

Дополнительные узлы для станка гидроабразивной резки
В процессе выбора оборудования для гидроабразивной резки следует обращать внимание не только на основные узлы и агрегаты, но и на вспомогательные опции. Это дает возможность мастеру в случае необходимости проводить фигурный раскрой материала
Гидроабразивная резка металла значительно упрощается, если оснастить станок лазерной либо ультразвуковой системой, проводящей сканирование реза для распознавания любых шероховатостей и неровностей, а также для стабилизации зазора. В том числе она помогает повысить точность резки.
Оборудование для гидроабразивной резки металла, цена которого немного выше среднерыночной, снабжено прибором, помогающим убирать отработанный абразив. Существует несколько особенностей этой аппаратуры:
- она обязательно включает насос и бак-отстойник;
- тип насоса – мембранный, поскольку он может быть использован в агрессивной среде;
- бак-отстойник должен иметь разъемы для крепления шлангов, которые можно быстро снять, а также должна быть возможность перемещать его погрузчиком или кран-балкой.
Сущность способа и варианты его практической реализации
Разъединение материалов при гидравлической резке происходит вследствие воздействия на поверхность раздела узконаправленного потока жидкости — воды — высокого давления. При этом для интенсификации процесса в технологическую зону может одновременно подаваться мелкодисперсная абразивная среда (чаще всего с этой целью применяют различные виды песка). Соединяясь, эти два потока образуют чрезвычайно жёсткую струю, давление в которой (благодаря повышенной скорости движения) локально превышает предел прочности разрезаемого материала. Если перемещать инструментальную головку, в которой происходят все вышеописанные механические процессы, по определённой траектории, то можно с требуемым качеством и точностью получать весьма сложные конфигурации контура.
Гидроабразивная резка металла с применением воды обычно производится при следующих рабочих характеристиках:
- Давление — 2000…5000 ат (меньшие значения – для более мягких преимущественно тонколистовых материалов).
- Скорость водного потока – до 1000…1200 м/с.
- Расход абразива – до 50 г/с
- Средний размер абразивной частицы в плане – 100…600 мкм (с увеличением этого параметра точность разъединения материалов снижается).
- Расход воды – до 4 л/мин.
- Гидроабразивная обработка осуществляется в следующей последовательности. Разрезаемый материал укладывается в ванну, заполненную водой, и фиксируется по трём координатам относительно инструментальной головки. Это может выполняться своими руками на неавтоматизированной установке, а на оборудовании с ЧПУ – при помощи предварительно набранной программы разъединения материала.
Далее инструментальная головка погружается в ванну, после чего включается интенсивная подача воды соответственных значений скорости и давления. Жидкость, проходя через сопло резака, смешивается там с тангенциально подаваемым потоком абразива. Обе струи смешиваются, и через отверстие в нижнем торце сопла направляются на поверхность разъединяемого материала. Вручную или программно происходит сближение сопла, в результате чего результирующее давление струи резко увеличивается, производя размерное разрушение краёв.
Частицы материала увлекаются в образовавшийся зазор, после чего, теряя свою скорость, попадают на дно ванны, откуда откачиваются специальным насосом, предусмотренным конструкцией рабочей установки. В процессе откачки происходит отделение фракций абразива от воды, с последующей его фильтрацией и сушкой. Ввиду достаточной ёмкости баков для воды гидроабразивная резка может производиться непрерывно, и с увеличенными скоростями струи.
Пример резки металла на установке ГАР
Ванна оборудования, в которой производится гидроабразивная обработка, выполняет две функции:
- Снижает уровень шума при разрезании (до 78…80 дБ против 130…140 дБ в случае обработки вне водяной среды);
- Гасит энергию и скорость струи воды.
Особенности и требования
Гранатовый песок имеет природное метаморфическое происхождение. Он относится к неметаллическим минералам, состоит из альмандина – граната, гранулы которого являются очень тяжёлым и жёстким абразивом.

Этот материал обладает множеством особенностей и уникальных свойств:
- имеет высокую степень устойчивости к различным деформациям;
- экологическая чистота, то есть он полностью безопасен для человека;
- стойкость к разрушению;
- устойчивость к дегенерации;
- высокая твёрдость.
Физико-технические свойства и характеристики гранатового песка просто уникальные.

