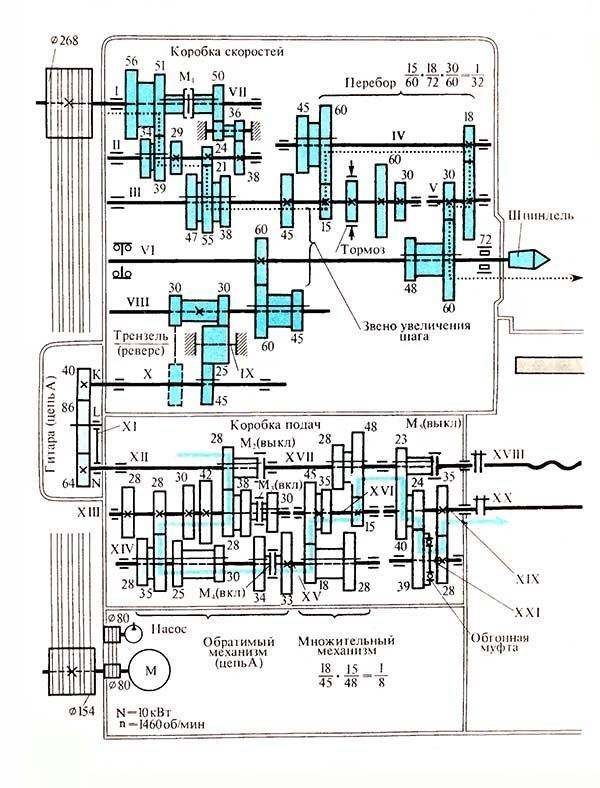
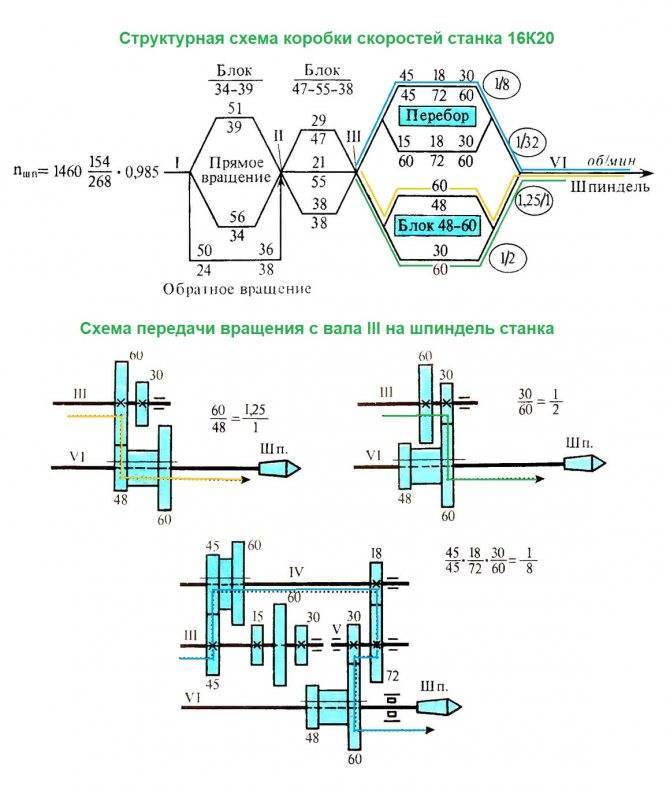
Структурная схема коробки скоростей токарно-винторезного станка 16К20
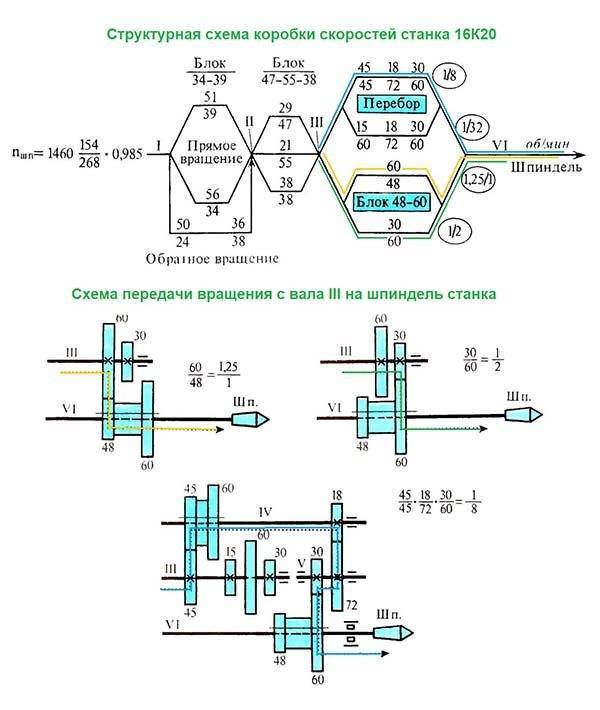
Структурная схема коробки скоростей токарно-винторезного станка 16К20
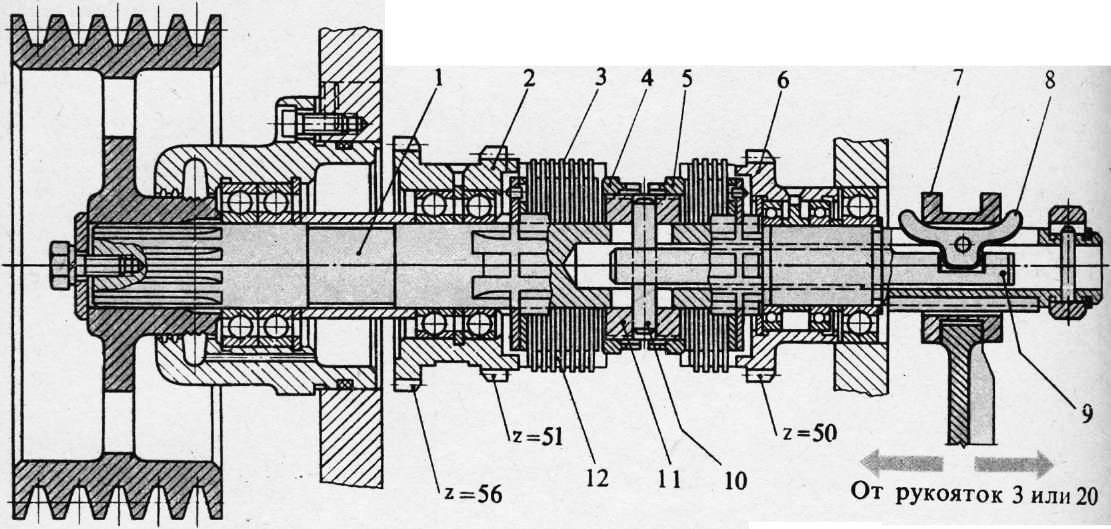
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока и ступенчатой механической коробки скоростей. От электродвигателя Ml с nдв = 1460 об/мин (рис. 4.3) через клиноременную передачу с диаметром шкивов Ø 140 и Ø 268 мм вращается вал I коробки скоростей, на котором установлены свободно вращающиеся зубчатые колеса с числом зубьев z = 56 и z = 51 для прямого вращения шпинделя (по часовой стрелке) и z = 50 для обратного вращения (против часовой стрелки).
Включение прямого или обратного вращения шпинделя осуществляется с помощью двойной фрикционной муфты Мф1.
Вал III получает две скорости вращения через колеса z = 34 или z = 39.
Далее при помощи зубчатых колес z = 29, z = 21 или z = 38 и сцепляющихся с одним из соответствующих венцов z = 47, z = 55 или z = 38 и образующих тройной блок, приводится во вращение вал IV.
С вала IV вращение может передаваться непосредственно на шпиндель: через зубчатые колеса z = 60 или z = 30 на блок с z = 48, z = 60 или через валы V и VI, образующие вместе с зубчатыми колесами переборную группу. В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В шпиндельной бабке помимо коробки скоростей смонтирован перебор. Под перебором понимается дополнительная зубчатая передача, при помощи которой достигается увеличение количества скоростей шпинделя. Кроме того, наличие перебора позволяет получать низкие числа оборотов и соответственно высокие значения крутящих моментов на выходном валу коробки.
Минимальная и максимальная частоты прямого вращения шпинделя определяются:
где:
η — коэффициент проскальзывания ременной передачи, в расчетах принимают η = 0,985
nдв — скорость вращения электродвигателя nдв = 1460 об/мин
140/268 — отношение диаметра передающего шкива к диаметру принимающего. Диаметр ведущего шкива Ø 140, Диаметр ведомого шкива Ø 268 мм
Следует отметить, что при расчете частоты вращения шпинделя по уравнениям кинематических цепей коробки скоростей, результат может не совпадать с частотами вращения шпинделя, указанными в технических характеристиках станка, расчитанных теоретически по законам геометрического ряда (гост 8032-84).
