

Устройство
Итак, рукав для сварочного полуавтомата состоит из резиновой оболочки. Под ней находится достаточно сложная начинка. Так как для полуавтоматической сварки необходима специальная проволока, то в сварочном рукаве находится сложная система. Она представляет собой направляющий канал, подающую спираль. Также внутри может быть трубка из тефлона. У фирм, что производят комплектующие для сварки, может быть разное устройство рукава сварочного полуавтомата.

Также для процесса работ необходимо наличие защитного газа. Для подачи его используется отдельный шланг. В зависимости от того, какой марки и модели аппарат, процесс транспортировки и подачи в зону работы проволоки и газа может различаться. Вместе с коаксиальным существует и параллельный тип.
Внутри рукава также проходит положительный силовой кабель от сварочного к трансформатору. Этот шнур идет к токовому наконечнику, расположенному на горелке. Также имеется два тонких провода. Они подключены к пусковой кнопке.
Сила тока

Все предельно просто. Достаточно запомнить максимальную силу тока сварочного устройства и рассматривать для выбора горелки с приблизительно равным показателем.
Приведем простой пример из возможных вариантов от FUBAG. Если у вас полуавтомат FUBAG IRMIG 200 SYN, вам лучше всего взять горелку с запасом – FB 250. Но есть и такие варианты, где стоит немного уступить в меньшую сторону. Например, для FUBAG IRMIG 160 рекомендуемый выбор горелки на 150 А (FB 150).
Более подробно увидеть возможные сочетания можно в таблице рекомендаций:
| Горелка MIG-MAG | Свар. ток при ПВ 60%, в среде CO2, А | Свар. ток при ПВ 60%, в среде Ar80% + CO2 20%, А | Диаметр проволоки, мм | Подходит к аппаратам |
| FB 150 / воздушное охлаждение | 180 | 150 | 0,6 – 1,0 | IRMIG 160 / IRMIG SYN 160 Аппараты других производителей с силой тока до 160А. |
| FB 250 / воздушное охлаждение | 230 | 200 | 0,8 – 1,2 | IRMIG 180 / 200 IRMIG SYN 180 /200 INMIG 200 PLUS/200 SYN LCD / 250 T Аппараты других производителей с силой тока до 200 А. |
| FB 350 / воздушное охлаждение | 340 | 290 | 0,8 – 1,2 | INMIG 315 / 350 T DG Аппараты других производителей с силой тока до 300 . |
| FB 400 / воздушное охлаждение | 400 | 340 | 0.6-1.0 | INMIG 400 T DG Аппараты других производителей с силой тока до 400 А. |
| FB 500 / жидкостное охлаждение | 500 | 450 | 0.6-1.0 | INMIG 500 DW SYN / 500 DW SYN PULSE Аппараты других производителей с силой тока до 500 А. |
Характерные неисправности
Сварочный полуавтомат отличается удобством и надежностью при работе.
ВАЖНО ЗНАТЬ: Выбор и конструирование фена для пайки микросхем
Однако случаются и такие ситуации, когда ему требуется ремонт.
Если аппарат вообще не варит, то надо начинать ремонтные работы с внимательного осмотра всех узлов и деталей.
Нередко случается так, что в электрической цепи теряется контакт, и процесс сварки прерывается.
Для того чтобы с большой вероятностью определить неисправность, в инструкции по эксплуатации приведены часто встречающие поломки и способы их устранения.
Несанкционированное прерывание цикла
Отключение сварочного полуавтомата без всяких видимых причин происходит в том случае, когда срабатывает автомат защиты от короткого замыкания.
Замыкание может произойти в цепи высокого напряжения между проводами обмотки трансформатора. Или между проводами и металлическим корпусом.
Видео:
Защита срабатывает и в том случае, когда пробит конденсатор. Выполняя ремонт, надо, в первую очередь, обесточить аппарат. Затем найти и устранить неисправность.




