Принципы сварки, выполняемой в среде аргона
Сварка аргоном совмещает в себе признаки электродуговой и газовой сварки. С электродуговой сваркой данный технологический процесс объединяет обязательное использование электрической дуги, а с газовой – применение газа, а также некоторые технологические приемы формирования неразъемного соединения.
Плавление кромок соединяемых деталей и присадочного материала, при помощи которого и формируется сварной шов, обеспечивается за счет высокой температуры, создаваемой при горении электрической дуги. Газ (в данном случае аргон) выполняет защитные функции, о чем следует поговорить более подробно.
Это негативным образом сказывается на качестве формируемого сварного шва: он получается непрочным, в его структуре формируются поры – воздушные пузырьки, которые значительно ослабляют соединение. Еще более отрицательное влияние оказывает окружающий воздух на алюминий, расплавленный в процессе выполнения сварочных работ. Под воздействием кислорода, находящегося в окружающем воздухе, данный металл начинает гореть.
Оптимальным решением, которое позволяет эффективно защитить зону формируемого соединения при сварке металлов цветной группы и легированных сталей, является использование защитного газа – им и выступает аргон. Высокая эффективность применения именно данного газа объясняется его характеристиками.
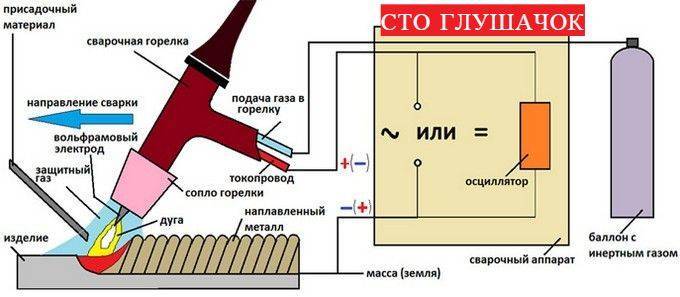
Схема работы аргонодуговой сварки
Аргон значительно тяжелее воздуха (на 38%), поэтому он с легкостью вытесняет воздух из зоны выполнения сварочных работ и создает ее надежную защиту. Являясь инертным по своей природе, аргон практически не реагирует с расплавленным металлом, а также другими газами, присутствующими в зоне, где горит сварочная дуга. При сварке аргоном на обратной полярности следует учитывать один важный момент: от атомов газа в этом случае легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Технология выполнения сварки в среде такого газа, как аргон, может предусматривать использование плавящихся, а также неплавящихся электродов (такими являются стержни из вольфрама). Диаметр электродов из вольфрама, который, как известно, отличается исключительной тугоплавкостью, подбирается по специальным справочникам. На выбор данного параметра оказывают влияние характеристики соединяемых деталей.
Методы аргонодуговой сварки
Сварку в среде аргона подразделяют на три типа в зависимости от используемой технологии:
- ручную, выполняемую неплавящимся вольфрамовым электродом (обозначается такая технология аббревиатурой РАД);
- автоматическую, проходящую в среде аргона с использованием неплавящихся электродов (обозначение сварки данного типа – ААД);
- автоматическую, выполняемую в среде аргона с использованием плавящихся электродов (название данной технологии – ААДП).
Согласно международной классификации, аппарат аргонодуговой сварки или сварки, выполняемой при помощи электрода из вольфрама в защитной среде любого инертного газа, обозначается аббревиатурой TIG (Tungsten Inert Gas).
Это интересно: Какой расход углекислоты при сварке полуавтоматом?
Марки аргона используемые при сварке
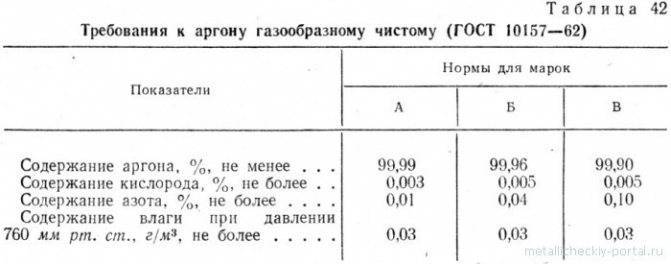
Государственный Стандарт 10157-79 определяет три марки аргона для использования при сварке:
- А — содержит 99.99% аргона, служит для работы с химически активными и редкими металлами, такими, как титан или цирконий, и для окончательной сварки особо важных конструкций.
