Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
Подготовка металла перед сваркой
Следующей особенностью, о которой должны знать новички-электросварщики, является удаление сильной ржавчины с металла. Если металл покрыт толстым слоем ржавчины, то это приведёт к образованию плохого контакта, из-за чего непременно возникнут сложности со сваркой.

Поэтому, не ленимся, и болгаркой, а возможно щеткой по металлу, если не доводим поверхность до блеска, то, хотя бы, напрочь, избавляемся от ржавчины на ней. В таком случае электрод не будет прилипать к металлу, который, в свою очередь, не будет разбрызгиваться в стороны, да так, что заготовка приобретёт совсем мрачный, и уж точно, не товарный вид.
Что ещё следует учитывать начинающим сварщикам, которые решили освоить за несколько дней сварочный инвертор. В первую очередь, это скорость сварки, она тем выше, чем тоньше металл вы будете варить. Порой лучше сначала взять тонкие листы на прихватки, а уж потом, аккуратно проваривать шов.

При этом нужно захватывать кромки двух заготовок, передвигая электрод из стороны в сторону. Думаю, этих простых советов действительно хватить для того, чтобы не накосячить с электродами, как я, в свой первый раз. Как говорится, лучше учиться на чужих ошибках, чем на своих собственных.
Материалы для выполнения сварки с использованием газа
Технологический процесс с применением газовых материалов зависит от ряда причин и факторов. Основным и не изменяемым газом является кислород при технологически чистом виде. Предназначение состоит в активации процессов горения металлических деталей для соединения в последующем времени. Газ транспортируется, содержится под высоким давлением для продолжительной работы вне заправочной станции. Хранение, контакты с техническими маслами недопустимо, а также не рекомендуется использовать кислород под прямыми солнечными лучами.
Получение чистого кислорода происходит из обычного воздуха, для очистки используются специальные устройства. Кислород делится на категории, бывает высший, первый и второй сорта. Работа с материалами невозможна без сопутствующего кислороду газа. При большинстве случаев применяется ацетилен бесцветного типа. Ацетилен производится путем соединения воды с карбидом кальция, при определённых температурных воздействия взрывоопасен.

Ацетилен для сварки
Использование ацетилена обуславливается высокими температурными показателями при сварке соединений, более дешевые аналоги не дают возможности производить качественную работу из-за недостаточной температуры горения.
Проволока и флюс для выполнения сварки
Проволока используется для сварки газа, необходима для восполнения ячеек высвобождаемых соединений. Применение флюса и проволоки дает возможность создавать правильно сформированный шов, с необходимыми характеристиками. Чистота, отсутствие признаков коррозии на материале проволоки дает возможность выполнять качественное изделие, в отдельных случаях возможно использовать кусок того же самого материала, который подвергается сварке. Флюс обеспечивает защиту от окислов, других окружающих установленный метал воздействий.

Сварочный флюс
Пренебрегать использованием флюса для выполнения сварки возможно только при изготовлении материалов из углеродистой стали. Борная кислота, используемая в качестве флюса, наносится на детали из меди, магния или алюминия.







Оборудование для газовой сварки
Кроме используемых газов и баллонов, необходимо наличие других технологических элементов:
- Для газовой сварки применяют оборудование, как затвор водяного типа, обеспечивающий защиту от обратной тяги огня. Расположение происходит между емкостью с ацетиленом, газовым соплом.
- Редукторы используются для контроля уровня газа на выходе из баллона. Существуют различные модели, обратного или прямого действия. Модификации для работы со сжиженным газом подразумевают наличие рубцов внутри конструкции, что позволяет исключить вымерзание.
- Шланги специального типа используются для подачи газа к горелке. Маркировка происходит разным цветом в зависимости от максимального давления.
- Горелка необходима для смеси горючей смеси, последующего воспламенения газов. Различные модификации делятся на инжекторные и обычные типы. Также разделение происходит по мощности, необходимой при работе.
- Газовая сварка производится на обустроенном столе. Оборудуется столешницей для удобной, продуктивной работы. Аппарат для газовой сварки и резки должен соответствовать параметрам безопасности. Вытяжная вентиляция помогает сварщику, позволяет производить процессы с максимальной скоростью.