Возможно, для этого потребуется заменить изоляцию или впаять новый конденсатор.
Сильное дребезжание и гудение
Очень часто гудение сварочного полуавтомата сопровождается перегревом трансформатора.
Если такое происходит в то время, когда сварщик варит очередной шов, то нужно прекратить работу и осмотреть аппарат.
По аналогичной причине может задребезжать агрегат, который перемещает катушки.
Короткое замыкание между сварочными кабелями тоже сопровождается сильным гулом.
Чтобы устранить такую неисправность своими руками, достаточно подтянуть крепежные болты, проверить целостность изоляции и при необходимости усилить ее.
Перегрев устройства
Если сварочный полуавтомат варит, но при этом сильно греется, то необходимо срочно провести профилактический осмотр, ремонт или замену изношенных деталей.
Чаще всего к перегреву аппарата приводят нарушения режима сварки. Если сварочный ток задается выше допустимых значений, это приводит к перегреву основных элементов.
Видео:
И в первую очередь — вторичной катушки трансформатора. Такая же реакция последует в том случае, когда диаметр электрода выбран больше, чем следует.
ВАЖНО ЗНАТЬ: Уроки по сварке полуавтоматом для начинающих
Или когда сварка выполняется в течение длительного отрезка времени без перерыва. При больших объемах сварочных работ нужно обязательно делать технологические перерывы.
Не регулируется сварочный ток
Если при выборе режима работы полуавтомата, величина сварочного тока не устанавливается на требуемую величину, то надо внимательно осмотреть механизм регулятора.
Причиной неправильной регулировки может послужить износ винта или короткое замыкание между зажимами регулятора.
При попадании внутрь кожуха посторонних предметов нарушается подвижность вторичных катушек.
Такого рода неисправности можно легко устранить своими руками, не обращаясь к услугам специалистов из сервисного центра.
Устройство полуавтомата
Существует много фото, где хорошо видно ключевые элементы, входящие в сварочный полуавтомат инверторного типа. Их можно разделить на несколько важных узлов, каждый из которых выполняет свою роль. Вот их описание и предназначение.
Инверторный аппарат
Представляет из себя корпус с несколькими блоками внутри, работающий от сети в 220/380 V. В рабочем процессе участвуют:
- Вал для крепления сварочной проволоки. Он снабжен фиксатором, исключающим непроизвольное соскакивание катушки в процессе вращения.
- Реле и клапана, запускающие подачу защитного газа.
- Электронная схема, распределяющая напряжение.
- Преобразовывающий блок.
- Прижимной механизм для подачи проволоки.
- Измерительные приборы.
- Переключатели, которыми выполняется регулировка.
Подобные аппараты могут быть небольшого размера, одеваемые на плече, или более крупные модели, перемещаемые на платформе с роликами.
Горелки и каналы
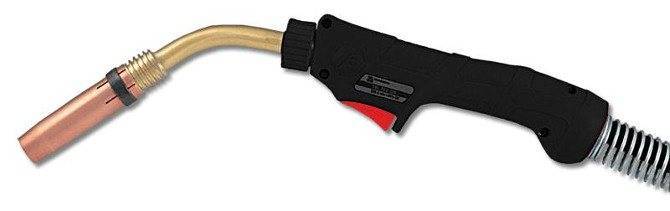
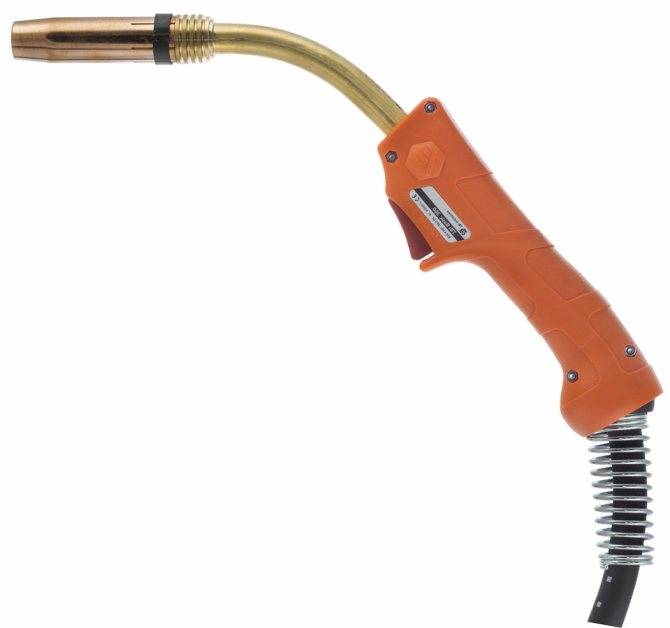
На фото можно увидеть составляющие ключевого элемента для создания шва — горелки. Она состоит из:
- рукоятки;
- кнопки запуска;
- контактного наконечника, из которого выходит проволока;
- газового сопла;
- мундштука.
Для обеспечения работы горелки используется кабель-канал, в котором помещены раздельно: сварочный кабель, шланг с защитным газом, направляющий канал для предотвращения заворачивания проволоки. Принципиальная истина относительно этого канала состоит в том, что чем он длиннее, тем более маневренный сварщик. Но параллельно с этим возрастает риск заедания в подаче присадочного материала. Электрическая цепь замыкается благодаря присоединению второго кабеля на изделие.
Газовое оборудование
Неотъемлемой составляющей устройства, как видно на многих фото, является газовый баллон. Он устанавливается отдельно или возится вместе с аппаратом на тележке. К баллону крепится редуктор и измерительные манометры, для показания количества газа и давления в рабочем рукаве. Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.