- Б — содержит 99.96% аргона, используется для работы с алюминиевыми и магниевыми сплавами и другими материалами, подверженными воздействиям растворимых в металле газов.
- В — содержит 99.90% аргона, применяется для работы по нержавейке, легированным высокопрочным и жаростойким сталям, а также по алюминию в чистом виде.
Технические характеристики аргона для сварки
Режимы сварки в аргоне

Методы сварки – преимущества и недостатки.
К выбору режима подходим с чувством и толком, от него качество шва зависит в высокой степени.
- Ток: направление и полярность. Выбор зависит от свариваемых металлов. Большинство стальных сплавов варятся с полярным постоянным током: технология сварки нержавейки полуавтоматом, например. Или сварка труб из нержавеющей стали. Цветные металлы, алюминий и магний лучше варить с переменным током на обратной полярности.
- Расход аргона зависит от двух факторов: скорости его подачи и условий внешней среды. Если работа проходит вне помещений при сильном, особенно боковом, ветре, то и расход будет значительным.
- Как ни странно, но в аргоновую газовую смесь добавляют кислород – не выше 5%. Дело в том, что кислород в таких малых дозах помогает в очистке от вредных примесей – в реакции с кислородом они попросту сгорают.
Инверторная сварка в аргоне
Инверторный способ – самый востребованный вид аргонодуговой технологии. Он применяется и в промышленных целях, и в домашнем обиходе. Инвертор для аргонодуговой сварки – тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Дополнительным преимуществом является его способность к адаптации к скачкам напряжения источника электричества.









Если говорить в общем, то работать с инвертором по аргону проще и удобнее, чем с другим оборудованием для сварки нержавейки: нужно только двигать горелкой вдоль шва. Если соблюдать все технологические требования, шов получается узким и ровным. Без присадочной проволоки такие швы тоже можно делать, но в этом случае требуется очень плотное соединение краев заготовок.
Оборудование для сварки
Применяют несколько видов аппаратов:
- для ручной электродуговой сварки плавящимся или вольфрамовым электродом, работающих по технологии MIG/MAG;
- поддерживающие режимы WIG/TIG;
- полуавтоматы с подачей аргона.
При выборе сварочного аппарата для нержавейки и алюминия учитывают особенности сплавов, из которых сделаны детали. Лучше использовать высокочастотный переменный ток, в качестве генератора для дугового метода чаще выбирают небольшой инвертор. При выборе газового оборудования желательно подобрать горелку с линзой, оснащенной сеточкой, расход газа будет меньше, он обеспечит нормальную защиту ванны расплава. У сварочного полуавтомата для сварки алюминия и нержавейки должен был импульсный режим работы, желательна функция «Сoldarc».
Если при соединении алюминиевых и нержавеющих заготовок учитывать особенности металлов, можно добиться неплохого качества швов. Новичкам работа с разнородными сплавами не по силам, лучше обратиться в специализированные организации, оказывающие услуги по сварке.
На чем основан принцип аргонной сварки
Благодаря такой технологии удается соединять металлы, работа с которыми считается наиболее сложной.
Этот способ вобрал в себя лучшее из двух классических методов: дугового электрического и газового.
Принцип аргонной сварки используется для защиты сварочной рабочей ванны от газов и примесей.
В качестве защитной оболочки выступают инертные газы.
Основные качества аргона:
- Гораздо тяжелее, чем воздух. Благодаря этому он легко занимает всю сварочную ванну, защищая зону плавления от других газов.
- Инертен, поэтому не вступает в реакцию с другими элементами, но, что важнее всего, никак не взаимодействует со свариваемыми поверхностями – на этом и строится принцип аргонной технологии.

Минусы:
- сложное оборудование, нуждающееся в точной настройке;
- возможность работы только при наличии большого практического опыта.