Газовая горелка
Оборудование для газовой сварки включает в себя огромный спектр приборов и механизмов. В совокупности оборудование позволяет проводить работы при удаленном от энергетических источников месте. Каждый вид оборудования обустроен под тип используемого газа при грамотном соблюдении техники безопасности.
Здоровье и безопасность
При резке металлов воздушная среда производственных помещений может загрязняться аэрозолями, содержащими пыль, вредные газы и пары (газообразные фтористые и хлористые соединения, окись углерода, окислы азота, озона), а также окислы металлов. Применение открытого газового пламени, открытых дуг и струй плазмы, наличие брызг жидкого металла и шлака при резке не только создают возможность ожогов, но и повышают опасность возникновения пожаров. Работа электронно-лучевых установок связана с образованием мягкого рентгеновского излучения.
Мощное ультрафиолетовое или световое излучение сварочной дуги и плазмы при воздействии на глаза работающего может вызвать электроофтальмию, а при длительном воздействии инфракрасного излучения может развиться помутнение хрусталика — катаракта.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
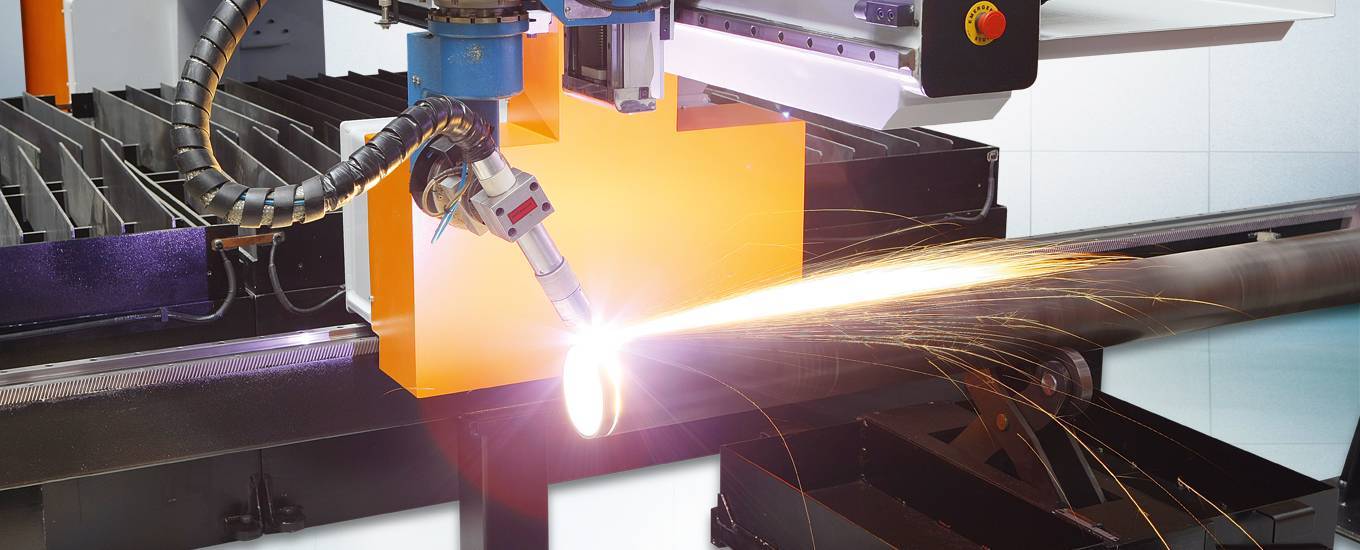
- Чертежи для лазерной резки незаменимы не только при выполнении крупных промышленных заказов или при изготовлении высокоточных механизмов, но даже если вам нужна небольшая партия относительно простых деталей. А поскольку большинство лазерных станков оснащены модулем управления, то без соответствующих чертежей не обойтись. Впрочем, недостаточно просто от руки набросать эскиз – программа станка его просто не поймет. Чертежи для раскроя лазером должны выполняться в определенном формате и с учетом ряда правил. Только в этом случае на выходе будет деталь, удовлетворяющая всем требованиям. О том, как этого добиться, поговорим далее.
