

Техобслуживание токарных станков
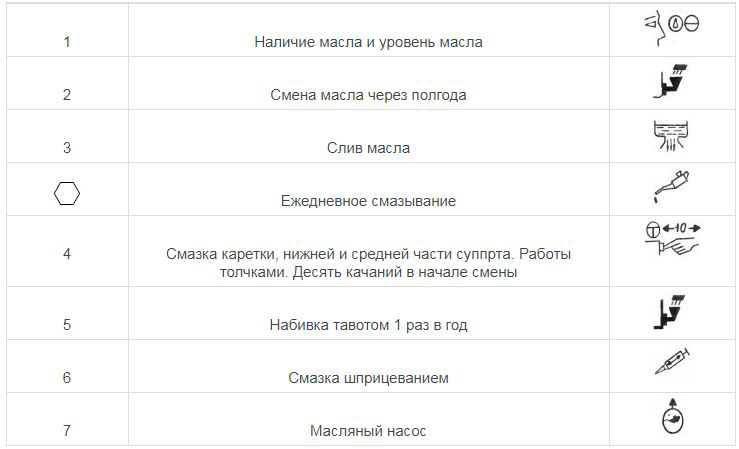
Система смазки токарного станка устроена непросто: множество пар трения работают при неодинаковых нагрузках и скоростях, поэтому требуют применения разных смазочных материалов и способов их подачи.
Какое масло заливать в токарный станок и чем смазывать направляющие? В масляный бачок льется индустриалка И-20А, в коробку подач и фартук – И-30А, в шпиндельную бабку – И-12А. Для смазывания направляющих рекомендуется применять масла с антискачковыми присадками.
Во время ежедневного технического обслуживания токарного станка следует проверять уровень масла по всем смотровым глазкам, при необходимости доливать.
Монтаж токарного станка
Для монтажа станка необходимо заранее, за 30 дней до эксплуатации,установить бетонный фундамент. Расчет высоты установки токарного станка должен соответствовать Руководству по эксплуатации. Специалисты нашей компании при необходимости произведут установку токарного станка на виброопоры.
Также в спектр услуг по монтажу токарного станка входят работы:
- Оценочные работы на месте монтажа;
- Расчет фундамента под токарный станок;
- Составление установочных чертежей;
- Заливку фундамента под станок;
- Выравнивание оборудование уровнем;
- Установка токарного станка на фундамент.
Замена масла в токарном станке
Ресурс работы токарного оборудования во многом зависит от надлежащего функционирования смазочной системы узлов, поверхность которых пребывает в постоянном трении друг о друга. Своевременное смазывание продлевает работоспособность станков, снижает их потребляемую мощность, уменьшает нагрузку на детали, сокращает их износ. Кроме того, использование качественных смазочных материалов положительно влияет на качество точения, КПД, позволяет поддерживать температуру агрегатов в заданном спектре. Решающими являются такие факторы, как исправность системы и выбор подходящего масла.
Системы смазки узлов токарного станка
В основе работы смазочных устройств, доставляющих масло в требуемую точку, лежат простейшие законы физики:
- Сила тяжести, позволяющая перетекать маслу к месту трения самостоятельно
- Капиллярные силы, которые посредством пористых втулок и фитилей поднимают смазывающее вещество на определенную высоту.
- Сила вязкого трения, образующаяся между поверхностью и самим материалом для смазки, предотвращает стекание последнего вниз.
- Давление. Используется в ручных смазочных системах, вроде поршневых насосов и масленок.
- Центробежные силы, заставляющие масло поступать под давлением к поверхностям.
- Инерция. За счет захвата жидкости вращающимися элементами станка, разбрасывает ее частицы.
- Разница давлений, создающая самовсасывание масла посредством самих механизмов.
Планово предупредительный ремонт
ППР (планово предупредительный ремонт) – подразумевает под собой все действия по сохранению рабочей мощности токарного станка. При уходе за оборудованием, его технические характеристики будут соответствовать заявленным в паспорте.
Для каждого токарного станка нужно составить график, который будет учитывать заявленные в паспорте данные и особенности режима работы. В графике должны быть четко прописаны интервалы между проведением работ по техническому уходу (смазке, уборке, контролю масел), замене непригодных деталей и системой промывки узлов.

