

Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.
Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
Достоинства и недостатки
Несомненные преимущества сварки нержавейки полуавтоматом:
- Высокая производительность сочетана с качественным соединением;
- незначительное выделение дыма, что сохраняет здоровье и окружающую среду;
- небольшое разбрызгивание металла, вследствие автоматической подачи проволоки;
- универсальность – можно сваривать различные по толщине заготовки, а также разнородные металлы.
Один существенный недостаток – громоздкий газовый баллон. Это дополнительные затраты на его приобретение и неудобное перемещение.
Распространение метода стало возможным с развитием технологий и автоматизации процессов. Применяется в основном в промышленности для крупномасштабного производства. Работа со сварочным полуавтоматом, хотя требует определенных знаний и умений, все же остается одним из популярных видов обработки металлов. Подробнее о том как работать сварочным полуавтоматом можете в нашей статье.
Основная трудность при сварке латуней
Основная трудность при сварке латуней различных марок связана с интенсивным
кипением и быстрым выгоранием цинка. Цинк имеет низкие температуры плавления
(419°C) и кипения (905°C), намного ниже, чем температура плавления основного
металла (от 700°C до 1000°C) и это становится причиной выгорания и испарения
цинка. Выгорание цинка происходит по реакции: 2Zn+O2=2ZnO.
Большая часть цинка в составе латуни в процессе сварки улетучивается. Часть
цинка, соединяясь с кислородом, образует окись цинка ZnO, которая представляет
собой белый порошок. Этот порошок покрывает большую часть металла в зоне термического
влияния и другие участки вблизи шва, а также открытые части оборудования, находящиеся
на рабочем месте.


![Сварка алюминия полуавтоматом [технология, с аргоном и без]](https://101benzopila.ru/wp-content/uploads/a/d/c/adc578dc5c380104ea0391366de1d15a.jpeg)





Кроме того, испарения ZnO очень опасны для человека, поэтому техника безопасности
при сварке латуни требует использовать респираторы в процессе сварки. Некоторые
технологические приёмы позволяют свести к минимуму выгорание цинка, но даже
с учётом этого, при всех
основных видах сварки выгорание составляет 25-30% и это приводит к появлению
дефектов
в сварных швах в виде большого количества пор.
Несмотря на схожесть сварки латуни со
сваркой меди, большое содержание цинка требует производить сварку таким
образом, чтобы обеспечить отсутствие пор в сварном шве и уменьшить угар цинка.
Подготовка деталей к сварке
Для любого вида сварки свариваемый металл предварительно необходимо подготовить. У латунных заготовок необходимо тщательно зачищать кромки, на них содержатся плотный слой окислов. Для работы применяют новые стальные щетки, на которых нет частичек стали, наждачную бумагу или шлифовальную машинку. Некоторые предпочитают работать напильником.
Разделку заготовок проводят, ориентируясь на их толщину:
- детали толщиной от 1,6 до 6 мм предварительно не разделывают;
- тонкостенную латунь (до 1,5 мм) отбортовывают, чтоб улучшить качество соединения;
- кромки заготовок, толще 6 мм, предварительно притупляют: делают Х-образную разделку под двухсторонний провар стыка.
Необходимо придерживаться нескольких правил укладки заготовок:
- детали толще 1,5 мм укладывают с зазором 2 мм, когда расстояние между деталями небольшое, а шов длинный, металл неравномерно прогревается, в нем возникают внутренние напряжения, они становятся причиной трещин;
- используя специальные подкладки, зазор между деталями можно увеличить, толщина диффузного слоя станет больше.
Настройка аргонового аппарата
Сначала настраивается расход газа в диапазоне 6 — 12 л/мин по манометру, который ближе к шлангу. Работая в помещении, значение устанавливается в 1,5 раза меньше чем на улице. Завышенный расход создает турбулентные завихрения, которые газ смешивают с воздухом, снижая тем самым надежность защиты зоны сварки.
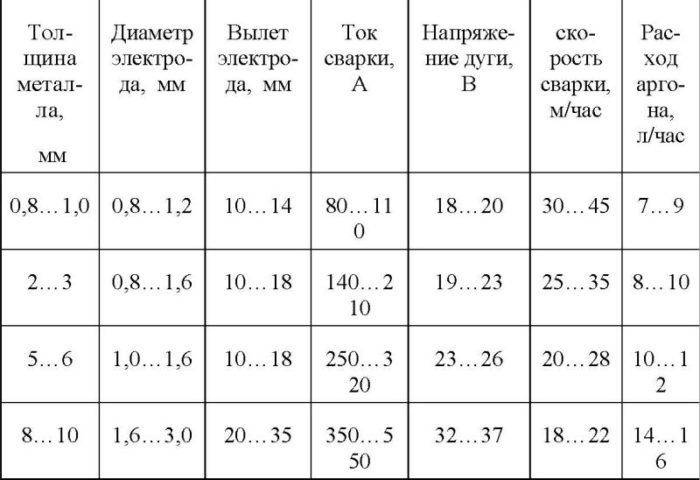
В зависимости от толщины заготовок настройку аппарата для сварки аргоном по току проводят по таблице:
Толщина металла, мм | Величина тока, А | Диаметр электрода из вольфрама, мм |
1 | 30 — 40 | 1,6 |
1,5 | 45 — 60 | 2,3 |
2 | 70 -80 | 2,3 |
3 | 90 — 120 | 3,2 |
Для алюминия устанавливается полярность 50/50. Однако при работе с чистым металлом для получения тонкого шва и меньшего разогрева электрода регулятор баланса тока сдвигают в сторону отрицательных значений. Для сплавов лучше пользоваться положительным диапазоном, но не увлекаясь. Переменный ток с большой положительной полуволной губителен для электрода.