Гранатовый песок состоит не только из альмандина. В его состав входят и другие примеси: кварц, цирконий. Но согласно требованиям, количество примесей в нём не должно превышать 3%. Ему характерен красно-фиолетовый или тёмно-бордовый цвет.











На сегодняшний день существует два вида такого песка.
- Океанический (ещё называется природным или пляжным). Для получения данного вида материала не задействуют никакое оборудование. Всё, что нужно – это время, за которое порода под действием погодных условий и процесса эрозии превратится в необходимое вещество.
- Горный. Его получают, используя метод дробления горных пород. Именно этот вид считается самым прочным, и его предпочитают использовать на предприятиях. Помимо прочности, материал характеризуется ещё и разнообразием фракций, от самой мелкой до крупной. Песок нужного размера получают как раз дроблением.
Каждый из этих видов песка уникален по своим свойствам и параметрам и применяется в разных сферах деятельности.


Элементы станка для гидроабразивной резки
Основным элементом является станина. На ней жестко закреплена ванна для заготовки. Она заполняется водой, для эффективного гашения скорости струи после сквозного прохождения через обрабатываемый материал.
Если при резке, гидроабразивная струя будет свободно продолжать движение, несущие элементы быстро разрушатся, и станок выйдет из строя. Попадая в воду, поток моментально теряет энергию, абразив выпадает в осадок на дно ванны.
Поскольку материал используется недешевый, песок откачивается из ванны, просушивается, затем используется повторно. Оборудование для восстановления абразивного материала, как правило, располагается отдельно от основного станка.
На дне ванны расположены направляющие опоры для заготовки. Это могут быть металлические ребра, сетка, либо вертикально расположенные штыри. Главное, чтобы контакт с гидроабразивной струей был минимален. Еще одна задача ванны с направляющими – жесткая фиксация заготовки. При воздействии гидроабразивным потоком, даже тяжелая заготовка может сместиться.
После установки нулевых координат, режущая головка перемещается автоматически, и любой сдвиг заготовки приведет к ее порче. Резка металла может выполняться с помощью электромагнитной фиксации, в остальных случаях станок предусматривает иные способы закрепления.
В программу управления закладывается так называемый алгоритм непрерывности. Суть его заключается в минимизации количества включений/выключений струи во время обработки одного изделия.
Каждый старт системы, это дополнительный гидроудар по заготовке и ускорение износа сопла форсунки. Да и края у разреза получаются ровнее, если обработка непрерывная. Современные резаки позволяют не просто позиционирование головки в плоской системе координат «X» и «Y». Оснащение форсунки поворотным механизмом позволяет изготавливать детали сложной формы, и выполнять резку под различными углами к плоскости заготовки. Можно выполнять настолько сложные формы, что резка металла гидроабразивом в ряде случаев заменяет литье.
Стоимость
| Материал | Толщина материала | ||||||
| 2 мм | 5 мм | 10 мм | 15 мм | 20 мм | 30 мм | >30 мм | |
| Резка алюминия | 74 ₽ | 104 ₽ | 229 ₽ | 379 ₽ | 552 ₽ | 963 ₽ | * |
* – указанные цены носят информативный характер и не являются Публичной офертой. Стоимость рассчитывается индивидуально.
Цена на гидроабразивную резку алюминия в Москве начинается от семидесяти рублей и увеличивается пропорционально толщине обрабатываемого листа. Также стоимость возрастает в зависимости от сложности контуров рисунка: чем больше прохождений совершает резец, чем выше его скорость – тем выше цена. Таким образом, для каждого проекта она будет разной – чтобы узнать свою индивидуальную сумму заказа, обратитесь к нашим менеджерам.
Гидроабразивная резка
Гидрорезка (водоструйная резка) – вид резки, при котором материал обрабатывается тонкой сверхскоростной струей воды. При гидроабразивной резке для увеличения разрушительной силы водяной струи добавляются частицы высокотвердого материала – абразива.
Если взять простую воду и сжать под давлением около 4000 атмосфер, после чего пропустить ее через отверстие диаметром менее 1 мм, то она потечет со скоростью, превышающей скорость звука в 3–4 раза. Такая струя воды, направленная на изделие, становится режущим инструментом. С добавлением частиц абразива ее режущая способность возрастает в сотни раз, и она способна разрезать почти любой материал.