Металлообработка на станках с ЧПУ незаменима там, где требуется большое количество изделий с высокими показателями точности обработки. Помимо этого, станки с ЧПУ обеспечивают и высокую повторяемость производимых изделий. Такая металлообработка становится все более популярной, но это не означает, что ей присущи только положительные стороны. Чтобы лучше разобраться в том, что собой представляет металлообработка на станках с ЧПУ, мы расскажем про принцип действия такого оборудования и особенности процессов.
Материалы для дуговой сварки насчитывают десятки позиций, однако количество групп, в которые входит такой обширный сортамент, невелико – всего четыре основных. Внутри каждой из них есть и свое деление, но для широкой аудитории стоит указать только основные категории
Помимо разделения на группы и виды, важно учитывать еще и нормы расходования, а также условия хранения. Мы расскажем про основные материалы для дуговой сварки, а также приведем формулы расчета их расходования и правила складирования
Дуговая сварка труб имеет свои особенности, которые выражаются не только в типе соединений, но и в проведении определенных манипуляций в зависимости от температуры окружающей среды. Под вид трубы и погодные условия подбираются соответствующие электроды и проводятся подготовительные операции. Помимо правильного выбора электродов и прочих приспособлений, необходимо определиться и с методикой сварки. Существует несколько подходов, которые используются современными мастерами. Обо всем этом подробнее расскажем в нашей статье.







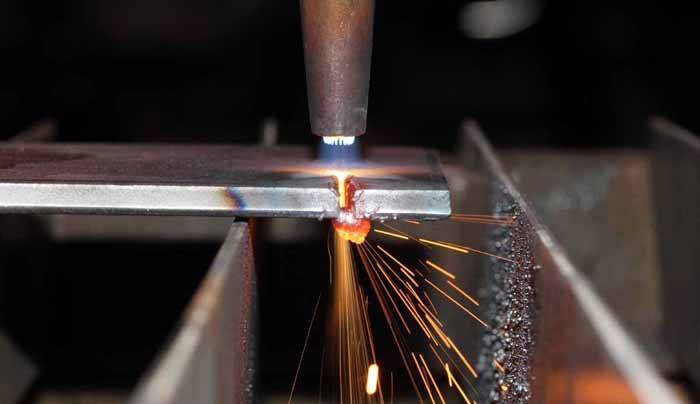
Электросварка предназначена не только для соединения поверхностей, но и для их разрезания. Процесс резки металла электросваркой производится тем же оборудованием, но отличается от создания сварного шва тем, что при резке металл проплавляется насквозь до разделения частей заготовки. Это происходит в результате применения большей силы тока, чем при сварке.
Виды холодной сварки
Существует несколько разновидностей, которые отличаются не только по параметрам, таким как, какую максимальную температуру выдерживает холодная сварка, но и по внешнему виду. Следует выделить основные виды:
- Жидкий состав – как правило, состоит из двух компонентов, которые следует тщательно перемешивать в одну однородную массу непосредственно перед началом работ;
- Пластилинообразное вещество – представлено в виде брусков, которые состоят их одного или нескольких слоев, что также требует перемешивание перед непосредственным использованием;
- Универсальный состав, которые может использоваться как склеивающий элемент для ПВХ, древесины, металла и других вещей;
- Массы с добавлением металлического компонента, усиливающего прочность и придающего другие дополнительные свойства;
- Материалы, которые создаются специально для работы с автомобильным транспортом;
- Вещества для работы под водой.
Виды
Все технологии резки металла подразделяются на две большие группы:
- механические;
- термические.
Механические основаны на разделении металла путем воздействия на него режущими поверхностями из более прочного материала. К ним относятся:
- пилы;
- гильотинные и листовые ножницы;
- гидравлическая резка.
При гидравлической резке разделение происходит за счет воздействия тонкой струи воды под высоким давлением.
Термические способы резки основаны на расплавлении металла на линии разреза с помощью нагрева. К ним относятся:
- газовая;
- плазменная;
- лазерная.
Способ резки выбирается, исходя из толщины заготовки, металла или сплава заготовки, ее толщины, объема работ, места проведения резки и ряда других параметров. Многие мастера рассказывают, как можно резать металл сварочным инвертором. Такая резка электросваркой неэффективна, отличается высоким коэффициентом отходов и низкой точностью.