Время затухания дуги при заваривании кратера, в зависимости от толщины заготовок устанавливается 2 — 4 секунды. Продолжительность подачи аргона после завершения сварки 3 — 5 секунд.
Электродуговая сварка
Варить латунь можно электродуговой сваркой. Условия получения качественного шва:
- за один проход проваривается латунь толщиной не более 3 мм, толстые заготовки сначала проходят короткими стежками, затем хорошо прогревают, чтобы не возникали трещины и поры, после этого быстро делают финишный слой;
- внутренние напряжения в шве снимают прогревом готового соединения до 600–650°С, структура металла после такого отжига становится мелкозернистой;
- для уплотнения валика швы обязательно проковывают молотком, толстые соединения – в разогретом виде;
- желательно предварительно прогревать заготовки до 200-300°С;
- тонкостенный металл проходят одним швом, чтобы избежать прожогов.
Для сварки латуни нужен постоянный ток, прямой полярности, короткая дуга. Варят металл из нижнего положения. Стандартная скорость образования валика – 30 см за минуту, максимальный ампераж рабочего тока – 250 А (для толстых заготовок).
Сварить латунь можно двумя видами электродов:
- Графитовыми (угольными), они нужны для поддержания дуги при заделке зазора между заготовками. Присадка при сварке тонких деталей не применяется, для соединения толстых элементов применяют многокомпонентную наплавочную проволоку на основе меди и цинка в обмазке из буры или другого флюса.
- Латунными с содержанием цинка (до 40%), марганца, алюминия, других металлов. Их используют как наплавочный материал. Стержень соответствует проволоке ЛК 80-3 или КМц 3-1 (бронзовый сплав). Обмазка содержит марганцевую руду, концентрат титана, борный шлак.
Выбор электродов зависит от химического состава деталей, их толщины. Перед работой их в течение получаса необходимо прокалить при температуре 200°С.
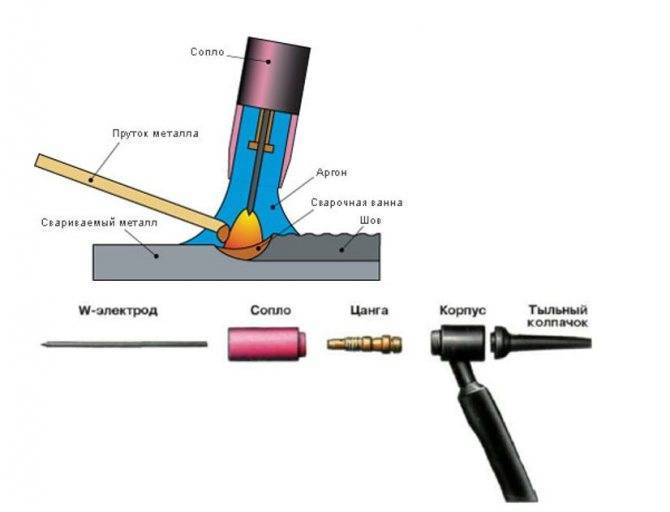
Правильная аргоновая горелка