Сварочный рукав
Поскольку смеси подаются к горелке под большим давлением, выбор данной детали должен быть обусловлен в первую очередь надежностью изделия – ведь от него зависит безопасность сварки. Особенно, если это касается работ, проводимых в условиях частного дома.

Сложная многослойная структура рукава выполнена из термостойкой и химически устойчивой резины. Выполнена она из натурального или искусственного каучукас добавлением модификаторов, улучшающих свойства резины.
Промежуточный армирующий слой шланга имеет в основе искусственное волокно. Шланги, употребляемые для производства рукавов для сварочных аппаратов, используются также в других сложных условиях.
Такие рукава многофункциональны и могут использоваться не только в сварке, но и при резке металла. Выбор сварочного рукава зависит в том числе от комплектации, которая включает в себя:
- Шланг резиновый;
- Сварочный пистолет;
- Разъем.
Этот последний элемент рукава отличается тем, что подходит не ко всем моделям. Этим отличаются, в частности, изделия некоторых китайских и отечественных производителей. Универсальным будет евро-разъем – он подходит практически всем полуавтоматам.
Как подобрать газовую горелку и сварочный рукав для полуавтомата
При выборе модели, учитывайте следующие шесть факторов.
Предел максимального сварочного тока
Этот параметр должен соответствовать характеристикам аппарата. Если у Вас полуавтомат выдает 300 А, то и показатель горелки должен быть не меньше. В случае, когда сварка всегда ведется на малых токах (100-120 А), можно купить горелку, рассчитанную на такую величину, но это ограничит возможности аппарата.
Длина рукава
Длинна рукава бывает от 2 до 8 м. Чем шланг-пакет больше, тем маневреннее сварщик. Но в таком случае требуется надежный четырехроликовый механизм подачи.
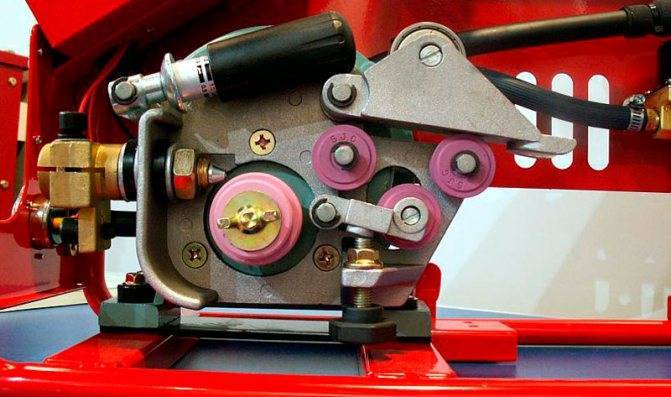
Четырёхроликовый механизм подачи проволоки полуавтомата.
Еще важно следить, чтобы канал не закручивался, иначе проволока начнет «буксовать». Для работы в гараже или во дворе частного дома хватит 2-3м
В цеху желательно иметь запас в 4-5 м.
Метод охлаждения
Если Вы собираете каркасы теплиц, беседки, двери, ворота, то много времени уходит на подготовку деталей, зачистку, обрезку. Длина швов в таких конструкциях не превышает 10 см. Здесь достаточно горелки с воздушным типом охлаждения, которая будет успевать остывать, пока ведутся другие работы. При непрерывной сварке с длинными швами, нужно водяное охлаждение, иначе будет страдать производительность.
Разъем для подключения горелки
Бывают невстраиваемые горелки, которые невозможно отсоединить от аппарата. В случае раздельного исполнения используется чаще всего разъем EURO, который маркируют еще KZ-2. Если у Вас полуавтомат с таким входом, то Вам подойдет любая горелка с Евро-штекером.

Евро разъем для подключения горелки к полуавтомату.
На некоторых моделях встречается разъем PDG-309. Тогда необходимо искать именно такое обозначение для замены оснастки.

Разъем PDG 309.
Тип и размер канала для проволоки
Тип канала бывает стальной и тефлоновый. Первый используется для цельной и полой проволоки при сварке нержавейки и черного металла. Второй подходит для заправки алюминиевой проволоки и сварки алюминия и его сплавов. Диаметр канала подбирается исходя из сечения проволоки и бывает 0.6-1.6 мм.
Эргономика
Чем естественней горелка ложится в руку, тем меньше сварщик будет уставать при продолжительной работе. Для этого на рукоятке должны быть вырезы, кнопка пуска должна располагаться снизу и точно под указательным пальцем, расширение спереди предназначено для предотвращения выскальзывания. Резиновые вставки содействуют прочному обхвату.

