

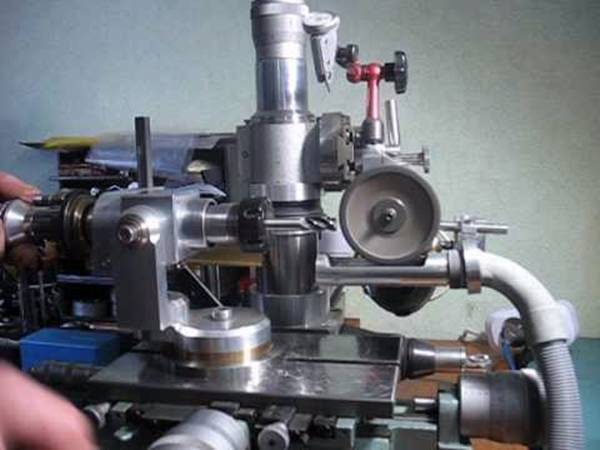
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
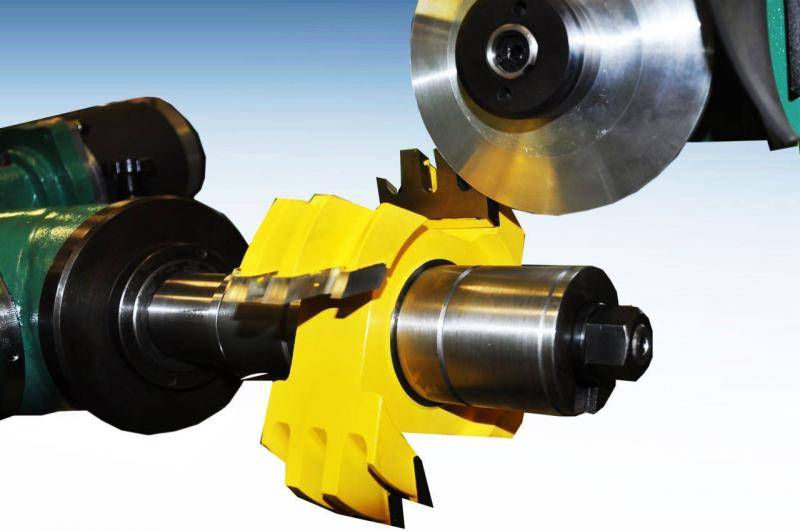
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
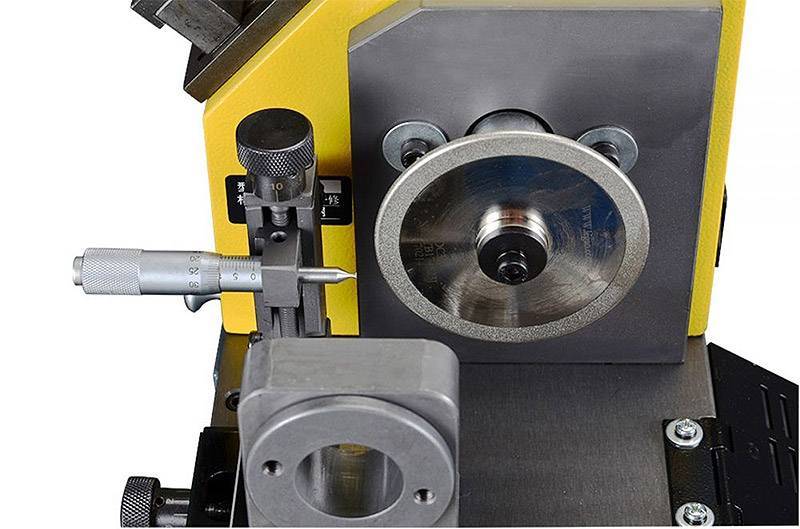
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.
Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.

Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.








Применение станков
Заточной станок – прибор, при помощи которого можно провести заточку режущего инструмента: фрезы по дереву, по металлу. Спектр заточных станков варьирует от крупных промышленных моделей до вариантов исполнения, которые могут использоваться в домашних мастерских. Станок может использоваться для заточки фрез по дереву или по металлу.
Используют станок зачастую при налаженном промышленном производстве, когда в наличии много фрез они часто используются. Если на режущей кромке образовались только заусеницы из-за неправильных режимов обработки, то исправить проблему можно при помощи оселка или напильника.