Плюсы:
- Шов высокого качества из-за отсутствия примесей.
- Подходит для соединения заготовок даже очень сложных конструкций благодаря умененному нагреву металла, что исключает деформацию.
- Можно варить однородные и разнородные металлы и сплавы.
- Использование дуги с высоким температурным режимом даёт высокую скорость работы.
Оборудование для работы с аргоном
Техника сварки аргоном подразумевает довольно широкий и разнообразный набор оборудования. Этого не нужно бояться, так как сварочные аппараты для аргонодуговой сварки со всеми сопутствующими причиндалами в виде универсальных наборов выпускаются серийно и стоят недорого.
Все оборудование для аргонно-дуговой сварки можно разделить на три группы:
- Специализированное оборудование производится для работ с заготовками одного типа.
- Специальное оборудование для аргонной сварки обычно устанавливается на промышленных предприятиях и используется для заготовок одного типоразмера.
- Универсальное оборудование подходит для всех видов работ в аргоне, например, для сварки нержавеющей стали полуавтоматом.
Классификация сварки.
Одним аппаратом для сварки аргоном вам не обойтись. Аргонная сварка требует целый пакет оборудования, понадобится целый список.









Не обязательно все покупать в магазине, большинство предметов из списка вполне можно сделать самостоятельно:
- Специальная горелка с вольфрамовым расходником.
- Основной и вспомогательный трансформаторы. В качестве основного может быть использован аппарат для дугового способа с напряжением до 70 В. Вспомогательный трансформатор нужен для электропитания коммутирующих устройств.
- Осциллятор подключается параллельно источнику питания. Он нужен, чтобы зажечь дугу при работе с неплавящимся вольфрамовым расходником с помощью подачи высокочастотных импульсов. В результате дуговой промежуток ионизируется. Если обычная сетевая частота насчитывает 55 Гц и напряжение в 220 В, то после преобразования осциллятором частота и напряжение поднимаются до 500 кГц и 6000 В соответственно.
- Контактор для подачи напряжения на горелку.
- Реле для включения и отключения контактора и осциллятора.
- Вольфрамовые электроды с проволокой соответствующего диаметра.
- Аргоновый баллон, оборудованный редуктором.
- Выпрямитель для получения постоянного тока с напряжением 24 В.
- Амперметр для измерения силы тока.
- Таймер для контроля времени обдува аргоном.
- Клапан электро-газовый для подачи постоянного или переменного тока в 24 или 220 В соответственно.
- Фильтр для контроля высоковольтных импульсов из осциллятора.
- Аккумулятор для последовательного включения в электрическую цепь с целью стабилизации переменного тока.
Виды прутков для сварки.
Прогресс не стоит на месте, сварка аргоном в том числе.
Для возможности работать с более толстыми краями свариваемых металлов и повышения производительности в последнее время в технологии сварки аргоном внесены усовершенствования:
- Специальная горелка для использования сразу нескольких вольфрамовых электродов для получения высококачественного шва на высокой скорости.
- Приспособление для нагревания присадочной проволоки.
- Пульсирующий ток для периодических пауз его поступления, во время которых металл кристаллизуется. Если движение дуги синхронизировать с импульсами тока, плавка получается эффективной по всех положениях в пространстве.
Как присоединять клеммы
При подключении сварочного аппарата, выдающего постоянный ток, учитывается полярность аргонодуговой сварки.
Прямая полярность
При прямой полярности минус на корпусе горелки, плюсовая клемма присоединяется к свариваемой заготовке. Тепловой центр электродуги смещается к металлу, он быстро расплавляется. Данный способ подключения часто применяется, являясь в преобладающем большинстве отличием перед миг сваркой в аргоне.
Обратная полярность
При использовании обратной полярности диаметр электрода должен быть толстым, он будет сильно разогреваться, а зона расплава формируется широкая и неглубокая. Обратная полярность используете при сварке сплавов, образующих пленочные оксиды или нитриды, препятствующие разрушению под воздействием внешних факторов (дюрали, титан).
