

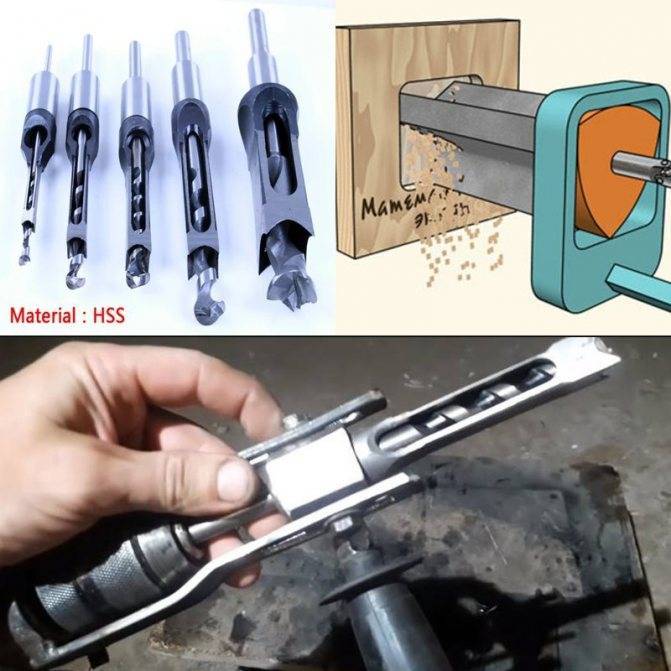
Сверло для квадратных отверстий

Проблем с образованием круглых отверстий в металле, как правило, не возникает. Сегодня в продаже можно встретить просто огромное количество сверл, некоторые могут применяться для образования квадрата или прямоугольника. Для решения подобной задачи также используются специальные приспособления.
Сверло для квадратных отверстий
Cверло или фреза
Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.
Устройство и принцип работы

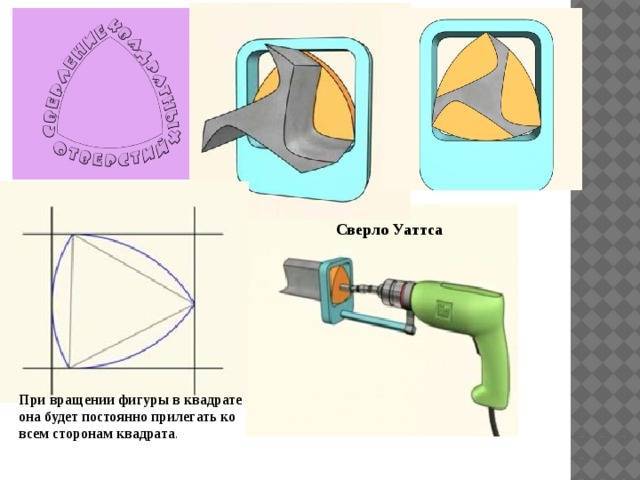
Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
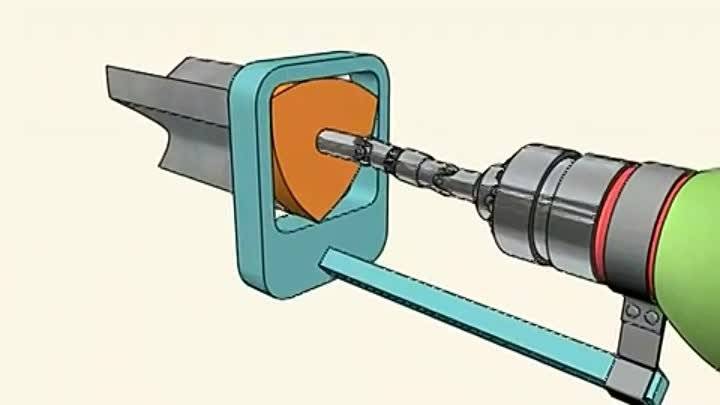
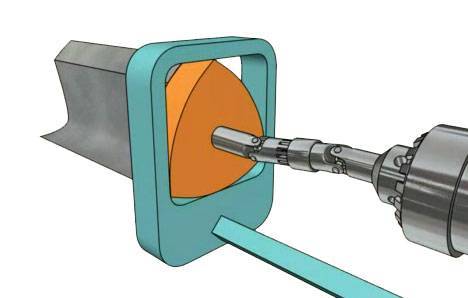
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.
Альтернативные способы получения квадратных отверстий
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
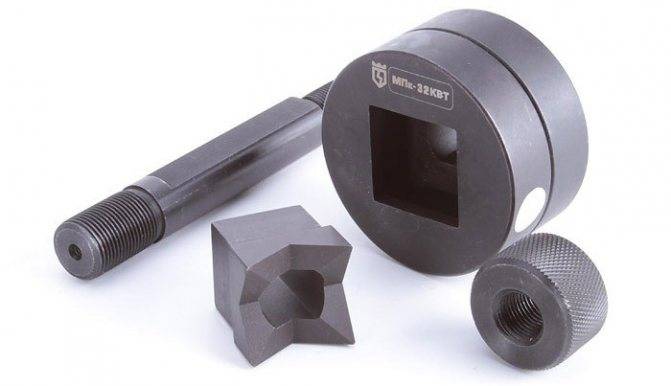
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.
Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.
Альтернативные способы получения квадратных отверстий
Недостатком свёрл Уаттса считается наличие радиусных дуг в углах квадрата, что не всегда приемлемо. Кроме того, свёрла для квадратных отверстий, изготовленные с использованием треугольника Рело, не могут вести обработку заготовок большой толщины. В таких случаях можно использовать электроэрозионные/лазерные технологии, а также – что проще – применить сварку или штамповку.
Комплекты пробойников для квадратных отверстий выпускаются в ассортименте поперечных размеров до 70×70 мм в металле толщиной до 12…16 мм. В комплект входят:
- Пуансонодержатель под пробойник.
- Направляющая втулка.
- Кольцевой ограничитель хода.
- Матрица.
Для силового воздействия на пробойник можно использовать гидравлический домкрат. Пробитое отверстие выгодно отличается чистотой полученных кромок, а также отсутствием заусенцев. Подобный инструмент производится, в частности, торговой маркой Veritas (Канада).
При наличии в домашнем хозяйстве сварочного инвертора квадратное отверстие в стальной детали можно прожечь. С этой целью в заготовке предварительно сверлится (с запасом) круглое отверстие, затем туда вставляется требуемых размеров квадрат из графита марок ЭЭГ или МПГ, после чего обваривается по контуру. Графит извлекается, а в изделии остаётся квадратное отверстие. Его, при необходимости, можно зачистить и прошлифовать.
Бензопилы. Рейтинг лучших
Сварочный рукав для полуавтомата. Устройство и цена
Определения качества по цвету
Качество сверла по любому материалу определяется прежде всего по его цвету:
- Чёрный цвет имеют инструменты повышенной износостойкости, так как на финишной стадии изготовления они обрабатываются паром.
- Термически обработанные изделия не имеют внутреннего напряжения, отличаются высокой стойкостью к высоким температурам и не деформируются при работе с твердосплавными сталями. Такие свёрла имеют слегка золотистый оттенок.
- Самые качественные и прочные имеют яркий золотистый цвет. Они покрыты уменьшающим трение нитридом титана.
- Обычные необработанные свёрла серого цвета имеют минимальный срок эксплуатации и самую низкую цену.
Виды сверл для изделий из металла
Свёрла по металлу используются для проделывания отверстий в изделиях из бронзы, чугуна, меди, стали разных марок, металлокерамики и прочих материалов. Для сверления вязкой труднообрабатываемой стали применяются высокопрочные изделия с добавлением кобальта. При работе спиральными свёрлами стружка отводится по двум продольным канавкам. По форме хвостика такие инструменты делятся на три типа:
- шестигранные,
- конические,
- цилиндрические.