Горелка для аргоновой сварки.
Задачи горелки – подача электроэнергии и создание газовой защиты. Верный выбор горелки так же важен, как и выбор правильных расходников. В аргонодуговой технологии используется специальная горелка с неплавящимся вольфрамовым электродом: аргоновая сварка нержавейки производится только таким способом.
Вот технические свойства горелки, по которым ее нужно выбирать:
- допустимое значение сварочного тока или мощность;
- тип охлаждения горелки при сильных и слабых токах;
- длина электрического кабеля;
- наличие керамического сопла и фиксатора вольфрамового электрода;
- универсальность горелки – способность подключаться к разным сварочным аппаратам.
Главный элемент аргоновой горелки – специальный резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата для аргоновой сварки. Вокруг электрода подается газ.
Этапы процесса работы горелки:
- Включается все сразу: подача газа на горелку, циркуляция охлаждающей жидкости, сам сварочный аппарат.
- Как только образуется защитный слой из аргона, поджигается дуга, происходит разогрев заготовок до температуры плавления, присадочная проволока помещается в образовавшуюся рабочую ванну.
- Перемещение присадочной проволоки и вольфрамового электрода вдоль шва.
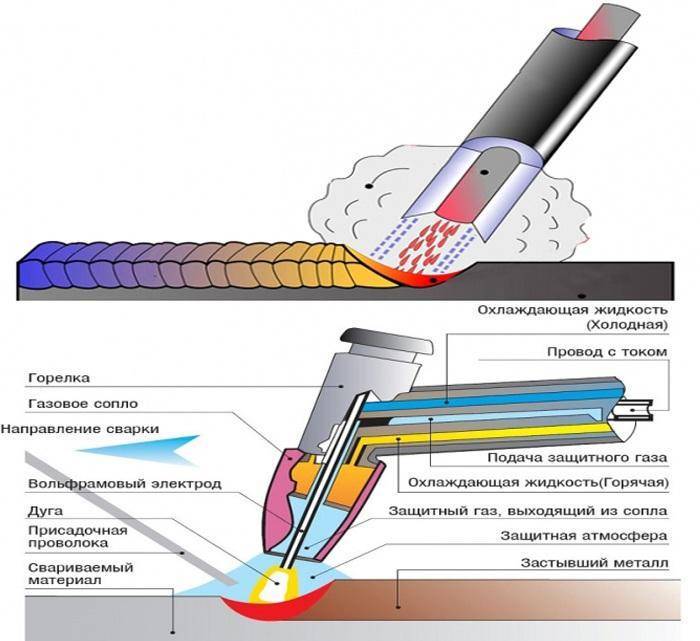
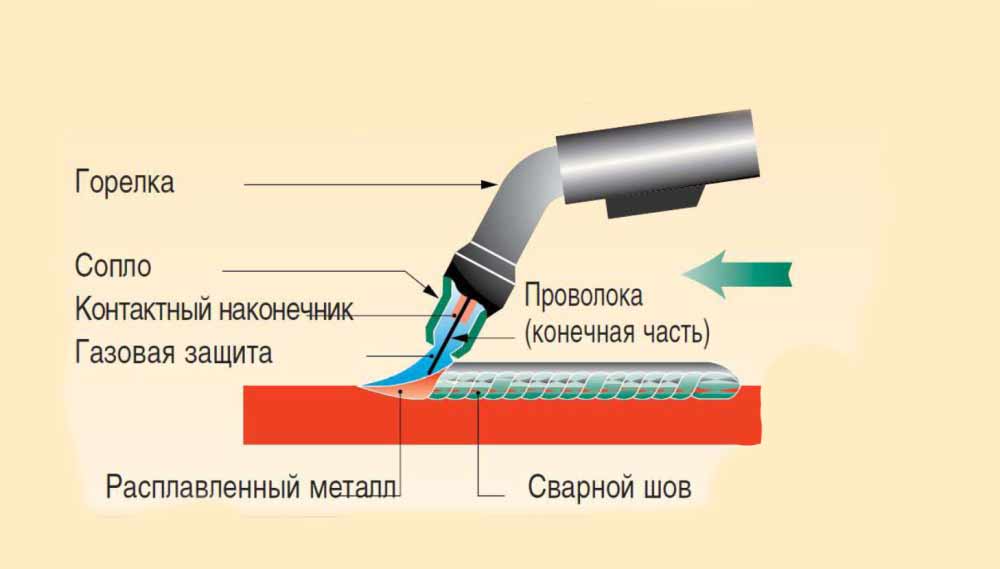
Горелка с неплавящимся электродом