За счет потока положительных частиц происходит катодное распыление оксидных и нитридных пленок, улучшается качество шва. Отметим, что для данного метода относительно редко применяется обратная полярность. Ее применение ускоряет износ электрода, также оставляя высокий риск попадания его частиц в металл шва. Следует учесть, что на обратной полярности Ar переходит в состояние плазмы.
Лучше пользоваться специальными газосмесями. При аргонодуговой сварке переменным током расположение клемм произвольное. Плюс и минус меняются с частотой рабочего тока.
Почему вообще применяют аргон?
 Как проходит аргонная сварка
Как проходит аргонная сварка
Для соединения двух металлических поверхностей, их необходимо разогреть. Нагревательным элементом является электрод из вольфрама, пропускающий большой ток. При обычной сварке место нагревание взаимодействует с кислородом, т.е. происходит окисление. Это нарушает структуру шва, способствует недолговечности, выглядит некрасиво – место шва бросается в глаза. Бывают случаи, когда можно пренебречь эстетикой. Но пренебрегать качеством – как минимум недальновидно. Поэтому чтобы избавить металл от окисления, используют газ, который обволакивает сварочную ванну и защищает её от воздействия кислорода. Область, где присадочная проволока подается на место плавления, называется сварочной ванной. Для этой задачи применяют инертные газы. Они не взаимодействуют с другими веществами, не горят и не поддерживают горение. Т.е. изолируют материал от кислорода. Всего выделают шесть инертных газов: гелий, неон, аргон, криптон, ксенон и радон. В сварке применяют только аргон и гелий. Но гелий – дорогое решение. Он легче воздуха, израсходуется в большом количестве, себестоимость такой сварки вырастет.
Но есть и важный нюанс при работе с аргоном. При изменении полярности тока газ приобретает свойства плазмы. Поясним – прямая полярность означает, что минус находится на электроде. Обратная полярность при дуговой сварке на постоянном токе не используется, так как вольфрамовый электрод быстро разрушается.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.









В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.
Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь
Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
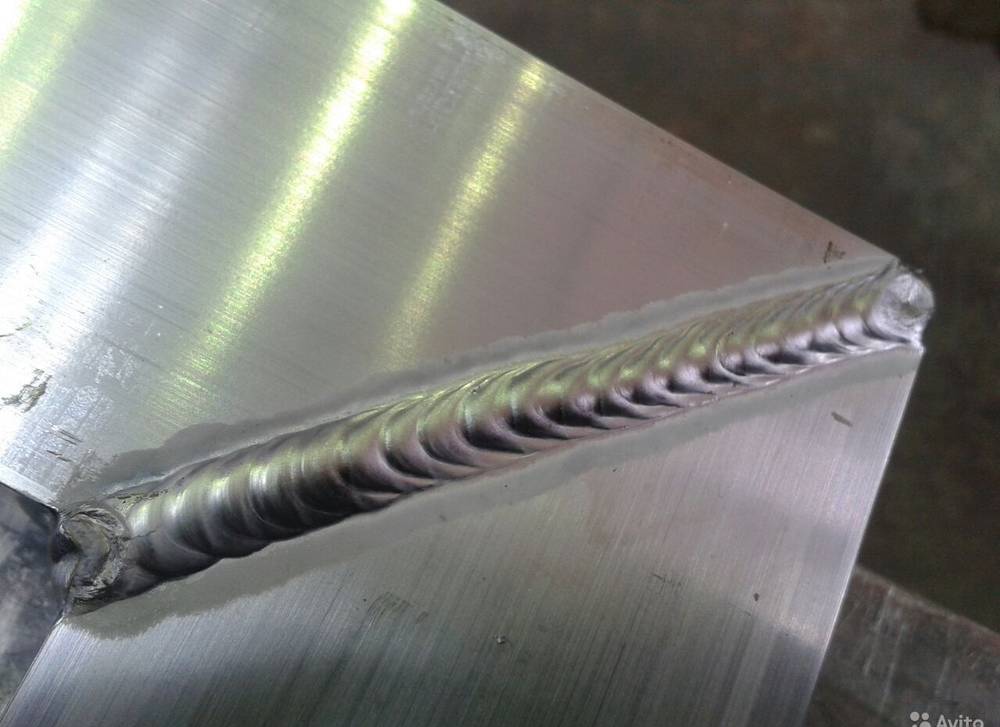
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения
Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
Подача присадочной проволоки должно проводиться плавно и равномерно
Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Этапы проведения аргоновой сварки
Технология сварки аргоном должна проводиться правильно с учетом всех требуемых правил. Во время этого процесс обязательно должны использоваться неплавящиеся электроды.