Сверло по металлу с коническим хвостовиком при использовании вставляется напрямую в станок. Для шестигранных и цилиндрических хвостовиков необходим специальный патрон.
Устройство и принцип работы
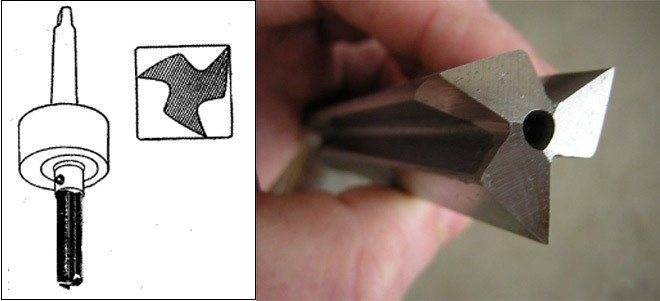
Непосредственно применить фрезу/сверло для квадратных отверстий с профилем треугольника Рело нельзя – необходимы канавки для отвода образующейся стружки.
Поэтому (см. рис. 2) профиль рабочей части инструмента представляет собой вышеописанную фигуру, из которой вырезано три полуэллипса. При этом реализуются три цели: снижаются момент инерции сверла, нагрузки на шпиндель, а также повышается режущая способность фрезы.

Рисунок 2 – Фактический профиль рабочей части инструмента
Конструкция инструмента такова. Собственно, рабочая часть включает в себя рабочую поверхность, которой производится съём металла и отводящие стружку канавки. Изготавливается фреза-сверло для квадратных отверстий из стали У8 и закаливается до твёрдости HRC 52…56. При особо тяжёлых условиях эксплуатации используются изделия из легированной стали Х12 с твёрдостью HRC 56…60. При нормальной подаче СОЖ и из-за сравнительно небольших температур в зоне обработки стойкость инструмента – высокая.