Процесс сварки горелкой с защитным газом.
В основном это ручная аргонодуговая сварка неплавящимся электродом. Со сплавами типа нержавеющей стали и химически активными металлами – алюминием, титаном и магнием работают только с неплавящимися вольфрамовыми электродами.
Сварка нержавейки аргоном, например, отличается тем, что во время плавления этих металлов и нагревании воздуха окисление происходит сильнее и быстрее, чем с заготовками их других материалов. Применяется в основном для ручных типов работ. Для сварки нержавейки полуавтоматом также применяются горелки такого вида.
В состав горелки входят электрод, который закреплен в токоподводящей цанге, керамическое сопло для направления аргоновой струи и системы воздушного или водяного охлаждения. Тип электрода по диаметру зависит от величины тока в сварочном процессе.
Горелка для механизированной аргонной технологии немного другая. В ее состав входят вольфрамовый электрод неплавящийся с маховичком для подъема и опускания, токоподводящая сменная цанга с гайкой для электродов разного диаметра.
Брызг металла при этом способе нет, поэтому вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для получения равномерного плавного потока газа. Аргонодуговая сварка неплавящимся электродом – один из самых распространенных методов непромышленной сварки.
Горелка с плавящимся электродом

Современные технологии сварки.
Чаще используется в автоматической или полуавтоматической аргонной сварке. Дуга в этом случае подается между концом сварочной проволоки и заготовкой. Системы охлаждения могут быть жидкостными и воздушными. Требования к соплу практически такие же, как к горелкам с неплавящимися электродами.
Инверторная сварка в аргоне
Инверторный способ – самый востребованный вид аргонодуговой технологии. Он применяется и в промышленных целях, и в домашнем обиходе. Инвертор для аргонодуговой сварки – тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Дополнительным преимуществом является его способность к адаптации к скачкам напряжения источника электричества.