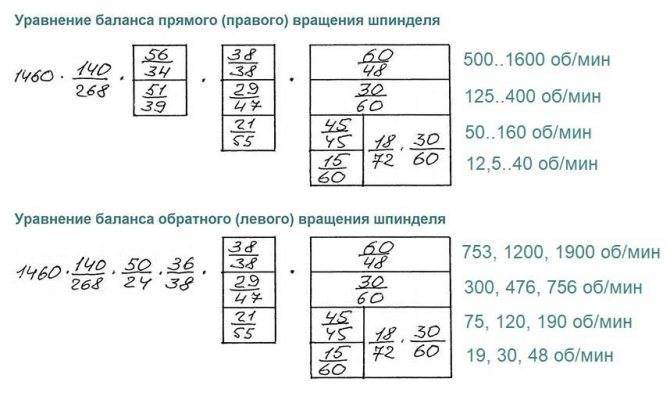
Кинематические цепи прямого и обратного вращения шпинделя
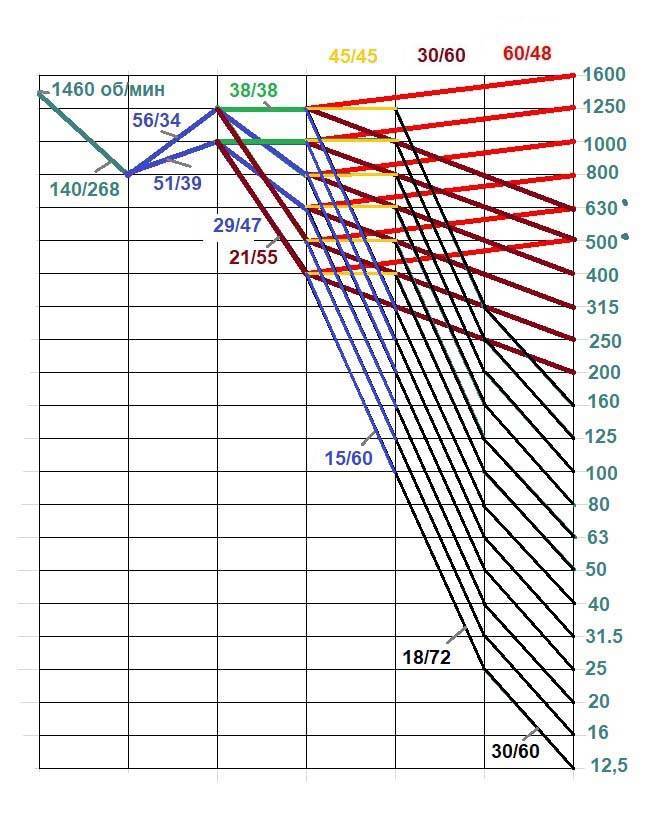
График оборотов шпинделя токарно-винторезного станка 16к20
В зависимости от вариантов включения зубчатых колес в коробке скоростей можно получить 22 различных значения частот вращения шпинделя.
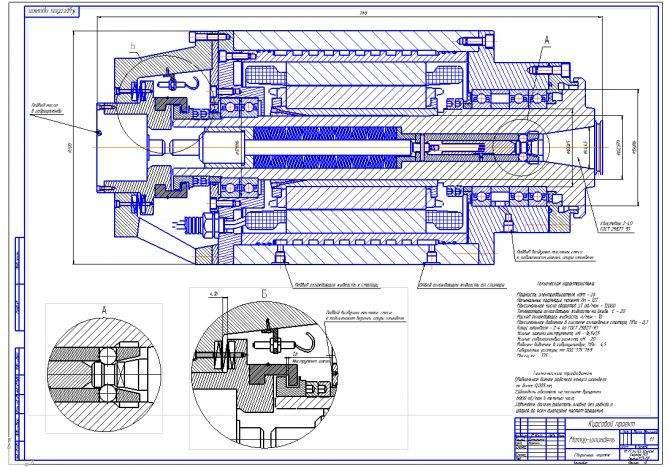
Устройство и характеристики
Практически все конструкции шпинделя схожи, однако технические характеристики могут существенно отличаться. Особенностями можно назвать нижеприведенные моменты:
Роторный вал фиксируется в корпусе за счет подшипника качения. При этом могут применяться самые различные варианты исполнения подшипника качения, некоторые характеризуются повышенной устойчивостью к вибрации, другие обходятся намного дешевле. Большая часть оборудования предусматривает подачу смазывающего вещества в зону скольжения. За счет этого существенно повышается ресурс работы, а также снижается степень нагрева всего механизма.
Главное вращательное движение передается от асинхронного двигателя, который также монтируется в корпусе. Подобный механизм питается от электричества, может работать от напряжения 220 В или 380 В. На протяжении длительного периода проводилась установка исключительно трехфазного варианта исполнения, так как он характеризовался большей мощностью и устойчивостью к возникающей нагрузке. Однако через некоторое время появились более современные конструкции моделей на 220 В, которые позволили ставить оборудование в бытовых условиях.
Не стоит забывать о том, что шпинделю передается вращательное движение. При этом оно может передаваться напрямую или через различный привод, каждый характеризуется своими определенным особенностями. Примером можно назвать клиноременную передачу, представленную сочетанием шкивов различного диаметра и ремня с определенным профилем. За счет натяжения ремень может передавать существенное усилие, в случае превышения допустимого показателя ремень начинает проскальзывать и исключается вероятность повреждения основных элементов. для передачи особых свойств проводится установка зубчатых колес, в некоторых случаях есть возможность провести их замену.
На валу находятся зажимы цангового типа. За счет подобной конструкции обеспечивается крепление инструмента с определенным диаметром хвостовика. Стоит учитывать, что не всем инструменты могут быть зафиксированы в подобном устройстве. В случае, когда фиксация проводится по внешней цилиндрической поверхности обеспечить высокую степень надежности практически невозможно. Именно поэтому инструменты изготавливают со специальными хвостовиками, которые исключают вероятность осевого смещения.
Довольно большое количество вариантов исполнения имеет систему охлаждения. Она может быть воздушного или жидкого типа. Стоит учитывать, что только при обеспечении надлежащего охлаждения можно эксплуатировать устройство на протяжении длительного периода.
Сложное устройство шпинделя станков с ЧПУ. Это связано с тем, что подобные фрезерные станки характеризуется повышенной точностью в работе, а также большой сложностью по причине применения блока числового программного управления. Устройство с ЧПУ может быть подвижным и работать в автоматическом режиме, то есть выполнять сжатие детали без участия оператора. Часто встречается гидравлический привод, который характеризуется относительно невысокой стоимостью и возможностью передачи большого усилия

Электрические более точные и характеризуются большой скоростью срабатывания.
Рассматривая характеристики шпинделя следует уделить внимание максимальной и минимальной скорости вращения. Она наиболее актуальна для устройства, которое предназначено для фиксации заготовки.

Стоит учитывать, что стандартный ряд частот вращения во многом зависит не от устройства и где находится шпиндель, а от особенностей механизма привода. Производители фрезерных станков указывают стандартные значения частоты вращения шпинделя или диапазон. Некоторые устройства позволяют проводить плавную регулировку параметров. Также есть шпиндельный привод, который классифицируется по достаточно большому количеству признаков.
Какие детали может обрабатывать
На токарных станках могут обрабатываться детали, имеющие вид тела вращения. К ним относятся:
- валы;
- оси;
- диски;
- цапфы;
- фланцы;
- муфты;
- кольца;
- втулки;
- гайки и т. д.
Кроме этого, можно сделать нарезку внутренней и наружной резьбы, точение и растачивание различных поверхностей, подрезание торцов, точение внутренних и наружных канавок, сверление, развертывание отверстий и т. д.
Как видим, токарный станок служит для множества операций и необходим в любом производстве. Рассматривая различные виды оборудования, нужно иметь в виду, что возможность установки дополнительного оборудования позволяет значительно расширить производимые операции.
Изготовление передней (задней) бабки
передняя бабка для самодельного станка из дрели
Для самодельного станка можно своими руками сделать переднюю бабку. Подойдут:
- доска из дерева;
- толстая фанера (10 мм);
- металлический лист небольшой толщины, который можно резать ножницами по металлу.
Проще сделать переднюю бабку, если основой для токарного станка выбрана дрель. Необходимо своими руками сделать подставку, где дрель будет закреплена жестко и ее ось будет строго горизонтальна.
Оба центра бабок должны крепиться жестко, это важное условие. Для задней бабки следует предусмотреть возможность движения по оси вращения и крепкую фиксацию в нужном месте. Тип электропривода и его мощность подбираются своими руками в зависимости от будущего назначения токарного станка
Но мощность двигателя не должна быть менее 250 Вт, иначе ничего толкового на станке не выточить
Тип электропривода и его мощность подбираются своими руками в зависимости от будущего назначения токарного станка. Но мощность двигателя не должна быть менее 250 Вт, иначе ничего толкового на станке не выточить.
Подробное видео об устройстве передней бабки:
Это интересно: Предохранительный клапан — устройство, назначение, работа, типы
Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 103 кг.