Также в план оборудования вносятся профилактические, текущие и капитальные ремонты. Причем необходимо вносить как малые, так и средние текущие работы.
Когда проводить обслуживание и ремонт?
Все производители токарного оборудования в плане технического обслуживания указывают такие работы:
Соблюдение правил эксплуатации механизмов управления станка.
Правильная организация рабочего места с ограничениями.
Слежка за чистотой и целостностью смазочной системы и емкостей.
Контроль за уровнем масла в оборудовании.
Устранение небольших поломок.
Регулировка разных систем станка.
Все эти обязанности не нуждаются в выделении отдельного дня, они проводятся быстро и могут поводиться в обеденные перерывы или при передаче работы другой смене. Переналаживать токарный станок лучше в выходной день. Если в штате есть специалист с допуском на наладку оборудования, то он легко справиться с подобной задачей. Если же такого в штате нет, то наладку оборудования лучше передать в обязанности ремонтно-наладочной бригады.











Частью планово предупредительного ремонта является ежедневный уход по очистке и настройке станка после завершения работы. Если предприятие работает в несколько смен, ППР советуют проводить каждые 8 часов.
Также стоит учесть, что на предприятии, где используются токарные установки и посменный график работы, в штате должна быть ремонтно-наладочная бригада, в составе которой есть механики, смазчики, электрики, шорники и слесари. Именно эта бригада будет отвечать за работоспособность оборудования и качество производимой продукции.
Основные методы проверки токарного станка
При проверке токарного станка на точность в основном проверяют направляющие станины, биение шпинделя и ходовой винт.
Направляющие станины должны быть прямолинейными в продольном направлении. При износе на них появляются канавки, царапины, иногда забоины. Износ можно обнаружить поверхностным осмотром и при помощи измерительных инструментов. Чтобы определить его величину, устанавливают проверочную линейку 1 (рис. 255) поочередно на направляющие 2, затем определяют на просвет и измеряют щупом зазор между их поверхностями и линейкой.
Допустимым считается такой износ станины: при высоте центров до 300 мм — 0,02 мм на длине 1000 мм; при высоте центров больше 300 мм — 0,03 мм на той же длине. У новых или отремонтированных станков на эту величину допускается только выпуклость станины, но не вогнутость.
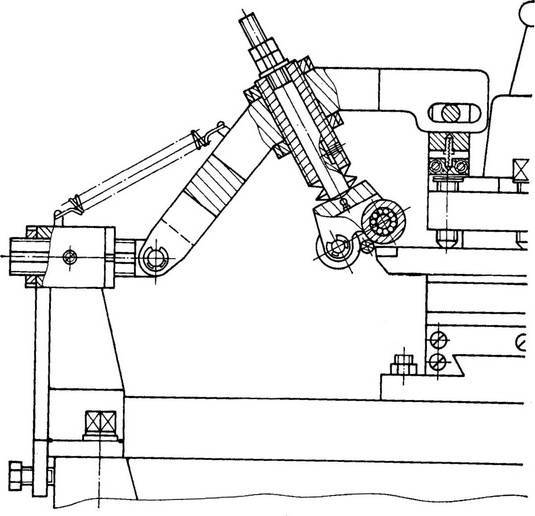
Направляющие станины для задней бабки должны быть параллельны направляющим для каретки. Проверяют параллельность индикатором, закрепленным в резцедержателе на каретке (рис. 256), которую перемещают по станине; штифт индикатора упирают в направляющую для задней бабки. Допускаемое отклонение — до 0,01 мм для станков с высотой центров до 200 мм и до 0,02 мм — для станков с высотой центров более 200 мм.
Горизонтальность направляющих станины проверяют уровнем, как показано на рис. 257, передвигая линейку 2 с уровнем 1 вдоль направляющих станины. Допускаемое отклонение составляет 0,05 мм на длине 1000 мм.
