

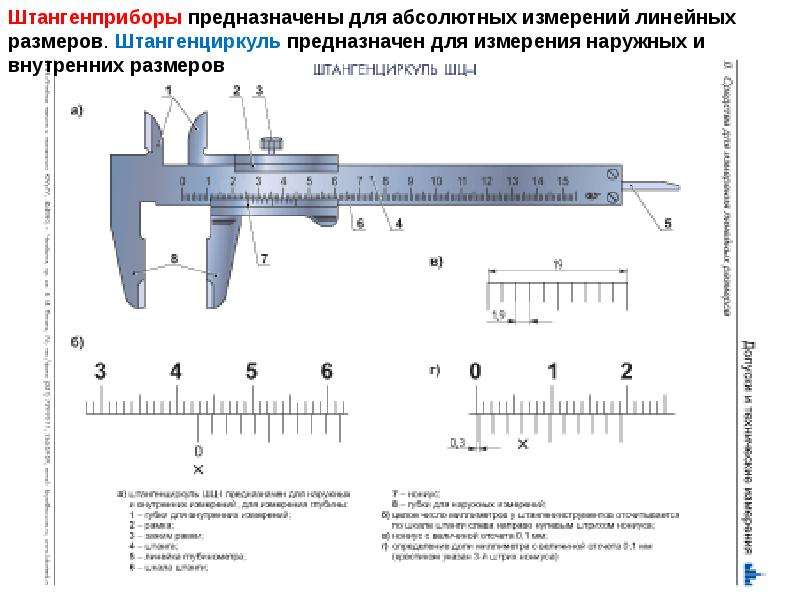
Как пользоваться штангенциркулем
Первым делом инструмент проверяют – губки сводят вместе, а затем контролируют точность их смыкания. Не должно быть никаких просветов. Затем штангенциркуль берут в одну руку, деталь, которую будут исследовать, – в другую. Для того чтобы измерить внешний размер, нижние губки разводят и располагают между ними деталь. Затем губки сжимают, пока они не будут соприкасаться с поверхностями деталей. Затем следует проверить, как расположились губки. Точность размера будет высокой, когда они будут расположены на равном расстояния от детали. Затем при необходимости фиксируют винт. Далее деталь откладывают, а инструмент берут для получения результата.
Если штангенциркуль – разметочный, то его губками можно наносить необходимые размеры непосредственно на поверхности детали. Губки изготовлены из твердых сплавов, и ими можно сделать пометки на стали и похожих сплавах.
Особенности штангенрейсмасов
Перво-наперво, стоит упомянуть о некоторых особенностях инструмента:
- В связи с тем, что термин пришел из норманнских диалектов, то прибор может именоваться двояко – и «штангенрейсмАсом» и «штангенрейсмУсом», что будет в обоих случаях верно;
- Визуально он чем-то похож на штангенциркуль, но применяется он для установления размеров по горизонтальным плоскостям в вертикальной позиции;
- Принцип его действия вполне возможно сравнить с работой штангенциркуля;
- Основная его задача – измерение объектов в высоту, осуществление промеров глубины отверстий, координация расположения различных деталей на плоскости объекта относительно друг друга, а также осуществление различных разметочных процедур;
- Ввиду того, что прибор является по сути измерительным инструментом, то он имеет собственную нормативно закрепленную методику производства измерений и проверки результатов;
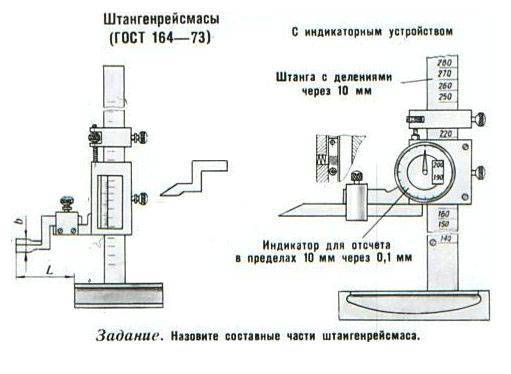
- Технические условия данного прибора регламентируются Государственным стандартом №164 от 1990 года (164-90).
Конструкция устройства
Как уже говорилось выше, штангенрейсмас является измерительным инструментом слесарной отрасли и используется для измерения высот объектов, глубины отверстий и для нанесения разметки на корпусе различных деталей. К его конструктивным особенностям относится наличие особых разметочных приспособлений (губки и ножки), а также базовое основание, используемое для установки на плоскость измеряемого объекта. Стандартная точность измерения прибора составляет +/- 0,5 миллиметров и ее просто достигнуть даже неопытному пользователю.
Всю конструкцию штангенрейсмуса возможно подразделить на основные элементы и дополнительные. К первым можно отнести:
- Массивную базу-основание;
- Штангу вертикальную, с нанесенной на нее главной миллиметровой шкалой (в народе попросту называемой «линейкой» за схожесть со школьным инструментом);
- Основную рамку;
- Дополнительную шкалу с микрометрической разметкой (она же — нониус);
- Измерительную ножку.
- Вторые элементы, играющие вспомогательную роль, несут в себе либо фиксирующую либо регулировочную функцию, и к ним относятся:
- Гайка с винтом, служащие для перемещения главной рамки;
- Рамка для микрометрической подачи;
- Фиксатор заменяемых наконечников на измерительной ножке;
- Чертежное приспособление.
Особенности конструкции
В рассматриваемом приборе, штанга с главной измерительной шкалой, как бы, является «впрессованной» в основание инструмента строго под углом в 90 градусов к плоскости его опоры. На самой штанге располагается двигающаяся рамка с микрометровой шкалой, которая выступает вбок. Выступ же оснащен фиксатором с винтом, на котором закрепляется разметочная/измерительная ножка (что будет зависеть от выполняемой задачи – разметки либо измерения).
Поверка инструмента
Методика поверки штангенрейсмаса предусматривает следующее. Вначале следует проверить установочный ноль применённого инструмента. Для этого прибор размещают на эталонную плиту и перемещают его в продольном направлении. Контрольная прямая не должна иметь ломаных участков и прочих отклонений, которые в абсолютном выражении выходят за пределы точности. Аналогичным образом поверяется и цифровой штангенрейсмас, только контролируются показатели цифрового дисплея.
Назначение штангенрейсмаса – точное проведение размерных линий и производство измерений – может быть реализовано в полной мере, если соблюдать следующие правила и требования:
- Недопустимы значительные колебания температуры и влажности при работе. В частности, нормируемый температурный диапазон составляет 20±10 °С, а относительная влажность 70±5%.
- При изменении диаметра или конфигурации измерительной головки поверку необходимо выполнять заново.
- Поверку всегда производят несколько раз (не менее трёх), после чего для штангенрейсмаса нониусного сравнивают между собой показания нониуса. Инструмент цифрового типа поверяется по отклонению показаний имеющегося в комплекте дисплейного экрана.
Для проверки полученных результатов используют эталонный микрометр, точность которого должна быть не ниже, чем точность поверяемой техники.
Описание
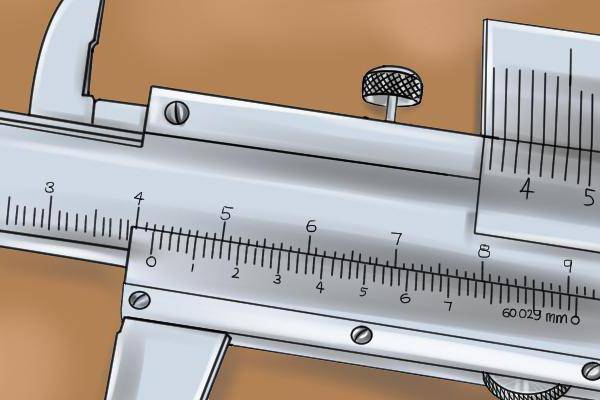
Принцип действия основан на определении положения измерительной рамки, перемещающейся вдоль штанги со штриховой шкалой. Отсчет размеров производится методом непосредственной оценки совпадения делений шкалы на штанге с делениями нониуса (или делениями круговой шкалы), расположенного на рамке штангенрейсмаса.
Выпускаются двух типов, отличающихся отсчетным устройством:
ШР — с отсчетом по нониусу;
ШРК — с отсчетным устройством с круговой шкалой.
Штангенрейсмасы состоят из оснований, в которых закреплены штанги: с миллиметровой шкалой — для ШР; с рейкой, имеющей шкалу — для ШРК. По штангам перемещаются рамки: с нониусом — для ШР; с отсчётным устройством — для ШРК. Рамки штангенрейсмасов имеют микрометрическую подачу для точной установки на размер. Рамка и микрометрическая подача штангенрейсмасов снабжены стопорными винтами. На рамках штангенрейсмасов устанавливаются разметочная или измерительная ножки, которые фиксируются в требуемом положении стопорными винтами. Стрелка отсчётного устройства устанавливается на нуль поворотом ободка.
Штангенрейсмасы выпускаются в следующих модификациях:
ШР — ШР 250, ШР 400, ШР 630, ШР 1000, ШР 1600, ШР 2500, отличающиеся друг от друга диапазонами измерений, нормируемой погрешностью, габаритными размерами и массой; ШРК — ШРК 250.
Штангенрейсмасы выпускаются под товарным знаком
Общий вид средства измерений представлен на рисунке 1.