Более сложную конструкцию имеет шпиндель-переходник. Он включает в себя:
- Корпус.
- Зубчатый венец.
- Посадочное место под основной шпиндель (если инструмент устанавливается в инструментальной головке металлорежущего станка, то переходник имеет вид конуса Морзе).
- Приводной шестерни.
- Основного шпинделя.
- Шестерни зацепления с зубчатым венцом.
- Качающейся втулки.
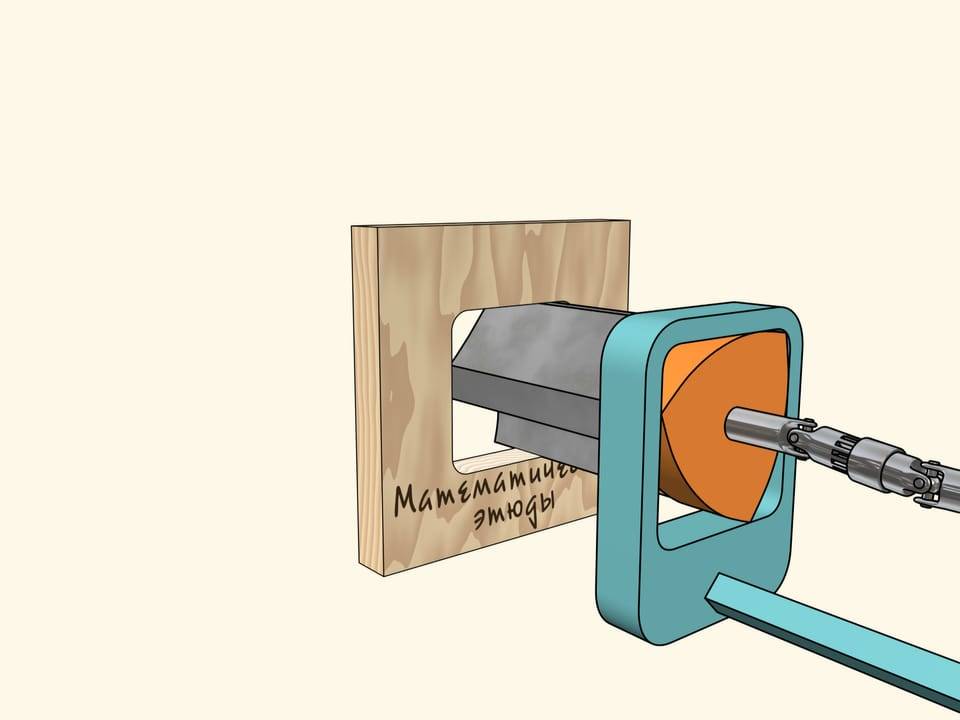
Для бытовых приспособлений производители фрез/свёрл для квадратных отверстий предлагают накладные рамки, которые соединяются карданной передачей с патроном, и сообщают эксцентрические перемещения режущему инструменту. Толщина такой рамки определяет глубину получаемого отверстия.
Для соединения приспособления с патроном станка необходим ещё специальный переходник. Он состоит из:
- Корпуса.
- Плавающего хвостовика.
- Качающегося кольца.
- Сменной втулки под патроны разных металлообрабатывающих станков.
- Крепёжных винтов.
- Опорных шариков.
Для практического применения рассматриваемого инструмента достаточно придать шпинделю основного оборудования подачу в необходимом направлении. Для изготовления квадратных отверстий с применением такой оснастки пригодны фрезерные протяжные и токарные станки.
https://www.youtube.com/watch?v=60WbTPNFT-8
Особенности работы с инструментом
Принцип работы с круговым сверлом прост. Центрирующим сверлом засверливают отверстие, а дальше в работу включаются резцы. Они постепенно проделывают узкую канавку, постепенно прорезая материал по кругу на всю глубину.
Материалы, используемые в работе с балеринкой разнообразные: дерево, ДВП, ДСП, МДФ, гипсокартон, пластик. Общий один момент — толщина детали должна быть не более 15-20 миллиметров. Этот параметр ограничен длиной резцов. Обычно производитель указывает максимальную глубину сверления на упаковке. При попытке сверлить материал большей толщины могут возникнуть проблемы с рваными краями.
Для применения инструмента с одним резцом характерно биение. Это вызвано отсутствием балансировки относительно продольной оси сверления. Особенно биение будет ощущаться при резке отверстий большого диаметра. Вырезать отверстия с помощью дрели следует на малых или средних оборотах. При работе на сверлильном станке таких проблем не возникает.
Также неудобство при работе может доставить ламинированная или шпонированная поверхность. После прохождения декоративного слоя сверление проходит без проблем.
Особенностью кругового сверла можно считать возможность регулировки диаметра. Расстояние между резцами может быть выставлено по шкале на штанге или более точно с помощью штангенциркуля. Это удобно если нужно сделать отверстие без зазоров под трубу или круглую деталь.
Разнос резцов относительно центра регулируется по отдельности. Необходимо как можно точнее выставлять режущие части. Это избавит от лишних усилий во время работы и продлит срок службы инструмента.
Вырезание отверстий сложной формы
Проецирование с помощью Shape Merge
Теперь, раз уж мы перешли к более интересным методам, поговорим о проецировании с помощью инструмента Shape Merge. Проецирование помогает «накладывать» сплайн произвольной формы на полигоны объектов, а затем проводить над ними манипуляции. Рассмотрим на примере. Создаем куб и .
Выделяем куб и выбираем Create – Compound – Shape Merge.
Жмем кнопку Pick Shape, надпись спроецировалась на наш куб.
Теперь куб можно перевести в Editable Poly, а затем прорезать углубление, выдавив надпись с помощью Extrude
Обратите внимание, что при переводе в Poly, появляется множество ненужных Edges. Этого, конечно, лучше избегать
Стоит еще отметить, что на изогнутую поверхность сплайн таким методом правильно наложить не получится. Ложась на дугу, форма будет искажаться.
Любое конструирование, будь то в своем доме, или на производстве, подразумевает работу с металлом.
Нередко, во время эксплуатации этого материала, может возникать вопрос: как вырезать круг в ?
Он заслуживает внимания, так как от выбора правильного инструмента и технологии напрямую зависит трудоемкость процесса выполнения работы и качество ее результата.
Металл бывает тонким, или толстым и прочным, поэтому для его нарезки применяются разнообразные инструменты.
Выбор материалов и технологии вырезания также зависит от того, какого диаметра необходим круг и насколько ровным он должен быть.
Применение лобзика
Если есть необходимость в идеально ровном круге, можно воспользоваться электрическим для его вырезания.
Работа выполняется в несколько этапов:
- Сначала определяется толщина металла и подбирается соответствующее пильное полотно для электрического лобзика.
- Перед тем, как вырезать круг в металле лобзиком, на рабочей плоскости намечается контур круга, который будет вырезаться.
- С помощью дрели и сверла (в диаметре составляющего от восьми до десяти миллиметров) вырезается отверстие, с которого будет начинаться работа.
- В полученную щель помещается пильное полотно лобзика и вырезание продолжается по намеченному .
Вырезание с применением этого инструмента не отнимает много времени и сил. Более того, с помощью лобзика можно получить круг с идеальными краями. Но этот инструмент применяется только для работы с металлом минимальной или средней толщины (например 2 — 3 мм).