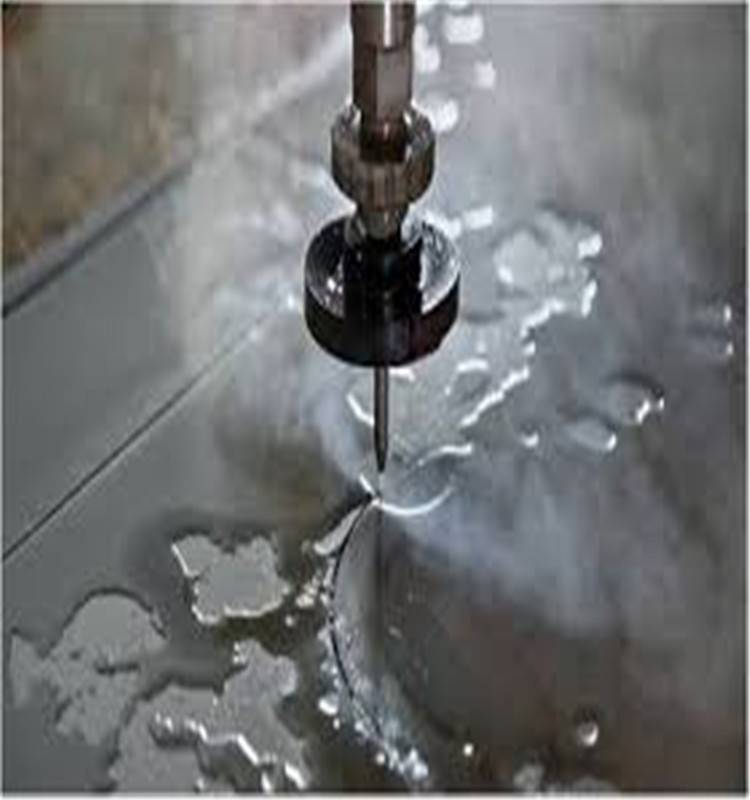
Рис. 10. Гидрорезка










Технология резки
Технология гидроабразивной резки основана на принципе эрозионного (истирающего) воздействия абразива и водяной струи. Их высокоскоростные твердофазные частицы выступают в качестве переносчиков энергии и, ударяясь о частицы изделия, отрывают и удаляют последние из полости реза. Скорость эрозии зависит от кинетической энергии воздействующих частиц, их массы, твердости, формы и угла удара, а также от механических свойств обрабатываемого материала.
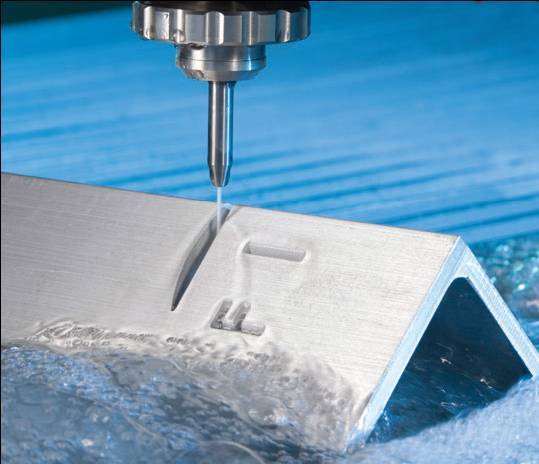
Рис. 11. Схема гидроабразивной резки
При гидрорезке (без абразива) схема упрощается: вода под давлением вырывается через сопло и направляется на разрезаемое изделие.
Техника гидроабразивной резки
Принцип работы гидроабразивных станков заключается в следующем:
Вода, сжатая одним из основных компонентов системы — насосом высокого давления до давления 4000 бар или более, проходит через водяное сопло, образующее струю диаметром 0,2-0,35 мм, которая попадает в смесительную камеру. В смесительной камере происходит смешивание воды с абразивом (гранатовым песком) и далее она проходит через второе, твердосплавное сопло с внутренним диаметром 0,6-1,2 мм. Из этого сопла струя воды с абразивом выходит со скоростью около 1000 м/сек и попадает на поверхность разрезаемого материала, тем самым разрезая ее.
Таблица 5. Характерная область применения технологий резки водой
В качестве абразива применяются различные материалы с твердостью по Моосу от 6,5. Их выбор зависит от вида и твердости обрабатываемого изделия. Также не стоит забывать, что более твердый абразив быстрее изнашивает узлы режущей головки.