Эргономичная рукоятка сварочной горелки для полуавтомата.
Как работает полуавтомат
Понять принцип работы сварочного полуавтомата несложно. В процессе обработки на свариваемый участок
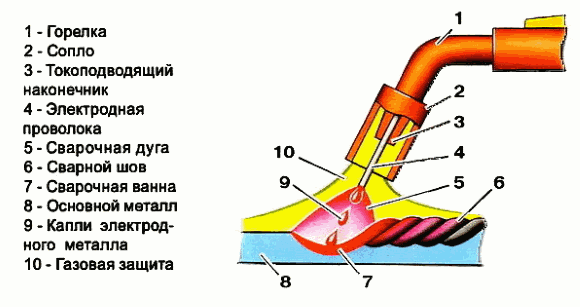
подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования.
Так же как и в ручной дуговой сварке, полуавтоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого металла. Один зажим крепится к детали, другой подается к скользящему контакту сварочной горелки.
Силу тока подбирают в соответствии с характеристиками обрабатываемого материала. Обычно профессионалы пользуются специальными таблицами для расчета или следуют рекомендациям производителя агрегата. Скорость подачи задается при помощи коробки передач или шестерни.
Рекомендуем! Виды контактной сварки
Газовые полуавтоматы работают с инертным или углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.









В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особый порошкообразный состав, находящийся в сердцевине проволоки. По своему составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и образуется газ, который нейтрализует вредное воздействие воздуха. Использоваться могут различные виды проволоки.
Закрепить полученные знания поможет просмотр данного видео
Как выбирать
При покупке комплектов для полуавтоматической сварки, необходимо учитывать несколько важных факторов. Так, нужно знать модель аппарата и его функции. Это могут быть работы в средах инертных или активных газов, аргонодуговая сварка или же работа с порошковой проволокой. Стоит учитывать, каким образом устроены соединительные элементы. Наиболее популярный вариант – это KZ-2. Важны и эргономические характеристики горелки. Ручка должна удобно сидеть в руке, а кнопка — быть достаточного размера.
При выборе стоит обратить внимание на диаметр проволоки, для которой предназначен тот или иной аппарат. С обыкновенными сварочными устройствами используют проволоку диаметром от 0,6 до 1,6 мм
Но конкретные устройства могут работать и с более узкими диапазонами размеров – например, 0,2-0,6 мм.

Немаловажный момент при выборе – максимальные токи и толщина рукава. Оптимальная для любых сварочных работ – 3 мм. Но в продаже можно найти изделия и большей длины.
Классификация сварочных аппаратов «рукав»
Основное назначение сварочных рукавов заключается в обеспечении стабильного доступа разнообразных газов и жидкостей в рабочую область сварочной ванны. Дело в том, что они могут различаться друг от друга по методам и способам сварки, для которых они предназначены. Всего существует шесть основных модификаций:

- для работы с кислородом;
- для работы с ацетиленом;
- для работы с аргоном;
- универсальные изделия для сварки в полуавтоматическом режиме;
- для использования с газово-воздушными горелками;
- для топлива (бензина и керосина)
В процессе выполнения сварочных работ нужно следить за тем, чтобы изделие не перекручивалось и зажималось. Стоит поподробнее рассмотреть наиболее часто используемые модели сварочных рукавов.

Кислородный рукав
Изделие, основное назначение которого подразумевает его применения исключительно с кислородов, окрашивается в синий цвет в соответствии с государственными стандартами. Диаметр внутренней части изделия может принимать значения вплоть до 6,3 мм. Рукав данного типа можно использовать не только для сварки, но также для паяльных работ и резки металлических изделий. Рукав может считаться качественным только в том случае, если основным компонентов, из которого он создан, является вулканизированная резина. Лучшие модели могут сохранять все свои заявленные свойства при температурах воздуха от -35 до +70 градусов по Цельсию. Основные технические параметры кислородным рукавов выглядят следующим образом:
- максимально возможное рабочее давление, в зависимости от конкретной модели, может принимать значения от 2 до 4 МПа;
- производиться данное изделие в бухтах размером до 40 метров;
- диаметр внутренней части равен 6,3 мм;
- рукав относится к третьей категории.
Сварочный рукав для пропана (ацетилена)
В соответствии с государственными стандартами рукава, предназначенные для работы с пропаном и ацетиленом, производятся в красной цветовой гамме. В качестве основного компонента для создания данной модификации рукава должна использовать качественная резина с наличием внутреннего каркаса из ниток, благодаря которому изделие приобретает высокие уровень прочности не в ущерб гибкости. Минимальное значение температуры, при которой можно применять сварочный рукав по его основному назначению, равно -30 градусам по Цельсию, максимальное – 70. Приспособления для работы с пропаном и ацетиленом обладают следующими техническими параметрами:

- максимально возможное рабочее давление принимает значения в 0,63 МПа;
- рукав продается в бухтах размеров до 40 метров;
- размер диаметра внутренней части равняется 6,3 мм;
- рукав относится к первой категории.
Сварочный рукав для топлива
Сварочный рукав, основное назначения которого заключается в транспортировке жидких видов топлива (бензина, керосина и т.д.), производится из прочной гибкой резины с наличием каркаса из ниток. На территории нашего государства, согласно государственным стандартам, приспособление производится в черном цвете. Рукав можно использовать при температурах воздуха от -35 до +70 градусов по Цельсию. Топливный сварочный рукав обладает следующими техническими параметрами:

- максимально возможное рабочее давление равно 0,63 МПа;
- рукав продается в бухтах размеров до 40 метров;
- размер диаметра внутренней области изделия равен 6,3 мм;
- рукав относится ко второй категории.
Сварочный рукав стойкий к низким температурам
Данное изделие производится исключительно в черной цветовой гамме. Оно может использовать для нескольких газов. Основной отличительной особенностью рукава этого является то, что минимальная температура воздуха, при которой изделие будет сохранять все заявленные свойства и характеристики, может достигать отметки в -55 градусов по Цельсию, максимальная – 70. Морозостойкий сварочный рукав относится ко второй категории. Диаметр внутренней части шланга равен 6,3 мм, максимальный предел рабочего давления – 2 МПа.
Что нужно знать для того чтобы купить качественный сварочный рукав?
Малоопытные сварщики и любители достаточно задаются вопросом выбора качественного сварочного рукава для работы. Для того чтобы приобрести качественную модель нужно знать как ее найти. Первым делом необходимо проверить гибкость изделия, чем она будет выше, тем шире спектр применения рукава. Вместе с данным свойством следует убедиться в достаточной эластичности и прочности изделия, а также качество каркаса из ниток.

Очень важной характеристикой является качество соединения между внешней и внутренней поверхностью
На это обязательно нужно обращать внимание, если оно будет не качественным, то спустя небольшой период эксплуатации приспособления, на нем появиться грыжа, следовательно, дальнейшее использования рукава будет невозможным, так как изделия просто-напросто не сможет выдерживать требуемое давление
Заводы, производящие сварочные рукава не с «чистой» совестью могут смешивать резину с пластмассами, в процессе создания материала для производства изделия. Естественно, что данная процедура выполняется исключительно для понижения затрат на производство. Ни в коем случае нельзя приобретать такое приспособление, так как его заявленные характеристики не будут соответствовать реалиям. Также применять такое оборудование при отрицательных температурах воздуха будет практически невозможно. Из-за присутствия пластика в химическом составе материала, из которого изготовлен рукав, он буде трескаться. Это относится не только к сварочным рукавам, но и ко всему оборудованию созданному их резиновых материалов.

При покупке рукавов для проведения сварочных работ в среде защитных газов следует выбирать такие модели, которые, по заявленным характеристикам, могут работать при очень низких температурах, вплоть до -40 градусов по Цельсию. В первую очередь, любой сварочный рукав, вне зависимости от его основного назначения, должен обладать высоким уровнем гибкости и при этом не подвергаться появлению трещин
Стоит отметить еще одно свойство, на которое нужно обращать внимание при покупке. Оно заключается в том, что диаметр внутренней части изделия при изгибе не должен уменьшаться более чем на десять процентов от изначального значения
Режимы полуавтоматической сварки – теория и практика
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.









Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа
Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа
Рекомендуем! Сварка листов полипропилена своими руками
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают
Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным
О тонкостях настройки механизма смотрите в видео:
Правила эксплуатации и обслуживания
Чтобы грелкой было удобно варить, ее канал не должен перекручиваться или собираться в петли. Это затрудняет прохождение проволоки. Токосъемный мундштук выбирается по диаметру подающейся с катушки присадки. Со временем его внутреннее отверстие разрабатывается и проволока начинает «гулять», из-за чего труднее контролировать формирование шва. В таком случае мундштук меняется на новый.
Сопло горелки направляет защитный газ точно в зону сварки. Постепенно оно обрастает внутри окалинами, которые нужно чистить. Брызги металла прилипают и снаружи, поэтому рекомендовано наносить жирные спреи, уменьшающие адгезию (создают пленку на поверхности гусака и сопла). Кабель канал склонен к накоплению мусора и технической смазки от проволоки, поэтому раз в год его требуется прочищать, для чего выпускают специальные приспособления.
Типы
Современные производители сегодня предлагают два вида сварочных рукавов. Это может быть непосредственно рукав или же горелка. При этом внешний вид этих изделий ничем не отличается друг от друга. Оба эти наименования обозначают один и тот же аксессуар.
Так, сварочная горелка-рукав полуавтоматов состоит из трех основных элементов. Это непосредственно горелка, рукав, а также разъемы для их соединения. К сожалению, сейчас трудно найти в продаже рукава отдельно. Но можно приобрести почти все составные элементы конструкции или найти аналоги.
Типовое устройство
Воздействие критических факторов важно учитывать и в тех случаях, когда на рабочее место прокладывают сварочный рукав для полуавтомата. Понятно, что своевременный учёт этих воздействий позволит сохранить оборудование для подачи защитного газа и проволоки в исправном состоянии и обеспечит бесперебойность работы всего сварочного поста в целом