Если говорить в общем, то работать с инвертором по аргону проще и удобнее, чем с другим оборудованием для сварки нержавейки: нужно только двигать горелкой вдоль шва. Если соблюдать все технологические требования, шов получается узким и ровным. Без присадочной проволоки такие швы тоже можно делать, но в этом случае требуется очень плотное соединение краев заготовок.
Определение сварки аргоном
В этом виде сварки электрическая дуга горит в среде инертного газа аргон, который защищает свариваемые поверхности от воздействия кислорода.
Иногда аргон заменяют гелием: он имеет аналогичные свойства, но стоит дороже, поэтому используется реже. Принцип работы в гелиевой и аргонной среде одинаковый.
Область применения
Данный вид сварки широко применяется не только на разных производствах в дуговой, плазменной или лазерной сварке. Домашние умельцы активно используют его в быту, для соединения высоколегированных сплавов и редкоземельных металлов. Газосварка является достаточно опасной, и хранить такое оборудование в гараже не стоит, но это не касается аргона, т.к. он полностью безопасен и не взрывается.
В продаже есть стальные баллоны с этим газом емкостью от 15 до 40 л. Если варить надо нечасто, можно приобрести небольшой резервуар, которого хватит надолго. Так как вредные токсины при работе с таким оборудованием не выделяются, рядом с ним неопасно находиться посторонним людям.
Общий принцип технологии
Инертный газ защищает место проведения сварочных работ от негативного воздействия кислорода. Из-за разности потенциалов между электродом и деталью появляется электрическая дуга и создается высокая температура. Кромки деталей начинают плавиться, в результате чего образуется сварочная ванна. В эту зону постоянно подают присадку, а также аргон под давлением: он защищает свариваемые материалы от окисления.

Принцип сварки основан на соединении поверхностей металлов в среде защитного газа.
Чтобы понять, как правильно варить аргоном, надо разобраться со строением главного рабочего элемента оборудования. Это горелка, в которой закреплены вольфрамовый неплавящийся электрод и сопло, через которое подается аргон. При небольшой толщине соединяемых заготовок сварка может выполняться без использования присадочного материала.
Подключение к электросети выполняют 2 способами:
- прямая полярность (на заготовку подают минус, а на рабочий стержень – плюс);
- обратная (здесь все наоборот, но это приводит к неустойчивому горению дуги и преждевременному износу вольфрама).
Свойства газа и влияние на металл
Благодаря физико-химическим характеристикам аргон не вступает в химические соединения с другими веществами: даже при высоких температурах он не взаимодействует с кислородом. Его возможно применять при сваривании разных металлов и сплавов в промышленных и домашних условиях. Инертный аргон практически полностью изолирует в сварочной ванне расплавленный материал от кислорода, имеющегося в воздухе, поэтому шов не окисляется.
Основные свойства аргона:
- почти на 40% тяжелее компонентов, входящих в состав воздуха, поэтому легко вытесняет их из зоны проведения сварочных работ;
- не принимает участия в непосредственной сварке металлов и никак не влияет на их структуру;
- в случае использования обратной полярности выступает в качестве электропроводной среды.
Особенности использования инвертора
При выполнении аргонодуговой сварки в промышленных и домашних условиях используют инвертор. Это оборудование служит для преобразования переменного тока в постоянный. В отечественных электросетях часто бывают скачки напряжения, но современные инверторы хорошо к этому приспособлены и обеспечивают стабильные выходные показатели.

При выполнении аргонодуговой сварки используют инверторы.
Используемые в данном виде сварки аппараты отличаются небольшим весом и габаритами, высокой надежностью и простотой обслуживания. Все это позволяет начинающим сварщикам легко освоить используемое оборудование и сам процесс аргоновой сварки.
Инверторная сварка нержавеющей стали в среде аргона, по сравнению с другими способами соединения таких сплавов, отличается простотой. Здесь сварщику надо только правильно двигать горелку вдоль шва.
3 Сварка латуни аргоном – эффективная современная технология
Перед аргонодуговой сваркой необходимо тщательно зачищать латунные поверхности до тех пор, пока на них не появится характерный металлический блеск. Использование азотной кислоты позволяет удалить все окислы с детали из латуни, а после этого ее желательно обдать горячей водой и хорошо высушить.
Описываемый тип сварочного процесса рекомендован для соединения латуней относительно большой толщины (не менее 5 мм). Электрод устанавливают в горелку (в токопроводящий механизм), аппарат включается и начинается операция сварки, которая сопровождается необычным треском, который вызывается выделением паров цинков.