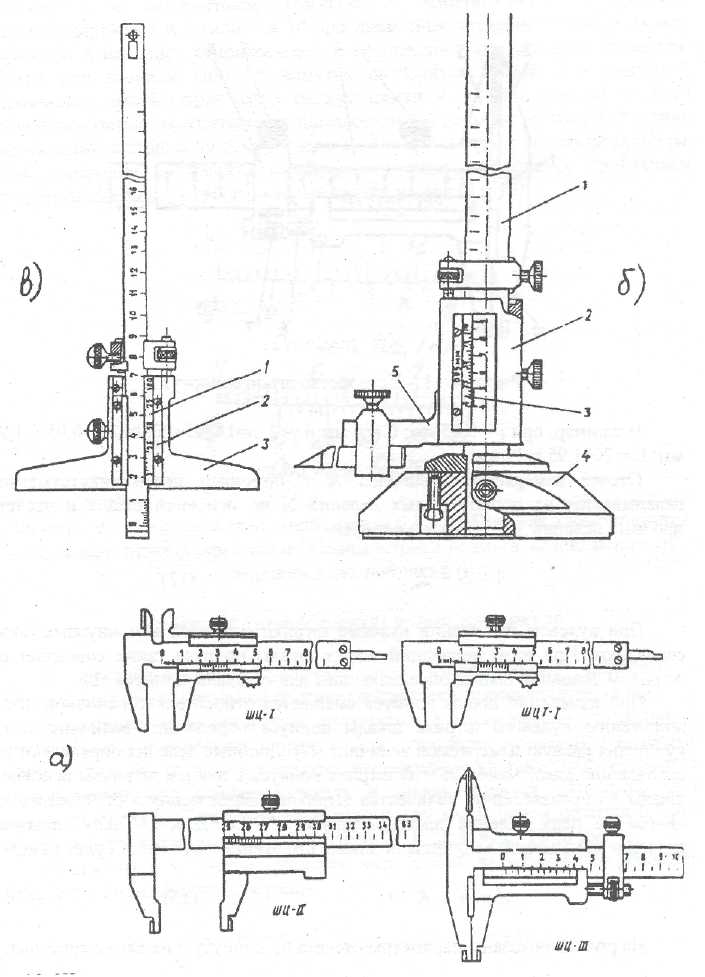
Устройство штангенрейсмасов, их типы и характеристики
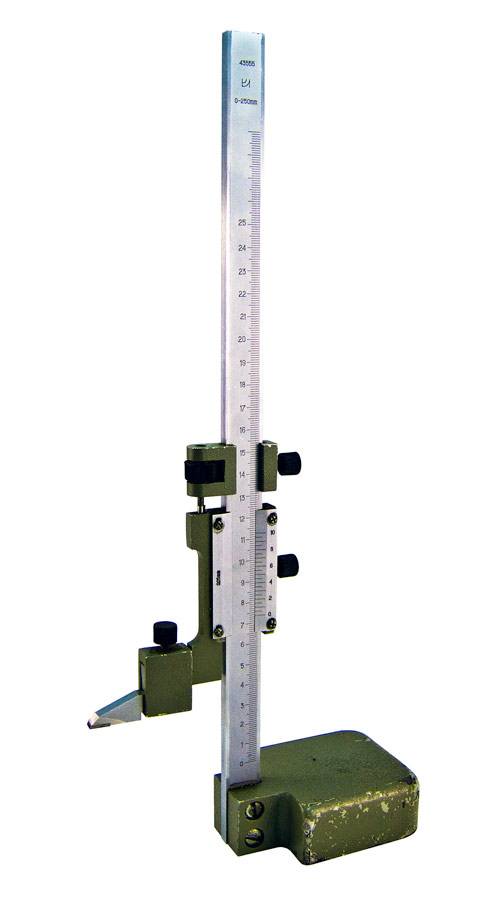
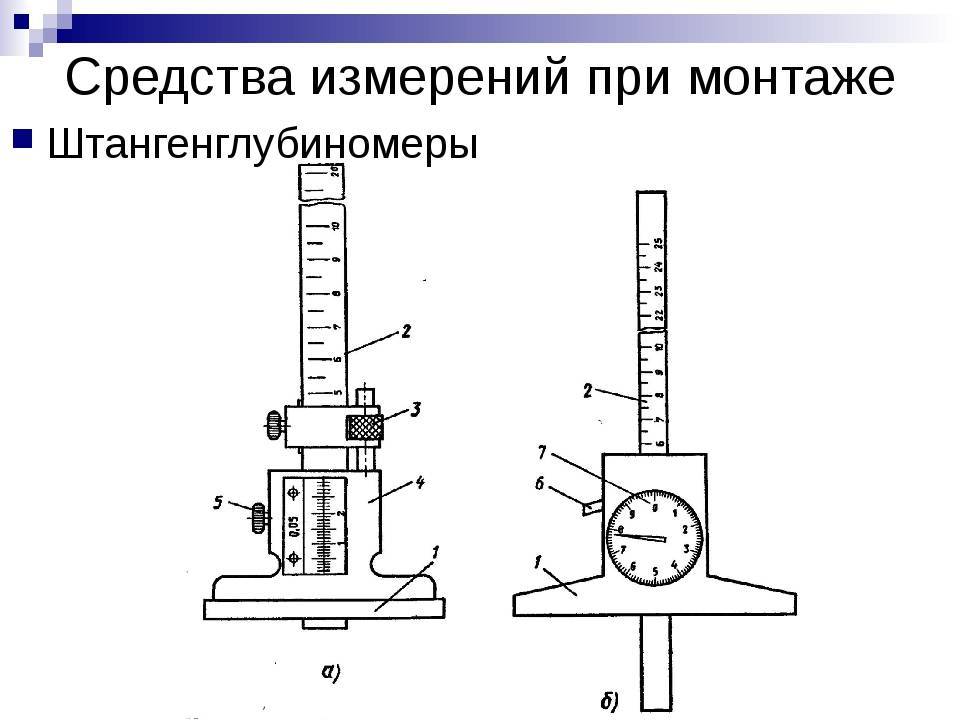
Устройство конкретного штангенрейсмаса зависит от его типа. Существуют три разновидности этих измерительных приборов. Расскажем, из чего состоят штангенрейсмасы.
- Ручные штангенрейсмасы (ШР). Самая простая разновидность.
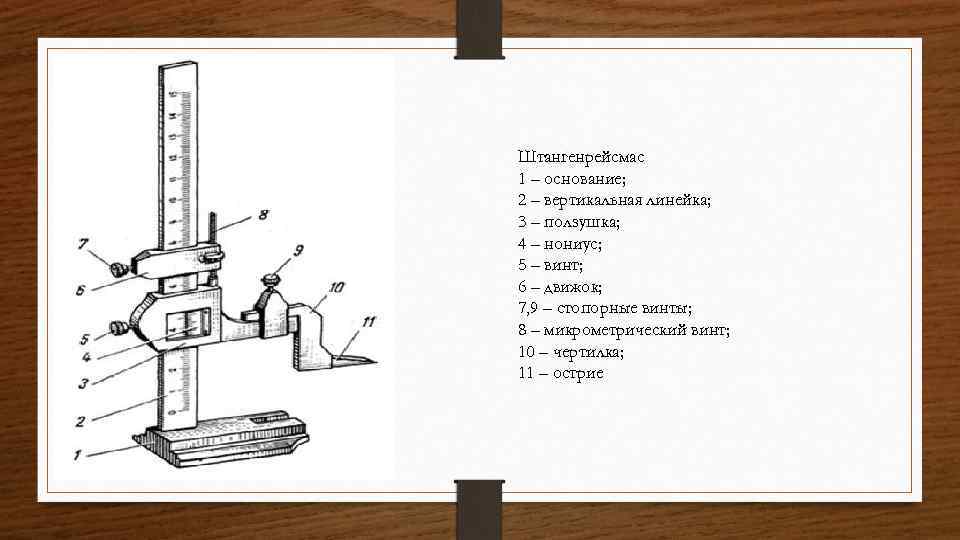
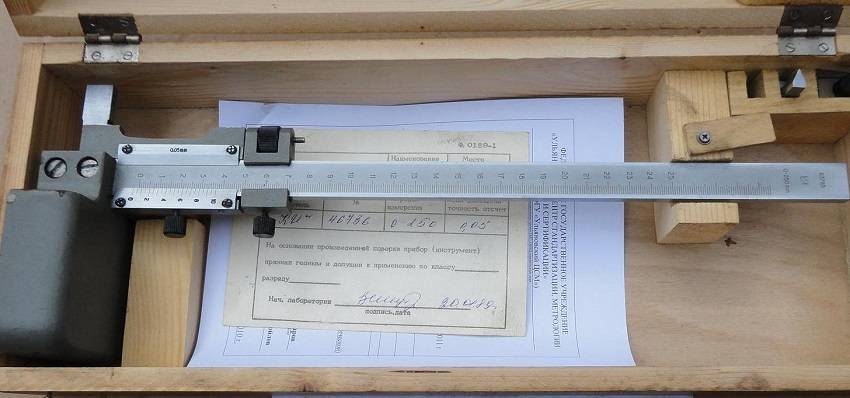
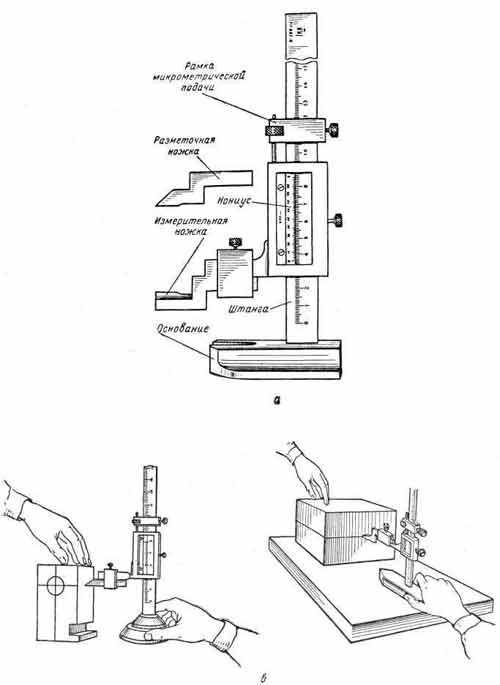
Изображение №1: устройство ручного штангенрейсмаса
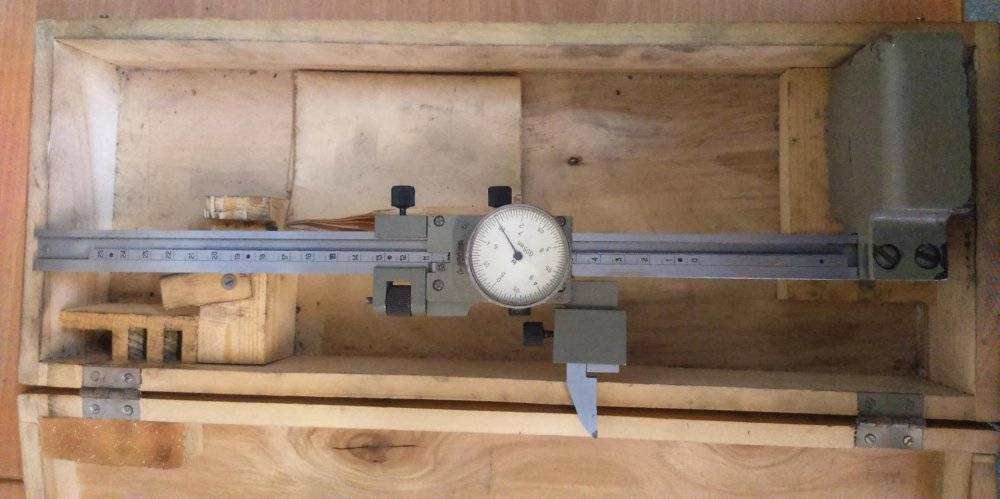
Штангенрейсмасы с круговыми шкалами (ШРК). Снятие показаний по шкалам нониуса упрощается за счет наличия циферблатов.