Применение болгарки
Болгарку используют в работе с металлом небольшой толщины. Образовать этим инструментом круглое отверстие можно, следуя таким пошаговым советам:
- Перед тем, как вырезать круг в металле болгаркой, проводится разметка, чтобы было четко видно его контуры.
- По всей длине намеченного чертежа диском болгарки прорезаются короткие отрезки, которые в итоге соединятся.
- Фигура будет более похожа на многогранник, чем на круг. Поэтому, после окончания вырезания, изделие обрабатывается и зачищается до тех пора, пока края не станут достаточно ровными и гладкими. Для обработки также можно применять болгарку. Если круг имеет широкий , обточить контуры можно крупным диском.
Обрабатывая вырезанный круг с помощью болгарки следует быть внимательным, чтобы диск находился внутри отверстия и, в то же время, был расположен в одной плоскости с рабочим листом.
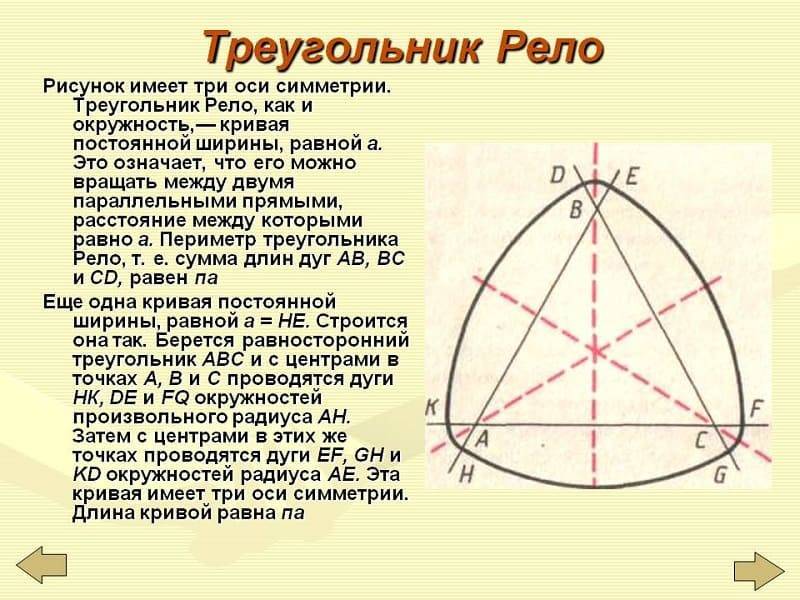
Немного истории с геометрией
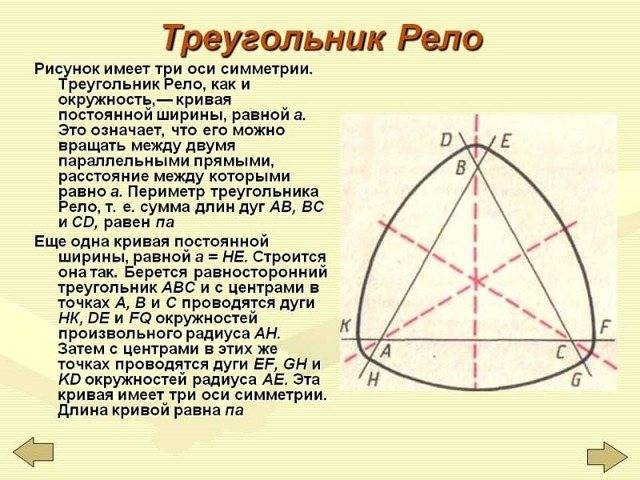
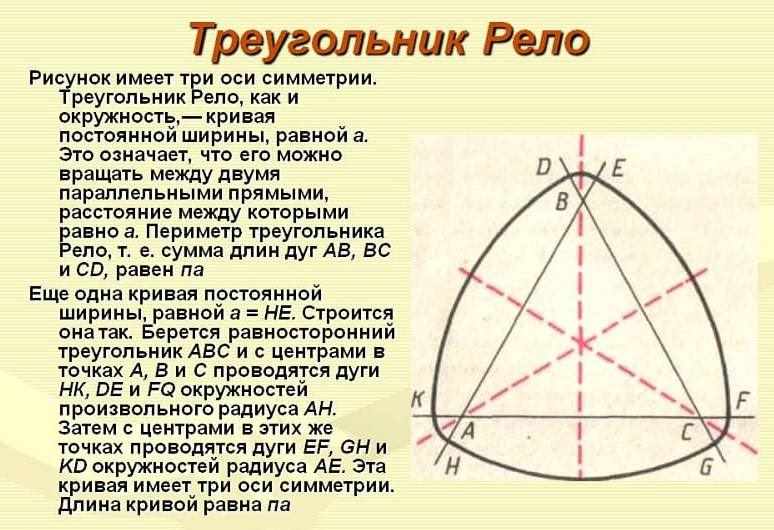
Ещё в XV веке легендарный Леонардо да Винчи, изучая свойства геометрических фигур, обратил внимание на так называемые геометрические объекты с равной толщиной. Таких фигур имеется бесконечное множество, но простейшей – помимо окружности — является скруглённый треугольник, который может быть образован следующим образом
Вычерчивается равносторонний треугольник, каждый из углов которого соединяется дугой окружности, проведённой из центра противоположной стороны. Особенностью такого треугольника будет то, что все его стороны будут иметь постоянную ширину, которая равна длине стороны исходного равностороннего треугольника.
Практическую пользу из этого факта извлёк Л. Эйлер, который три века спустя продемонстрировал вращение такого скруглённого треугольника: вначале вокруг собственной оси, а затем – с некоторым эксцентриситетом, благо карданный механизм науке и технике того времени был уже известен.
Ещё дальше в практическом использовании данной фигуры пошёл немецкий инженер Ф
Рело, который обратил внимание на то, что траектория углов движущегося треугольника при определённых способах его вращения весьма близка к квадрату. Лишь непосредственно в углах квадрата внешняя поверхность описывает дугу, впрочем, небольшого радиуса
В современной технической литературе подобный треугольник называют треугольником Рело, хотя никаких углов у данной фигуры фактически уже нет.
Пройдёт ещё несколько десятков лет, и англичанин Г. Уаттс придумает приспособление, которым можно обеспечить гарантированную квадратную траекторию для металлорежущего инструмента. Техническое решение для сверла Уаттса было запатентовано в 1916 году, а через год началось серийное производство таких инструментов.
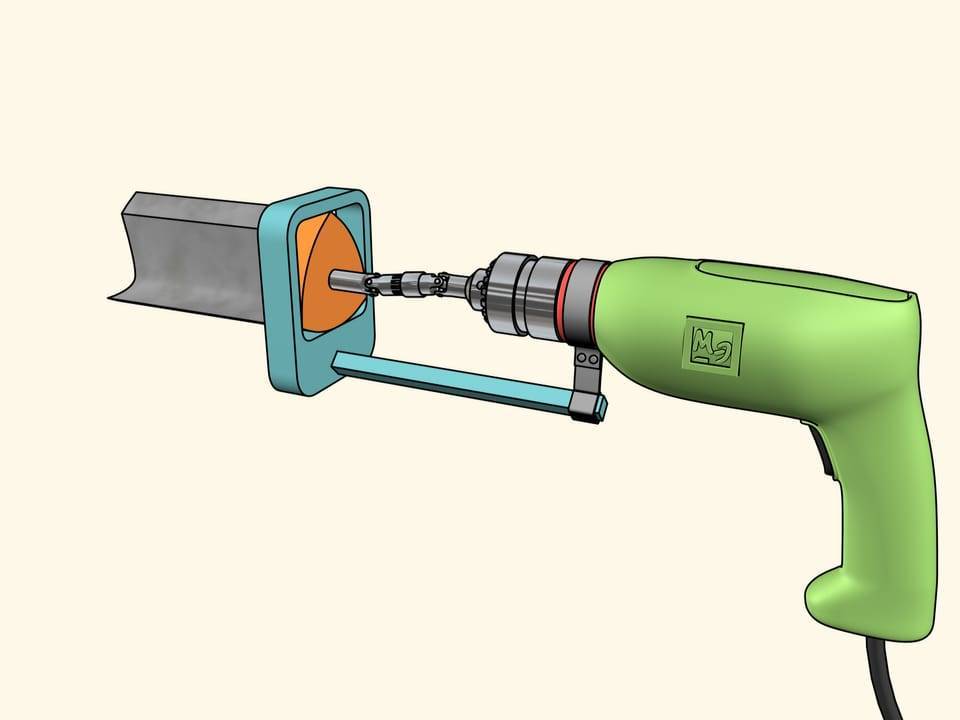
Конструктивные особенности и принцип работы квадратных сверл
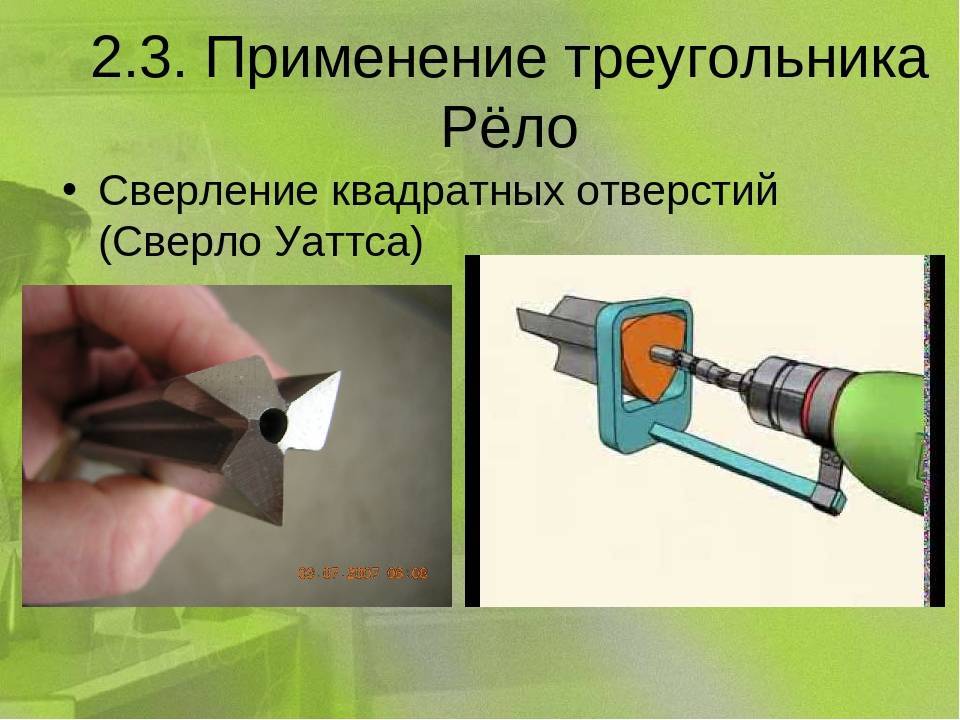
Для сверления квадратных отверстий применяется специальная насадка для дрели. Эта насадка называется сверлом Уаттса, которая имеет форму треугольника. Главная особенность этой насадки в том, что наконечник в виде треугольника Рёло (назван в честь основателя) имеет область пересечения трех равных кругов.
Именно за счет специальной треугольной формы наконечника фрезы получается квадратная форма проема в поверхности обрабатываемого материала. Принцип получения такой формы отверстия посредством применения треугольного сверла заключается в следующем:
- Центр треугольника движется по своей траектории, повторяя при этом движения
- Получить такую траекторию удается за счет эллипсоидных дуг в центральной части сверла
- Грани треугольника будут перемещаться по аналогичной траектории, повторяя форму квадрата со скругленными гранями
На основании треугольника Рёло была изготовлена специальная насадка, посредством которой можно просверлить круглое отверстие с закругленными углами. Центральные эллипсоидные дуги треугольника — это есть ось, которая не остается на месте, как в случае с обычным круглым сверлом, а перемещается по соответствующей траектории. Главный недостаток применения таких насадок заключается в том, что получаемое отверстие в виде квадрата имеет закругленные углы. Конструкция сверла Уаттса, в основе которого лежит треугольник Рёло, представлена на фото ниже.