Далее будут рассмотрены особенности структуры этих вспомогательных элементов, определяющие их основные эксплуатационные характеристики.
Согласно действующему ГОСТ 9356 75 сварочные рукава применяются при газовой сварке для подачи под давлением таких распространённых газов, как бутан, пропилен, ацетилен и кислород. Помимо этого, в указанных документах оговариваются виды и классы применяемых при этом шлангов, а также особенности их конструктивного исполнения.
В нём также отмечается, что многослойные рукава и шланги изготавливаются из термостойкой и химически защищённой резины на основе искусственного каучука с использованием специальных модификаторов.
При этом внешняя защитная оболочка рукава должна быть устойчива к разрушающему воздействию УФ излучений и высоких температур, а средний армирующий слой состоять из искусственных волокон, придающих ему требуемую гибкость.
Производителями сварочных шлангов выпускаются два класса специальных изделий, изготавливаемых как простой рукав или же в виде многофункционального кабеля, оснащённого газовой горелкой. Защитные изделия второго класса универсальны по своему назначению и содержат в полном комплекте следующие элементы:
- сам резиновый шланг;
- встроенный сварочный пистолет-горелку;
- специальный стыковочный разъём.
Такой состав специальной оснастки характерен для полуавтоматов, нуждающихся в подаче к месту сварки присадочной проволоки по направляющему каналу со сжатой спиралью. Внутренняя поверхность канала нередко упрочняется специальной защитной трубкой, изготавливаемой на основе износостойких материалов (тефлона, например).