Изображение №2: устройство штангенрейсмаса с циферблатом.
Цифровые штангенрейсмасы (ШЦ). Это самые современные и точные приборы, оснащенные дисплеями и электронными блоками управления. Результаты измерений высвечиваются на экранах в автоматическом режиме.
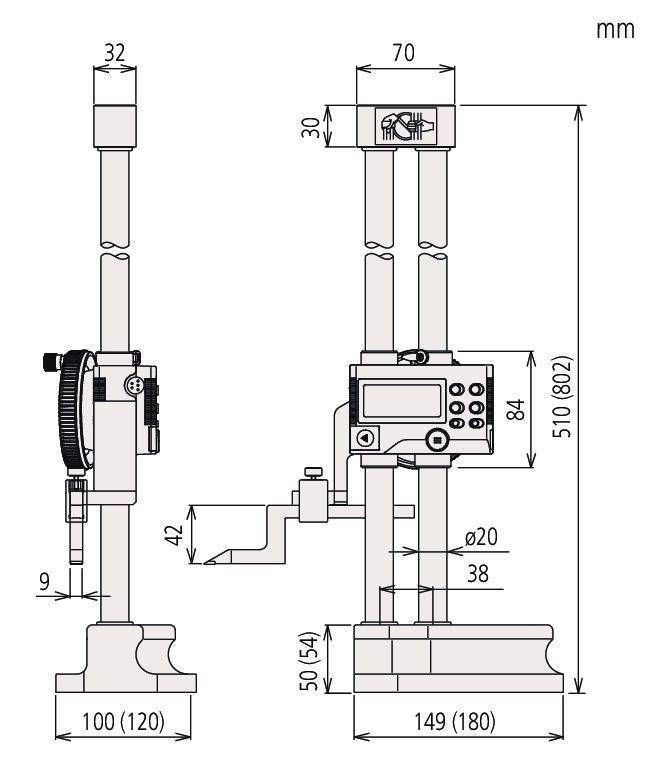
Изображение №3: устройство электронного штангенрейсмаса
Штангенрейсмасы определенного типа отличаются друг от друга по следующим техническим характеристикам.
- Диапазоны измерений. Вот стандартные:
0–250 мм;
- 40–400 мм;
- 60–630 мм;
- 100–1000 мм;
- 600–1600 мм;
- 1500–2500 мм.
Классы точности (1 и 2). Погрешности по ним варьируются от типов штангенрейсмасов.
- Ручные — 0,05 и 0,1 мм.
С циферблатами — 0,02 и 0,05 мм.
Электронные — 0,01 мм.
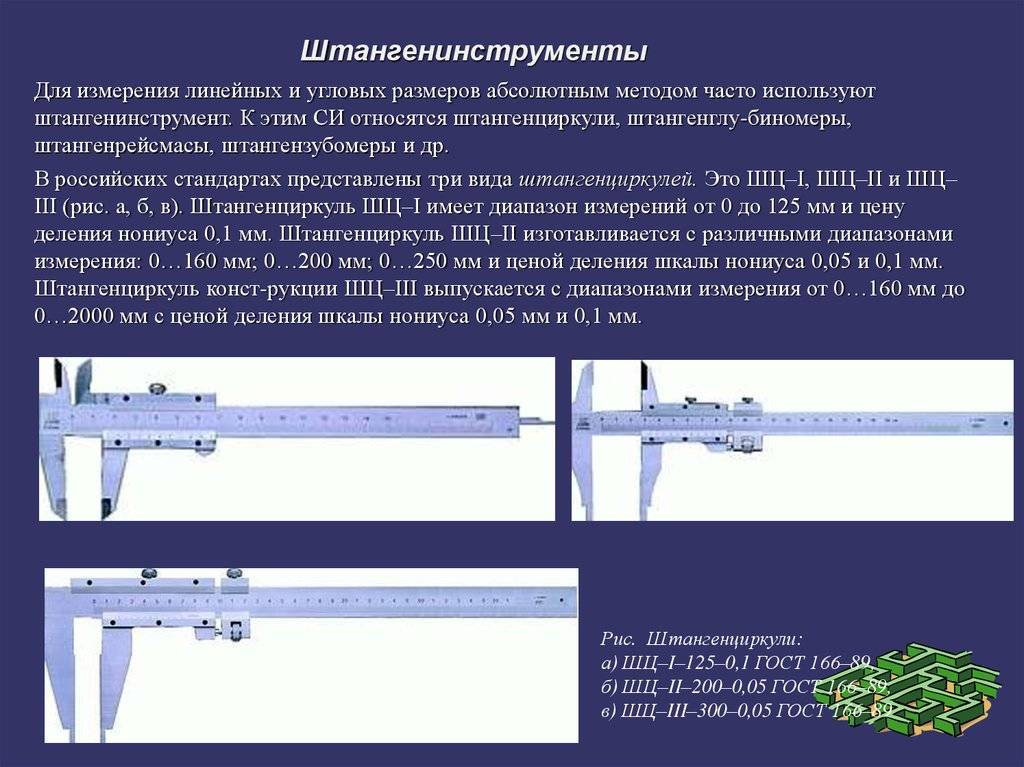
История создания
 История штангенциркуля довольно интересная. Первые такие приборы были сделаны из древесины и использовались уже в начале 17 века. А вот штангенциркули из металла появились в 18 веке с большой шкалой делений.
История штангенциркуля довольно интересная. Первые такие приборы были сделаны из древесины и использовались уже в начале 17 века. А вот штангенциркули из металла появились в 18 веке с большой шкалой делений.
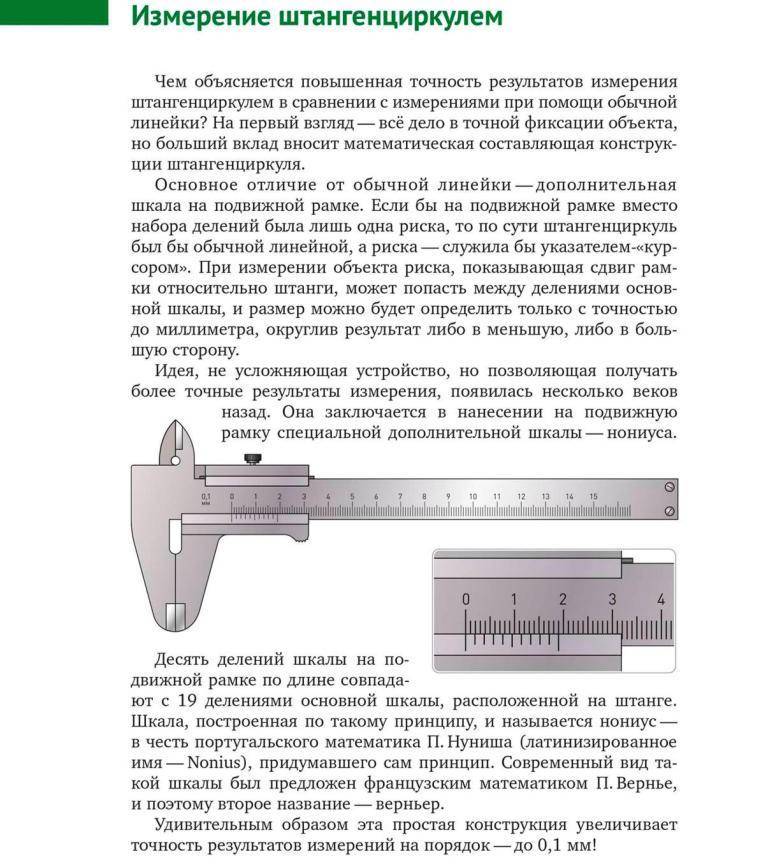
Первые настоящие устройства с нониусом (вспомогательной шкалой, которая нужна для более точного определения числа долей делений на основной шкале) появилась в Лондоне лишь в конце 18 века. Примерно с середины 19 века стали выпускать штангенциркули в промышленных объемах и устанавливать на них дополнительную шкалу, чтобы повышать точность измерений. Штангенциркули почти не изменились, а вот отличаются они друг от друга методом и временем изготовления.