Высверливание проема осуществляется посредством трех боковых частей, которые имеют заточку. Когда сверло начинает двигаться, центральная часть осуществляет вращательное действие, а боковые грани повторяют качательные движения.
Насадка состоит из хвостовой и рабочей части. Хвостовик предназначен для закрепления насадки в патроне инструмента, а рабочая часть осуществляет основную работу — высверливает квадратный проем. Рабочая часть состоит из головки (она же называется долотом) и спирали, как на обычном сверле. Конструктивным элементом сверла также является держатель, который представляет собой оправку. В этой оправке перемещается сверло, тем самым исключая его хаотичное движение. Оправка имеет отверстие, через которое происходит удаление стружки.

Рабочая часть имеет специальные канавки, предназначенные для отвода стружки из зоны реза. Эти канавки также снижают нагрузку на патрон, тем самым повышая эффективность реза, и уменьшая величину инерции. Принцип работы квадратного сверла показан на видео.
https://youtube.com/watch?v=U0E35lksAak
Это интересно! В отличие от обычных сверл, квадратные насадки испытывают большие нагрузки, поэтому они имеют меньший срок службы. Для увеличения эксплуатационного ресурса рекомендуется при сверлении пользоваться специальными жидкостями. Эти жидкости не только обеспечивают охлаждение, но еще и снижают величину трения, тем самым исключая быстрое притупление граней сверла Уаттса.
Оборудование и приспособления для сверления
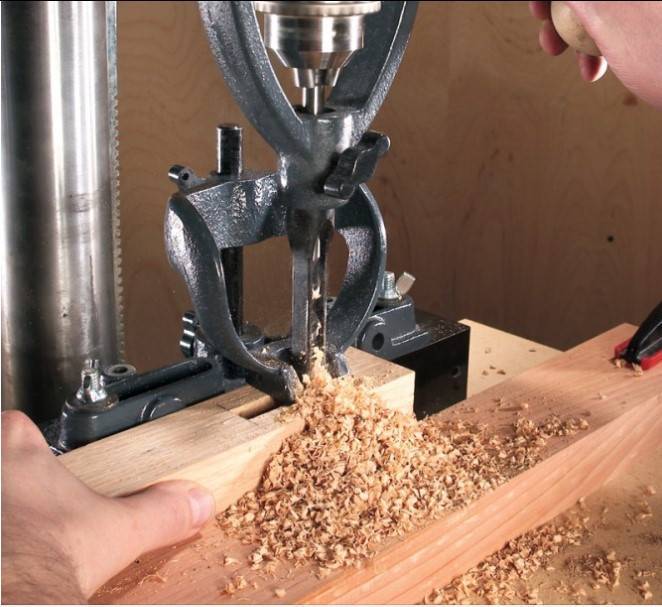
Для каждого из этапов разработан инструмент для сверления отверстий. На подготовительной стадии применяются следующие инструменты, позволяющие производить точную разметку места положения будущего отверстия. Для этого применяют: керн, специальный шаблон или кондуктор. Керн представляет собой хорошо заточенный стержень из прочной инструментальной стали. С его помощью наносят углубление на поверхности заготовки, в точке, где планируется произвести сверление. Попадая в это углубление, сверло не скользит по поверхности и производится точное сверление.