Для проведения сварки обязательно требуется подготовить необходимые элементы:
- Источник питания;
- Горелка с вольфрамовым электродом;
- Газовый баллон с аргоном;
- Присадочная проволока.
Электрод устанавливается в держатель горелки, он должен выступать вперед на 2-5 мм. Диаметр данного компонента подбирается в зависимости от характера сварного шва, толщины соединяемых металлических деталей. Вокруг держателя электрода располагается сопло, которое осуществляет подачу электрода в область сварки при проведении работ.
Как варить аргонной сваркой? Сварочный процесс с поддувом выполняется в следующей последовательности:
- Очищение поверхности зоны сварки;
- Приведение горелки в рабочее положение — подача аргона для создания защитного слоя и розжиг дуги;
- Процесс выполнения сварного шва.
Каждый сварщик должен знать, как варить аргоновой сваркой, важные особенности данного процесса и последовательность всех действий. Перед тем как приступать к сварке стоит произвести тщательное очищение кромочной поверхности соединяемых деталей от загрязнений и оксидной пленки. Для этих целей может применяться механический и химический способ очистки, после которого производится обезжиривание поверхностей.
После этого оборудование приводится в рабочее состояние:
- Источник питания подключается к электрической сети;
- К детали, которая подлежит сварке, при помощи кнопок на горелке подается защитный газ. А сама деталь подключается к «массе»;
- При помощи высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия;
- Газ должен подаваться заранее, примерно за 20 секунд перед подачей тока. Это требуется для обеспечения защитного слоя.
При проведении процесса ни в коем случае нельзя допускать касания вольфрамового электрода свариваемой поверхности. Он должен располагаться на минимальном расстоянии от нее (2 мм), это позволит создать малую сварочную дугу. В данной ситуации она сможет обеспечить максимальное проплавление металла по толщине.
Сразу же после разжигания дуги сварщик приступает к созданию шва в области, которая защищена аргоном. Что такое аргоновая сварка и как она производится? Рассмотрим весь процесс:
- При помощи горелки, которая располагается в правой руке, сварщик медленно ведет дугу строго по линии шва;
- Левой рукой специалист навстречу движению горелки подает присадочную проволоку в область сварки;
- Присадочная проволока должна постоянно находиться перед горелкой под небольшим углом от 150 до 300 по отношению к свариваемой поверхности;
- Электрод с горелкой должен образовывать угол в 900.
Во время выполнения ручных сварочных работ не стоит допускать резкую подачу присадочной проволоки. Это может привести к сильному разбрызгиванию металла и к образованию неровной линии сварного шва. После окончания сварочных работ подача аргона не должна прекращаться сразу, это предотвратит окисление еще не остывшего металла.
Режимы
Токовую нагрузку определяют, исходя из вида металла и толщины заготовки, учитывая диаметр плавящегося электрода или присадочной проволоки. Основные рабочие параметры:
- Параметры тока (переменный, постоянный, полярность прямая или обратная определяется только для постоянного);
- Используемый диаметр вольфрамового электрода;
- Напряжение свободногорящей сварочной дуги;
- То с какой скоростью идет процесс;
К второстепенным параметрам относятся:
- Положение электрода;
- Положение самой свариваемой детали;
Сварочный ток – чем больше его значение, тем больше провар. Его параметры колеблются в пределах от 10 до 1000 А.
Расход защитных газов в среднем варьируется от 3 до 20 л/мин. В некоторых случаях может достигать значений и в 50 л/мин.
Скорость сварки от 23 до 123* м/ч (*для автоматических способов). В большинстве случаев значение находятся в пределах 23 – 61 м/ч.