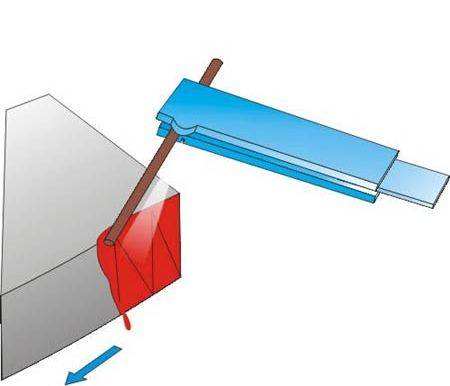
Резка металла электродуговой сваркой — принцип процесса
Резка металла электродуговой сваркой процесс не сложный:
- для начала выбираем режим тока на аппарате, который определяем в зависимости от толщины разрезаемого металла. Сила тока должна быть сильнее, чем при сварке на 30-40%. Например, разрезая лист 2мм., электрод будет тоже 2мм., сила тока 100А.;
- затем приставляем электрод к металлу и немного разогреваем его, постепенно вдавливая его в разрезаемый материал, делаем это в процессе резки все время, чтобы произошел прорез;
- когда разрезаем металлическую пластину, ее нужно поставить вертикально, чтобы окалина или «сопли» стекали вниз и не прилипали на изделие;
- выбрать специальный электрод для резки, так как они отличаются от сварочной.
Резка металла электродуговой сваркой выполняется режущим электродом, который отличается высокой мощностью дуги, высокой теплостойкостью покрытия, более быстрым процессом окисления жидкого металла. Электрод марки ОЗР-1 применяется для резки проплавки отверстий, удаления дефектов на изделии. Марку ОЗР-2 используют для разрезания арматуры до 40мм., для резки, строжки, прошивки отверстий, устранение дефектов сварки и других подобных работ. Резка производится на повышенных режимах возвратно-поступательными движениями. Угольный электрод является подходящим для разреза чугуна, цветных металлов. Он может резать большие толщины стали до 16мм., сила тока достигает 400А.
Резка металла электродуговой сваркой замечательно выполняется сварочным аппаратом «RezonverHybrid», который соответствует всем европейским стандартам качества. Он очень компактный, легкий (3,5кг.), на 200А, при резке расходуется 30А, высокопроизводительный, 98%КПД, качество работы на 13% выше других аппаратов, надежно защищен от скачков напряжения и коротких замыканий. Его можно использовать при напряжении всего 160В. В режиме резки легко справляется с любой сталью, независимо от толщины, плотности. Способность резать цветные металлы достаточно быстро.
Какие недостатки электродуговой резки:
- низкая производительность выполненной работы;
- низкое качество реза;
- образовавшиеся наплывы на детали;
Преимущества такой резки:
- высокая скорость выполненной работы, значительная экономия времени;
- способность работать с любым металлом, сплавом;
- способность выполнять рез любой формы разреза;
- не требуется сложное оборудование, специальное помещение, особые условия.
Все это говорит о том, что процесс резки электродуговым методом является практичным и распространенным.

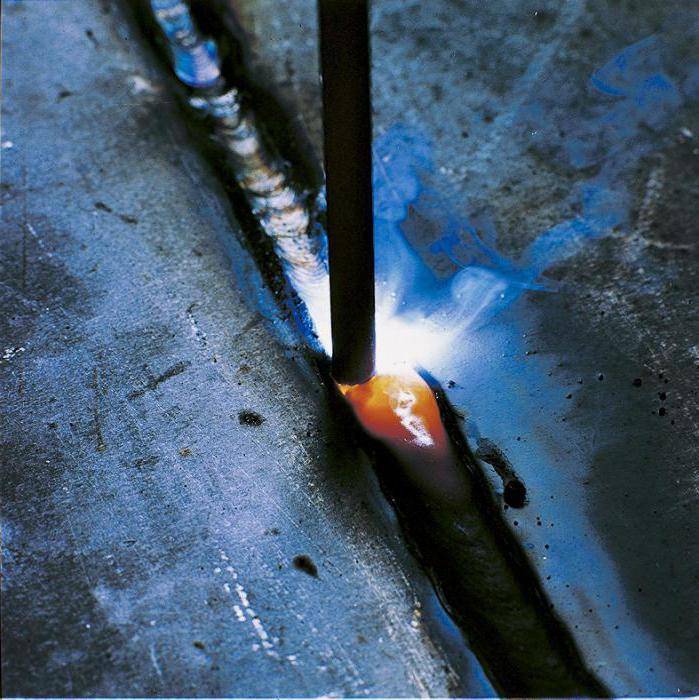
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
Газовая горелка
Как правильно паять электрической дугой
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
Регулярно проверять изоляцию кабеля.