Способы заточки фрез
Заточка фрез сложная, так как требуется обрабатывать поверхности криволинейные и большие по протяженности. Также необходимо обеспечить движение абразива с точностью по кромке.
С помощью станка
Технология заточки осуществляется поэтапно:
- Закрепление фрезы в заданном положении.
- Подведение к абразивному кругу обрабатываемой поверхности, до тех пор, пока не будет искрения.
- Снятие слоя металла толщиной от 25 до 50 мкм.
- Затачивание производить каждого зубца по отдельности. Начало работ проводится при расположении в борозде, образованной зубцом, а игла должна касаться поверхности инструмента.
- Заточной станок включить и последовательно втягивая фрезу, производить операцию.

С помощью кругов для заточки
Выбор кругов зависит от материала, из которого изготовлены инструменты. Какие круги бывают:
- Нормальный электрокорунд и белый электрокорунд. Обеспечивают оптимальную заточку инструмента по металлу или дереву.
- Эльборовые. Кругами их этого материала можно заточить изделия из быстрорежущей стали
- Из карбида кремния зеленого и алмазные применяются для затачивания изделий из твердых сплавов
Во избежание перегрева, созданного силой трения, используются охлаждающие жидкости.

Подручными средствами
Для работы используется стол для ручного фрезера.
Последовательность действий:
- Очистить инструмент от нагара специальной жидкостью. Залить в емкость, опустить фрезу на три минуты, после обчистить щеткой.
- Алмазным бруском точить переднюю кромку, обеспечив движение канала вдоль бруска.
- Протереть инструмент мягкой тканью.

Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки – это снять поврежденный слой. Это первостепенная задача, вторая – это повысить чистоту поверхности рабочей кромки, третья – придание соответствующих геометрических параметров.







Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.
Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 45к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство – это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.
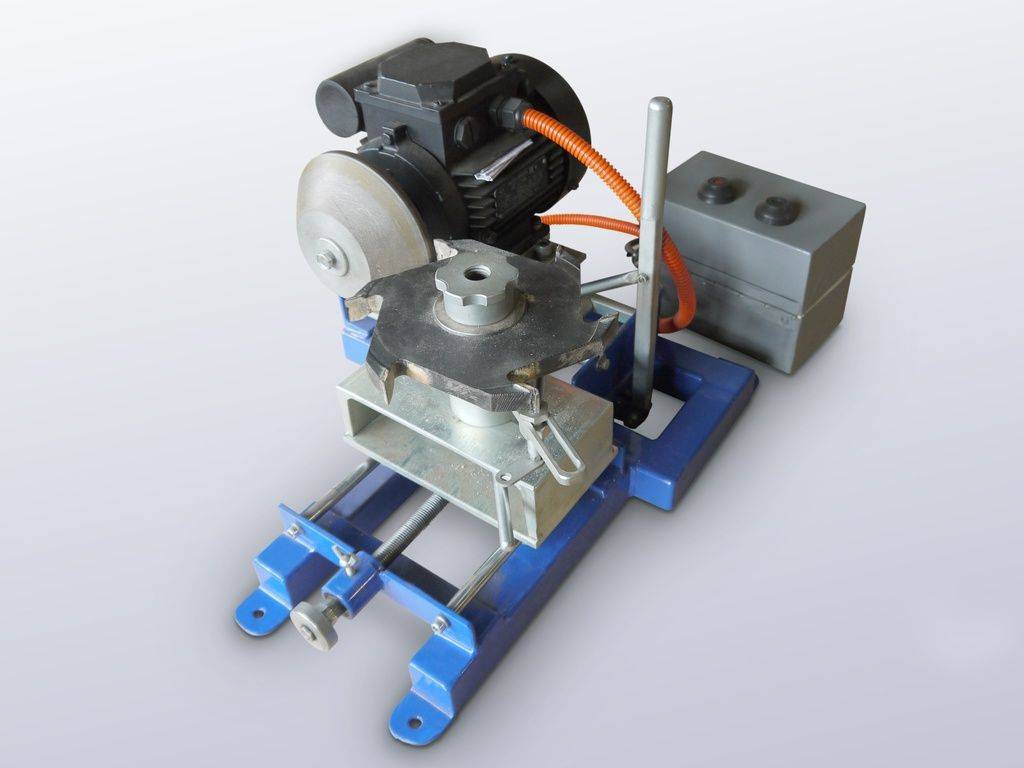
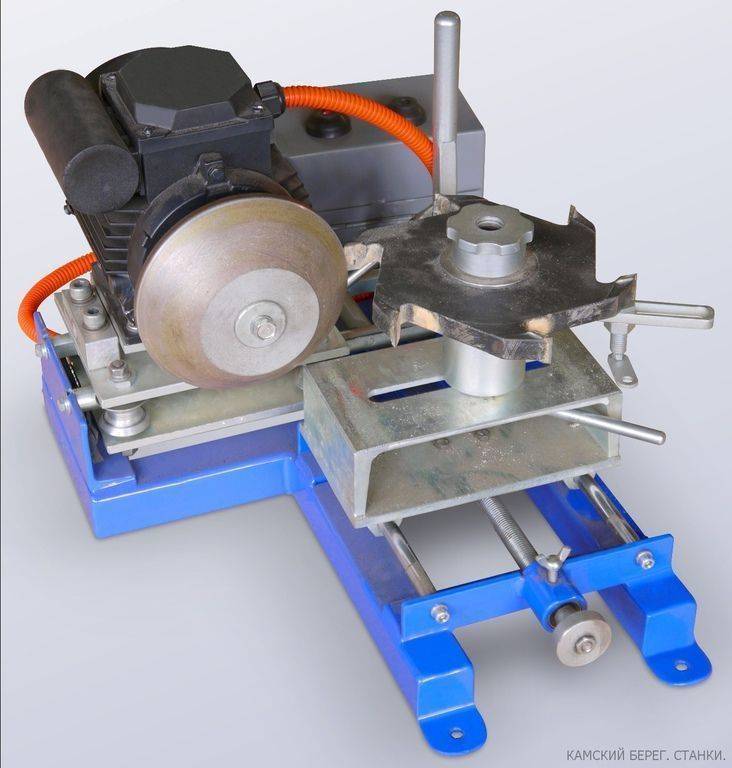
Особенности конструкции
Несмотря на то, что существует довольно много моделей станков, их конструкция несколько схожа. К особенностям типовой конструкции можно отнести:
- Основная часть корпуса представлена электродвигателем.
- При необходимости изменения частоты вращения может быть включена в конструкцию клиноременная передача.
- На валу закрепляется абразивный круг.
- Подставка необходима для закрепления обрабатываемого инструмента.
- Имеется блок с кнопкой включения или выключения оборудования, а также с элементами регулировки режимов работы.
Могут присутствовать и иные элементы.
Достоинства применения
Многие решают, стоит ли тратиться и приобретать специальные станки для заточки. Их использование можно определить следующим образом:
- Значительно ускоряется процесс: большая скорость вращения круга обуславливает ускорение процесса снятия необходимого слоя металла.
- Можно достигнуть более точного результата. Углы заточки имеют четкие приделы, без использования станков выдержать их практически невозможно.
- Качество проводимой работы значительно выше.
- Выполнить работу может даже неподготовленный мастер, так как работа практически полностью автоматизирована.
Станки используются в мастерских при среднем и крупносерийном производстве. Только в этом случае их покупка оправдана.
Недостатки применения
Также можно выделить и некоторые недостатки применения:
- Электрический привод потребляет довольно много энергии. При постоянном использовании затраты на оплату электроэнергии будут весьма большими.
- Стоимость станков весьма велика. При этом отметим, что цена зависит как от основных эксплуатационных показателей, так и от того, какая фирма является производителем.
- Нужно проводить постоянное обслуживание оборудования для поддержания его в надлежащем состоянии.
- Нужно найти место для установки оборудования и правильно оснастить его. Некоторые модели требуют жесткого крепления.








Подобные недостатки можно выделить при рассмотрении заточных станков.
В заключение отметим, что существует довольно много видов фрез, каждый обладает определенными качествами, которые стоит учитывать. Именно поэтому следует приобретать не специализированный, а именно универсальный вариант исполнения заточного станка.
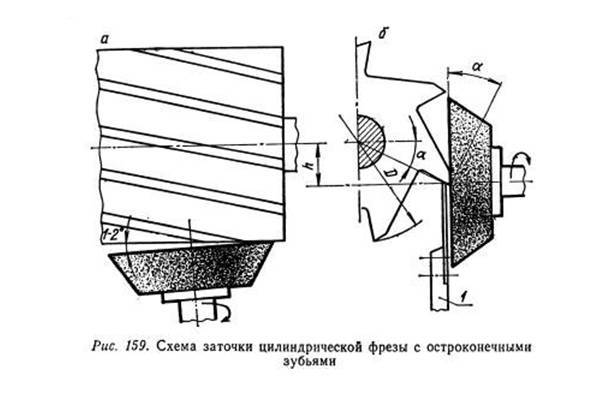
Геометрия зубьев фрезы
Производительность зависит от правильной заточки зубьев. Конфигурации рабочих поверхностей применяются для решения даже самых сложных задач.