Таблица 6. Типичная область применения некоторых абразивных материалов при резке
Преимущества и недостатки.
С помощью водно-абразивной или водной струи можно разрезать практически любые материалы. При этом не возникают ни механические деформации заготовки (так как сила воздействия струи составляет лишь 1–100 Н), ни ее термические деформации, поскольку температура в зоне реза составляет около 60–90°С. Таким образом, по сравнению с технологиями термической обработки (кислородной, плазменной, лазерной и др.) гидроабразивная резка обладает следующими отличительными преимуществами:
- очень высокое качество реза из-за минимального термического влияния на заготовку (без плавления, оплавления или пригорания кромок);
- возможность резки термочувствительных материалов (ряда пожаро- и взрывоопасных, ламинированных, композитных и др.);
- экологическая чистота процесса, полное отсутствие вредных газовых выделений;
- взрыво- и пожаробезопасность процесса.
Водно-абразивная струя способна разрезать материалы толщиной до 300 мм и больше. Гидроабразивная резка может быть выполнена по сложному контуру с высокой точностью (до 0,025–0,1 мм), в том числе для обработки объемных изделий. Данный вид резки эффективен по отношению к алюминиевым сплавам, меди и латуни, из-за высокой теплопроводности которых при термических способах резки требуются более мощные источники нагрева. Кроме того, эти металлы труднее разрезать лазером из-за их низкой способности поглощать лазерное излучение.








Водно-абразивная резка имеет ряд недостатков:
- существенно меньшая скорость разрезания стали малой толщины по сравнению с плазменной и лазерной резкой;
- высокая стоимость оборудования и высокие эксплуатационные затраты (характерно и для лазерной резки), обусловленные расходом абразива, электроэнергии, воды, заменами смесительных трубок, водяных сопел и уплотнителей, выдерживающих высокое давление;
- повышенный шум из-за истечения струи со сверхзвуковой скоростью (характерно и для плазменной резки).
Оборудование:
При гидроабразивной резке используется такое оборудование, как станок для гидроабразивной резки.
Оборудование
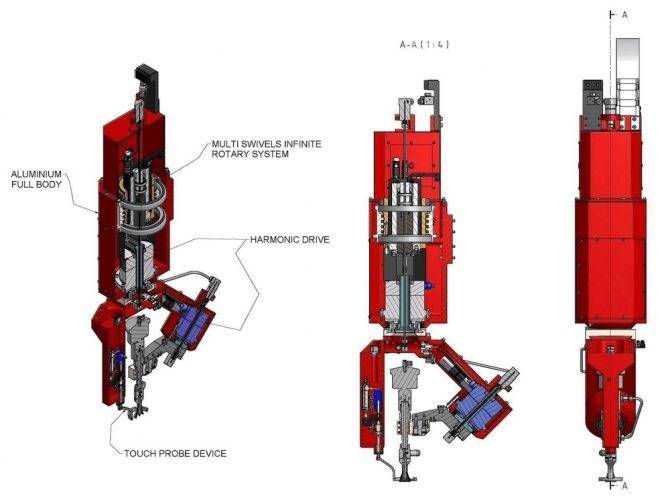
Станок для гидроабразивной резки состоит из:
- насоса высокого давления;
- инструментальной головки;
- рабочего стола;
- системы перемещения, оснащенную ременным приводом или устройства управления с ЧПУ;
- рабочей ванны (из нержавеющей стали);
- емкости для подаваемой воды;
- бака для абразивного материала;
- компрессора для подачи абразивного материала;
- датчика, предназначенного для контроля абразива;
- смесительной камеры;
- выносного пульта с маховиком, предназначенного для упрощения процедуры управления;
- устройства, предназначенного для удаления останков обрабатываемого материала;
- устройства, предназначенного для подачи обрабатываемых деталей.

История
Первые попытки использования струи воды в промышленности были осуществлены в 30-х годах XX столетия американскими и советскими инженерами для выемки камня, руды и угля. Серьёзным импульсом развития технологии резки струёй воды под высоким давлением послужило её использование в авиастроительной и аэрокосмической индустрии.