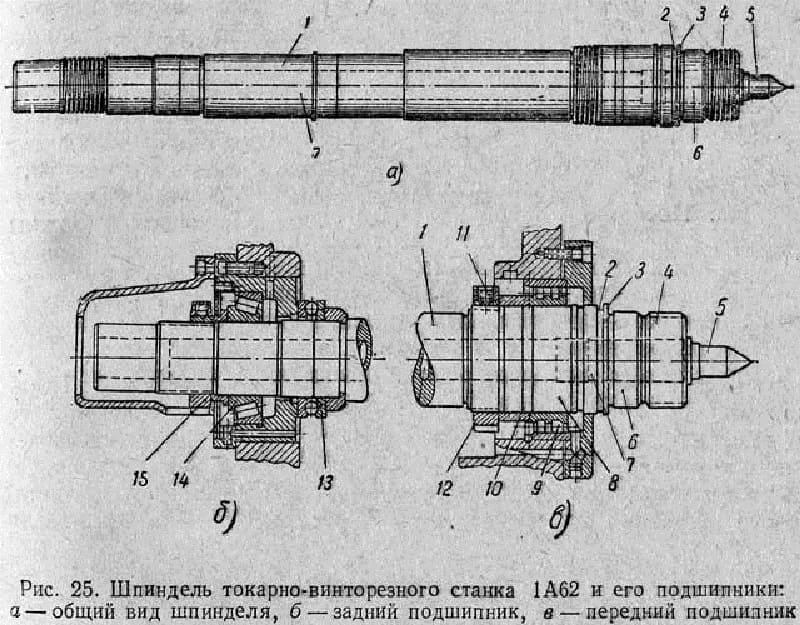
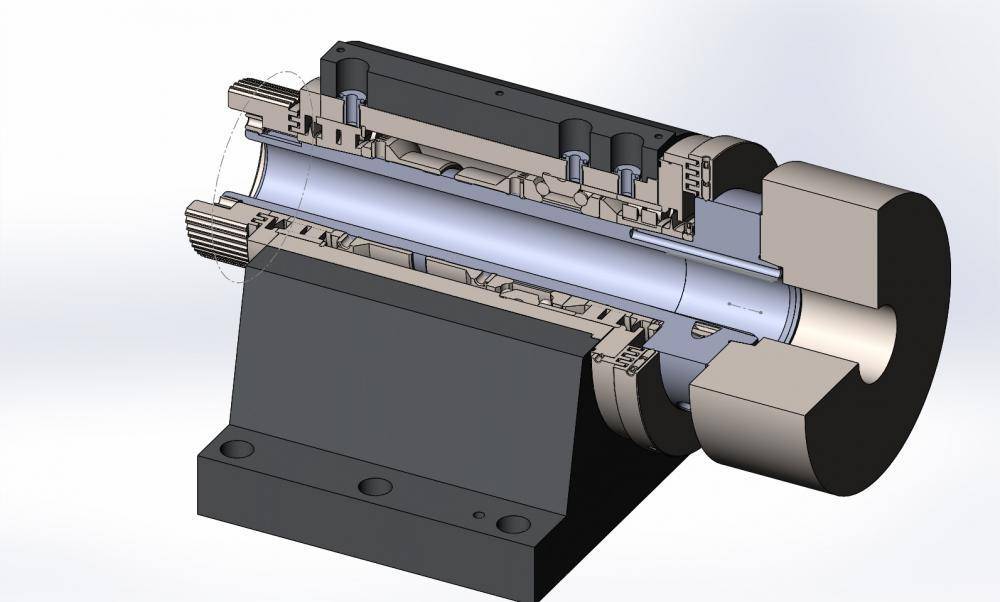
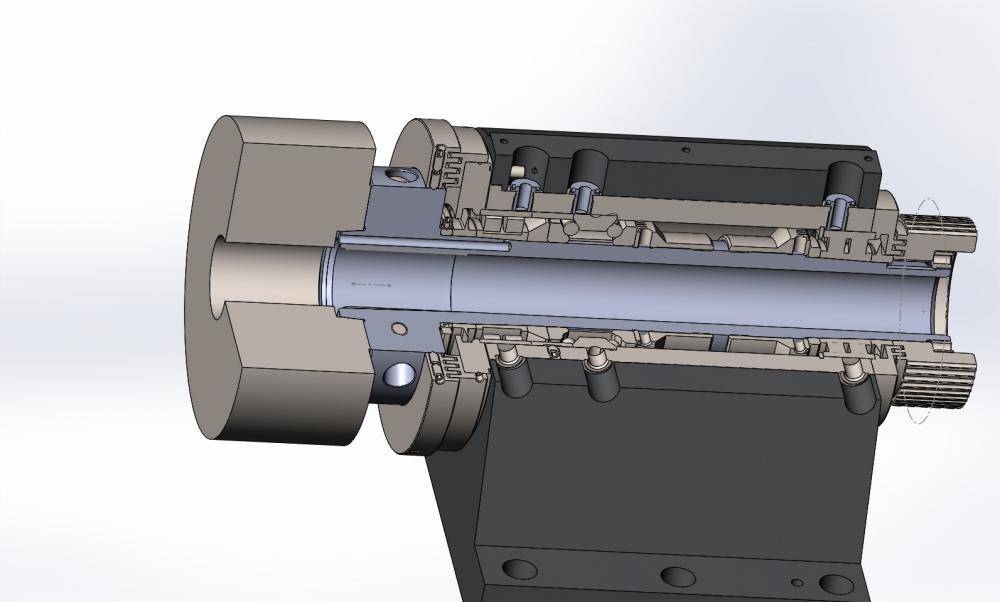
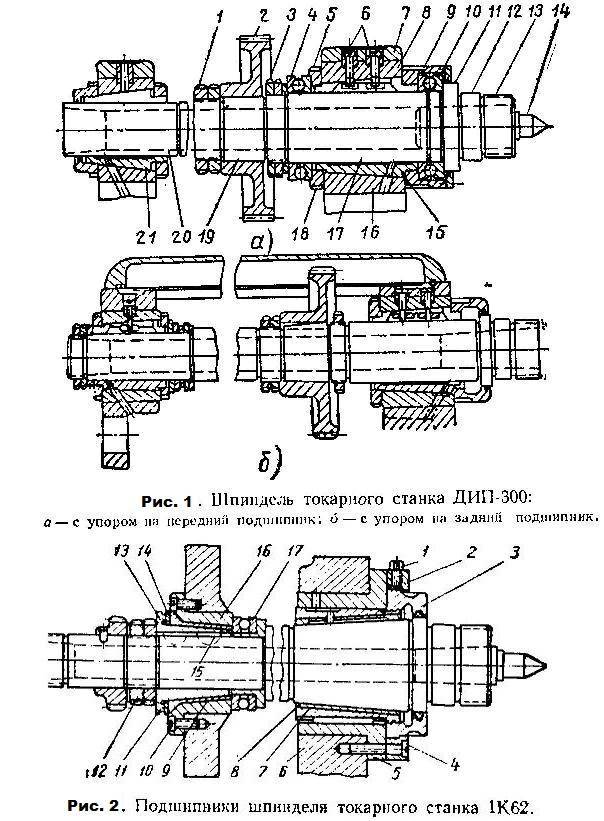
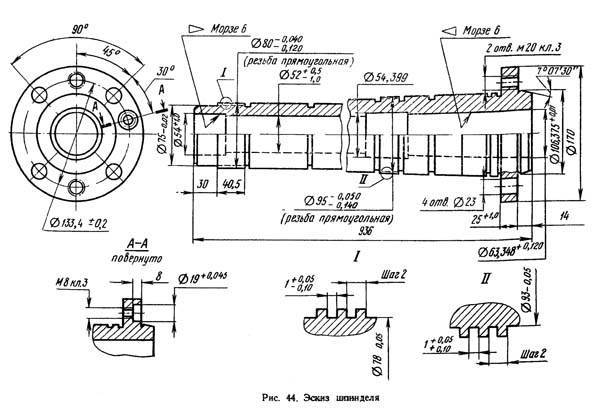
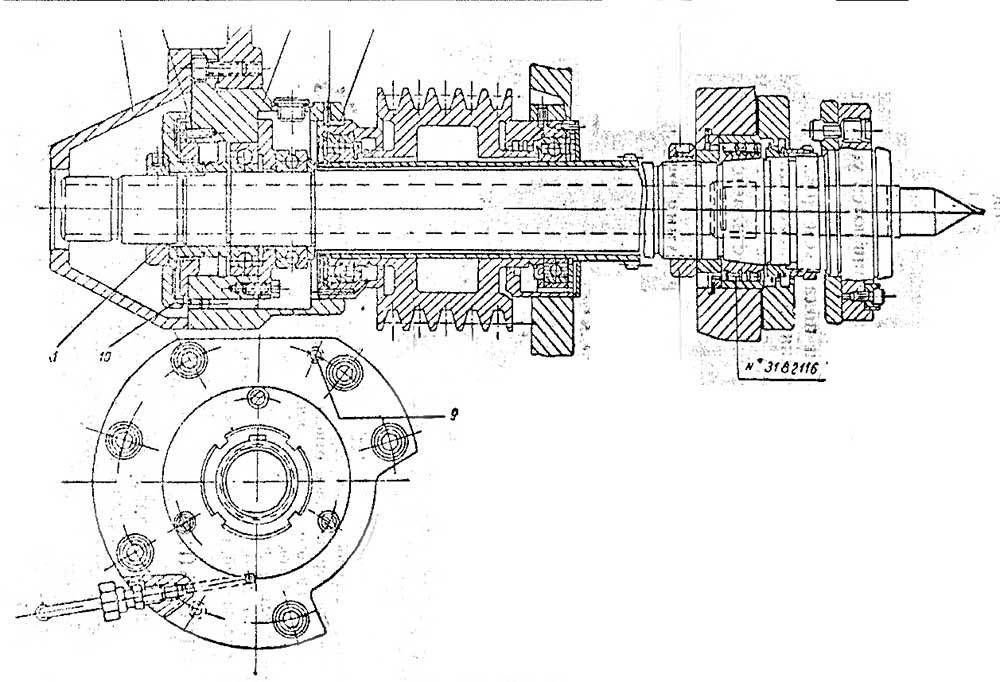
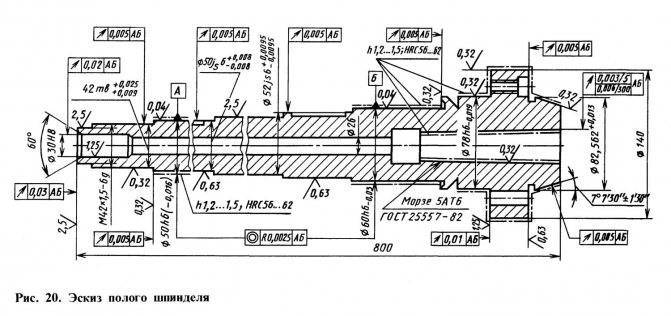
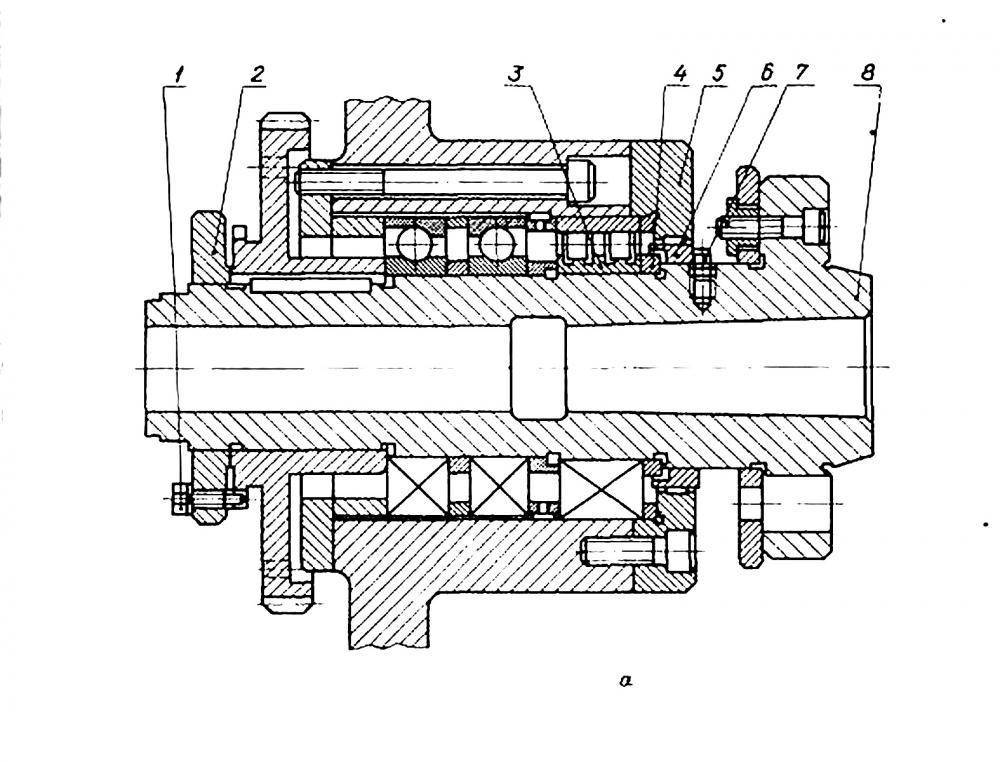
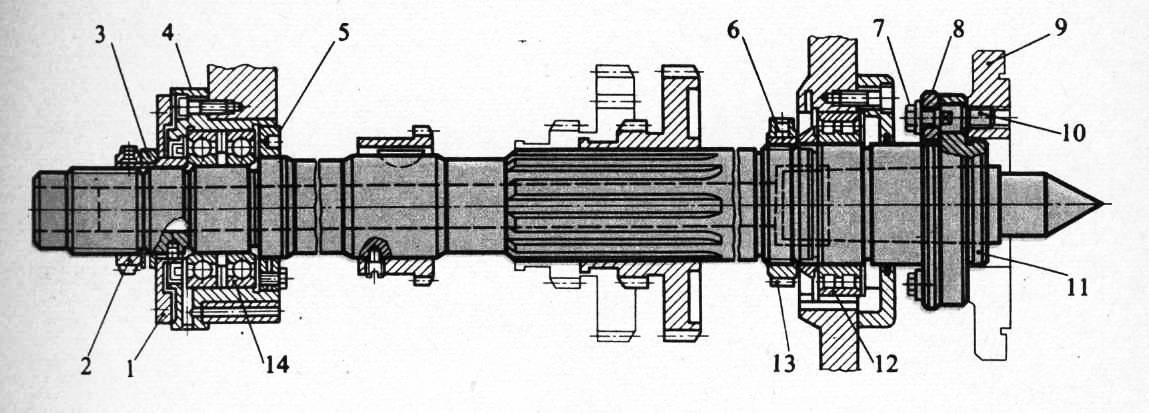
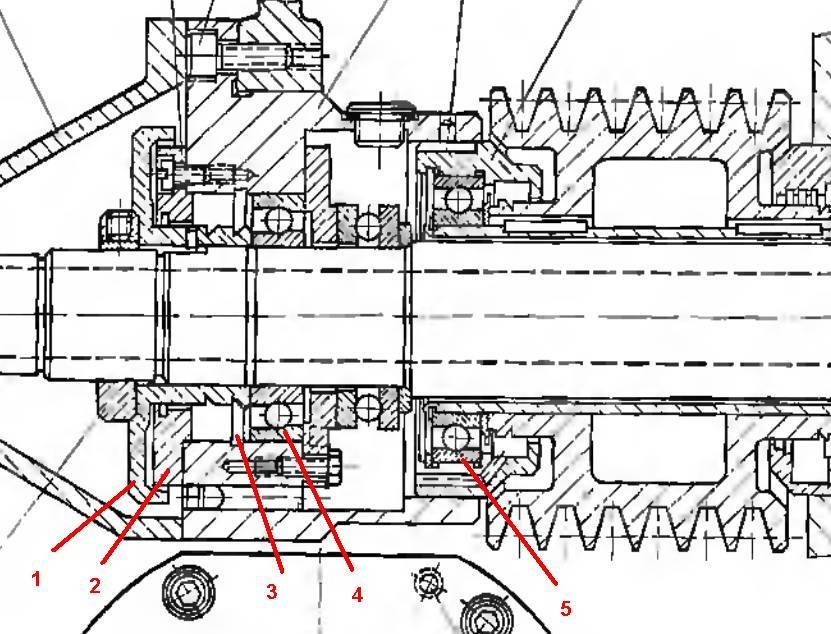
Шпиндель
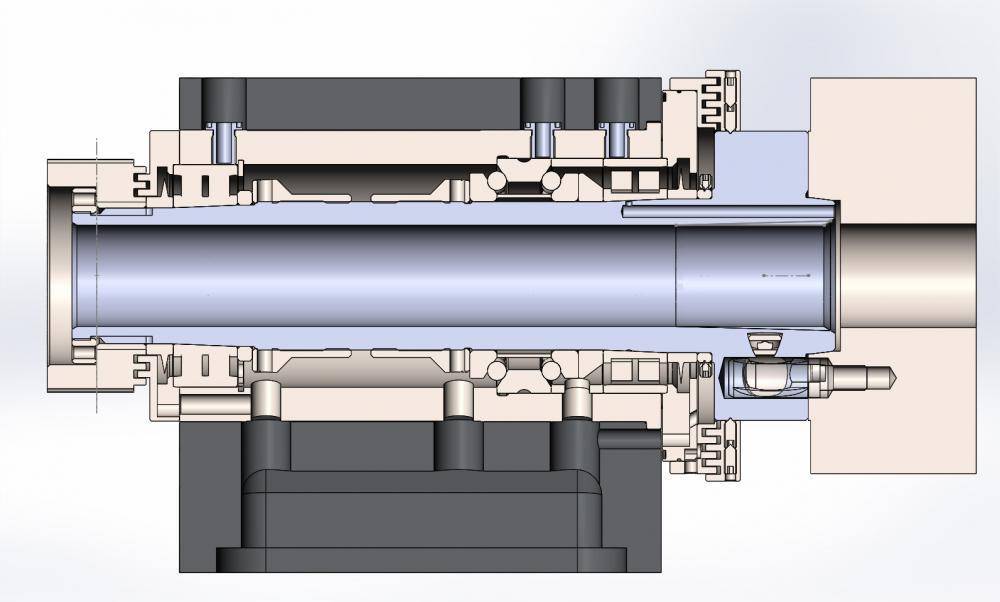
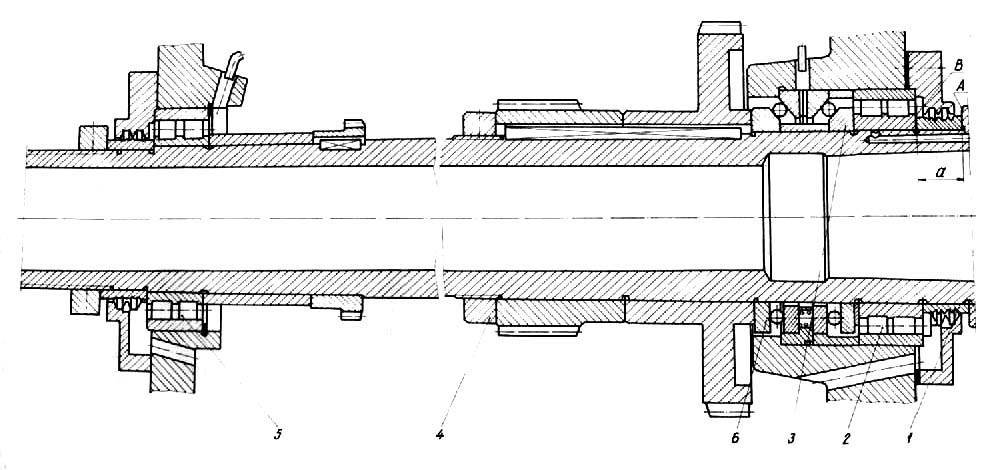