Исполнение спиральной фрезы осуществляется с большим и малым наклоном зубьев под заданным углом. Предназначение этого вида инструмента: для проведения черновых и чистовых операций, в том числе переменных шагов.
Угол наклона – это угол, образованный между плоским концом и кромкой стружечной канавки стандартной фрезы.
Значение углов:
- малый не более 35;
- большой 35 и выше.
Отличным вариантом для начальной и финишной обработки являются углом наклона зубьев – 38. Прямоугольные инструменты имеют максимальное значение.
Инструмент с переменным шагом пользуется спросом, вдоль длины производится замер шага спирали.

Разновидности
Условно можно использовать такую классификацию:
- Универсальный станок — заточка не только фрез, но и прочих режущих инструментов.
- Специализированный станок используется для обработки инструмента только одного вида, например, фрез.
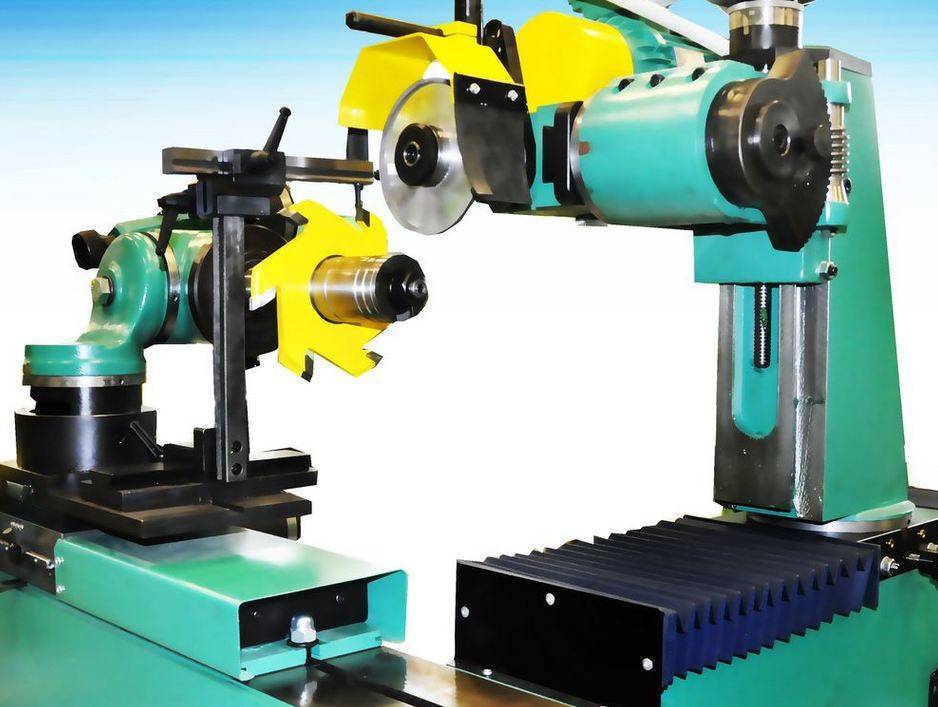
Универсальный станок комплектуется нормальными и специальными приспособлениями, подходящими для закрепления и установки инструмента, дополнительных измерительных механизмов, позволяющих выдерживать угол заточки фрез.