Технология гидроабразивной резки материалов (ГАР) существует уже более 40 лет. История появления технологии уходит своими корнями в 50-е годы XX столетия. Наиболее активно исследования в этой области велись в СССР и США. В 1979 году специалисты попробовали добавлять в струю абразивный песок, благодаря чему её режущие свойства многократно увеличились. В 1980 году был спроектирован и запущен первый прототип гидроабразивного станка, а в 1983 году началось серийное производство оборудования и комплектующих для ГАР. Процесс резания происходит в результате эрозионного воздействия на материал струи воды с твёрдыми абразивными частицами, подающейся под сверхвысоким давлением. На сегодняшний день технология ГАР по праву относится к числу наиболее динамично развивающихся способов раскроя материалов и составляет серьёзную конкуренцию таким традиционным технологиям, как лазерная и плазменная резка, а также механообработка. Гидроабразивная струя по своим физическим характеристикам представляет собой идеальный режущий инструмент, не имеющий износа. Диаметр струи может составлять 0,5 – 1,5 мм (в зависимости от типа используемых дюз и смешивающих трубок), благодаря чему отход обрабатываемого материала минимален, рез можно начинать в любой точке по контуру любой сложности. Отсутствие теплового и механического (деформирующего) воздействия – ещё одно достоинство ГАР, благодаря которому исходные физико-механические характеристики обрабатываемого материала остаются без изменений. Процесс гидроабразивной резки экологически чист и абсолютно пожаробезопасен, поскольку исключена вероятность горения / плавления материала и образования вредных испарений. Для некоторых видов материалов – керамика, композиты, многослойные и сотовые конструкции – не существуют технологии обработки, альтернативной ГАР. Впечатляющим является и диапазон обрабатываемых толщин – 0,1 мм – 300 мм и выше, что делает станок гидроабразивной резки подчас жизненно необходимым инструментом в таких сферах, как машиностроение, инструментальное производство, авиационно-космическая промышленность, производство продукции для оборонной и транспортной промышленности, камнеобработка.
Технология гидроабразивной резки материалов
Столь широко распространённые процессы плазменно-дугового разделения материалов имеют свои ограничения. Например, электрическая дуга весьма нестабильна: при работе с металлами повышенной электропроводности (меди, латуни) операция во многих случаях характеризуется оплавлением боковых краёв. Наличие газов – побочных продуктов плазменной резки – вынуждает проводить дополнительные мероприятия по экологической защите участка такой резки. Плазменный раскрой материалов – диэлектриков (стекла, камня и т.д.) вообще невозможен. В подобных ситуациях нет альтернативы процессам гидрорезки. Наибольшую популярность среди такой группы методов получила гидроабразивная резка.

Гидроабразивная резка металла
Виды резки нержавеющего проката:
Лазерная резка.
Метод осуществляется при помощи лазерного резонатора, генерирующего узконаправленный монохроматический луч. Энергия луча, сконцентрированная на малом участке стальной заготовки, приводит к её разделению строго по линии реза.
Преимущества резки нержавеющего проката лазером:
- обеспечение точных размеров изделия без последующей доводки (погрешность не более 80-100 мкм);
- чистота поверхности — отсутствие брызг, нагара и других дефектов;
- высокая производительность;
- широкие возможности для изготовления фигурных изделий.
Использование лазера рекомендуется для обработки листовых заготовок.
Плазменная резка.
Поток плазмы создаётся в результате ионизации электрической дугой газового потока, нагнетаемого под давлением. Ионизированный газ достигает температур порядка 5000-30000оС. За счёт кратковременного температурного воздействия и выдувания излишков расплава из области резания, зона термического влияния обладает малой толщиной и не влияет на качество изделия. Во избежание окисления оплавленного материала применяется защитная газовая среда (например, азот).
Преимущества плазменной резки нержавейки:
- экономичность и доступность;
- диапазон обрабатываемых толщин до 200 мм и более;
- высокая производительность;
- превосходное качество изделий;
- возможность получения продукции сложной формы.
Плазменная резка это один из наиболее популярных методов термического раскроя.
Гидроабразивная резка
Принцип метода следующий: струя воды со взвесью абразивных частиц под высоким давлением подаётся через узкое сопло инструмента. Температура в зоне резания не превышает 90оС.