Ось шпинделя должна быть параллельна направляющим станины в вертикальной и горизонтальной плоскостях. Для проверки в коническое отверстие шпинделя вставляют контрольную оправку и проверяют ее индикатором на отсутствие биения по всей ее длине. Затем закрепляют на каретке индикатор и устанавливают его так, чтобы штифт индикатора касался оправки сначала в вертикальной (рис. 258, а), а потом в горизонтальной (рис. 258, б) плоскости. Перемещая при каждой установке каретку вдоль оправки на длину 300 мм, отмечают отклонения индикатора, которые не должны превышать в вертикальной плоскости 0,01 мм для станков с высотой центров до 200 мм и 0,02 мм — для станков с высотой центров до 400 мм. В горизонтальной плоскости отклонения индикатора не должны быть более 0,01 мм для станков с любой высотой центров.
Отклонение оправки, считая вправо от бабки, допускается в вертикальной плоскости только вверх, а в горизонтальной плоскости — только в сторону резца.
Шейки шпинделя должны вращаться без биения. Шпиндель на биение проверяют индикатором, укрепленным в резцовой головке. При проверке необходимо, чтобы штифт 1 индикатора упирался в шейку 2 шпинделя (рис. 259, а). Допускаемой отклонение 0,01 мм при высоте центров до 350 мм и 0,02 мм при высоте центров более 350 мм.
Шпиндель не должен иметь осевого перемещения пр вращении. Проверку производят, как в предыдущей случае, но штифт 1 индикатора (рис. 259, б) упирают в торец буртика 2 шпинделя. Допускаемые отклонения те же, что и при проверке биения шейки.
Вершина переднего центра при вращении не должна иметь биения. Для проверки индикатор укрепляют в резцовой головке (рис. 259, в) и его штифт 1 упирают в конус 2 центра. Допускаемые отклонения такие же, как в предыдущих двух случаях.
Точность шага ходового винта проверяют точной резьбовой оправкой 1, устанавливаемой между центрами передней и задней бабок (рис. 260), и точной цилиндрической гайкой 2, навертываемой на резьбовую оправку. В гайке 2 имеется продольный паз, в который вводят шарик державки 3, несущей индикатор 4 и закрепленной в суппорте станка. Наконечник индикатора упирается в торец гайки, удерживаемой от вращения шариком державки. Станок настраивают на шаг резьбы оправки. Пустив станок с включенной разъемной гайкой, следят за показаниями индикатора. Допускаемые отклонения: 0,03 мм на длине 100 мм и 0,05 мм на длине 300 мм для станков с высотой центров до 400 мм.
Практическая проверка точности токарного станка. Помимо рассмотренных геометрических проверок, производят комплексную практическую проверку точности токарного станка. Целью проверки является оценка точности станка в работе при изготовлении деталей с цилиндрической и торцовой поверхностями. Во время этой проверки определяются получающиеся отклонения по овальности, конусности и плоскостности, которые не должны превышать отклонения, устанавливаемых ГОСТом: по овальности 0,01-0,02 мм и по конусности 0,02 мм на длине 1000 мм и вогнутости торца не больше 0,02 мм на диаметре 300 мм.
Ремонт основных узлов
Станина
Станина 16К20 — это литая конструкция с ребрами жесткости, на которой монтируются все остальные оборудование токарного станка. На верхней части станины расположены четыре продольные направляющие токарного станка: две плоские и две призматические. От состояния их поверхностей зависит точность позиционирования задней бабки и каретки суппорта, а также соосность передней и задней бабок. Состав и порядок выполнения работ регламентируется разделом 6.1 технического руководства «Ремонт токарно-винторезного станка 16К20».
Существует четыре способа механообработки, с помощью которых выполняют ремонт направляющих токарного станка:
- ручная шабровка;
- шлифовка с применением переносного шлифовального оборудования;
- шлифовка на плоскошлифовальном оборудовании;
- строгание на продольно-строгальном станке;
https://youtube.com/watch?v=sJgzGG_6PU0
В общем случае, если износ составляет менее 15 мкм на 1000 мм, геометрию поверхности восстанавливают методом ручной шабровки. Если больше — с применением станочного оборудования или методом напыления.
Шабровка выполняется ручным слесарным инструментом, поэтому ее трудоемкость в несколько раз выше, чем при механизированной обработке.