Напряжение на дуге в пределах от 5 до 32В, в основном в пределах 9-14В. Ампераж устанавливают, руководствуясь специальными таблицами.
Общие данные режимов сварки стали
Сварочный ток можно выбрать, учитывая диаметр электрода, и свойства свариваемого металла изделия, размеров изделия.
Преимущества и недостатки сварки в защитной среде аргона
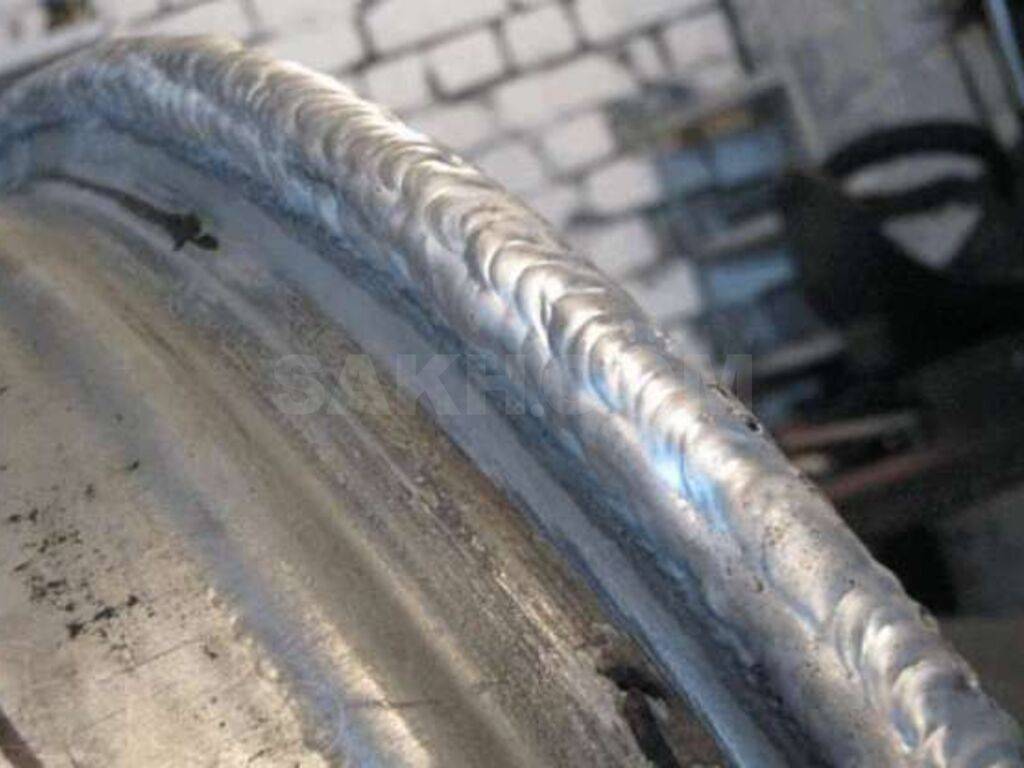
Сварка, выполняемая в среде защитного газа аргона, имеет как преимущества, так и недостатки, которые обязательно следует учитывать. К достоинствам данной технологии относят:
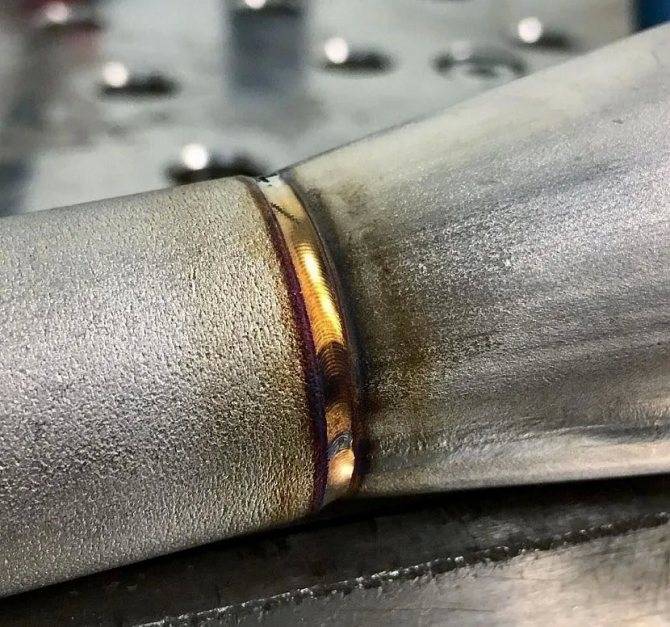
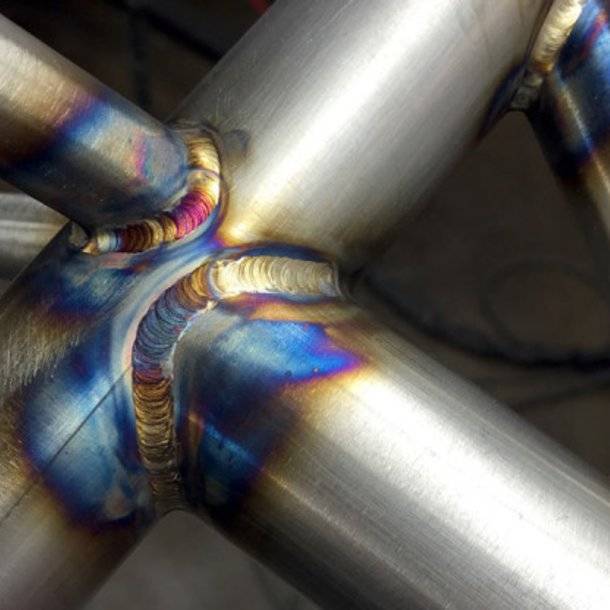
Пример шва, выполненного сваркой в среде аргона
- возможность получения качественного и надежного сварного соединения, что обеспечивается эффективной защитой области выполнения сварочных работ;