Такой древний измерительный прибор, в котором конструкция за все время не потерпела практически никаких измерений за все это время, стала эталоном технического совершенства и заслуживает максимального почтения перед тем, кто его придумал. Вряд ли вы сможете даже примерно подсчитать, какое количество таких инструментов сейчас кем-то используется.
Разновидность устройства, которая оснащена дополнительно глубиномером называется на профессиональном сленге «колумбус», или ласково «колумбик». Название произошло от производителя измерительного инструмента, который поставлялся массово под этой маркой в бывший СССР.
 Его говорить про авиационную промышленность, то такие приборы называли «маузерами», и лишь по причине того, что штангенциркули высокого качества поставляла в СССР . Отметим тот факт, что современные штангенциркули является лишь усовершенствованными аналогами самого первого инструмента по новым технологиям.
Его говорить про авиационную промышленность, то такие приборы называли «маузерами», и лишь по причине того, что штангенциркули высокого качества поставляла в СССР . Отметим тот факт, что современные штангенциркули является лишь усовершенствованными аналогами самого первого инструмента по новым технологиям.
Интересно, что нониус изобрел португальский математик Педро Нуниш.
В тот момент математик работал над тем, чтобы создать навигационный прибор, но принцип, который был при этом выбран, был основан на то, что глаз человека куда более точно способен определить совпадение делений на шкалах, чем относительное положение одного деления на два других. Это и легло в основу нониуса, который был назван в его честь.
Программное обеспечение
Штангенрейсмасы цифровые имеют в своем составе встроенное программное обеспечение, записанное на микрочипе.___
Наименование ПО | Идентификационное наименование ПО | Номер версии (идентификационный номер) ПО | Цифровой идентификатор ПО (контрольная сумма исполняемого кода) | Алгоритм вычисления цифрового идентификатора ПО |
СЙ ^1 & Л т | spq_dat | v.1.0.0.1 | — | — |
Операционная система, имеющая оболочку доступную пользователю, отсутствует. Программное обеспечение и его окружение являются неизменными, средства для программирования или изменения метрологически значимых функций отсутствуют.
Уровень защиты программного обеспечения оценивается как «А» согласно МИ 32862010.
ПЕРЕЧЕНЬ ФУНКЦИЙ, ХАРАКТЕРИЗУЮЩИХ СТЕПЕНЬ АВТОМАТИЗАЦИИ
1. Выдача цифровой информации в прямом коде (с указанием знака и абсолютного значения).
2. Установка начала отсчета в абсолютной системе координат.
3. Запоминание результата измерения*.
4. Гашение памяти с восстановлением текущего результата измерения*.
5. Вывод результатов измерения на внешние устройства*.
6. Переход из абсолютной системы координат в относительную и обратно по внешней команде*.
7. Предварительная установка нуля.
8. Перезапись памяти*.
9. Предварительная установка числа (ввод констант).
10. Накопление массива результатов измерения*.
11. Сравнение результатов измерения с пороговыми границами*.




12. Выделение экстремальных элементов массива (максимума и минимума) с нахождением разности между ними*.
13. Арифметические действия с результатами измерения и константами*.
_______
* По заказу потребителя.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 23.02.90 № 266
3. ВЗАМЕН ГОСТ 164-80
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта | Обозначение НТД, на который дана ссылка | Номер пункта, раздела |
2.21.1 | 3.5 | ||
3.2 | 2.14 | ||
3.2 | 2.12 | ||
2.23.1 | 2.22.2; 2.23.2; разд. 5 | ||
2.15 | МИ 424-84 | 4.1 | |
2.15 | МИ 2190-92 | 4.1 |
5. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ. Июнь 2009 г.