Преимущества гидроабразивной резки:
- высокое качество поверхности кромок (шероховатость Ra 1,6…6,3 мкм);
- допускается одновременное резание нескольких заготовок;
- возможна обработка сложной траектории;
- сохраняются напыления, покрытия;
- отсутствует оплавление металла, выгорание легирующих элементов и отдельных фаз;
- взрыво- и пожаробезопасность, экологичность.
Коррозионностойкая сталь идеально подходит для гидроабразивной резки.
Рубка нержавейки.
Надёжный и проверенный временем метод позволяет в считанные секунды разделить заготовки на составные части на гильотине или сформировать в ней отверстия заданных формы и размера, при наличии соответствующей оснастки.
Преимущества рубки металла:
- высокая производительность;
- низкая энергоемкость;
- отсутствие термического воздействия на структуру материала;
- пожарная безопасность, экологичность;
- экономичность.
Назначение рубки – резка прутков и листовых заготовок из нержавеющей стали по контуру в отсутствие высоких требований к точности обработки. Особую ценность метод имеет в серийном и массовом производстве.
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
US10345042B2 | 2019-07-09 | Drying chamber, drying unit, drier of recycled abrasive and method for drying wet recycled abrasive |
JP4676245B2 | 2011-04-27 | 再生細骨材の製造方法、並びに、再生細骨材 |
KR100497318B1 | 2005-06-28 | 건설 폐기물을 이용한 재생 세 골재 제조방법 및 장치 |
KR20020042569A | 2002-06-05 | 폐 콘크리트를 이용한 재생 골재 제조방법 및 장치 |
SU663321A3 | 1979-05-15 | Способ промывки щепы и установка дл его осуществлени |
RU2701017C1 | 2019-09-24 | Способ рециклинга отходов гранатового песка от гидроабразивной резки |
KR101464647B1 | 2014-11-24 | 골재-미분말 선별 생산 장치 |
CN1212638A | 1999-03-31 | 合理分类处理下脚料的方法和设备 |
PT99187B | 1999-02-26 | Processo e aparelho de tratamento de desperdicios |
RU2728001C1 | 2020-07-28 | Технологическая схема регенерации отработанного гранатового песка от гидроабразивной резки |
KR100506369B1 | 2005-08-11 | 건설폐기물의 파/분쇄및 선별장치 |
JP5311329B2 | 2013-10-09 | アスファルト舗装発生材の再材料化装置、アスファルト舗装発生材を原料とした骨材、アスファルト及び微粒材の製造方法 |
US20020121463A1 | 2002-09-05 | Method and apparatus for removing lightweight particulates during processing of a primary material |
KR200298430Y1 | 2002-12-16 | 폐 콘크리트를 이용한 재생 골재 제조방법 및 장치 |
US1829039A | 1931-10-27 | Process for producing mica powder |
JP2010155745A | 2010-07-15 | コンクリート用砕砂製造方法および砕砂製造システム |
RU2571112C2 | 2015-12-20 | Мобильная установка для очистки сыпучего материала |
US1930247A | 1933-10-10 | Method of treating clay |
FR2670135A1 | 1992-06-12 | Procede de broyage de matieres cassantes comportant pour la mise en óoeuvre du procede une desagglomeration selective et installation. |
KR200302005Y1 | 2003-01-24 | 건설폐기물의 파/분쇄및 선별장치 |
KR200311094Y1 | 2003-04-26 | 건설 폐기물을 이용한 재생 세 골재 제조장치 |
US20210146376A1 | 2021-05-20 | Method and apparatus for washing and grading sand |
JPH10338558A | 1998-12-22 | コンクリート骨材再生方法 |
Kmec | 2012 | Environmental approach to abrassive recycling for AWJ |
KR20110030749A | 2011-03-24 | 잔골재, 미세모래, 이물질제거 습식 분급장치 |
Принцип действия и применение гидроабразивных станков
Станки для обработки металла гидроабразивом универсальны в применении, ведь их возможности не заканчиваются на раскрое металлопроката. Принцип действия водно-абразивных установок можно посмотреть на видео.
Основывается технология на специально разработанной системе подачи воды под высоким давлением на обрабатываемую поверхность.
Вспомогательным компонентом жидкости является абразив, который добавляется в воду. Обычно в качестве абразивной добавки используют микрочастицы песка.