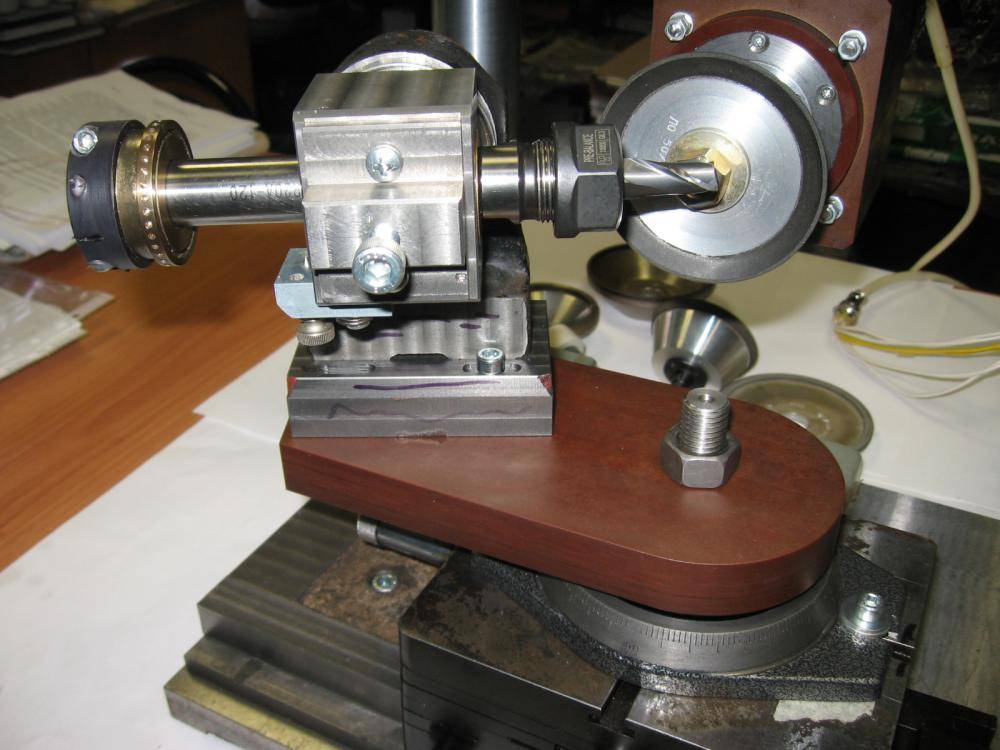
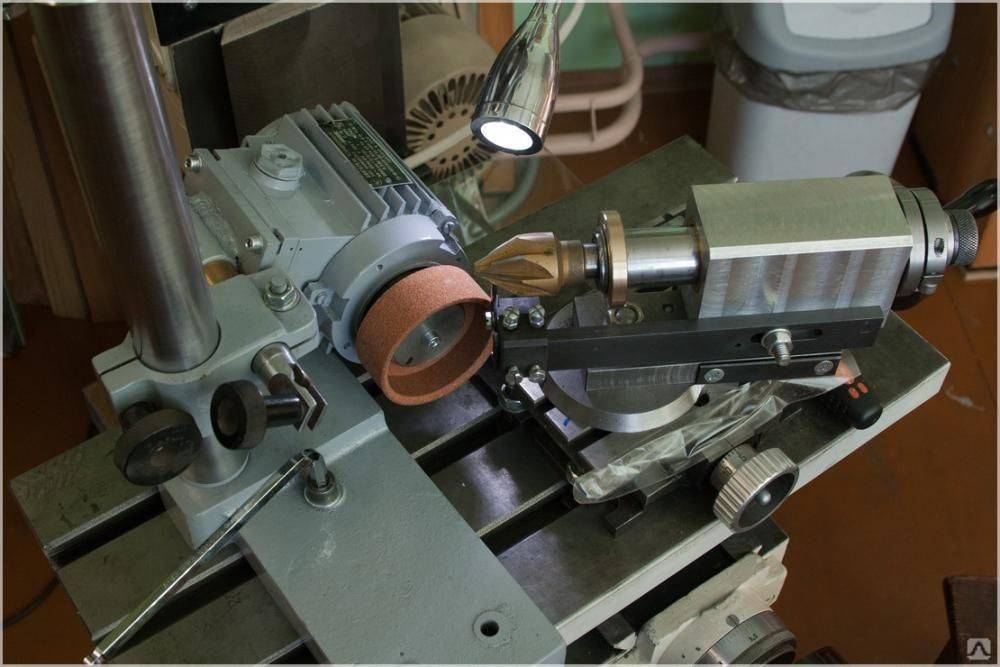
Универсальный заточной станок с приспособлениями для заточки фрез
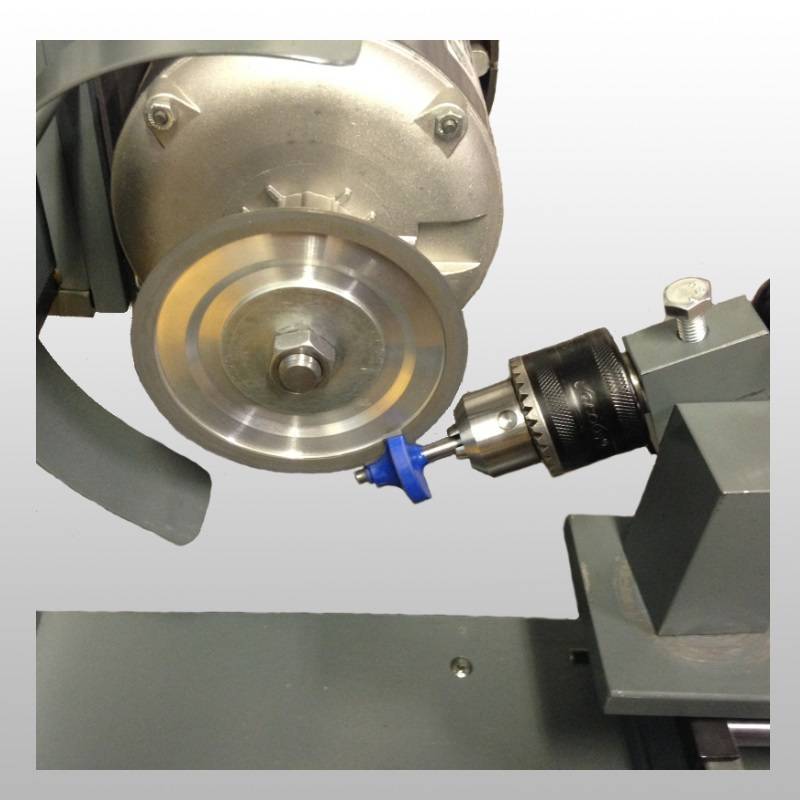
Специализированный заточной станок для заточки концевых и цилиндрических фрез
Технические характеристики
При выборе станков для заточки фрез следует обратить особое внимание на технические характеристики. К основным показателям можно отнести:
- Рабочее напряжение. Многие модели работают от стандартной сети 220 Вольт. Варианты исполнения с большим показателем мощности работают при мощности 380 Вольт.
- Потребительская мощность также является важным показателем. Она может варьировать в диапазоне от 200 до 5 000 Ватт.
- Скорость вращения шпинделя без нагрузки. Этот показатель может варьировать в пределе от 900 до 3 000 об/мин.
- Точность, с которой можно провести заточку фрез. Показатель точности зачастую зависит от конструктивных особенностей модели.
- Скорость подачи абразивного материала.
- Тип подачи: механический и электрический. Некоторые модели имеют электрический привод, другие механический. Электрический вариант исполнения значительно делает конструкцию дороже, механический требует определенных навыков от мастера.
- Диапазон проведения угла заточки. Угол можно назвать наиболее важным показателем. Режущая кромка образуется двумя плоскостями, расположенными под определенным углом.
- Наличие специальных водяных ванн, которые позволяют охладить абразивный материал во время работы станка. Повышение температуры абразивного материала может привести к значительному нагреву режущей кромки, из-за чего она изменит свои эксплуатационные качества.