- незначительный нагрев соединяемых деталей, что дает возможность использовать данную технологию для сварки деталей сложной конфигурации (при этом они не деформируются);
- возможность использования для соединения деталей из материалов, которые невозможно варить другими способами;
- значительное возрастание скорости выполнения сварочных работ за счет использования высокотемпературной электрической дуги.
Недостатками данной технологии являются:
- использование сложного сварочного оборудования;
- необходимость в специальных знаниях и достаточном опыте выполнения подобных работ.
Виды сварочного оборудования
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.
- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.
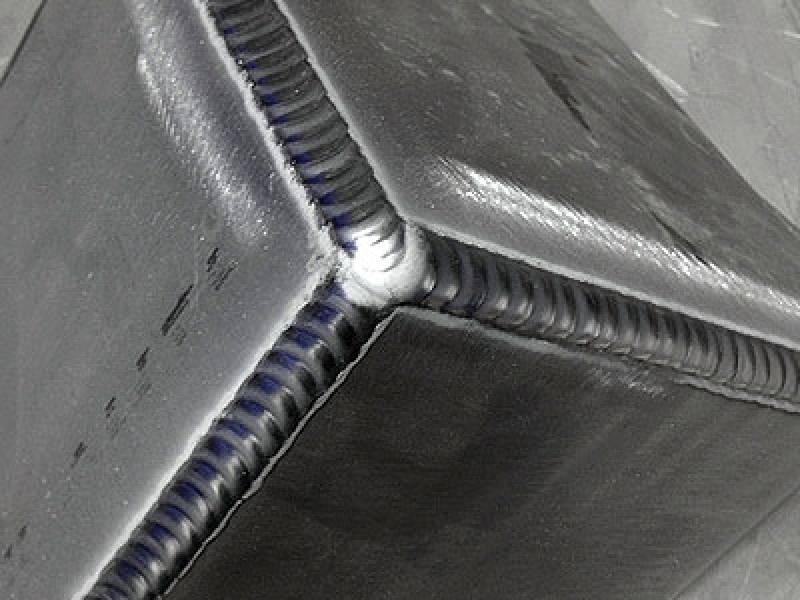
Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно. И в быту такие ситуации встречаются нередко, к примеру, стыковка труб из нержавейки
Обязательно посмотрите видео на этой странице сайта.