Кроме того, этим способом можно обрабатывать только незакаленные поверхности. Шабрить станину токарного станка можно без демонтажа станины, поэтому наряду с ручной шлифовкой — это самый распространенный метод восстановления поверхностей направляющих.






Шлифовка направляющих с применением переносного шлифовального оборудования, устанавливаемого на станине, применяется в двух случаях: при невозможности доставки станины в ремонтный цех и в случае, если длина станины больше длины стола шлифовального оборудования. Самый эффективный способ восстановления направляющих станины — это обработка на шлифовальных и продольно-строгальных станках в ремонтных цехах или на специализированных предприятиях. Он обеспечивает самую высокую точность и гарантирует качество.

Станина для станка 16К20
Восстановление глубоких повреждений станины токарного станка производится путем напыления латуни или цинка, а также заливкой баббитом. После заполнения металлом вмятин и выбоин поверхность направляющей обрабатывают шлифовкой или шабровкой.
Каретка
В соответствии с разделом 6.2 Технического руководства ремонт каретки суппорта токарно-винторезного станка 16К20 включает две технологические операции:
- восстановление нижних направляющих, сопряженных с направляющими станины;
- восстановление поперечных направляющих, примыкающих к направляющим нижней части суппорта.
Перед началом работ каретку устанавливают на выставленную станину вместе с рейкой и коробкой подач. После этого на каретку монтируют прижимные планки, фартук, ходовой винт и ходовой вал, выставляют ее на точность, делают замеры и проверяют зацепление шестерни фартука с рейкой.

Каретка для станка 16К20
По результатам контрольных замеров определяют степень износа поверхностей направляющих и обрабатывают их ручным и механическими способами до достижения нормативных прямолинейности, плоскостности и параллельности. На финальной стадии точность прилегания к станине токарного станка обеспечивается обработкой шабером и шлифовальными устройствами.
Задняя бабка
Согласно разделу 6.7 Руководства в номенклатуру работ по ремонту задней бабки токарного станка 16К20 входят технологические операции, по восстановлению параметров следующих компонентов:
- поверхности корпуса, сопряженные с поверхностями плиты;
- поверхности плиты, примыкающие к корпусу и станине;
- отверстие под пиноль.
При восстановлении плоских поверхностей применяют шабровку и шлифовку, а при обработке пиноли — расточку.

Шлифовку плоских поверхностей направляющих выполняют на продольно-шлифовальном станке. Призматические поверхности доводятся до нормативного качества шабровкой. Расточка отверстия под пиноль производится двумя способами: на самом станке с помощью борштанги и с демонтажом на расточном станке.
Сферы применения
Токарный станок 1615 разработан специально для обработки относительно небольших деталей с применением быстрорежущего и твердосплавного инструмента. Его функционал позволяет обрабатывать не только металлические заготовки, но и детали из других материалов. Возможности представляемого оборудования расширены за счет дополнительных функций, таких, например, как нарезка метрической, дюймовой, а также модульной резьбы.
В зависимости от технических характеристик и параметров конкретной модели токарно-винторезные станки 1615 применяются в домашних условиях для штучного изготовления. Также допускается эксплуатировать их на промышленных предприятиях с целью серийного производства.
Можно ли использовать сжатый воздух при уборке станка ЧПУ?
В ходе проведения ежедневного обслуживания станка ЧПУ важно не только выполнить работу качественно, но, и приложить при этом как можно меньше усилий, и затратить как можно меньше драгоценного рабочего времени. Использование пистолета со сжатым воздухом намного быстрее освобождает труднодоступные участки конструкции станка ЧПУ от пыли и стружки, что позволяет производить уборку в несколько раз быстрее
Однако производители станков ЧПУ при обслуживании и уборке крайне не рекомендуют использовать сжатый воздух, и причин тут несколько:
- Пыль и грязь, в том числе, и образующаяся при обработке МДФ, и поднимаемая с бетонного пола, обладают хорошими абразивными свойствами. Забиваясь под высоким давлением струи сжатого воздуха даже в закрытые подшипники электрошпинделей, ШВП, линейных направляющих и прочих механизмов, абразивная пыль существенно сокращает их срок эксплуатации.