1. Типы. Основные параметры и размеры.. 1 2. Технические требования. 2 3. Приемка. 5 4. Методы контроля и испытаний. 5 5. Транспортирование и хранение. 5 6. Указания по эксплуатации. 6 7. Гарантии изготовителя. 6 Приложение. (обязательное) Перечень функций, характеризующих степень автоматизации. 6 |



Классификация
В соответствии с указанным стандартом рассматриваемый инструмент-штангенрейсмас ГОСТ 164-90 — может быть классифицирован по следующим параметрам:
- По способу снятия отсчёта – ручные с линейным отсчётом, ручные с круговым отсчётом и автоматизированные (цифровые).
По предельной длине измеряемого изделия (для приборов ручного типа), которая указывается в обозначении. Согласно 1-му ряду предпочтительных чисел ручной штангенрейсмас ГОСТ 164-90 типа ШР с линейным отсчётом показаний может быть следующих типов: штангенрейсмас ШР-250, штангенрейсмас ШР-400, штангенрейсмас ШР-630 и так далее, вплоть до ШР-2500.
- По классу точности. В частности, по ГОСТ 164-90 первый класс соотвествует точности 0,05 мм, а второй — 0,10 мм. С увеличением пределов измерительного диапазона точность снижается. Например, если для типа ШР-250 обязательна исключительно верхняя граница точности, то штангенрейсмас ШР-630 ГОСТ 164-90 может иметь точность и 100 мкм. Для наименее точных инструментов точность соответственно уменьшается до 150… 200 мкм.
- По длине шкалы. Для инструментов 1-го класса она может быть 19 и 39 мм, а для 2-го — 9, 19 и 39 мм.
- Электронный штангенрейсмас дополнительно различается ещё по шагу дискретности дисплея: 0,03…0,07 мм для 1-го класса точности и 0,05…0,09 мм для 2-го класса точности.
Стандартное обозначение рассматриваемого инструмента включает все вышеперечисленные факторы. Например, ручной инструмент с диапазоном отсчёта 60-630 и точностью отсчёта 0,10 обозначается так: штангенрейсмас ШР-630-0,10 ГОСТ 164-90.
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то её ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.

Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.

Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.

Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей – винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.

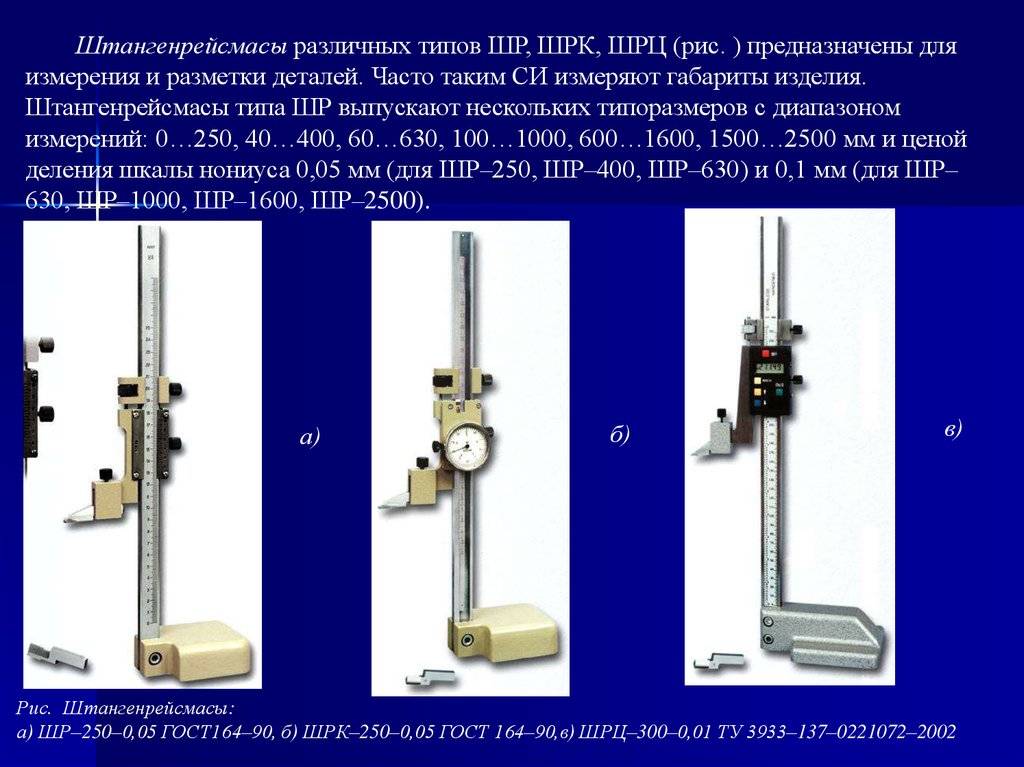
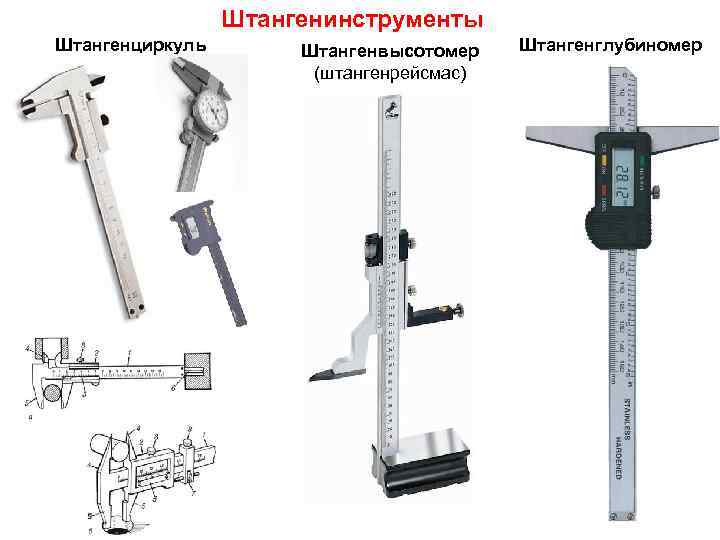
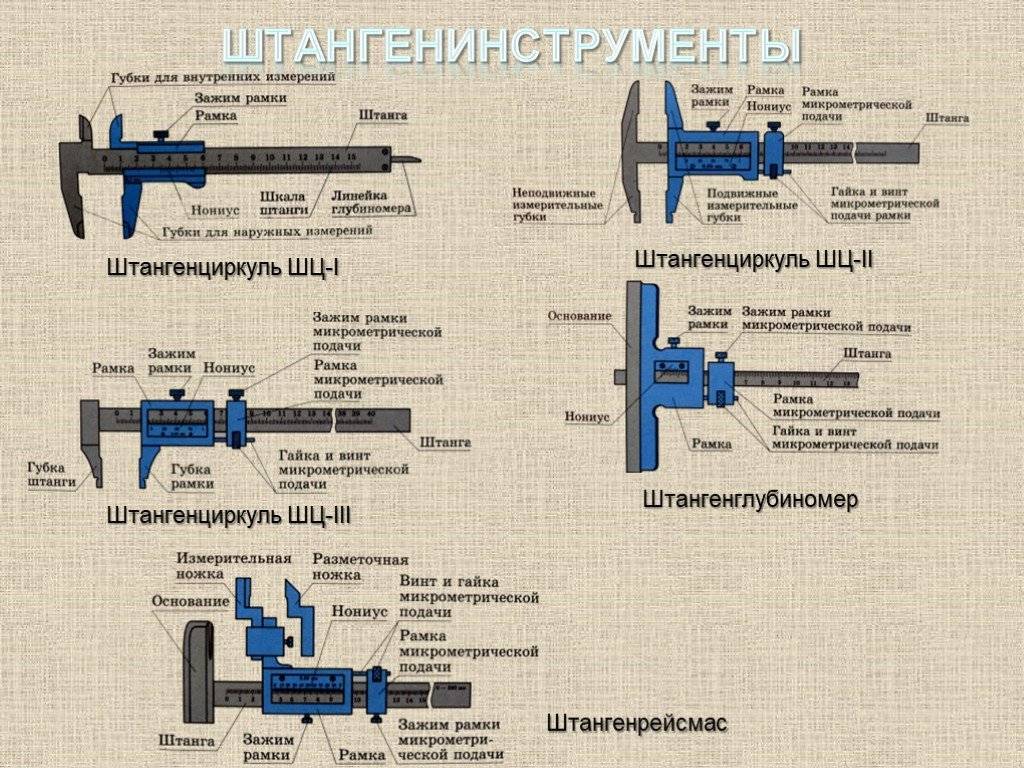
Штангенрейсмасы. Основные виды, характеристики и сферы использования
Первые измерительные инструменты, такие как измерительная линейка, появились в арсенале мастеровых много тысяч лет назад. Но постепенно развитие техники требовало все большей точности при изготовлении деталей, а значит и новых, все более точных измерительных приборов и инструментов. Так постепенно появился целый класс штангенинструментов, представителем которого являются и штангенрейсмасы. Штангенинструменты сочетают в себе два качества, делающие их незаменимыми на производстве: простота использования и достаточно высокая точность измерений.
Штангенрейсмас служит для замера или разметки высоты. Так как штангенрейсмас относится к классу штангенинструментов, по принципу действия и внешнему виду он напоминает более известный штангельциркуль. Отличие состоит в том, что вместо неподвижной губки штангенциркуля штангенрейсмас имеет массивное основание. Разметочные чертилки или ножи для разметки (при замере высоты – измерительные головки или губки), крепятся в специальной державке на подвижной рамке с нониусом.
Изготавливаются штангенрейсмасы из высоколегированной инструментальной стали. Все детали инструмента тщательно полируются, иногда наносится специальное антибликовое покрытие для повышения точности измерений.