Для повышения производительности на предприятиях с массовым производством изготавливают специальные шаблоны. Они позволяют производить разметку мест будущих отверстий у однотипных заготовок. Специальные шаблоны применяют для высверливания на цилиндрических поверхностях. Их изготавливают из стальной полоски, согнутой под прямым углом. На одной из поверхностей сверлят небольшое отверстие, которое в дальнейшем позволит керном наносить отметку на цилиндрической поверхности.
Для получения повышенной точности разметки, соблюдения вертикального положения сверла и соблюдения заданного расстояния, между отверстиями применяется инструмент называемый кондуктором. Кроме этого его применяют при сверлении тонкостенных изделий, для которых не возможно сильное механическое воздействие (например, удар молотка по керну).
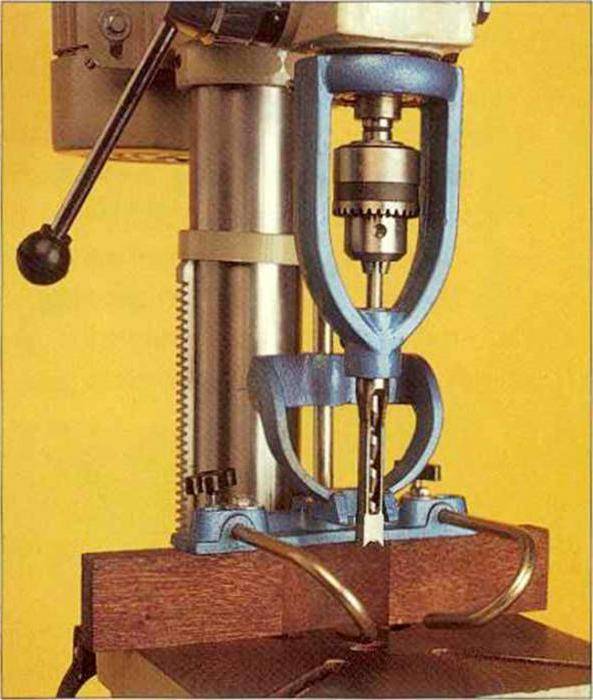
Кроме этих изделий применяют инструменты и приспособления позволяющие производить сверление дрелью при её жесткой фиксации. С этой целью применяю:
- направляющий фиксатор;
- удерживающая стойка;
- кондуктор для направления движения сверла.
Первые два приспособления изготавливаются под конкретную конструкцию электродрели. Кондуктор позволяет точно направлять сверло к месту будущего отверстия. Его успешно используют для размеров, не превышающих 20 миллиметров. Поэтому при изготовлении отверстий большого диаметра с помощью кондуктора производят предварительное рассверливание.
Все эти проблемы легко решаются при применении сверлильных или токарных станков. Сверлильные станки делятся на три категории:
- универсальные;
- специализированные;
- специальные.
Они классифицируются по следующим признакам:
- конструкцией стола;
- уровню автоматизации;
- количеству имеющихся шпинделей;
- степени точности;
- наличию дополнительных возможностей.
Первая категория станков позволяет решать практически весь спектр задач по производству отверстий. Серьёзным ограничением служит допустимое расстояние, на которое может двигаться патрон с закреплённым сверлом. Это обстоятельство не позволяет производить сверления на большую глубину. В этом случае применяют специализированные станки. Для повышения производительности труда и увеличении количества выпускаемых однотипных деталей конструируют специальные агрегаты. Они способны выполнять перечень необходимых операций с высокой точностью и скоростью.
По конструкции такие станки выпускаются с одним или несколькими шпинделями. Конструкция стола отличается многообразием: обычные, плавающие, подъёмные и другие. Уровень автоматизации определяется способом выполнения операций сверления. Самыми простыми станками являются ручные и механические. Более совершенными являются автоматические и станки с числовым программным управлением.
Кроме сверлильных станков для решения этих задач используют различные токарные станки.
На токарных станка можно выполнять весь перечень операций связанных с получением отверстий: непосредственно само сверление, рассверливание с последующим развёртыванием или зенкованием.
Выбор метода обработки
Обработка отверстия – стратегии
Решение с одним инструментом
- Ступенчатые отверстия/зенкованные отверстия
- Тип сверла 4/5
Преимущества+ Инженерные решения+ Самый быстрый метод Недостатки- Меньшая гибкость Решение с двумя инструментами Преимущества+ Стандартные инструменты+ Относительная универсальность Недостатки- Два инструмента- Необходимость в двух позициях инструмента- Увеличенная длительность цикла обработки
Ступень и фаска – стратегия обработки одним сверлом
Тип сверла 1Стандартное
Тип сверла 22 диаметра (пилотный диаметр + диаметр корпуса)Отверстие и фаска. Без обработки ступени.
Тип сверла 42 диаметра (пилотный диаметр + диаметр корпуса)Пилотное отверстие, фаска и ступень
Тип сверла 53 диаметра (пилотный + ступень + диаметр корпуса)Пилотное отверстие, ступень и фаска. Без обработки 2 ступени.
Тип сверла 63 диаметра (пилотный + диаметр корпуса)Пилотное отверстие, ступень, фаска и 2 ступень
Как пользоваться?
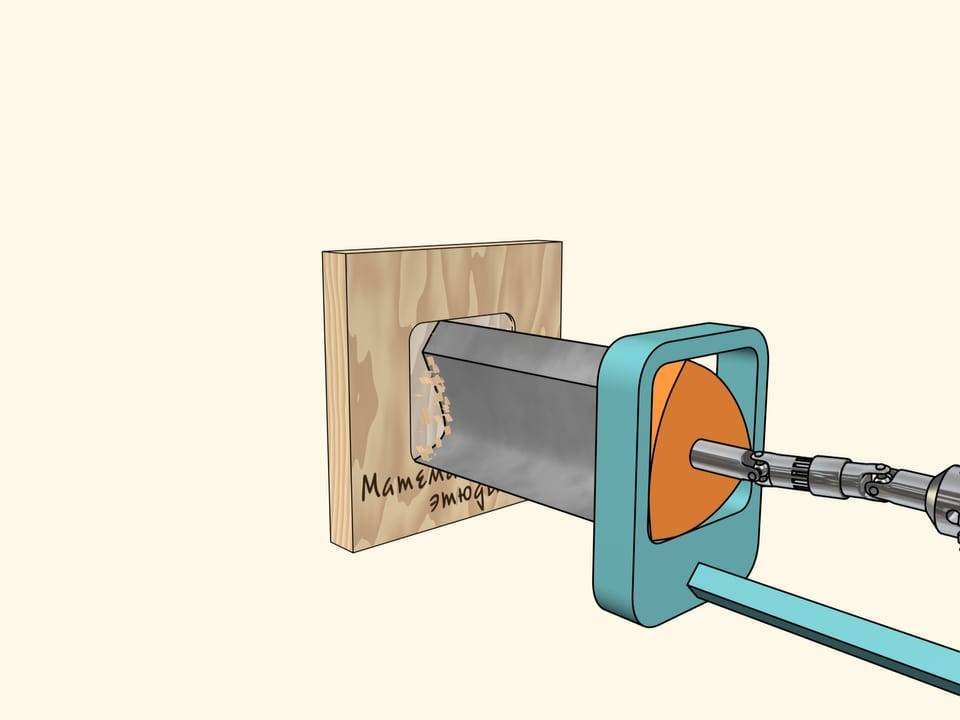
При использовании сверл Уаттса нет необходимости в специальных станках с насадками. Достаточно обычного станка, если вы планируете работать с металлом. Что касается древесины, взятой в качестве обрабатываемого материала, то для сверления отверстий в ней достаточно обычной дрели, правда, немного усовершенствованной при помощи дополнительных приспособлений.
Для изготовления такого устройства нужно выполнить ряд шагов.
В первую очередь нужно обзавестись фанерным листом или деревянной доской, но не очень толстой. Разумеется, понадобится и непосредственно треугольник Рёло с геометрическими параметрами, соответствующими диаметру используемого сверла Уаттса.
Произвести жесткую фиксацию сверла на получившемся треугольнике.
Для перемещения треугольника с закрепленным сверлом в соответствии с нужной траекторией потребуется деревянная направляющая рамка. Внутри нее вырезается квадратное отверстие, параметры которого такие же, как у того отверстия, что планируется к высверливанию
То, какую толщину имеет рамка, очень важно – она определяет, какой глубины отверстие можно высверлить.
Рамку нужно четко зафиксировать в патроне дрели таким образом, чтобы было полное совпадение центра треугольника и оси, по которой вращается патрон электродрели.
Вращение сверла должно быть правильным. Для этого оно должно свободно перемещаться вдоль и поперек
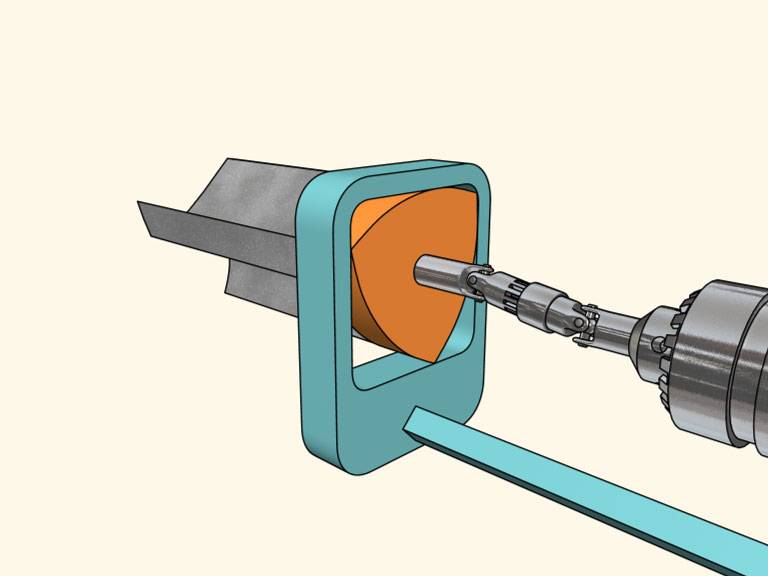
Чтобы это обеспечить, необходим передаточный механизм, который и соединит патрон электродрели с хвостовиком насадки. Принцип работы передаточного механизма такой же, какой имеет карданный вал в любом грузовике.
Закрепление деревянной заготовки также должно быть тщательным. Располагают ее таким образом, чтобы ось вращения насадки четко совпала с центром планируемого квадратного отверстия.