- Пыль, летящая в струе сжатого воздуха, может проникать внутрь электронных компонентов станка ЧПУ и осаживаться на электрических контактах. Спустя некоторое время плотность слоя пыли, осевшей на контактах, может достигнуть уровня, при котором электронное устройство выходит из строя.
- В сжатом воздухе могут присутствовать капли воды, которые при попадании на открытые металлические участки станка способны вызвать коррозию, при взаимодействии с контактами электрических выключателей и релейных устройств – их окисление, а при проникновении внутрь сложных электронных устройств – короткое замыкание.
- Эффективность уборки пыли сжатым воздухом стремится к нулю, так как легковесные фракции, поднимаются и зависают в воздухе, а через некоторое время оседают на поверхностях станка ЧПУ, на полу, на заготовках деталей, тем самым делая уборку не только бесполезной, но и неуместной.
- Поднятые в воздух частички пыли древесностружечных материалов, а также бетонных оснований пола, попадая в легкие человека, наносят вред его здоровью.
Как правило, при выполнении операций и обслуживании станка ЧПУ в производстве мебели и фасадов МДФ, сжатый воздух используется как наиболее быстрый и эффективный способ очистки рабочих столов от стружки и пыли. Для уборки остальных частей станка ЧПУ с помощью сжатого воздуха следует придерживаться некоторых рекомендаций:
- Обдувать фрезерный шпиндель можно только во включенном состоянии станка ЧПУ. Дело в том, что современные шпиндели подключены к системе сжатого воздуха, который создает внутри них область высокого давления, предотвращая тем самым попадание пыли в подшипники. Направлять струю сжатого воздуха внутрь вала электрошпинделя запрещается.
- В механизм быстрой смены инструмента фрезерного шпинделя предварительно следует установить патрон (оправку) с любым инструментом.
- Вблизи расположения подшипников и электрических устройств использовать пистолет со сжатым воздухом следует на максимальном удалении, достаточном только для сдува мелких слабозакрепленных фракций.
- Запрещается направлять струю сжатого воздуха на крыльчатки систем охлаждения шпинделей или электрического шкафа станка ЧПУ.
- Перед тем как пустить в ход пистолет со сжатым воздухом, все же необходимо воспользоваться пылесосом, щеткой или салфеткой.
Таким образом, при выполнении данных рекомендаций ежедневное техническое обслуживание станка ЧПУ действительно будет полезным, в том числе для обеспечения бесперебойной эксплуатации оборудования и продления его срока службы.
Текущий ремонт станка

Ремонт фрезерного станка
Текущий ремонт станка
Для поддержания производственной техники в исправном состоянии, необходимо не только выполнять техническое обслуживание, но и производить такие мероприятия, как текущий и капитальный ремонт. Оба вида мероприятий кардинально отличаются друг от друга, как преследуемыми целями, так и степенью трудоемкости, списком выполняемых работ и бюджетом (см. «Виды ремонта станков»).







Текущий ремонт станка (он же, эксплуатационный) — это комплекс мероприятий, направленных на устранение неисправностей и последствий износа отдельно взятых узлов и механизмов. В большинстве случаев такие работы не требуют вывоза агрегата за пределы производства, осуществляясь на месте установки, либо в ремонтных цехах предприятия. Проведение эксплуатационного ремонта не планируется заранее, поскольку связано с непредсказуемыми поломками. Соответственно, невозможно и заведомо определить объем работ и затраты на них.
Текущий ремонт станка предполагает два способа проведения — индивидуальный и агрегатный. При индивидуальном варианте восстановления, с машины снимаются все неисправные компоненты, реставрируются и монтируются на место. Агрегатный метод ремонта подразумевает установку деталей из резервов обменного фонда. Что касается поврежденных запчастей, то они ремонтируются и затем восполняют запасы фонда обмена. Данный способ позволяет существенно сократить сроки простоя оборудования.
Во время капитального ремонта, производится полная ревизия конструкции, что требует не только специально оборудованных площадей, но и особой квалификации специалистов. Агрегат разбирают на составные части, и после проверки на пригодность к использованию, детали разделяются на три группы — работоспособные, восстанавливаемые и неремонтопригодные. После замены изношенных комплектующих, станок собирают, тестируют и отлаживают.