Латунь соединяют электрической дугой отдельными валиками, а не методом сплошной варки, при которой есть очень высокая вероятность появления дырки на изделии. Когда заваривается кратер, рекомендуется уменьшать (постепенно) напряжение дуги, повышая ее длину, а затем медленно убирать ее на финальной стадии процесса в сторону.
Аргонодуговую сварку можно выполнять и своими руками, но при этом данный процесс должен осуществляться либо на улице, либо в оборудованных специальным образом помещениях, оснащенных мощными вытяжками, способными удалять ядовитые пары цинка. Не всегда указанные условия могут быть соблюдены домашними умельцами, поэтому самостоятельная сварка латунных изделий не рекомендуется.

Достоинства применения аргонодуговой сварки:
- не нужны электроды с дорогостоящим покрытием и флюсы;
- сварочный процесс признается по-настоящему качественным и одним из наиболее чистых;
- хорошая скорость выполнения операции;
- возможность получать конструкции высокого уровня эстетичности;
- защита кромки от разрезов;
- выдувание струей аргона отходов процесса.
Методы сварки латуни
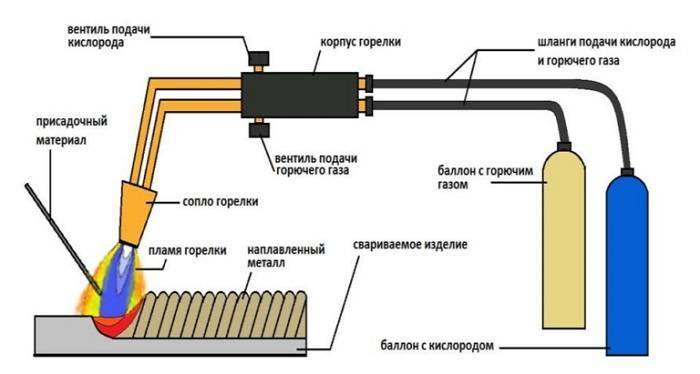
Сварка латуни очень похожа на сварку меди и происходит при температуре в 1100⁰ C, но при этом требуется учитывать все особенности свойственные сплаву меди и цинка, возникающие в процессе проведения сварочных работ. На практике применяют три основных способа сварки латуни, а именно:
- электродуговую сварку,
- газопламенную сварку,
- аргоновую сварку.
В свою очередь электродуговая сварка делится на:
- сварку с помощью латунных электродов,
- сварку с помощью угольных электродов.
Для обычной электродуговой сварки латуни используют постоянный электрический ток прямой полярности. Сварка производится короткой дугой из нижнего положения, которую поддерживают силой тока в 250 ампер для пятимиллиметровых электродов, при этом скорость укладки сварочного шва составляет до 30 сантиметров в минуту.










Выбор электродов
Сварочные электроды для электродуговой сварки латуни используют двух типов:
- графитированые, для изделий небольшой толщины не требуют дополнительной присадочной проволоки;
- толстопокрытые электроды, с многослойным покрытием.
Изготавливают электроды путем покрытия сварочной проволоки типа ЛК-80-3 слоем обмазки толщиной в треть миллиметра, приготовленной из смеси состоящей из одной трети жидкого стекла и двух третьих частей сухих веществ:
- марганцевая руда — 30%,
- концентрат титана — 30%,
- ферромарганцевых компонентов — 15%,
- меловая крошка — 20%,
- калий сернокислого — 5%.
После высыхания обмазки ее дополнительно покрывают миллиметровым слоем флюса, представляющего собой смесь жидкого стекла с борным шлаком.