По типу отсчетного устройства различают три основных типа штангенрейсмасов, каждый из которых имеет соответствующее обозначение. Различаются эти типы и по точности измерений. — Классические штангенрейсмасы с отсчетом по нониусу. Имеют обозначение ШР и точность измерений 0,05 – 0,1 мм. Штангенрейсмасы с отсчетом по нониусу получили наибольшее распространение благодаря своей надежности и простоте использования. — Штангенрейсмасы с отсчетным устройством в виде круговой шкалы. Обозначаются как ШРК и имеют точность измерений 0,02 – 0,05 мм. — Наиболее современные и точные штангенрейсмасы с электронным устройством отсчета. Имеют обозначение ШРЦ и шаг дискретности электронного устройства 0,01 мм. На сегодняшний день ШРЦ обеспечивают наиболее высокую точность измерений. Используются электронные штангенрейсмасы на производстве, где предъявляются повышенные требования к точности измерений. К недостатку таких инструментов можно отнести их более высокую стоимость. Более подробно о ценах на различные типы и модели штангенрейсмасов Вы можете узнать в следующей статье.
При изготовлении штангенрейсмасов предприятия – изготовители руководствуются требованиям ГОСТ 164 – 90. Штангенрейсмас ГОСТ 164 – 90 должен полностью соответствовать всем требованиям, предъявляемых этим документом.
Сегодня штангенрейсмасы производят достаточно большое количество предприятий – изготовителей, как отечественных, так и зарубежных. Выбрать штангенрейсмас и купить именно той модели и именно того производителя, что наиболее полно будет удовлетворять всем Вашим требованиям, поможет каталог компании ФАСТБ, в котором представлен широкий выбор различного измерительного инструмента ведущих мировых производителей.
Классификация по точности и проведение измерений
Любой штангенрейсмус должен быть категоризирован по классу точности, который вносится в маркировку прибора. Этот класс указывается в цифровом виде и является последней группой цифр в названии. К примеру, последние три цифры в названии «ШР-250-0,05» будут означать, что устройство имеет измерительную погрешность в 0,05 миллиметра.
Таким образом, классы точности подразделяются по следующим категориям:
- Первый класс (самый точный и лучший) – от 0,05 до 0,09 миллиметров;
- Второй класс – от 0,1 миллиметра и выше.
Для электронных приборов к точности еще может быть добавлен и шаг дискретности – от 0,03 до 0,09 миллиметров – первый класс, все, что выше – второй.
До начала использования инструмента необходимо провести поверку его точности, а сами измерения производить в соответствии с условиями МИ 2190-92 и ГОСТ 164-90.
Проверку нулевой точки на рабочей плоскости возможно осуществить следующим способом:
- Инструмент фиксируется на ровном основании;
- Основная рамка приспускается вниз до упора (до соприкосновения с основанием);
- Далее происходит сверка шкалы на основной линейке и нониусе – они должны совпадать по своим нулевым рискам-значениям;
- Если совпадение достигнуто, то прибор способен выполнять точные измерения.
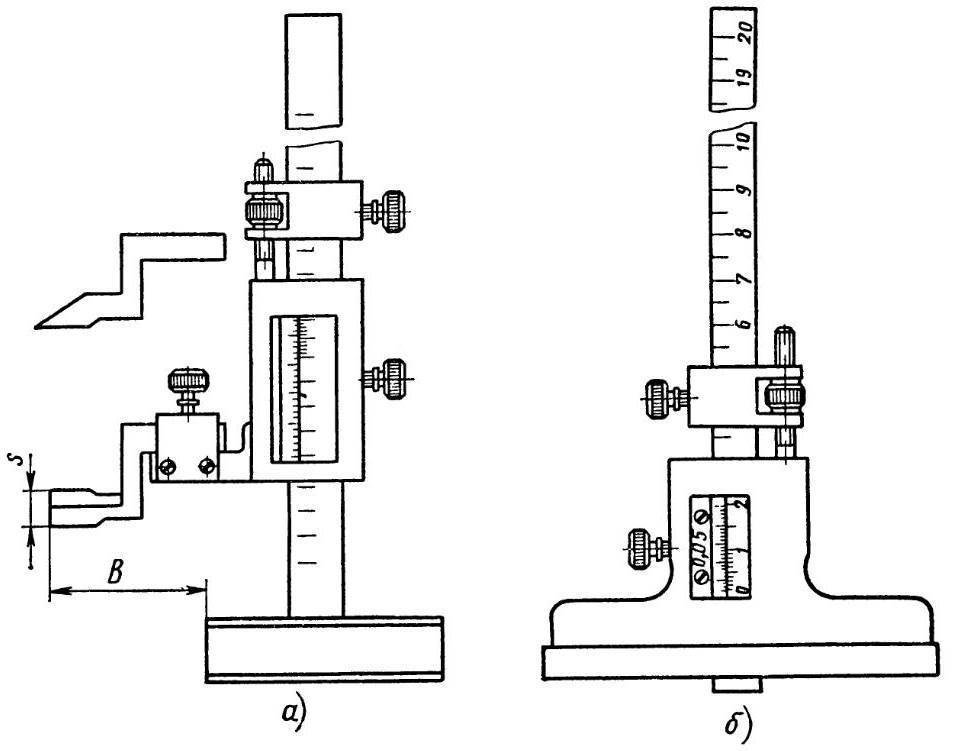
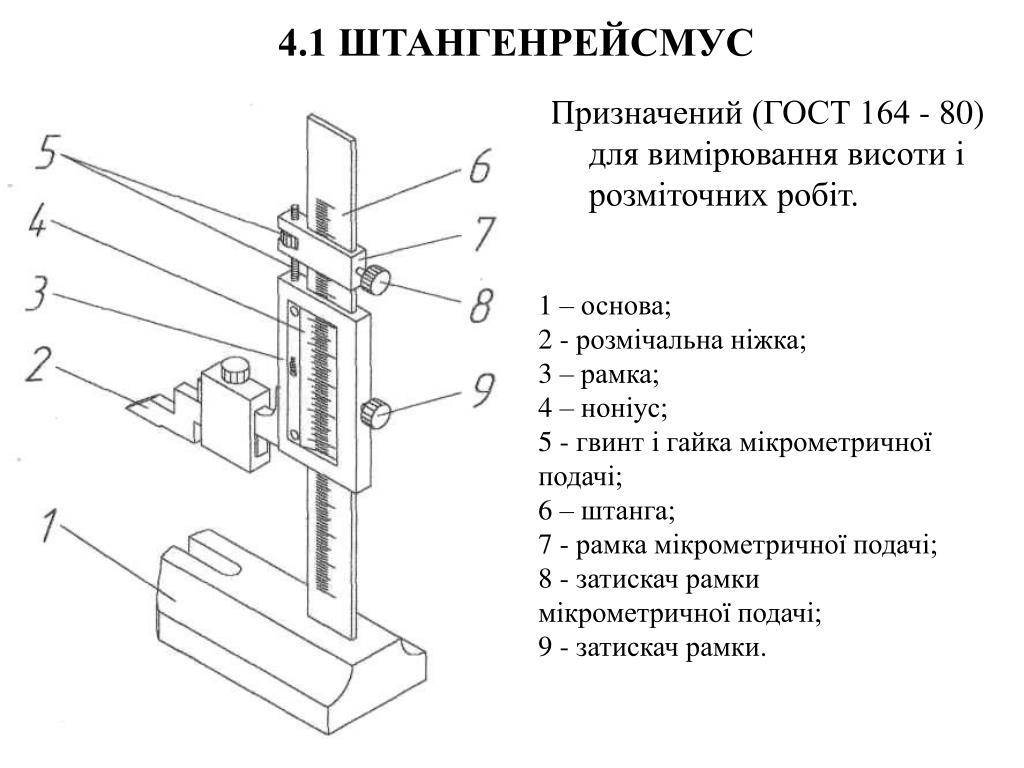
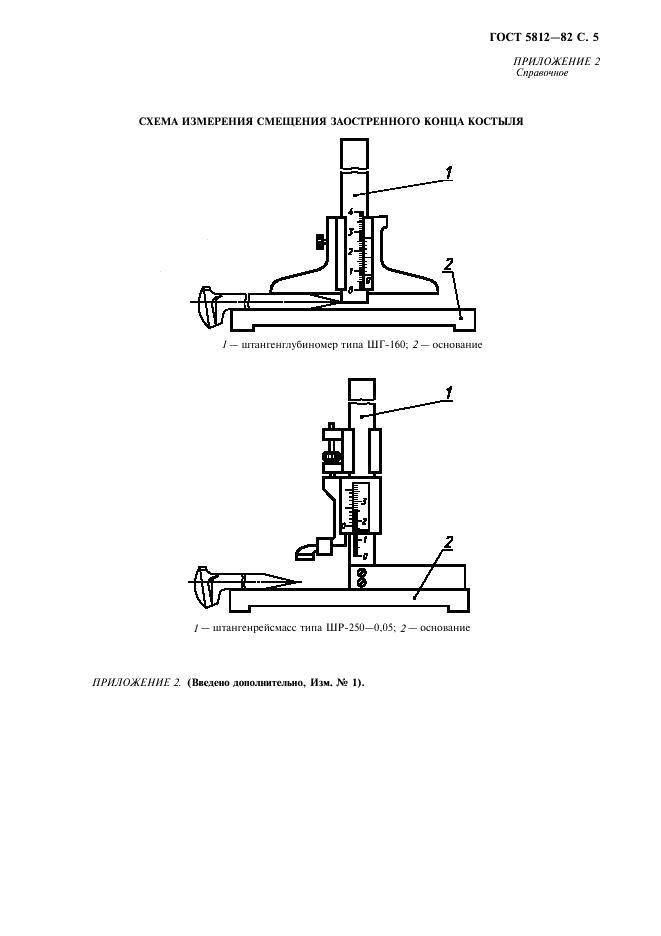
Штангенрейсмас
Штангенрейсмас применяется также для измерения высотных размеров деталей, устанавливаемых для этого на няяту.
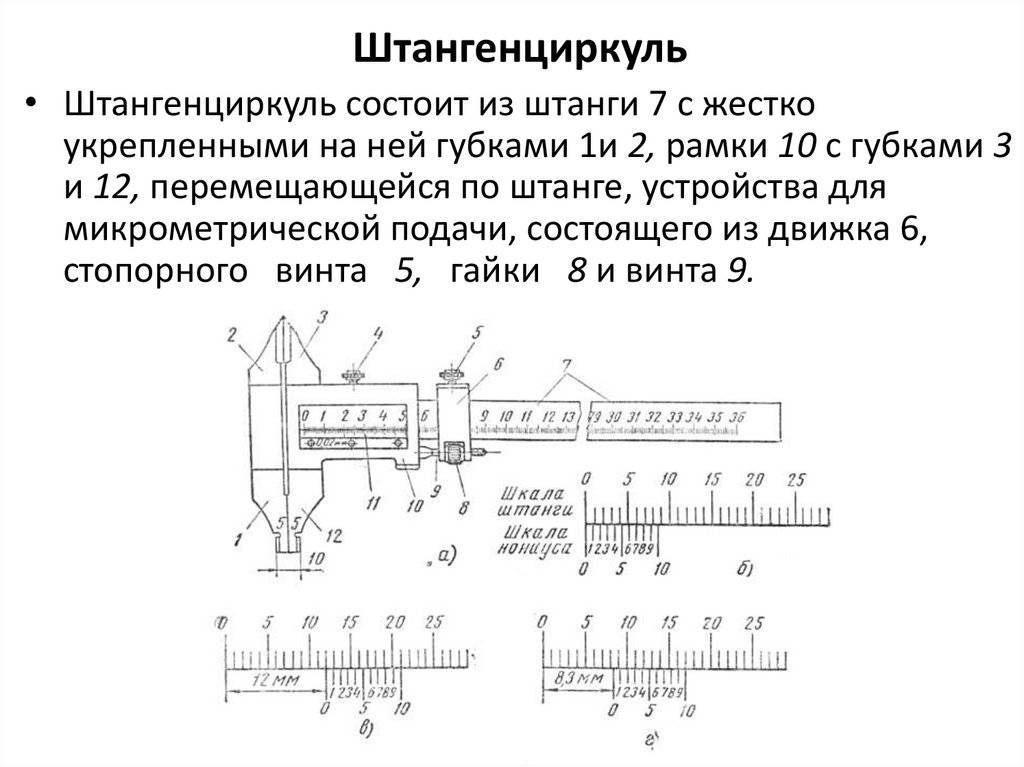
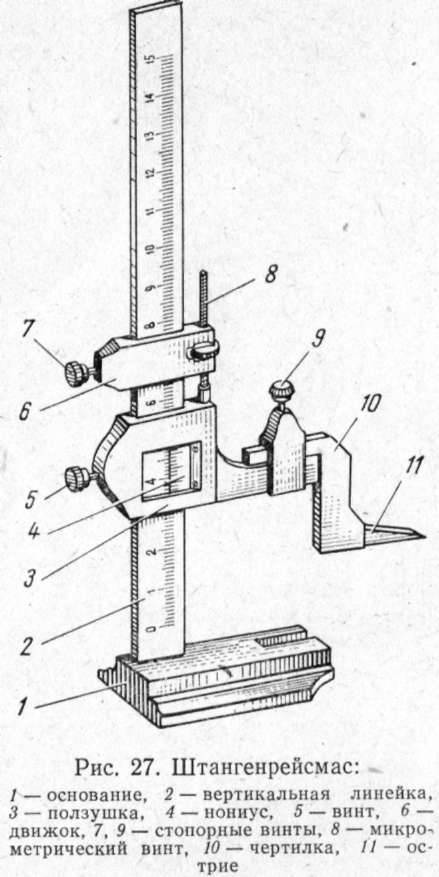
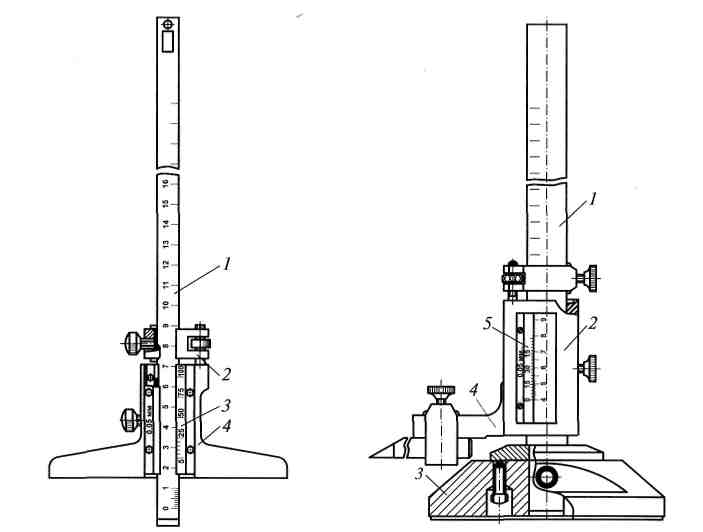
Штангенрейсмас ( рис. 28) применяется для проверки высоты заготовок ( деталей) и точного нанесения центровых и других разметочных линий на обрабатываемые поверхности. Он состоит из основания /, штанги 2, рамки 3, винта 8 для крепления рамки, нониуса 4, державки 6, винта 7 для крепления державки, микрометрической подачи 5, ножки 9 для измерения высоты, ножки / / для разметки заготовки ( детали) и державки 10 для закрепления ножек, с помощью которых измеряется высота в узких пазах и отверстиях.
| Интервалы измерений инструментов. |
Штангенрейсмас применяют для измерения высотных размеров деталей, устанавливаемых для этого на плиту; он является также основным измерительным инструментом для разметки деталей.