Конструкция переходника (передаточного механизма) несложная. В ней есть корпус, плавающий хвостовик, специальное качающееся кольцо, крепежные винты и опорные шарики. Особенностью является сменная втулка – она нужна для того, чтобы можно было закрепить патроны различных станков для обработки металла. Сменить насадку можно довольно быстро.









Как только сборка устройства окончена, а каждый элемент зафиксирован, электрическая дрель готова к тому, чтобы начать высверливание. Да, углы отверстия не будут равны 90 градусов, а будут скруглены, но это решаемая проблема. Округлости дорабатываются самым обычным надфилем. Нужно помнить, что подобное устройство применимо для работы по дереву, причем на не слишком толстых его листах. Это связано с тем, что и сама конструкция не очень жесткая.
Сверло Уаттса имеет недостаток – обрабатывать с его помощью материалы, имеющие большую толщину, не получится.

Пробойники для отверстий в форме квадрата продаются комплектами различных размеров и толщины. В комплекте есть (помимо самого пробойника) матрица, держатель в форме кольца, ограничивающий элемент, и втулка, с помощью которой направляется пробойник.
Чтобы усилить воздействие на штамп, эффективно использование гидравлического домкрата. Отверстия получаются чистыми, ровными, без зазубрин. Особенно качественными считаются инструменты канадской марки Veritas.
Если вы являетесь обладателем инвертора для сварки, можно просто выжечь отверстие любой формы, в том числе и квадратной, конечно, если речь идет о металле как обрабатываемом материале. Чтобы получить отверстие в виде квадрата, необходимо сначала обзавестись заготовкой. Ею является графитовый квадрат того же размера, какой планируется высверлить. Оптимально использовать графит марки ЭЭГ или МПГ.
Работа начинается с формирования круглого отверстия такого размера, чтобы туда вошла графитовая заготовка. После того как заготовка вставлена и закреплена, ее обваривают по периметру. Далее нужно лишь извлечь графитовый квадрат, после чего произвести зачистку и шлифовку получившегося отверстия.