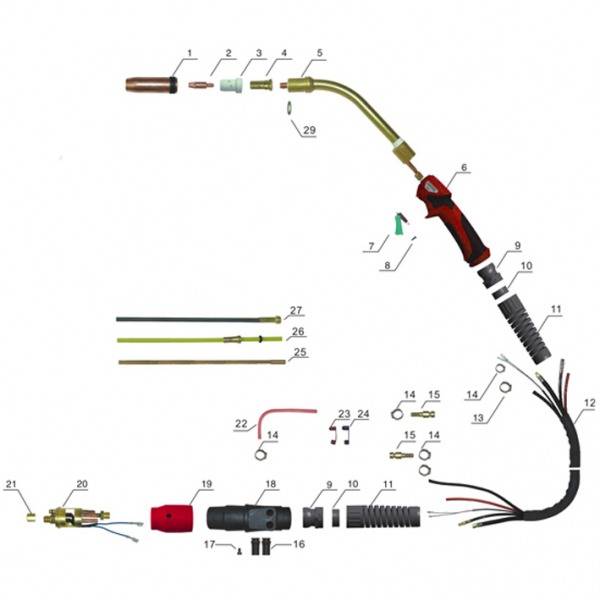
Устройство газовой горелки в сборе с рукавом
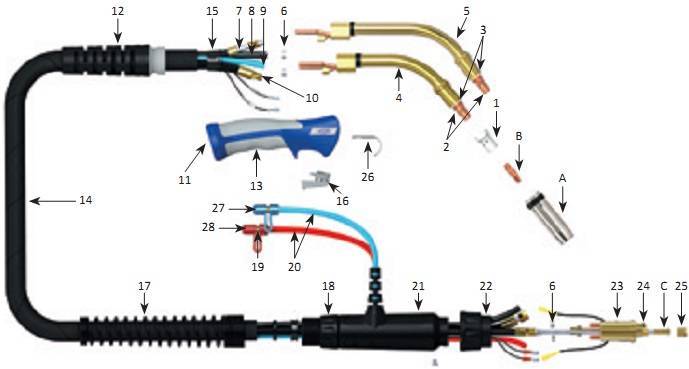
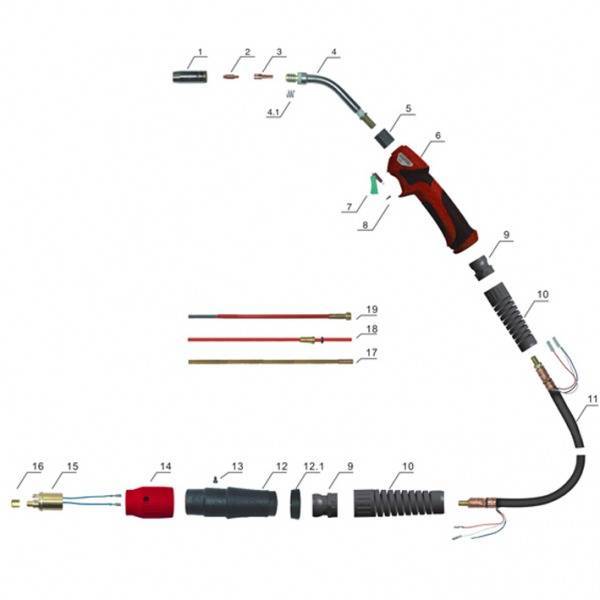
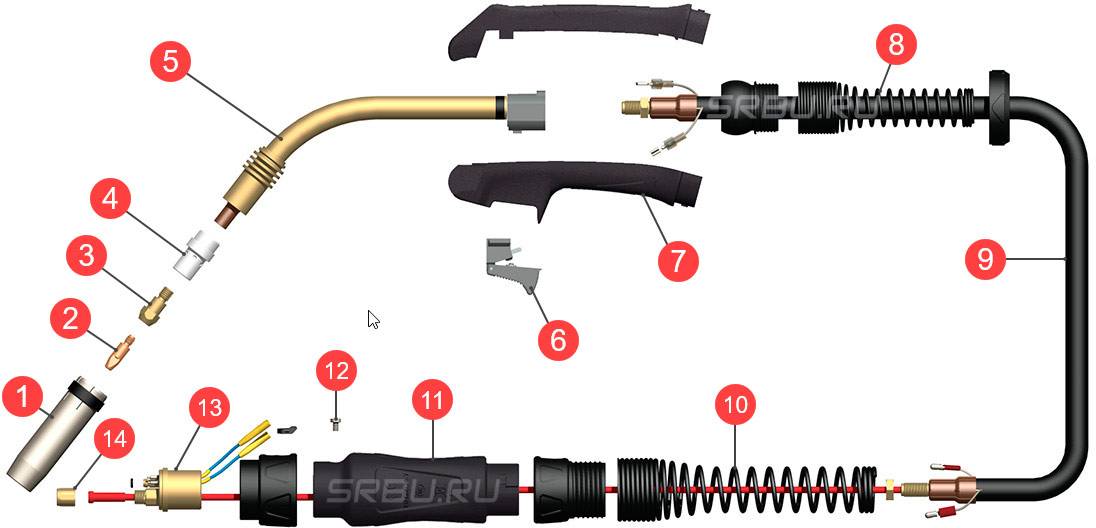
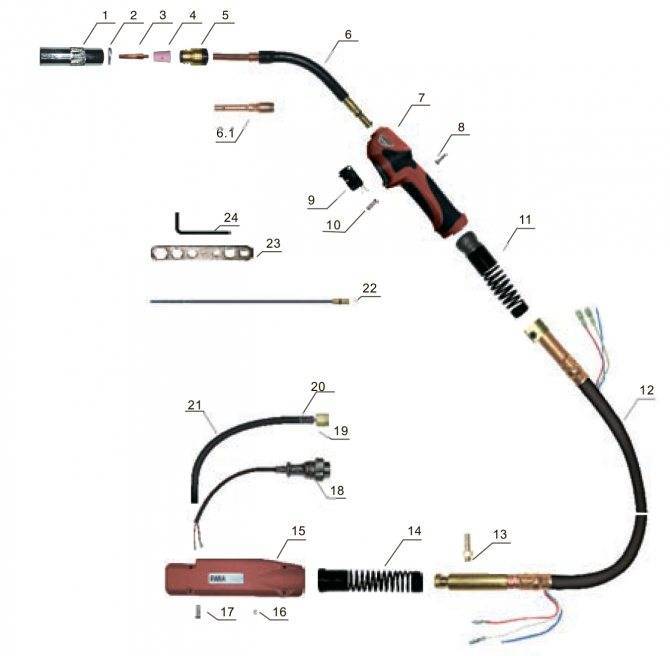
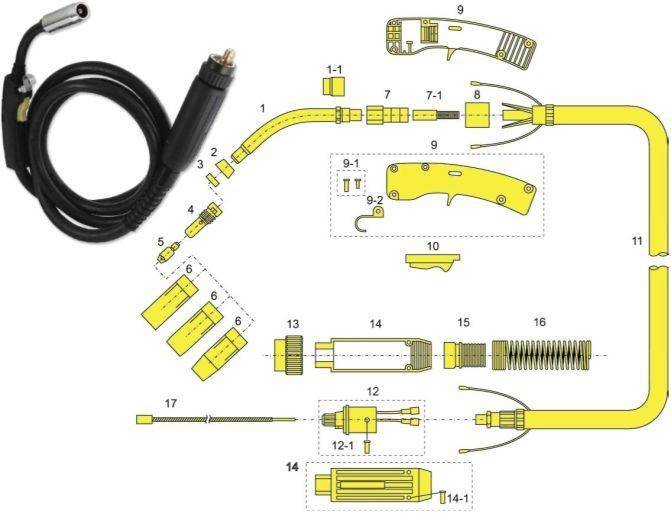
Чтобы разобраться в выборе комплектующих, рассмотрим устройство горелки для полуавтомата, которое поможет понять, на какие элементы приходится больше всего нагрузка при эксплуатации.