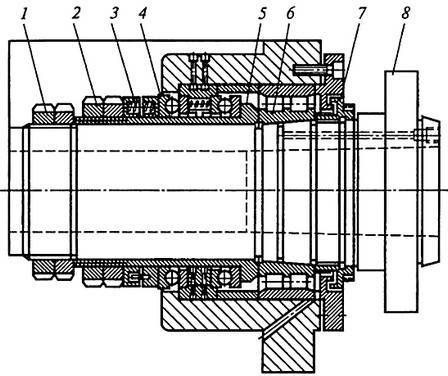
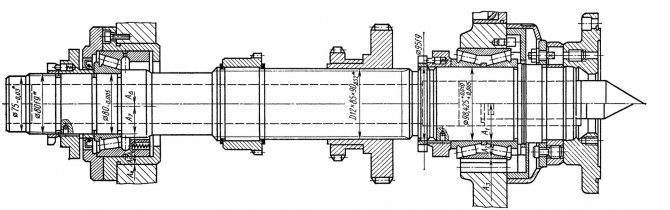
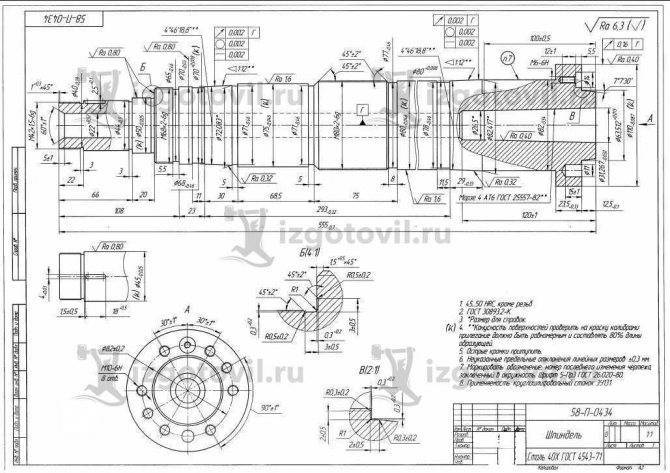
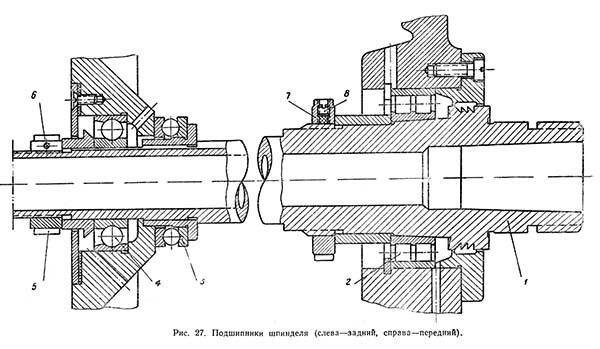
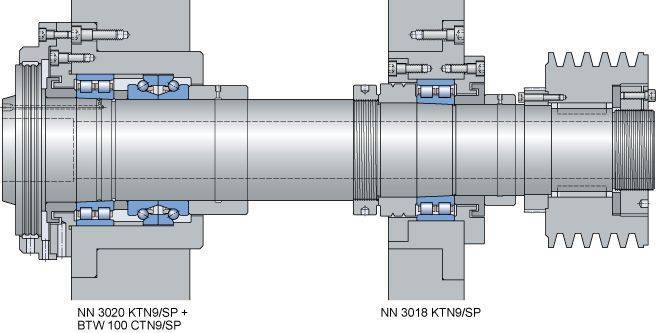
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
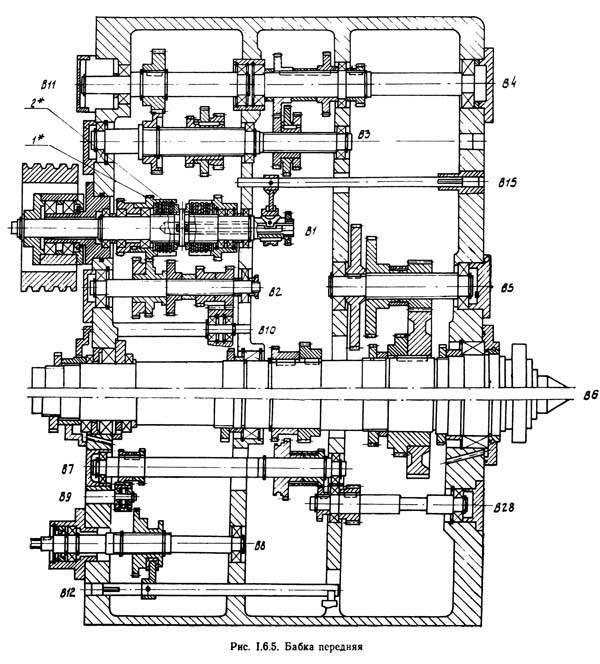
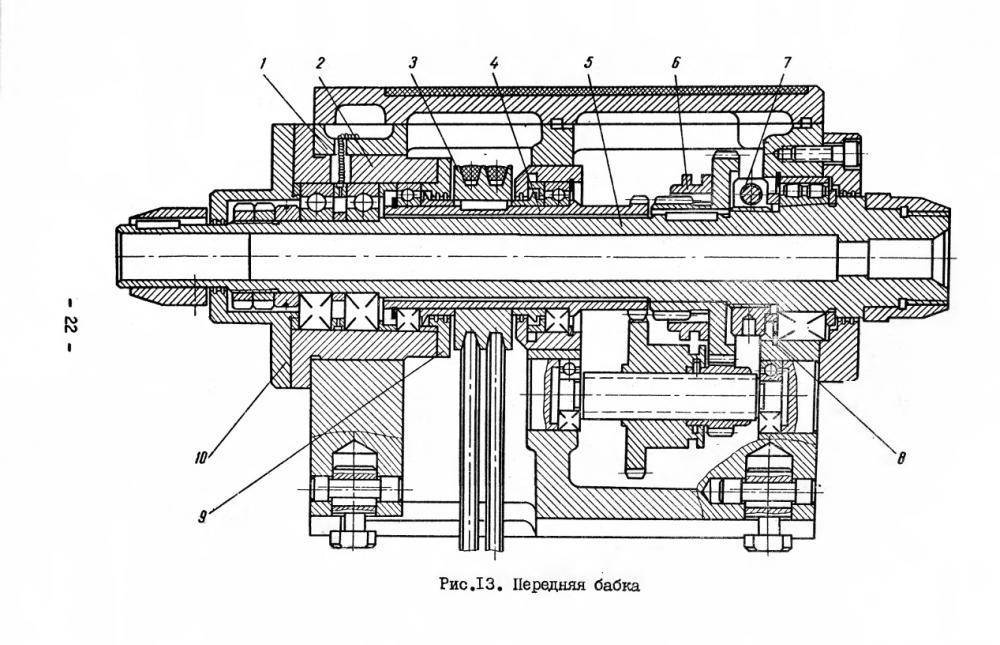
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
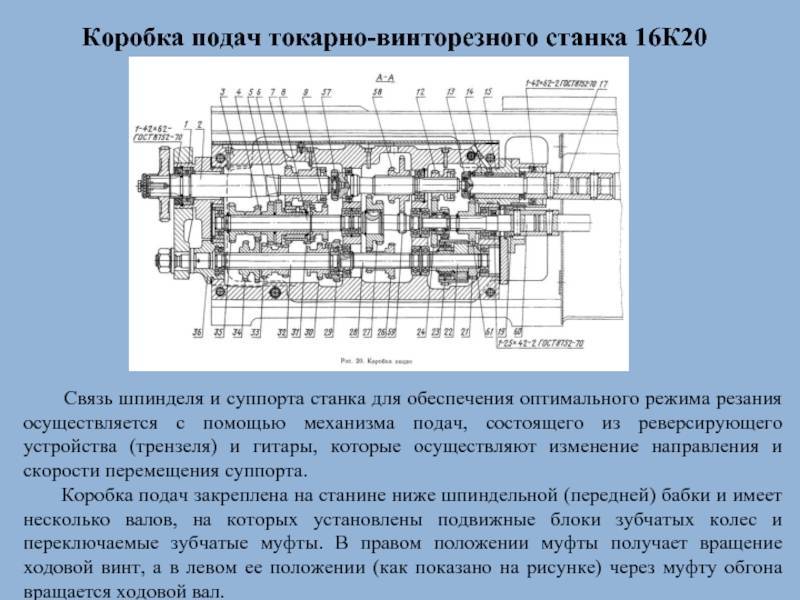
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