Штангенрейсмас ( рис. 3, д) предназначен для измерения высот изделий, выступов, а также разметки. Он состоит из основания 6 с закрепленной на нем штангой 5, по которой передвигается рамка 4 с движком микрометрической подачи. К рамке хомутиком с зажимным винтом 2 крепят сменную разметочную ножку 3 или измерительную ножку / для определения высот и глубин.




| Предельные калибры-пробки.| Предельный калибр-скоба. |
Штангенрейсмас предназначен для измерения высот и разметки. Для различных работ штангенрейсмас снабжают набором вставок: заточенной ножкой для разметочных работ, плоской ножкой или державкой с индикатором для измерений.
Штангенрейсмас описан в гл.
Штангенрейсмас ( рис. 32) применяется для точной разметки. На массивном основании 8 прочно укреплена штанга /, имеющая миллиметровую шкалу. По штанге перемещается рамка 2 с нониусом 6 и вторая рамка 4 микрометрической подачи. Обе рамки закрепляются на штанге винтами 3 в любом положении.
Штангенрейсмас предназначен для проведения рисок, параллельных рабочей поверхности плиты, на определенном расстоянии от нее.
Штангенрейсмас Захарова ( рис. 61, б) имеет стандартную измерительную линейку, которую можно перемещать в вертикальном направлении по продольному пазу стойки рейсмаса. Механизм перемещения состоит из двух щек, прикрепляющих винтами линейку к горизонтальной пластине. В пластину ввинчивают винт, который не имеет осевого перемещения. Винт фиксируется в кронштейне, неподвижно закрепленном на стойке штангенрейсмаса. На измерительной линейке устанавливают подвижную рамку с чертилкой. Такое устройство позволяет расположить нулевое деление линейки на высоте измерительной базы заготовки, от которой заданы размечаемые риски. Штангенрейсмасом Захарова проводят параллельные риски, исключая расчеты расстояний между ними.
Штангенрейсмас ( рис. 376, а, 6) состоит из основания Я в котором жестко закреплена штанга 3 со шкалой; рамки 7 с нониусом 5 и стопорным винтом 6; устройства для микрометрической подачи 4, включающего движок, винт, гайку и стопорный винт; сменных ножек 7 для разметки с острием и для измерения высоты, с двумя измерительными поверхностями ( нижней плоской и верхней в виде острых ребер шириной не более 0 2 мм); стопорного винта 2 для закрепления ножки 7 и державки 3 на выступе рамки 7 для игл различной длины.
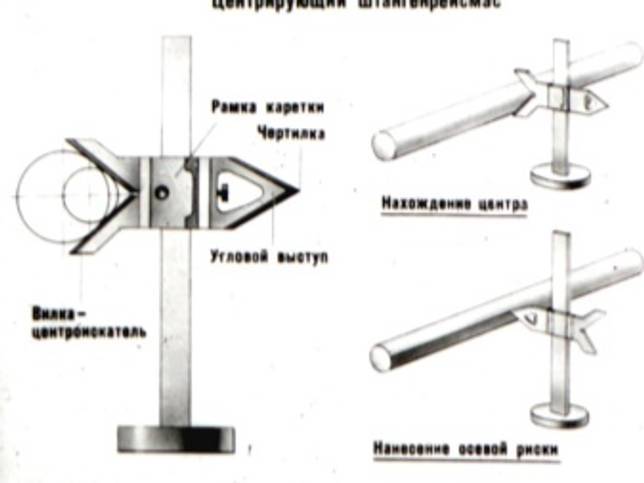
Универсальный штангенрейсмас ( рис. 76) с поворотной штангой, разработанный автором, предназначен для одновременного измерения деталей по высоте и в радиальных направлениях.
Штангенрейсмасом и штангенциркулем проверяют параметры изготовления в соответствии с данными чертежа.
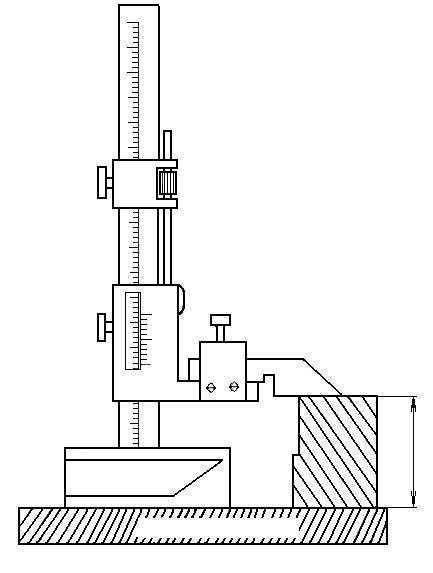
Поставить штангенрейсмас таким образом, чтобы наконечник индикатора касался верхней части плитки и проверить индикатором эту плоскость для определения параллельности паза опорной плите или оси верстачных центров ( как показано на фиг.
Как устроен и функционирует
ГОСТ 164-90 предусматривает следующее типовое устройство штангенрейсмаса:
- основание;
- измерительная линейка;
- нониус (шкала для отсчёта дополнительных показаний в долях мм);
- рамка с микрометрической подачей;
- держатель крепления сменных наконечников;
- отсчётная призма (или чертилка, в зависимости от действий с инструментом).

Устройство и основные детали
В соответствии с методикой, которая прописана в ГОСТ 164-90, инструмент в режиме разметки следует использовать так. Все измерения должны выполняться на массивной и ровной плите с минимальной шероховатостью поверхности. На эту плиту устанавливают основание, после чего пользуясь рамкой и нониусом, устанавливают необходимый линейный размер, который нужно воспроизвести на поверхности заготовки или полуфабриката. В держатель помещается чертилка, которая жёстко фиксируется микрометрическим винтом. Рамка, которая предварительно застопорена винтом, прижимается вместе с корпусом к размечаемой поверхности. Далее инструмент передвигают на требуемое значение линейного размера, при этом остриё чертилки должно оставлять видимый след на поверхности заготовки.
Штангенрейсмас, назначение которого – измерение, вместо чертилки в держателе имеет призматический либо конусный указатель, который заканчивается головкой малого радиуса (по действующим нормам это может быть 50 или 100 мкм).
Технические характеристики
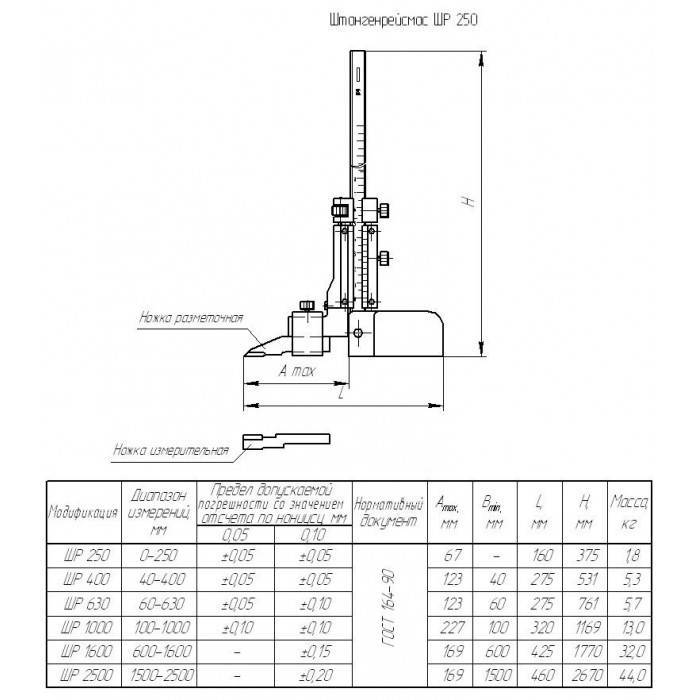
Метрологические характеристики указаны в таблицах 1, 2, 3.