О том, как правильно просверлить квадратное отверстие, вы можете узнать из видео ниже.
Это интересно: Бормашины (граверы) для резьбы по дереву: разновидности, особенности, правила выбора
Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях.
Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Принципы действия и конструкция
Для того чтобы просверлить квадратное отверстие, обычно используют сверло Уаттса, в основу конструкции которого положена такая геометрическая фигура, как треугольник Рёло.
Одна из важнейших особенностей такой фигуры, представляющей собой область пересечения трех равных кругов, состоит в следующем: если к такому треугольнику провести пару параллельных опорных прямых, то расстояние между ними будет всегда постоянным.
Таким образом, если двигать центр треугольника Рёло по траектории, описываемой четырьмя эллипсоидными дугами, его вершины будут вычерчивать практически идеальный квадрат, у которого будут лишь несколько скруглены вершины.
Свойство треугольника Рёло
Уникальные свойства треугольника Рёло позволили создать сверла для квадратных отверстий. Особенностью использования такого инструмента является то, что ось его вращения должна не оставаться на месте, а перемещаться по вышеописанной траектории.
Естественно, этому перемещению не должен препятствовать патрон оборудования. При использовании такого сверла и соответствующей оснастки квадратное отверстие получается с идеально ровными и параллельными сторонами, но с немного скругленными углами.
Площадь таких необработанных инструментом уголков составляет лишь 2% от площади всего квадрата.
Изготовление устройства для сверления квадратных отверстий
Используя сверла Уаттса, работающие по принципу треугольника Рёло, можно выполнять сверление квадратных отверстий в металлических заготовках даже на обычном станке, не оснащенном специальными насадками. Для того же, чтобы создать квадратное отверстие в деревянной детали, можно использовать и обычную дрель, но для этого ее необходимо оснастить дополнительными приспособлениями.
Изготовить несложное устройство, позволяющее просверлить квадратные отверстия в деревянных заготовках, можно по следующим рекомендациям.
- Для начала, используя лист фанеры или деревянную доску небольшой толщины, необходимо сделать сам треугольник Рёло, геометрические параметры которого должны соответствовать диаметру применяемого сверла Уаттса.
- Сверло надо жестко зафиксировать на поверхности изготовленного треугольника.
- Чтобы треугольник Рёло и закрепленное на нем сверло перемещались по требуемой траектории, необходимо изготовить деревянную направляющую рамку. Во внутренней части рамки следует вырезать квадрат с геометрическими параметрами, полностью соответствующими размерам отверстия, которое вы собираетесь просверлить.
- Рамка при помощи специальной планки фиксируется на дрели, при этом центр треугольника Рёло, помещаемого в направляющую рамку, должен совпадать с осью вращения патрона электроинструмента.
- Для того чтобы сообщить сверлу для выполнения квадратного отверстия крутящий момент, но при этом не создать ограничений для перемещения инструмента в поперечном направлении, хвостовик соединяют с патроном дрели посредством передаточного механизма, работающего по принципу карданного вала грузового автомобиля.
- Деревянную заготовку, в которой необходимо просверлить квадратное отверстие, следует надежно зафиксировать, при этом расположить ее так, чтобы центр будущего отверстия строго совпадал с осью вращения используемого для обработки сверла.
Чертеж деталей приспособления для сверления квадратного отверстия
Таблица 1. Размеры направляющих втулок
Таблица 2. Размеры сверл (нажмите для увеличения)
Собрав такое несложное устройство, надежно зафиксировав все элементы его конструкции и обрабатываемую заготовку, можно включать электрическую дрель и начинать процесс сверления.
Как уже говорилось выше, просверленное при помощи такого устройства квадратное отверстие будет иметь абсолютно ровные и параллельно расположенные стороны, но его угловые участки будут слегка закруглены. Решить проблему с закругленными углами несложно: можно доработать их при помощи обычного надфиля.









Следует иметь в виду, что используют вышеописанное приспособление, не отличающееся высокой жесткостью, для сверления отверстий квадратной формы в деревянных заготовках небольшой толщины.
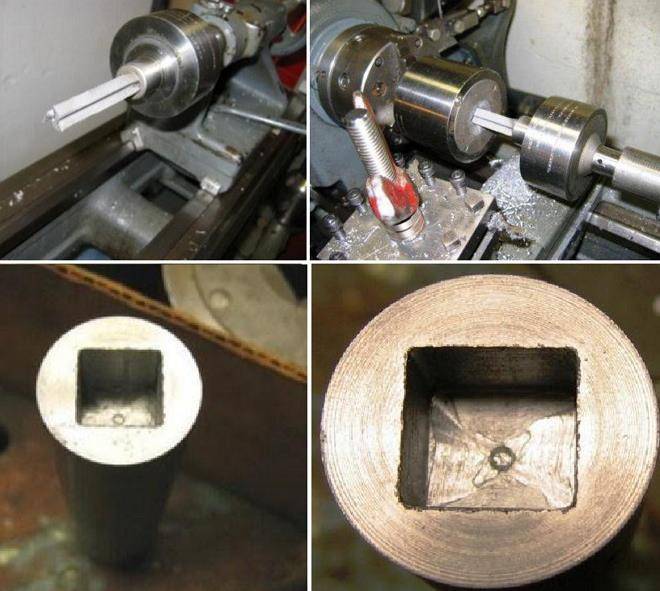
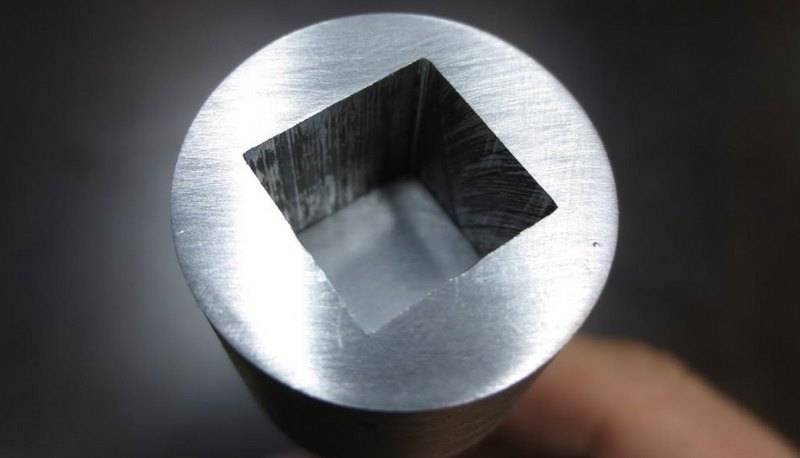
Сверло Уаттса и сделанное с его помощью квадратное отверстие в металлической заготовке
Cверло или фреза
Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.
Описание треугольника Рело
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.