В отличие от текущего, капитальный ремонт гарантирует исправную работу всех узлов на протяжении не менее десятка лет. Что касается эксплуатационных мероприятий, то в отношении агрегата, отслужившего 15-20 лет, они не дают уверенности в «завтрашнем дне», так как общая высокая изношенность механизмов, будет постоянно давать о себе знать сбоями то в одном, то в другом месте.
После капитального ремонта обо всех проблемах, связанных с выработкой ресурса, можно надолго забыть. К тому же, как правило, такие мероприятия сопровождаются модернизацией техники, благодаря которой устраняются несовершенства конструкции и улучшаются эксплуатационные параметры станка.
В целом же, капремонт возвращает паспортные нормы точности агрегата, тем самым, улучшая качество производимой продукции, а также, повышает безопасность, производительность, экономичность оборудования. Все это, вместе с наивысшим уровнем модернизации, по сравнению с закупкой новых станочных единиц, сократит расходы не менее, чем в два раза.
Конструкторское бюро «Модернизации промышленного оборудования» в Коломне принимает на текущий и капитальный ремонт станки старого и нового поколения, как отечественного, так и иностранного производства, +7, +7 (496) 613-20-02.
Источник
Техобслуживание токарных станков
Система смазки токарного станка устроена непросто: множество пар трения работают при неодинаковых нагрузках и скоростях, поэтому требуют применения разных смазочных материалов и способов их подачи.
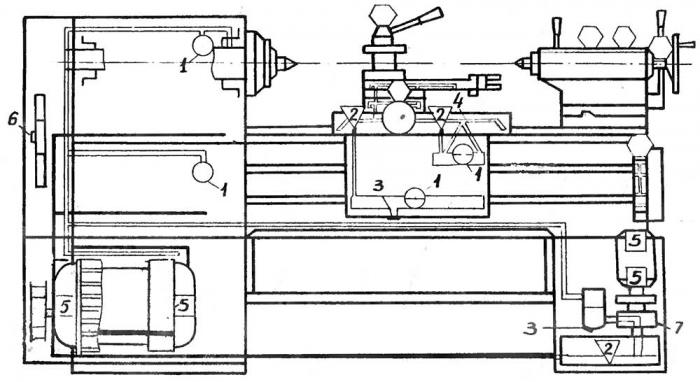 |  |
Какое масло заливать в токарный станок и чем смазывать направляющие? В масляный бачок льется индустриалка И-20А, в коробку подач и фартук – И-30А, в шпиндельную бабку – И-12А. Для смазывания направляющих рекомендуется применять масла с антискачковыми присадками.
Во время ежедневного технического обслуживания токарного станка следует проверять уровень масла по всем смотровым глазкам, при необходимости доливать.
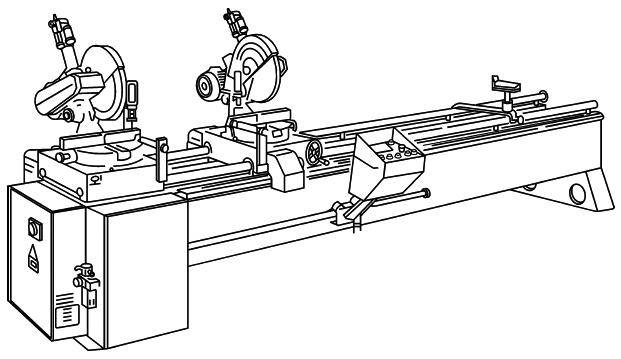
Токарно-винторезный станок. Назначение, принцип действия.

Токарно-винторезные станки являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и серийного производства.
Конструктивная компоновка станков практически однотипна.
Токарно-винторезные станки — это наиболее распространенная категория токарного металлообрабатывающего оборудования.
Это оборудования предназначены для выполнения разнообразных работ.
На этих станках можно обтачивать наружные цилиндрические, конические и фасонные поверхности, растачивать цилиндрические, конические отверстия, обрабатывать торцовые поверхности, нарезать наружную и внутреннюю резьбы, сверлить, зенкеровать и развертывать отверстия, производить отрезку, подрезку и другие операции.