Электроды угольные
Сварку латуни с помощью угольных электродов производят аналогично процессу сварки медных деталей, с той лишь разницей, что применяется в качестве припоя латунная проволока с содержанием цинка до 40% и пятипроцентной марганцевой присадкой, которая покрыта специальным флюсом.
Латунь довольно плохо сваривается с помощью электродуговой сварки, для качественного соединения должны соблюдаться следующие условия:
- толщина свариваемых листов латуни на один проход не должна быть более 3 мм;
- объемные изделия необходимо заранее прогревать до температуры в 200-300⁰ C;
- тонкостенные материалы рекомендуется сваривать одним проходом, так как при многослойной сварке могут образовываться в большом количестве трещины и поры.
Для соединения тонкостенных деталей и труб, выполненных из латуни, в основном применяется газопламенная сварка. При ее использовании для снижения количества испарений молекул цинка, сварку латунных изделий производят пламенем с переизбытком кислорода. Вследствие чего образуется тонкая оксидная пленка ZnO, которая и позволяет в значительной мере уменьшить процесс испарения цинка. Причем кислородный избыток вдобавок позволяет связывать свободный водород, который образовывается в пламени горелки, из-за чего, в свою очередь, уменьшается его проникновение в расплавленный металл.
Флюс для газопламенной сварки изготавливают на основе прокаленной буры с добавлением борной кислоты. Эту сухую смесь предварительно разводят водой до состояния густой пасты, а перед началом работ пастообразную массу флюса просто наносят кисточкой на место будущей сварки.
Сварка латуни в среде аргона
Аргоновая сварка латуни — это процесс соединения металла с помощью электрической дуги в среде инертного газа. В основном используют аргоновую сварку для соединения деталей большой толщины в 5 мм и более. Устройство аргоновой сварки представляет собой токопроводящий зажим, фиксирующий электрод в виде округлого сопла, при помощи которого на место сварного шва и поступает газ аргон. Формирование сварного шва производится с помощью проволочного припоя, который для качественного соединения должен быть полностью идентичен по составу с латунным сплавом свариваемых деталей.
Виды технологий сварки изделий из латуни

Виды сварки латуни
В целом технология сварки медного сплава похожа на сваривание изделий из чистой меди. Выполнение соединения латунных изделий толщиной до 10 мм не требует предварительного подогрева элементов. При соединении более массивных деталей рекомендуется произвести местный подогрев до 350ºС.
Изделия толщиной до 6 мм можно сваривать с зазором от 1 до 2 мм без подготовки специальных кромок. При большей толщине элементов необходима V-образная или X-образная разделка швов.
Специалистами разработано несколько видов технологий эффективной сварки изделий и поверхностей из латуни. Конкретный вид выбирается в зависимости от наличия оборудования, источника электричества, условий проведения работ и требований к качеству сварного соединения.
Дуговая сварка латуни