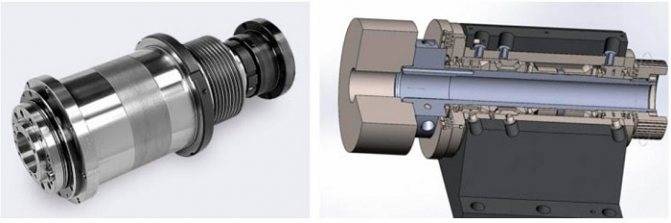
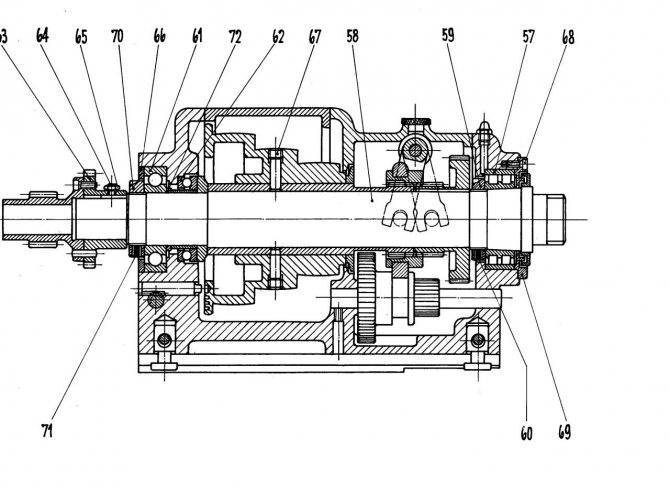
Что представляет собой шпиндель для токарного станка
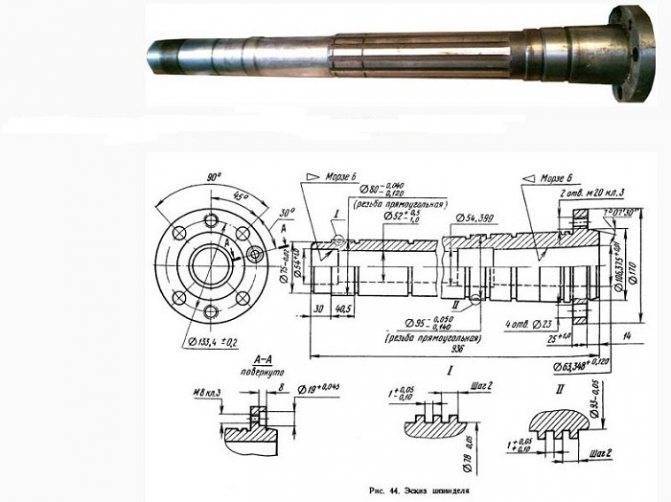
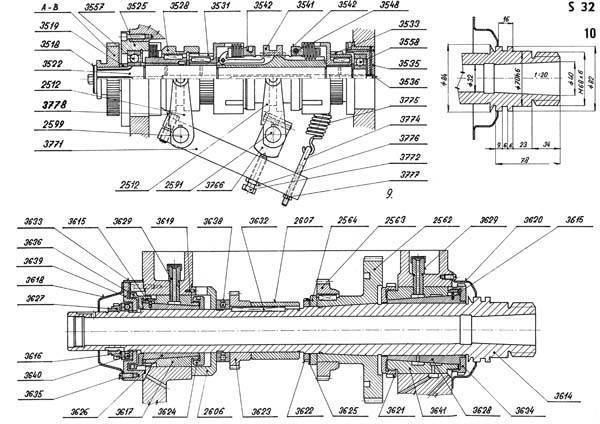
Шпиндель для токарного станка представляет собой вал с отверстием посередине. В него, в отверстие, вставляют заготовки будущих деталей. Изготавливают его из высокопрочной стали, так как на него постоянно ложится большая нагрузка. Теперь немного поподробнее.