Для нарезания резьбы метчиком и плашкой необходимо только главное движение, так как подача инструмента осуществляется самозатягиванием.
Стоимость ремонта
Цель капремонта – возобновить начальную точность и безопасность службы станка с израсходованным ресурсом. Цена капитального ремонта токарного станка, как правило, составляет менее 50% его рыночной стоимости: по этой причине производить ремонт дешевле, нежели приобретать новый. Помимо этого, ремонт зачастую заказывают для оригинальных станков, которые сняты с производства или делаются согласно спецзаказу.
Капитальный ремонт включает в себя:
инспекцию работоспособности оборудования перед разборкой;
- разборку, промывку, очитку, дефектовку изношенных деталей;
- шлифовку и восстановление базовой поверхности;
- замену деталей при ремонте узлов, если они не подлежат восстановлению;
- при необходимости – замену или усовершенствование электрической системы управления;
- гальванизацию или окраску деталей, если их нужно обработать таким образом;
- сборку отремонтированного станка;
- проверку оборудования на точность в соответствии с ТУ;
- проверку работы на холостом ходу и под нагрузкой;
- в итоге – сдачу в эксплуатацию.
Кроме этого цена за ремонт зависит от типа и вида токарною оборудования и от степени износа деталей.
Стоит понимать, что токарные станки – дорогостояще оборудование. Поэтому прежде чем приступить к самостоятельном ремонту, нужно взвесить все «за» и «против». При недостатке опыта, можно привести его в полную негодность.









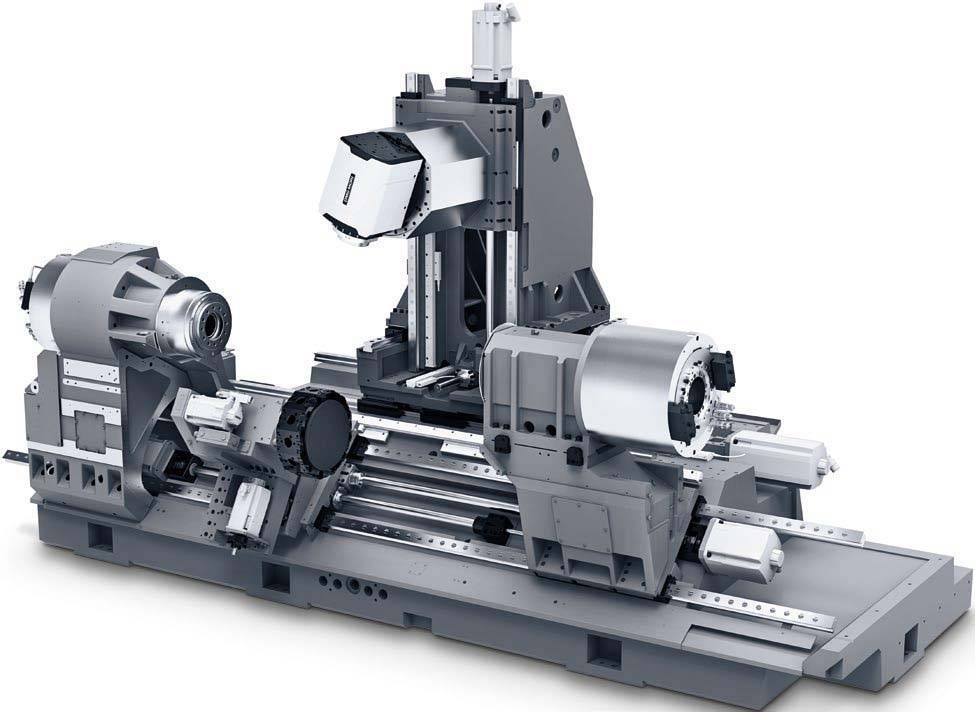
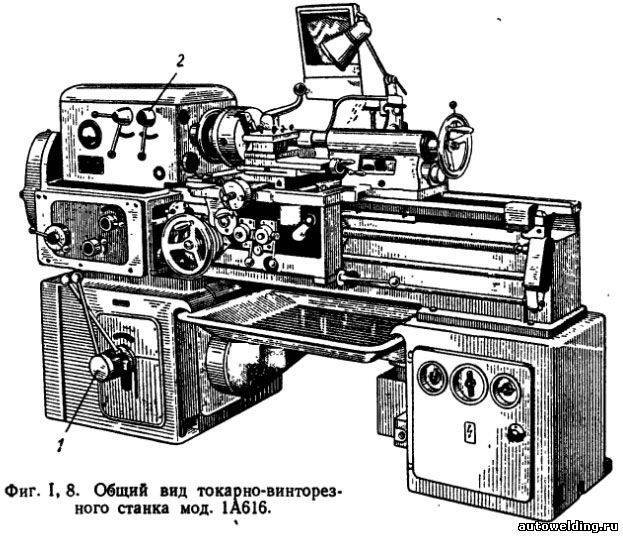
Обзор и схемы распространенных моделей
Среди разнообразного модельного ряда и нескольких поколений станков, которые выпускаются нашим производством, есть несколько моделей, которые продолжают пользоваться популярностью по своим техническим характеристикам и универсальным свойствам.