- Наличие вентиляции. Во время заострения происходит снятие слоя металла с фрез, а также отлетает абразивный материал. Этот момент определяет засорение рабочего места, и система вентиляции позволит поддерживать оборудование в чистоте.
- Показатель шума при работе. Привод и двигатель на момент работы издают шум. Высокий показатель шума значительно усложняет работу.
- Наличие защитного кожуха. Во время заострения отлетает абразивная стружка и металл, которые могут попасть в глаза. Именно защитный кожух защищает мастера от стружки и абразивной крошки.










По компоновке станки для заточки фрез бывают настолько и напольного исполнения. Традиционный привод предусматривает использование электродвигателя и клиноременной передачи.
Виды фрез
Всего существует несколько видов режущего инструмента. К таковому относится: цилиндрический, концевой, дисковый, торцевой и пазовый.
По виду предназначения:
- угловой;
- фасонный;
- шпоночный;
- для обеспечения пазов вида Т.
По поверхности:
- пластмассе;
- дереву;
- металлической;
- стеклу;
- иные.
Затачивание сложно, так как протяженность режущего основания большая. Поэтому используются специализированные инструменты. А некоторых случаях шлифование осуществляется вручную, но работник, выполняющий эти работы должен обладать опытом. Не имеющий навыков сотрудник может допустить брак и на зубьях появятся дефекты: трещины, заусеницы или раковины, в связи, с чем инструмент нужно будет шлифовать повторно, а это приведет к уменьшению размера.
