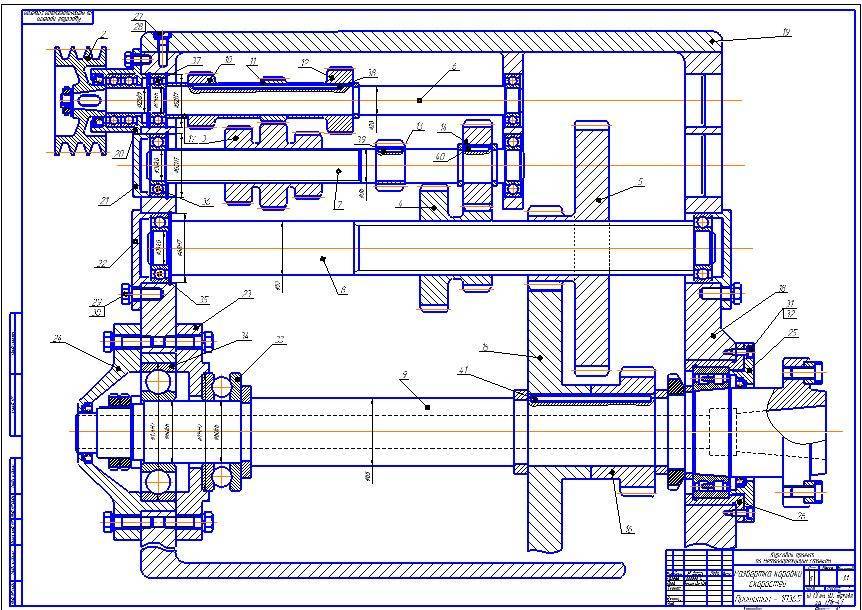
Чертеж и конструкция устройства
То, какой конструкции будет шпиндель, зависит от большого перечня факторов. К примеру, от того, какие работы нужно будет выполнить, или от скорости, с которой будет происходить работа. Также в этот перечень можно внести виды станка, так как для разных видов нужен разный шпиндель.
Требования к шпиндельному узлу
В прошлом основным упором для данного узла были подшипники, на которых вращается шпиндель. Отклонение на них достигало около одного микрометра. Сейчас же всё поменялось: теперь требования к современным шпинделям усилились, и они изготавливаются при помощи либо магнитных, либо воздушных опор.
Это позволяет добиться намного лучших результатов, чем при использовании подшипников: теперь отклонения от нормы составляют лишь около двух десятых микрометров, что позволяет работать даже с самыми сложными деталями, не боясь выпустить брак.
Однако, две десятые микрометров не придел. При помощи маховика, который разгоняет шпиндель, можно добиться снижения погрешности до трёх сотых микрометров, что намного меньше предыдущего результата. Правда, такие работы должны выполняться после того, как маховик будет отключен. То есть, работы выполняются за счёт инерции, при помощи которой шпиндель продолжает движение.

Вот список требований, которым должны соответствовать шпиндельные узлы:
- Точность. Это требование проверяется на основание того, для какого станка нужен шпиндель и применения.
- Скорость обработки. Шпиндельные узлы вращаются всегда с разной скоростью (это зависит от вида). Если говорить грубо: чем быстрее — тем лучше. От скорости зависит, на каком уровне будет качество выполненной детали.
- Жёсткость. Здесь всё не так, как со скоростью. То есть, чем ниже — тем лучше. Вычисляется он при помощи соотношения величины прогиба шпинделя и уровня радиального биения. Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше.
- «Время жизни». Этот показатель означает, сколько шпиндель сможет прослужить при выполнении предназначенных работ. Он зависит от того, какой подшипник используется при эксплуатации. Естественно, чем он хуже — тем быстрее сломается шпиндельный узел.
- Устойчивость к вибрации. Естественно, при работе станок очень много вибрирует, что может привести к браку, если шпиндель не соответствует этому требованию. Если шпиндельный узел плохо переносит вибрацию, то уровень точности при работе будет заметно ниже.
- Максимальный уровень нагревания. Это — одно из важнейших требований. При работе шпиндельный узел, из-за силы трения, сильно нагревается, а потому иногда ему нужно, так сказать, «отдохнуть» от работы. При сильном нагреве он может начать видоизменятся и поломаться, а потому нужно выбирать самый устойчивый к высокой температуре.
- Максимально переносимый вес. Благодаря этому требованию можно определить — какого веса инструменты можно закреплять на шпиндельном узле. Также от этого показателя зависит размер используемого инструмента.
Учитывая все эти требования, которые предъявляют к шпинделю можно выбрать максимально хороший и подходящий для работ шпиндельный узел.
Назначение и принцип действия
Самым главным и, как следствие, основным назначением шпиндельного узла является закрепление на нём патрона, который в свою очередь предназначенных для зажима заготовки будущей детали.
Справка! Закрепление заготовки на шпинделе осуществляется благодаря специальному зажимному патрону, планшайбе или цанговому зажиму, которые крепятся на конце шпинделя.
Выбор вида охлаждения
Охлаждать зону вращения требуется, чтобы увеличить срок эксплуатации. Есть два типа.

Водяное (жидкостное)
Отличия:
- Они очень тихие – жидкость поступает почти бесшумно. Но при этом есть еще один громкий звук от движения крыльчатки.
- Наличие контура, которые включает систему трубок, емкость, помпу. Нужно постоянно контролировать подачу влаги и ее температуру.
- Может работать на низких оборотах.
Воздушное
Отличительные черты:
- Сильный и не самый приятный звук.
- Может происходить разлет стружек под воздействием струи воздуха.
- Необходимо с одинаковыми промежутками заниматься прочисткой рубашки, где забиваются частички металла.
- Требуется очень тщательно следить за температурой, идеально – установить датчик с сигналом, потому что весь аппарат очень чувствителен к перегреву.
В результате рекомендуем применять воздушный вариант при работе с мягкими материалами, но когда заготовка из прочного металла, лучше применять жидкостное охлаждение.
Выбор вида охлаждения
Охлаждать зону вращения требуется, чтобы увеличить срок эксплуатации. Есть два типа.

Водяное (жидкостное)
Отличия:
- Они очень тихие – жидкость поступает почти бесшумно. Но при этом есть еще один громкий звук от движения крыльчатки.
- Наличие контура, которые включает систему трубок, емкость, помпу. Нужно постоянно контролировать подачу влаги и ее температуру.
- Может работать на низких оборотах.
Воздушное
Отличительные черты:
- Сильный и не самый приятный звук.
- Может происходить разлет стружек под воздействием струи воздуха.
- Необходимо с одинаковыми промежутками заниматься прочисткой рубашки, где забиваются частички металла.
- Требуется очень тщательно следить за температурой, идеально – установить датчик с сигналом, потому что весь аппарат очень чувствителен к перегреву.
В результате рекомендуем применять воздушный вариант при работе с мягкими материалами, но когда заготовка из прочного металла, лучше применять жидкостное охлаждение.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Инструкция по эксплуатации
Перед тем, как вообще использовать шпиндель с токарным патроном для работы с заготовками, необходимо провести обкатку, о которой чуть позже.
После того, как обкатка была завершена, можно приступать к самой работе. Если в шпиндельном узле используются подшипники, то их смазывают специальной смазкой, которая помогает использовать возможности шпинделя по полной на высокой скорости.
Это позволяет шпиндельным узлам служить на протяжении всего времени, которое им отводят производители. Конструкция шпинделя сделана так, чтобы эта замазка могла смазывать все движущиеся части, при этом не позволяя ей выбраться из подшипника.
Также, благодаря конструкции, не только смазка не может выбраться наружу, но и различная грязь не сможет забраться внутрь шпиндельного узла.