Сила тока выбирается сразу после подключения массы.
Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
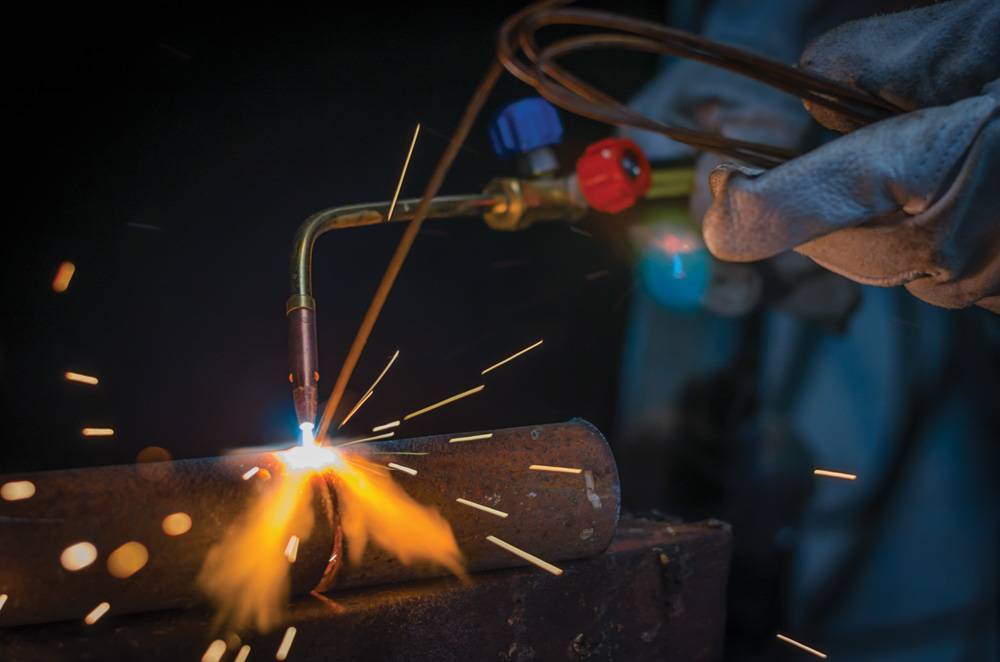
Газовые резаки
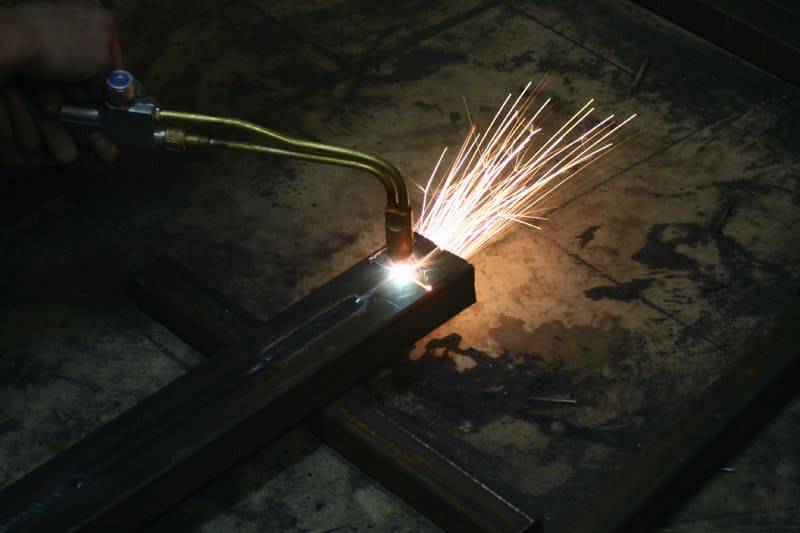
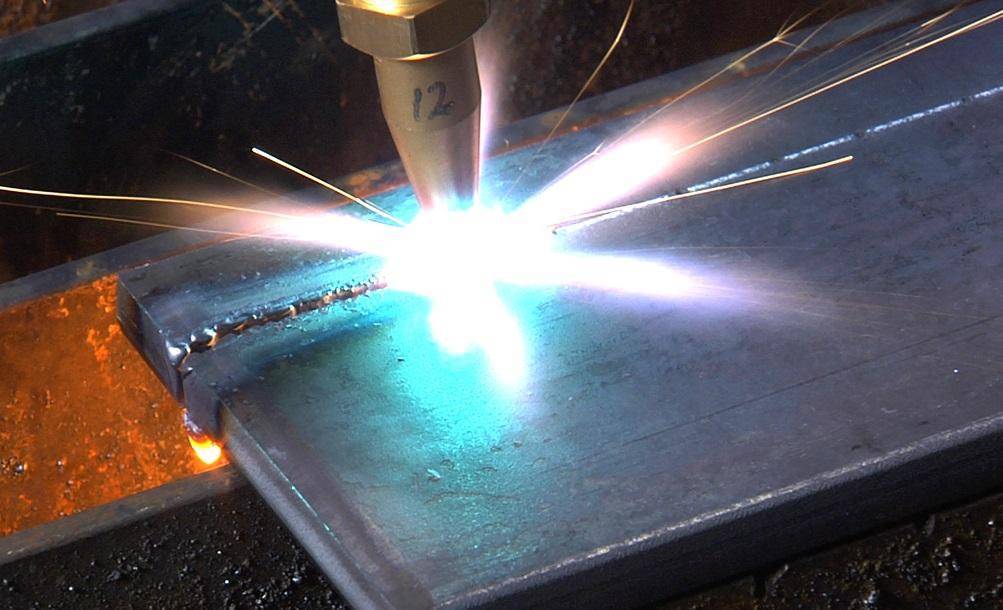
Демонтаж металлоконструкции и раскрой проката невозможен без газового резака. Модели такого устройства имеют одинаковый принцип работы, но отличаются между собой размерами, конструкцией, наличием дополнительных деталей. С помощью газового резака можно выполнять работы с заготовками большой толщины. Резка происходит за счет того, что температура горения меньше температуры плавления.










Процесс условно разделяется на периоды:
 Резак газовый
Резак газовый
- Обрабатываемая зона разогревается до нужной температуры. Для получения факела пламени кислород смешивают с горючим веществом в определенной дозировке.
- Кислород способствует раскислению металла, продукты горения удаляются из рабочей зоны.
Конструкция газового резака бывает двух видов:
- Инжекторная – двухтрубная, когда технический кислород разделяется на два потока.
- Безинжекторная, или трехтрубная, при которой кислородный и газовый поток движется по разным трубкам, смешиваясь внутри головки.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
- Чертежи для лазерной резки незаменимы не только при выполнении крупных промышленных заказов или при изготовлении высокоточных механизмов, но даже если вам нужна небольшая партия относительно простых деталей. А поскольку большинство лазерных станков оснащены модулем управления, то без соответствующих чертежей не обойтись. Впрочем, недостаточно просто от руки набросать эскиз – программа станка его просто не поймет. Чертежи для раскроя лазером должны выполняться в определенном формате и с учетом ряда правил. Только в этом случае на выходе будет деталь, удовлетворяющая всем требованиям. О том, как этого добиться, поговорим далее.
Металлообработка на станках с ЧПУ незаменима там, где требуется большое количество изделий с высокими показателями точности обработки. Помимо этого, станки с ЧПУ обеспечивают и высокую повторяемость производимых изделий. Такая металлообработка становится все более популярной, но это не означает, что ей присущи только положительные стороны. Чтобы лучше разобраться в том, что собой представляет металлообработка на станках с ЧПУ, мы расскажем про принцип действия такого оборудования и особенности процессов.