Таблица 1 — Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы отсчетного устройства___
| Модификация | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Цена деления круговой шкалы отсчетного устройства, мм |
| ШР 250 | от 0 до 250 | 0,05 | — |
| ШР 400 | от 40 до 400 | ||
| ШР 630 | от 60 до 630 | 0,05; 0,10 | |
| ШР 1000 | от 100 до 1000 | ||
| ШР 1600 | от 600 до 1600 | 0,10 | |
| ШР 2500 | от 1500 до 2500 | ||
| ШРК 250 | от 0 до 250 | — | 0,05 |
Таблица 2 — Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, параметр шероховатости измерительных поверхностей, отклонение действительного размера «g» измерительной ножки от намаркированного, ширина ребра верхней измерительной поверхности измерительной ножки, ширина стрелки штангенрейсмаса ШРК, расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов_
| Наименование характеристики | Значение |
| Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, мм, не более | 0,25 |
| Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу или цене деления шкалы не более 0,05 мм по ГОСТ 2789-73, Rа, мкм, не более: — измерительной ножки — разметочной ножки и основания | 0,16 0,32 |
| Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу 0,1 мм по ГОСТ 2789-73, Rа, мкм, не более: — измерительной и разметочной ножки — основания | 2 3 m vo о» о» |
| Отклонение действительного размера «g» измерительной ножки от намаркированного, мм, не более | ±0,02 |
| Ширина ребра верхней измерительной поверхности измерительной ножки, мм, не более: — штангенрейсмасы с диапазоном измерения от 0 до 250 мм — штангенрейсмасы с другими диапазонами измерений | ,5 ,2 |
| Ширина стрелки штангенрейсмаса ШРК, мм | от 0,15 до 0,20 |
| Расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, мм, не более | 0,7 |
| Отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов, мм, не более: — штангенрейсмасы со значением отсчета по нониусу 0,05 мм и цене деления шкалы 0,02 мм и 0,05 мм — штангенрейсмасы со значением отсчета по нониусу 0,1 мм | 0,010 0,015 |
Таблица 3 — Пределы допускаемой абсолютной погрешности как при незатянутом, так и при затянутом зажиме рамки, при температуре окружающей среды (20±10) °С_
| Измеряемая длина, мм | Пределы допускаемой абсолютной погрешности штангенрейсмасов, мм | ||
| с ценой деления круговой шкалы отсчетного устройства | со значением отсчета по нониусу | ||
| 0,05 | 0,05 | 0,10 | |
| от 0 до 400 включ. | ±0,05 | ±0,05 | ±0,05 |
| Св. 400 до 630 включ. | — | ±0,10 | |
| Св. 630 до 1000 включ. | ±0,10 | ||
| Св. 1000 до 1600 включ. | — | ±0,15 | |
| Св. 1600 до 2500 | ±0,20 |
Таблица 4 — Основные технические характеристики
| Модифи кация | Допуск параллельности верхней и нижней измерительных поверхностей измерительных ножек, мм | Допуск прямолинейности измерительных поверхностей разметочной и измерительной ножек, мм | Габаритные размеры (длинахширинах высота), мм, не более | Масса, кг, не более | Средний срок службы, лет, не менее |
| ШР 250 | 0,006 | 0,004 | 160x70x375 | 1,8 | 5 |
| ШР 400 | 275x120x531 | 5,3 | |||
| ШР 630 | 275x120x761 | 5,7 | |||
| ШР 630 | 0,01 | ||||
| ШР 1000 | 320x155x1169 | 13,0 | |||
| ШР 1600 | 425x200x1770 | 32,0 | |||
| ШР 2500 | 460x200x2670 | 44,0 | |||
| ШРК 250 | 0,006 | 160x70x375 | 1,6 |
Таблица 5 — Условия эксплуатации
| Наименование характеристики | Значение |
| Температура окружающего воздуха, °С | от +10 до +40 |
| Относительная влажность воздуха при температуре 25 °С, %, не более | 80 |
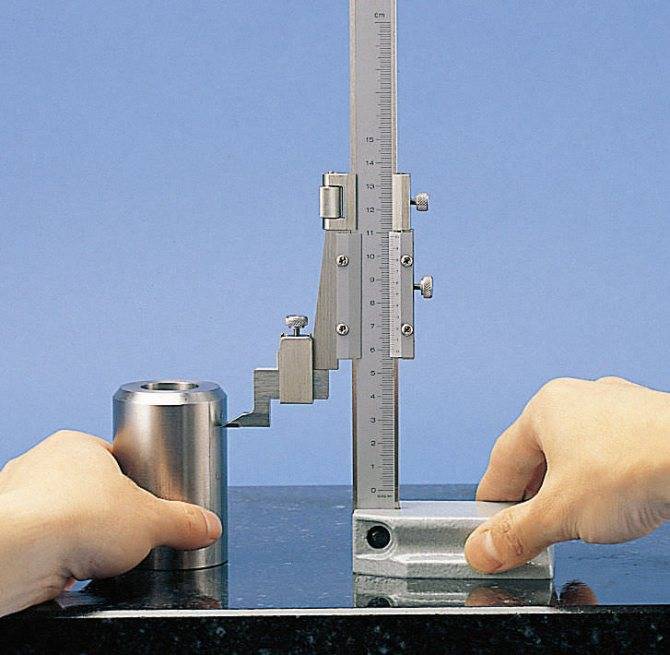
Измерение и разметка заготовок штангенрейсмасом
Рас скажем о том, как проводятся измерение заготовок и их разметка при использовании ручного штангенрейсмаса.
Измерения
Измерения ручным штангенрейсмасом проводите в таком порядке.
Наденьте держатель для ножки на выступ рамки прибора.
Установите ножку в паз держателя. Закрепите ее стопорным винтом.
-
Поместите штангенрейсмас на контрольную эталонную плиту.
Удостоверьтесь в том, что прибор стоит ровно.
Придерживая основание инструмента левой рукой, переместите рамку вверх и зафиксируйте ножку выше заготовки.
Установите изделие под ножку штангенрейсмаса.
Опустите рамку до плотного контакта ножки с верхней поверхностью заготовки.
Зафиксируйте положение рамки при помощи еще одного стопорного винта.
Считайте показания.

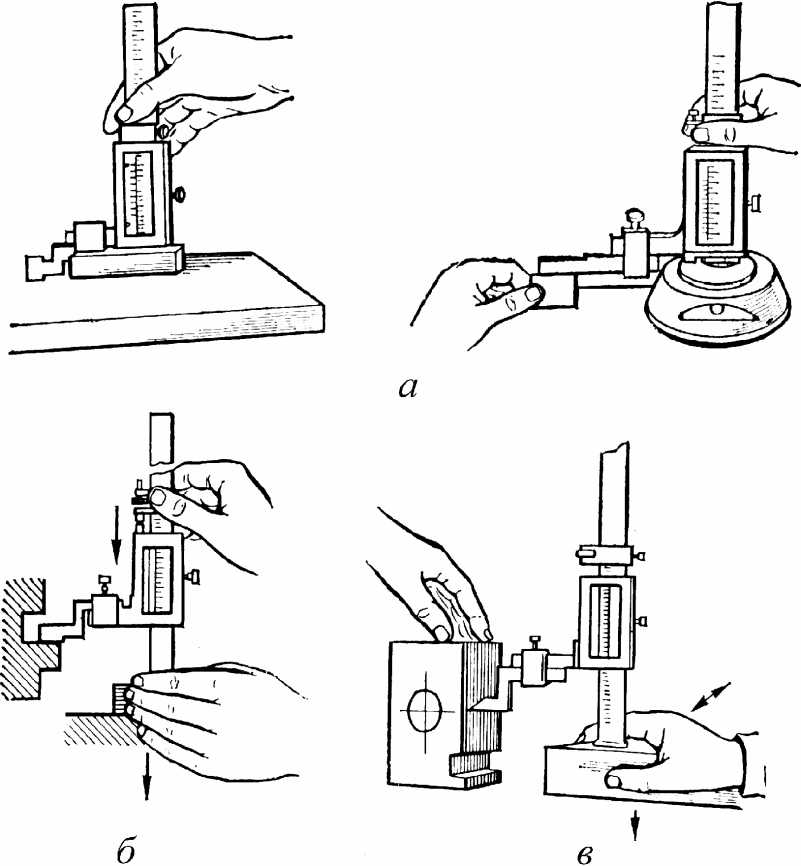





Фотография №2: измерение высоты изделия штангенрейсмасом
Разметка
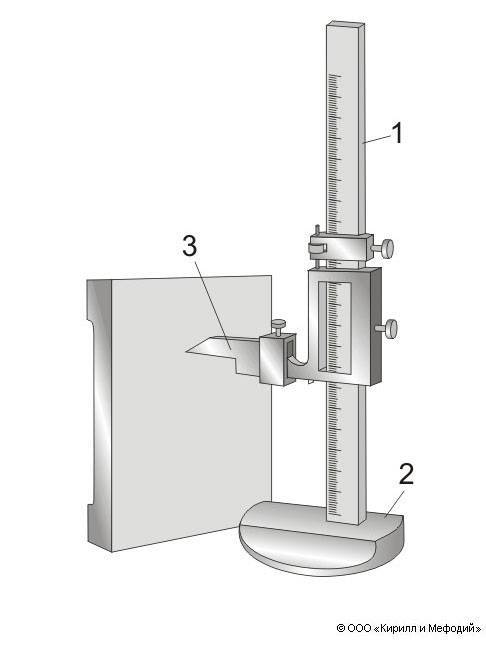
Чаще всего при помощи штангенрейсмасов наносят на заготовки параллельные горизонтальной эталонной плите линии. Для этого:
установите рамку на нужную высоту (правильность вы можете оценить по значениям на шкалах прибора);
зафиксируйте рамку при помощи стопорного винта;
установите в паз держателя чертилку с твердосплавным наконечником;
надежно закрепите ее при помощи стопорного винта;
разметочный штангенрейсмас и заготовку установите на измерительную плиту (чертилка должна с усилием касаться изделия);
для получения горизонтальной линии переместите прибор по плите, придерживая основание.
В результате на поверхности заготовки появится хорошо различимая линия на нужной высоте.

Фотография №3: разметка заготовки штангенрейсмасом
Это интересно: Особенности герметизирующей ленты
Описание
Штангенрейсмасы выпускаются под товарным знаком «Калибр».
– Товарный знак «Калибр» наносится на паспорт штангенрейсмасов ти-
пографским методом, и на штангу штангенрейсмаса методом лазерной маркировки.
Штангенрейсмасы выпускаются двух видов:
– нониусные,
– цифровые.
Штангенрейсмасы нониусные состоят из основания, штанги, закрепленной в основание, на которой нанесена миллиметровая шкала, рамки с нониусом, перемещающейся вдоль штанги, устройства микрометрической подачи, измерительной и разметочной ножек. Рамка свободно перемещается по штанге.
Штангенрейсмасы цифровые состоят из основания, штанги, закрепленной в основание, на которой нанесена миллиметровая шкала, устройства микрометрической подачи, измерительной и разметочной ножек, рамки с цифровым отсчетным устройством, на передней панели которого установлены кнопки, с помощью которых осуществляется ряд специальных функций (например, включение/выключение цифрового отсчетного устройства (ON/OFF), выбора единиц измерений дюймы или миллиметры (in/mm), обнуление результата измерений (ZERO), выбор абсолютных или относительных измерений (ABS), установка предварительного значения (PRESET), и др.).
Все подвижные элементы штангенрейсмасов снабжены стопорными винтами.
■