Промывку необходимо производить с тщательным соблюдением мер обеспечения чистоты рабочего места и инструментов. При промывке подшипника, в случае констатации предельных или запредельных люфтов, а также износа беговых дорожек или выкрашивании текстолитового сепаратора, рекомендуется произвести полную замену подшипников шпинделя.
Кроме, выше указанного, в ряде случаев, когда шпиндель имеет высокую степень технологической загрузки, а режим его работы относится или близок к категории «круглосуточный», замену смазки в подшипниках следует производить по истечении определённого эмпирическим путем периода времени работы шпинделя.
Выбор типа шпинделя
Теперь представим конкретные разновидности, отметим их достоинства и характерные черты. Их следует учитывать при подборе детали.

Со встроенным электромотором (электрошпиндели)
Они:
- Способствуют развитию очень высоких скоростей. При стандартных 18 000 – 24 000 оборотов в минуту, некоторые модели могут поддерживать и рабочие 120 тысяч об/мин.
- Очень хорошо режут на больших скоростных режимах.
- Имеют ограничения в нагрузках – оно продиктовано использованием небольших шариковых подшипников.
- Не приспособлены для обратного хода. Отсутствие такой функции сильно затрудняет создание некоторых элементов, например, нарезку резьбы.
- В качестве фиксаторов наиболее часто применяются конусы или цанговые зажимы.
Механические с внешним приводом
Они:
- Имеют дело с намного меньшими скоростями. Стандартном можно считать от 300 до 8 000 оборотов в минуту. Это обусловлено тем, что довольно трудно привести в движение все подшипники, шестерни и прочие передающие движение элементы
- Жесткость и нагрузочная способность больше. Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
- Есть обратная связь – при условии установки мотора с энкодером.
- Применяются инструментальные конусы вместо цанг – последние не отвечают требованиям по жесткости фиксации.
Классификация оборудования
 Виды этого оборудования ООО Галт подразделяют исходя из нескольких параметров, к которым относятся:
Виды этого оборудования ООО Галт подразделяют исходя из нескольких параметров, к которым относятся:
- Максимальный диаметр этой детали.
- Максимальная длина детали, которая допускается для обработки на этом оборудовании.
- Масса оборудования.
Длина детали, которая обрабатывается на этом оборудовании той или иной модели полностью зависит от того, какое выдержано расстояние между его центрами. При рассмотрении диаметра заготовки, которую определённый вид токарного станка позволяет обрабатывать, этот параметр колеблется в пределах от 100 до 4 тыс. миллиметров. Нужно учитывать и тот фактор, что модели оборудования, на котором могут обрабатываться элементы одного диаметра, могут иметь разную длину обрабатываемой заготовки.

У токарных универсальных станков может быть различный вес. По этому параметру оборудование подразделяется на такие категории:
- Лёгкие станки. Их вес не бывает больше 0,5 тонн. На нём обрабатываются элементы диаметр которых 100−200 миллиметров.
- Масса оборудования не превышает 4 тонн. Допустимый диаметр элементов обработки 250−500 миллиметров.
- Вес оборудования до 15 тонн. Диаметр обрабатываемых элементов колеблется в пределах 600−1250 миллиметров.
- Станки тяжёлые. Их вес может достигать 400 тонн. Диаметр обрабатываемых элементов 1600—4000 миллиметров.
1 Станина и передняя бабка токарного агрегата
Можно выделить следующие основные узлы любого станка для выполнения токарных работ по металлу – станина, две бабки (передняя и задняя), фартук, суппорт, коробки подач и скоростей, шпиндель, электродвигатель. Все механизмы и части токарного агрегата устанавливаются тем или иным образом на станине. Именно этот узел представляет собой базовый центр станка.
Станина – это продольные стенки в количестве двух штук, которые между собой соединяются поперечными ребрами, увеличивающими общую жесткость установки. Интересующий нас узел, кроме того, располагает несколькими направляющими, часть из коих имеет призматический вид. Задняя бабка в токарных агрегатах всегда располагается на внутренних направляющих. По ним она передвигается на требуемое при работе расстояние.

На внешней стороне передняя бабка располагает рукоятками еще одной важной части станка – коробки скоростей. Эти рукоятки позволяют выбирать во время работы нужное число оборотов шпиндельного узла
На табличке, которую прикрепляют к бабке (имеется в виду передняя бабка), есть схематический чертеж с указанием того, каким именно образом нужно поворачивать рукоятку, чтобы выставить требуемые обороты. Шпиндель вращается в подшипниках качения либо скольжения в корпусе бабки. На окончание шпинделя с резьбой надевается патрон поводкового или кулачкового типа.

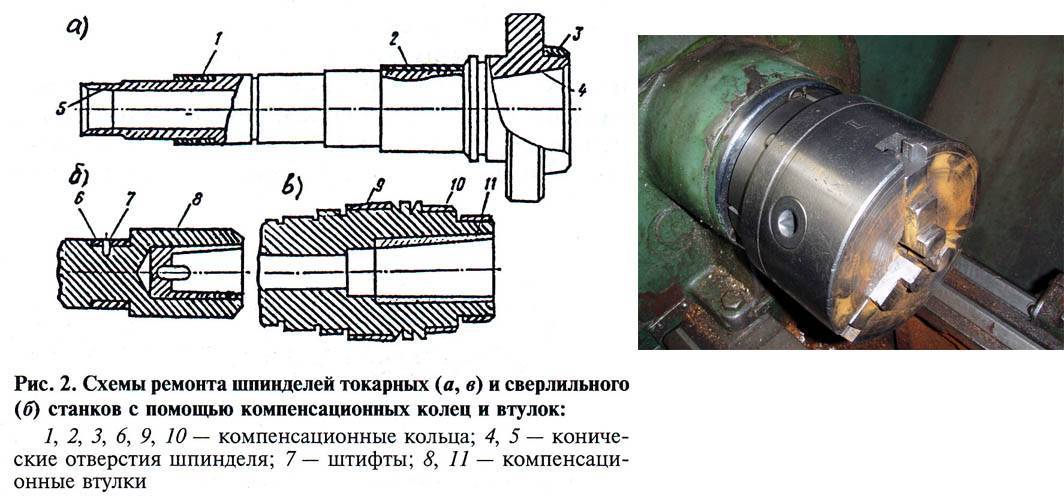
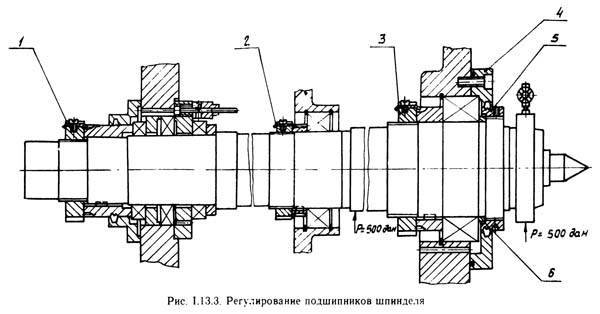
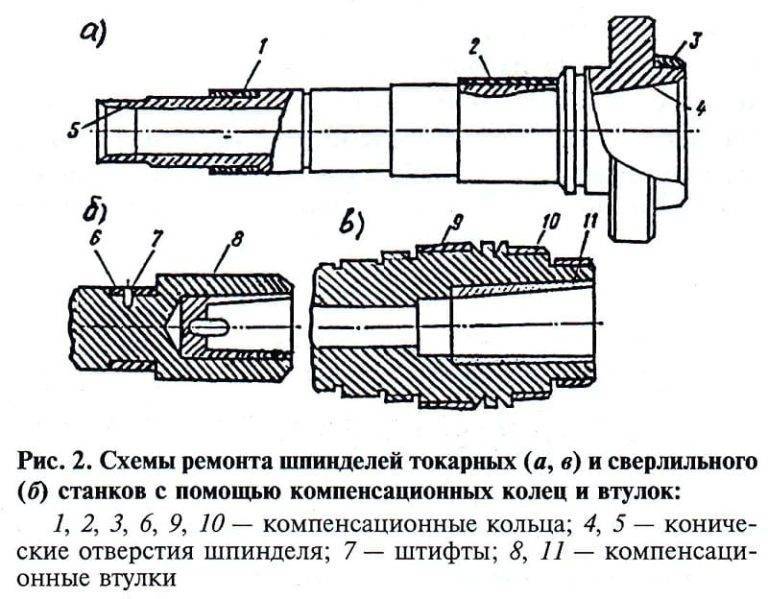
Как производится регулировка и ремонт шпинделя
Обкатка или регулировка шпинделя, осуществляют следующим образом: нужно выполнить пять циклов каждый по двадцать минут. При этом необходимо делать перерывы между циклами по примерно две минуты.
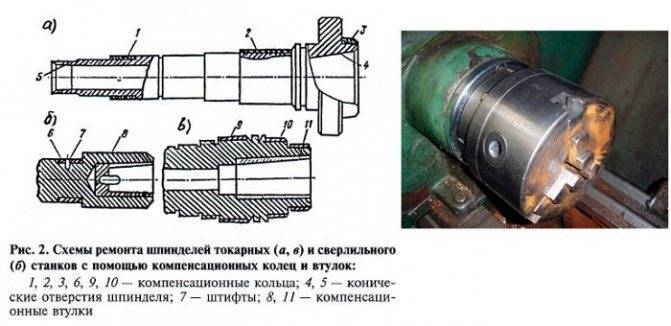
Если же режимы работы были нарушены, а также если воздух в помещении, где выполняются работы, был сильно загрязнён пылью и грязью, то трущиеся поверхности достаточно быстро приходят в негодность, смазка, которая заливается ещё при производстве и должна служить на протяжении всего срока работ, начинает терять свои свойства.