1. Сопло коническое. 2. Токовый наконечник. 3. Держатель наконечника. 4. Распределитель газа. 5. Мундштук.
6. Кнопка. 7. Рукоятка. 8. Соединительная пружина. 9. Коаксиальный кабель. 10. Соединительная пружина.
11. Коробка для охлаждения воздуха. 12. Винт. 13. Центральный коллектор. 14. Гайка.
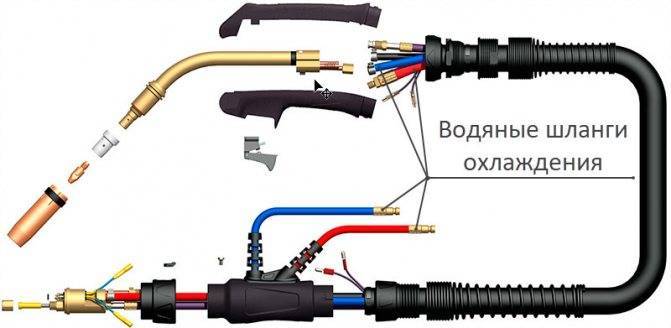
Устройство горелки с водяным охлаждением.
Как выбрать
Выбирая горелку для сварочного полуавтомата нужно прежде всего учитывать тип планируемых работ и их длительность. Если работа предполагается непродолжительная и в простых условиях, то излишним будет приобретать дорогостоящие полупрофессиональные и профессиональные модели.
По этим же причинам не стоит выбирать и варианты горелки для сварочного полуавтомата большой длины с евроразъемом. Они окажутся не так удобны как ожидалось и окупятся весьма нескоро. Плюс стоимость неизбежно заменяемых деталей такой горелки превышает в несколько раз цену аналогичных для штекерных и более компактных вариантов.
Кроме описанных выше следует учитывать и другие факторы, влияющие на работу со сварочным полуавтоматом:
Возможный вес устройства — если работа предполагается стационарно в оборудованной мастерской или цехе, то данный показатель не критичен. В случае же эксплуатации в мобильном варианте и стесненных условиях — вес должен быть минимальным как самого аппарата, так и горелки.
Габаритные размеры — не стоит гнаться за большой длиной сварочного рукава. Он должен соответствовать задачам и месту работы. При избыточной длине возможны трудности с его размещением и сохранением целостности.
Прочность и износостойкость — как процесс самой сварки, так и сопутствующие ему операции с металлом могут привести к повреждению сварочной горелки (чаще всего ее части — сварочного рукава). Это нужно учитывать при выборе модели.
Если работа будет вестись в агрессивных условиях, то лишняя прочность горелке не помешает. Кроме того сама горелка должна осуществлять защиту сварщика от неизбежного нагрева и поражения электрическим током. Гибкость сварочного рукава не должна идти в разрез с его прочностью — даже при работе в стационарных условиях горелка весьма активно перемещается.
Удобство корпуса и крепления — чаще всего это называют эргономичностью. Нужно помнить, что сварщик работает горелкой не менее трех часов в день, а часто и по 4-5 часов. Все это время он держит горелку. От ее удобства зависит качество шва и количество времени затрачиваемого на сопутствующие операции — осмотр и очистка, смена прогоревших деталей.
При покупке сварочной горелки для полуавтоматов необходимо в обязательном порядке проверять наличие сертификационных документов. Иначе есть риск потерять не только средства, но и подвергнуть жизнь и здоровье сварщика серьезной опасности