Материалы для дуговой сварки насчитывают десятки позиций, однако количество групп, в которые входит такой обширный сортамент, невелико – всего четыре основных. Внутри каждой из них есть и свое деление, но для широкой аудитории стоит указать только основные категории
Помимо разделения на группы и виды, важно учитывать еще и нормы расходования, а также условия хранения. Мы расскажем про основные материалы для дуговой сварки, а также приведем формулы расчета их расходования и правила складирования
Дуговая сварка труб имеет свои особенности, которые выражаются не только в типе соединений, но и в проведении определенных манипуляций в зависимости от температуры окружающей среды. Под вид трубы и погодные условия подбираются соответствующие электроды и проводятся подготовительные операции. Помимо правильного выбора электродов и прочих приспособлений, необходимо определиться и с методикой сварки. Существует несколько подходов, которые используются современными мастерами. Обо всем этом подробнее расскажем в нашей статье.
Дуговая резка металлов является начальным этапом развития технологии. Практическое применение таковой, несмотря на популяризацию и целесообразность использования плазменной резки, и по сегодняшний день распространено, как в бытовых условиях, так и промышленных масштабах. В процессе дуговой резки металлов используют: металлические плавящиеся электроды, угольные электроды, не плавящиеся вольфрамовые электроды.
Эта технология носит несколько схожий характер со сваркой металла. Единственным исключением является необходимость воздействия на металл большей силы тока. Резка металла требует подбора силы тока на 30%, а в некоторых случаях и 40% больше от того, что использовался при сварке того же металла. Под воздействием более мощной дуги тока, металл начинает проплавляться. Где зажигают электрическую дугу? В качестве такого места принято использовать начало реза на внешней (верхней) кромке.









Электродуговая резка металла
Резка может осуществляться разными способами в зависимости
от объема реза и необходимой ее точности.
Наиболее простой является электродуговая резка.
Осуществляется специальными электродами АНО-2, АНО-4. При их отсутствии можно
использовать те же электроды, что и для сварки.
С помощью электродуговой резки можно резать сталь, чугун,
нержавеющую сталь, цветные металлы.
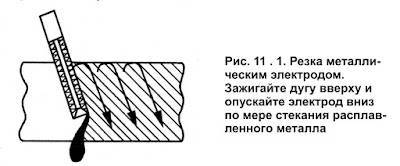
Для электродуговой резки лучше всего использовать электроды марки АНО-4 диаметром 4 мм.
Перед резкой установите ток сварочного трансформатора на 50%
больше, чем при сварке. Схема движения электродом при резке показана на
Рис. 11. 1.
Если в процессе резки электрод раскаляется докрасна,
возьмите следующий электрод, диаметром на 1 – 2 мм больше
предыдущего.
При недостаточной скорости резки увеличьте ток или возьмите
электрод меньшего диаметра.
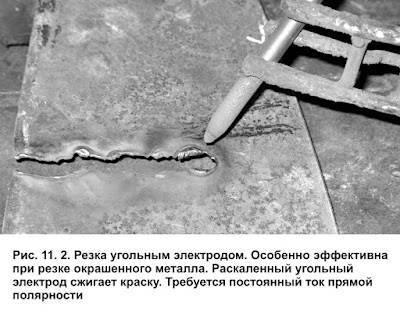
В ряде случаев вместо металлического электрода
предпочтительнее использовать угольный электрод или графитовый. Этими
электродами можно вырезать круглые отверстия в металле, а также резать
загрязненный или окрашенный металл (Рис. 11. 2.).
Резка металлическим и угольным электродами характеризуется
низким качеством и небольшой производительностью. После такой резки требуется
дополнительная обработка кромок реза.
Обратный удар. Что это?
Обратный удар подразумевает практически мгновенное изменение движения пламени в противоположную сторону. Эффект проявляется тогда, когда скорость горения превышает истечение газов внутри рукава. В таком случае пламя горелки уходит внутрь мундштука и стремительно направляется через рукав в баллон, что может стать основной причиной его разрыва. Явление часто сопровождается громкими хлопками и дымом. Поэтому каждый специалист обязан знать о главных признаках возможной опасности:
исчезновение пламени, появление дыма черного цвета из мундштука; • пламя присутствует, но сопровождается громкими хлопками; • процесс горения прекращается, а дыма не наблюдается.