Из-за этого трения начинает вызывать сильное повышение температуры и подшипники, после некоторого времени такой работы, приходят в негодность и больше не могут выполнять возложенные на них функции.
Чтобы избежать такого печального развития событий, нужно при первых признаках перегрева, а также при появлении вибраций и необычных звуков, шпиндельного узла немедленно прекратить работу с заготовкой и в срочном порядке произвести техническое обслуживание шпинделя. Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Важно!
Не стоит забывать про выбор марки, так как она зависит от того, какой вид шпинделя и подшипника используется.
Изготовление задней бабки своими руками
Разработчики и производители изделий для токарных работ по дереву предлагают большое разнообразие различных узлов и агрегатов. Обладая определённым опытом, необходимым оборудованием и материалами можно изготовить их самостоятельно.
Самодельные задние бабки для токарных станков могут быть изготовлены в домашней мастерской. Для этого потребуются следующее оборудование и инструменты:
- токарный станок;
- аппарат для сварочных работ;
- комплект подшипников (обычно используются два);
- набор для болтового соединения (три болта и три гайки);
- два куска стальной трубы с толщиной стенки более 1,5 мм;
- листовую сталь толщиной от 4 мм до 6 мм (какой проще найти).

Для снижения себестоимости необходимо использовать подручный материал. Необходимые метизы легко найти в мастерской. Если их нет они приобретаются в любом хозяйственном или строительном магазине.
Порядок производства задней бабки для токарного станка по дереву состоит из следующих этапов:
- Составление перечня задач, которые планируется решать на создаваемом станке (перечень необходимых операций).
- Разработать и начертить схему узла.
- Составить технологическую карту.
- Выбрать требуемый инструмент.
- Изготовить заднюю бабку.
- Установить и провести проверку работоспособности.
Порядок самостоятельного изготовления задней бабки токарного станка по дереву состоит из следующих операций:
Изготовить заготовку для установки подшипников. Для этого необходимо обработать выбранный кусок трубы с внешней и внутренней стороны
Особое внимание следует уделить обработке внутренней поверхности. В ней будут установлены подшипники.
При необходимости в изготовленной втулке следует произвести пропил
Его ширина не должна превышать 3 мм.
С помощью сварочного аппарата соединить два болта. Должен получиться стержень заданной длины.
С правой стороны отварить гайку с шайбой.
С левой стороны удалить гайку.
Головку болта спилить. Место спила обработать с помощью абразивного инструмента.
Приступить к изготовлению шпинделя. Его изготавливают из обрезка трубы диаметром ¾ дюйма. Длина составляет около 7 мм.
Конус задней бабки изготавливается из болта. Для этого его конец затачивают соответствующим образом.
После завершения изготовления всех элементов необходимо произвести сборку задней бабки и проверить её на включённом станке.
Качество самостоятельно изготовленной задней бабки во многом зависит от класса точности применяемого инструмента и профессиональных навыков изготовителя. Опыт показывает, что с такими узлами возникают определённые проблемы. К ним относятся:
- превышение уровня вибрации;
- плохая центровка;
- низкая производительность, по сравнению с промышленными образцами;
- повышенная скорость износа установленных подшипников.

Чтобы избежать негативных последствий необходимо произвести проверку станка на холостом ходу. Проверить соосность задней и передней бабки, качество смазки подшипников и надёжность их крепления. При правильной сборке и качественном изготовлении отдельных деталей самодельная конструкция соответствует всем требованиям и будет не хуже промышленной.
Оглавление
Токарный станок 1и611п предназначенный для обработки различных токарных операции, в том числе нарезание метрической, модульной и дюймовых резьб.
Класс станка- П- повышенный.
Устройство токарного станка 1и611п
- 1и611п 10.00 – станина;
- 1и611п 17.00- редуктор;
- 1и611п 20.00 –передняя бабка;
- 1и611п 30.00 коробка подач;
- 1и611п 40.00 – задняя бабка;
- 1и611п 52.00 – фартук;
- 1и611п 60.00 – суппорт;
- 1и611п 70А.00 – охлаждение;
- 1и611п 72.00 – система смазки;
- 1и611п 89.00 –защитный кожух;
- 1и611п 90А.00 — электрооборудование.
Органы управления токарного станка 1и611п
1-маховик скоростей шпинделя станка;
2, 3, 4 – ручка переключения подачи и резьб;
5-ручка переключения трензеля и звена для увеличенного шага;
6- ручка переключение перебора;
7-маховик ручной продольной подачи суппорта;
8- ручка ручной поперечной подачи каретки;
9-ручка закрепления резцедержателя;
10- ручка включения ходового винта;
11- ручка фиксации системы охлаждения;
12- включатель освещения;
13- ручка перемещения верхних салазок;
14-ручка зажима пиноли задней бабки;
15-ручка зажима задней бабки к направляющим станины;
16-ручка реверсной подачи;
17-маховик осевого перемещения пиноли;
18-гайка крепления задней бабки станка к станине;
19-ручка пуска и останова станка;
20- винт регулировки предохранительного механизма;
22- кнопка включения помпы;
23- кнопка включения охлаждения;
24-Включение в сеть;
25- ручка переключение скоростей шпинделя станка.
Станина токарно-винторезного станка 1и611п
Станина токарного станка 1и611п устанавливается на монолитной тумбе. Имеет две плоские и две призматические равнобокие направляющие. Передняя призма служит базой для монтажа передней бабки. Спереди станины расположена полка для защиты ходового винта от эмульсии и стружки. Внутри станины смонтированы электродвигатель с редуктором главного движения, а также система охлаждения и смазки. Кроме этого, внутри тумбы расположен резервуар для сбора СОЖ. Справа станины установлена панель электрооборудования.
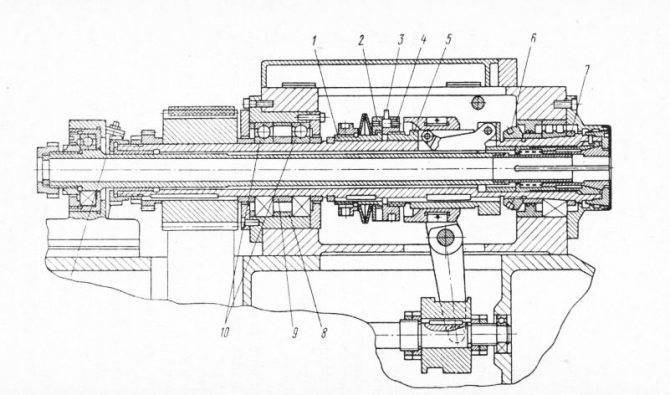
Передняя бабка токарного станка 1и611п
Движение на шпиндель станка передается с помощью клиноременной передачи, четырьмя ремнями. Шпиндель станка имеет 12 скоростей, получает их от ведомого шкива напрямую через зубчатую муфту. На панели передней бабки расположение рукоятки переключение шестерен и зубчатой муфты. Невозможно одновременное включение перебора и зубчатой муфты.
Во избежание преждевременного износа зубьев, переключение перебора на холостом ходу не рекомендуется.
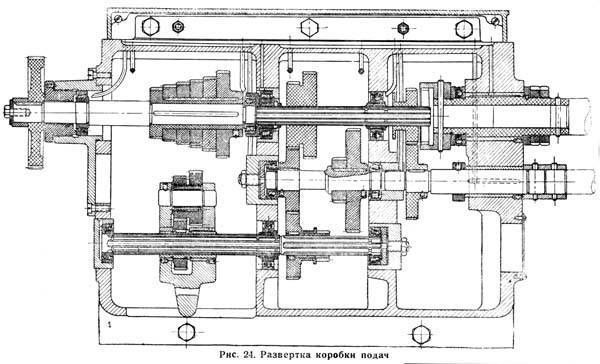
Коробка подач токарного станка 1и611п
При помощи коробки подач, возможно нарезать метрические резьбы всех основных шагов, дюймовые резьбы – с числом ниток на один дюйм от 24 до 0,5.
Производя прямые соединения ходового винта с гитарой станка, минуя механизм подач, возможно нарезать резьбы повышенной точности. Шаг подбирается сменными шестернями гитары.
Задняя бабка токарного станка 1и611п
Задняя бабка предназначена для поджатия длинной заготовки, во избежание радиального биения и несоосности. Задняя бабка закрепляется жестко к направляющим станины рукояткой через эксцентрик и тягу. Для обработки конусности, корпус задней бабки может смещаться от линии центров на 10 мм в обе стороны.
Положение пиноли фиксируется рукояткой, установленной в корпусе.
Фартук токарного станка 1и611п
Фартук токарного станка предназначен для получение продольных и поперечных перемещения суппорта как вручную, так и механически – от коробки подач.
В фартуке расположено 4 муфты, позволяющие осуществлять прямую и обратную подачу и обоих направлениях.
Блокирующее устройство исключает возможность одновременного включения винта и ходового валика.
С левой стороны фартука расположенный маховик с ценой деления 0,01 мм. Справой стороны –рукоятка для включения гайки ходового винта.
Конусная линейка
Конусная линейка токарного станка предназначена для обработки наружных и внутренних конусов, нарезание конических резьб без смещения задней бабки станка.
Кронштейн 011 прикреплен к задней части каретки суппорта. Каретка 012 с помощью тяги и кронштейна 015Б, удерживается неподвижно.
На каретке 012 имеется копирная линейка 013, которая поворачивается вокруг оси 111 на заданный угол при помощи рукоятки.
Конусность на обрабатываемой поверхности обеспечивается во время продольного перемещения каретки по направляющим станины и ползушка скользит по линейки, перемещая на указанный угол верхнюю часть суппорта.