Схема дуговой сварки
Для дуговой (электродуговой) сварки латуни применяется постоянный электрический ток, который вырабатывается источником большого тока при относительно невысоком напряжении. Напряжение подаётся на электрод и на соединяемую поверхность, в результате чего между ними возникает электрическая дуга.
Сварочный процесс латунных заготовок производится короткой дугой. Технология дуговой сварки основана на одновременном плавлении электрода и свариваемых деталей.
Дуговой вид сварки латуни предусматривает использование графитированных или толстопокрытых электродов из латунной проволоки, содержащей в составе, кроме меди и цинка, еще марганец, алюминий, железо и кремний.
Покрытие стержня таких электродов представляет собой слой обмазки, которая изготавливается из смеси жидкого стекла с сухими веществами:
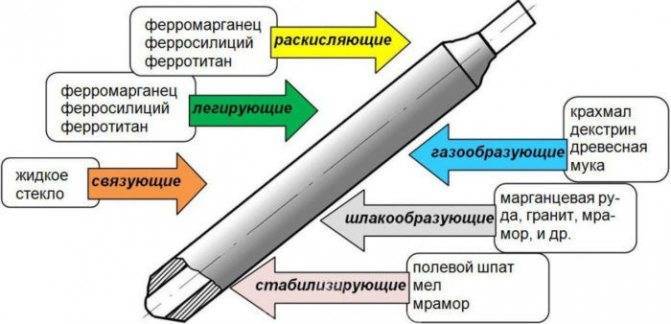
Состав сварочного электрода
- марганцевой рудой;
- ферромарганцем;
- меловой крошкой;
- графитом;
- алюминием.
Эта технология допускает использование угольных электродов с присадкой, покрытой специальными флюсами. Сила тока и величина сечения электрода выбираются в зависимости от толщины свариваемых латунных деталей. Так, для деталей с толщиной стенки до 5 мм необходим ток в 250 ампер и угольный электрод с сечением 10 мм.
Для прочного и надёжного соединения элементов по технологии электродуговой сварки должны быть выполнены определённые условия:
- массивные детали необходимо предварительно прогревать;
- тонкие листы следует соединять одним проходом, поскольку многослойный метод вызывает увеличение количества трещин и пор в металле;
- толщина латунных листов на один проход не должна превышать 3 мм;
- с внутренней стороны под шов рекомендуется помещать асбестовую подкладку, чтобы избежать вытекания металла.
Аргонная сварка латуни
Аргонная сварка – это вид дуговой сварки в среде защитного газа аргона, поэтому она ещё называется аргонодуговой. Такая технология является самой распространённой, так как обеспечивает требуемое качество работ и позволяет сгладить нежелательные последствия. Сварочный процесс с использованием инертного газа предназначен для сварки толстых заготовок латуни.










Сварка латуни аргоном — схема процесса
Перед началом работы необходимо зачистить поверхности до металлического блеска. Для удаления окисления используется азотная кислота, затем изделие следует промыть и просушить.
Латунь сваривается посредством длинной электрической дуги отдельными валиками, так как сплошной метод может прожечь изделие насквозь. Для получения качественного шва напряжение дуги в сварочной зоне необходимо постепенно уменьшать.
Для технологии аргонодуговой сварки используют как плавящиеся, так и неплавящиеся электроды. В качестве неплавящегося элемента обычно применяется вольфрамовый электрод. Подходящим присадочным материалом является бронзовый или фосфорный пруток. Присадочная проволока заделывается в шов вручную. Весь процесс сопровождается характерным треском, который обусловлен выделением цинковых паров.
Достоинства аргонной сварки:
Ориентировочные режимы сварки латуни
- нет необходимости в применении дорогостоящих электродов и флюсов;
- технология является качественной и относительно безопасной;
- сварка осуществляется с хорошей скоростью;
- достигается результат требуемого эстетического уровня;
- в процессе работы производится выдувание вредных отходов инертным газом;
- сварные швы не покрываются шлаковой коркой;
- аргон защищает кромки свариваемых деталей от возникновения на них оксидных корок.
Сварка чугунных изделий
Аргон применяется не только при работе с цветными металлами. Нередко приходится сваривать чугун или сталь. Чугун – это сплав на основе железа и углерода. Чугун очень сложно сваривать благодаря тому, что получаемые сварочные швы склонны к образованию трещин. Кроме того, могут образовываться поры.
Еще одной его особенностью является способность к быстрому окислению. Для сваривания чугунных изделий лучше всего подходит порошковая проволока. Что же касается аргона, то он обеспечивает формирование сварных швов на изделии без шлака. Интересен тот факт, что соединение металлических изделий из чугуна используется в процессе ремонтных работ автомобилей старого производства.
Чугун сваривают проволокой на основе вольфрама. Очень часто используется подогрев металла. Он бывает общим и местным. Холодный способ тоже применяется. Для сварки чугуна подходит как постоянный, так и переменный ток. Сила тока определяется толщиной материала и диаметром проволоки. На 1 мм проволоки приходится от 50 до 90 А тока. Проволока может браться графитная, чугунная, на основе меди и железа, никеля.