Все они используются на производстве или в бытовых условиях по сей день. При этом продолжают быть достойными конкурентами иностранным аналогам.
Это надежные, прочные и долговечные устройства, способные выполнять огромное количество самых разнообразных функций.
1Л532
Один из наиболее популярных на территории бывшего СССР станок, на котором успешно можно выполнять обработку заготовок средних и больших размеров.
В свое время данное оборудование успешно экспортировалось во многие страны мира. Класс точности – Н. Масса станка – 43 тонны.
16У04П
Оборудование повышенной точности. Наибольший диаметр детали, обрабатываемой над станиной – 200 мм. Масса станка – 750 кг.
1П611
Токарный станок 1И611, использующийся на производстве, в том числе и для обточки колес ЖД транспорта. По ГОСТу отличаются повышенной точностью и имеет возможность торможения шпинделя. Вес устройства 560 кг. Легко выполняет следующие функции:
- Сверление.
- Отрезка.
- Нарезание резьбы внутренней и наружной.
- Обработка различных поверхностей.
Наибольший диаметр заготовки над станиной – 250 мм.
1Д601
Этот станок лучше подходит для чисто бытового использования. Точность меньшая, чем у предыдущего станка. Отличается высокими показателями работы даже спустя много лет функционирования.
Перемещение суппорта, возможно только вручную. Масса всего станка около 30 кг. В связи, с небольшими габаритами максимальная длина обрабатываемой заготовки – 18 см.
16К40
Одна из наиболее популярных моделей, которая реально завоевала популярность среди мастеров. Относится к среднему классу оборудования с классом точности Н.
Начиная с 1932 года в СССР выпущено несколько десятков тысяч самых разных токарно-винторезных станков. Они использовались не только на производстве, но и для обучения молодежи, в школах, училищах, да и у многих настольные станки были в гаражах, домах, собственных мастерских.
Выбор смазки для направляющих
Лучшая смазка для направляющих – та, которая указана в паспорте оборудования. В случае его утери выбирать, чем смазывать направляющие станка, следует с учетом:
их типа;
расположения в пространстве;
материала трущихся поверхностей;
диапазона рабочих температур.
Для смазки горизонтальных направляющих скольжения используются антискачковые масла 68 класса вязкости по ISO, вертикальных – 220 класса.
Какая смазка лучше для направляющих качения, зависит от скоростного режима работы и степени нагрузки – чем меньше скорость и выше нагрузка, тем более вязким и плотным должен быть смазочный материал.
Решая, чем смазывать линейные направляющие станка, необходимо учитывать особенности их конструкции, скорость перемещения, удельные рабочие нагрузки. Тяжелонагруженные механизмы требуют применения высоковязких противозадирных смазок, скоростные – масел малой вязкости с улучшенными антифрикционными свойствами.







Масла серии Mobil Vactra Oil существенно облегчают подбор смазочного материала для направляющих: они подходят для любых комбинаций материалов трущихся пар.