Из всех перечисленных признаков наиболее опасным считается последний вариант. Ведь из-за обратного удара при резке может возникнуть взрыв, который принесет множество разрушений, травмы и даже летальный исход. Для предотвращения появления подобных явлений необходимо предпринять ряд действий. В первую очередь следует перекрыть кислород и подачу газа. Также потребуется проверить давление в баллонах. После полного остывания горелки, мундштук необходимо очистить от нагара и прочей грязи, которая налипает внутри. При хлопках дополнительно проверяется герметичность и целостность всех шлангов.
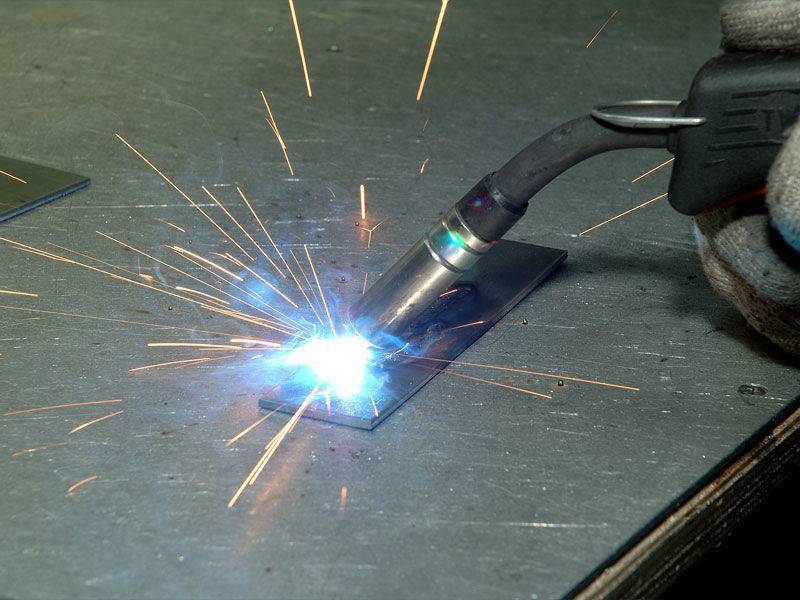
Процесс резки металла с помощью электродов
Так как ручной дуговой способ резки металлов с помощью специальных электродов и инвертора является наиболее востребованным, рассмотрим основные этапы данного рабочего процесса:
- предварительная подготовка включает проверку исправности использующихся кабелей;
- зажигание дуги осуществляется постукиванием или чирканьем электрода о поверхность металла;
- ток на инверторе устанавливается исходя из диаметра электрода, толщины разрезаемого металла и вида реза: тонкий металл следует разрезать стержнем диаметром 3 мм.;
- для металла большей толщины – 4 или 5 мм.
Важно!
При резке тонкого металла, следует увеличить показатель тока (можно вплоть до в два раза выше обычного).
Видео
Очень хороший ролик, где наглядно можно посмотреть и научиться этой простой операции.
Ниже представлены марки специальных электродов для резки и строжки металлов.
Один из наиболее популярных методов резки металла. Этот метод применяют и опытные мастера, и начинающие сварщики.
Популярность этого способа обусловлена его относительной простой: все, что вам необходимо, это сварочный аппарат (чаще всего ) и правильно подобранные электроды для резки металла. В этой статье мы расскажем вам все о выборе и эксплуатации , используемых для резки.
Металлические электроды
Для резки часто используют обычные металлические электроды с покрытием. Это может быть или основное покрытие. В целом, благодаря покрытию рез получается более ровным. горит стабильнее и долго не гаснет, металл практически не окисляется. Но мы не рекомендуем использовать такие электроды на постоянной основе, поскольку они изначально не предназначены для резки. Их можно применять для разделки трещин или удаления с дефектами. Также рекомендуем перед началом работ прокалить электроды в печи.
Угольные электроды
Из недостатков отметим, что скорость резки будет напрямую зависеть не от ваших навыков и умений, а от толщины металла. Так что для резки толстых деталей запаситесь терпением. Также качество реза оставляет желать лучшего. Разрез получается неаккуратным и неровным. Поэтому этот способ не подойдет для резки деталей, используемых при оформлении распашных ворот, например.