Вода и песчинки одновременно подаются в смеситель из отдельных резервуаров, где тщательно перемешиваются. В результате полученная взвесь под давлением попадает в сопло установки.
Затем рабочий водно-абразивный инструмент, в виде интенсивной с определенными параметрами струи, направляется на заготовку и разрезает ее.
В данном случае скорость гидроабразивной резки можно сравнить разве что со скоростью работы плазмореза, а вот качество выполненного таким методом среза может соответствовать только качеству разрезания лазером.
Стремительное развитие современных технологий позволило усовершенствовать станки путем расширения их эксплуатационных возможностей. Благодаря чему их сфера использования возросла.
На сегодняшний день водно-абразивное оборудование дает возможность:
- Проводить нестандартное разрезание любого материала, при этом меняющийся наклон реза не сказывается отрицательно на качестве. Рабочий процесс, выполняемый под любым углом наклона, дает возможность на выходе получить полностью готовые заготовки и не подвергать их финишной обработке;
- Вырезать детали самых сложных геометрических форм с помощью числового программного обеспечения. В данном случае обработка проходит полностью в автоматическом режиме и не требует человеческого участия. Оборудование управляется специально заданной компьютерной программой. Гидроабразивная резка (например, обработка труб) позволяет выполнить нужную окружность без допустимых погрешностей;
- Станки для обработки металла (труб) гидроабразивом, используемые в металлопрокате, дают возможность проводить разрезание максимальной толщины разного металла, как показано в видео. Так, обработка заготовки из среднеуглеродистой стали может выполняться с использованием материала максимальной толщины – 200 мм. Максимальная толщина титанового материала может составлять 15-17 мм; высокопрочные сплавы могут иметь толщину 12 мм. А вот толщина медной заготовки достигает лишь 5 мм;
- Гидроабразивная технология нашла свое применение также и в сфере искусства. Оборудование позволяет производить разнообразные предметы дизайна и украшения, чаще всего обработка фигур происходит с применением ЧПУ.
Как заказать гидроабразивную резку
Для получения консультации и оформления заказа можно обратиться к специалистам. Сделать это можно по телефонам +7 (495) 601-94-03 +7 (495) 601-92-59 или отправить заявку через форму на сайте.
Правильность выбора в качестве партнёра очевидна, это:
- прекрасная производственная база;
- наличие собственного материла;
- возможность транспортировки изделий;
- оптимизация заказа — специалисты предприятия помогут в выборе материала, предложат оптимальный раскрой листа;
- минимальная пороговая стоимость заказа составляет 5000 рублей;
- приём заявок ведётся в любом графическом формате.
Ценовая политика компании выстроена на индивидуальном подходе к заказчику. И главное ― во главе всего стоит персонал высочайшей квалификации, способный принять самое непосредственное участие в чётком выполнении заказа.









Расходные материалы и самостоятельная постройка станка
Чтобы гидроабразивный станок полноценно работал, требуется лишь вовремя проводить замену абразивных материалов и изношенных элементов, которые со временем теряют свой ресурс. Показатель расхода абразива зависит от толщины разрезаемого материала: бывает и так, что станок расходует около 300 г микрочастиц песка в одну минуту.
Во-время обработки металла максимальной толщины расход будет еще больше, около 500-600 г в минуту. К деталям, что часто требуют замены, относят различные уплотнители и элементы насоса высокого давления. Последние часто выходят из строя, так как станок всегда работает с крайне высоким давлением, что создает нагрузку на детали.
В плане построения такого станка самостоятельно есть одна проблема, решить которую практически невозможно – низкое качество самостоятельно изготавливаемых деталей. Дело в том, что построение гидроабразивного станка требует массу уникальных деталей и частей, которые придется заказывать у токаря и как-то создавать своими руками. Как правило, срок службы таких деталей не превысит нескольких дней, учитывая то давление, с которым приходится иметь дело.
Полноценный станок гидроабразивной резки с ЧПУ
В итоге, придется покупать оригинальные запчасти, узлы в сборе, в то время как другие части будут оставаться самодельными или взятыми из аналогов. В плане затрат денег – вы потратите практически столько же, сколько бы стоил новый полноценный гидроабразивный станок, плюс к этому еще и сил потратите массу.
Новая промышленная установка для гидроабразивной резки стоит от 3 млн. рублей, а б/у можно приобрести значительно дешевле.





