

ОКУН.
Общероссийский классификатор услуг населению (ОКУН) является одной из составных частей (ЕСКК ТЭИ), был разработан для решения задач:
- изучение спроса населения на необходимые услуги;
- усовершенствование и развитие стандартизации в сфере услуг предоставляемых населению;
- прогнозирование и учет объема реализации услуг необходимых населению;
- осуществление сертификации предоставляемых услуг с целью обезопасить жизнедеятельность населения и сохранить окружающую среду не причиняя вреда здоровью и имуществу и др.
Объектами классификации выступают услуги оказываемые населению, организациями и предприятиям с различными правовыми формами собственности, применяющими различные методы и формы обслуживания.
Классификатор ОКУН (ОК002-93) утрачивает силу с 01.01.2016 года.
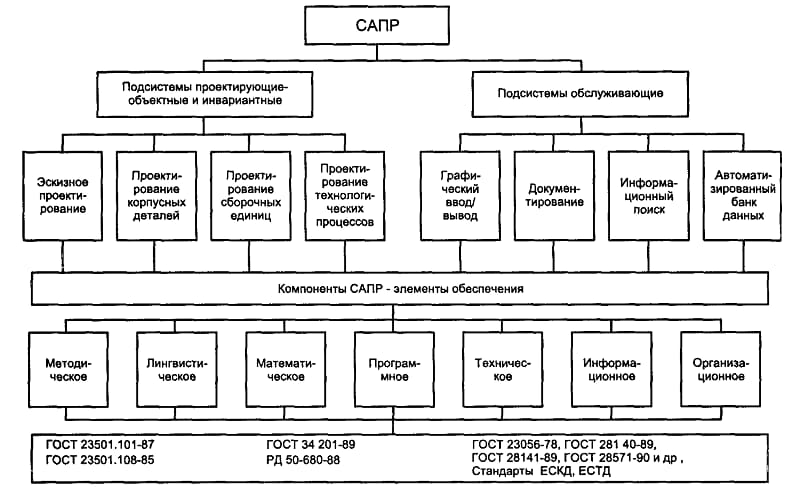
Общие понятия автоматизированной системы
Автоматизированная система, сокращенно АС – это система, в состав которой входит объект управления и управляющие системы, некоторые функции в таких системах отведены выполнению человеком. АС – это организационно-техническая система, которая гарантирует выработку решений, основанных на автоматизации информационных процессов во всевозможных отраслях деятельности (производство, управление, проектирование, экономика).
Все функции автоматизированных систем направлены на достижения определенной цели посредством определенных действий и мероприятий. Основополагающая цель АС – наиболее эффективное использование возможностей и функций объекта управления.
Выделяют следующие цели:
- Обеспечение релевантных данных, необходимых для принятия решения.
- Более быстрый и качественных сбор информации и ее обработке.
- Уменьшение числа решений, которые обязано принимать лицо, принимающее решения (ЛПР).
- Увеличение контроля и дисциплинарного уровня.
- Оперативное управление.
- Уменьшение затрат ЛПР на реализацию процессов.
- Четко обоснованные принимаемые решения.
Из Википедии — свободной энциклопедии
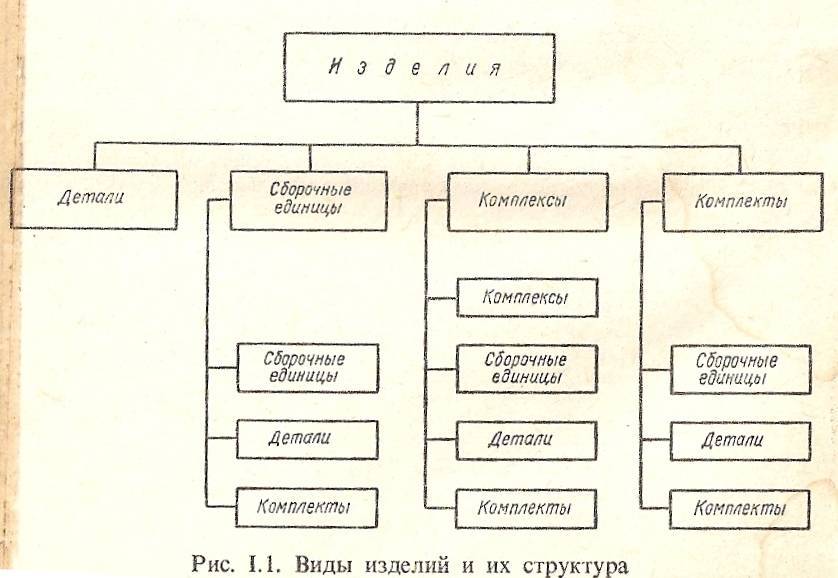
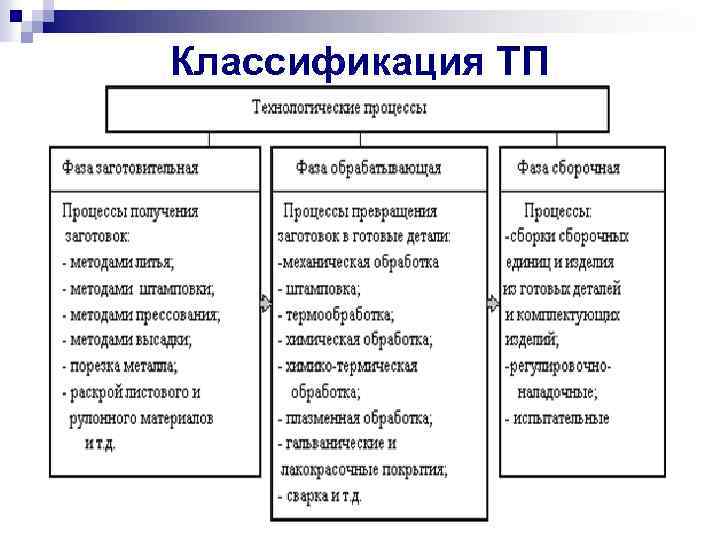
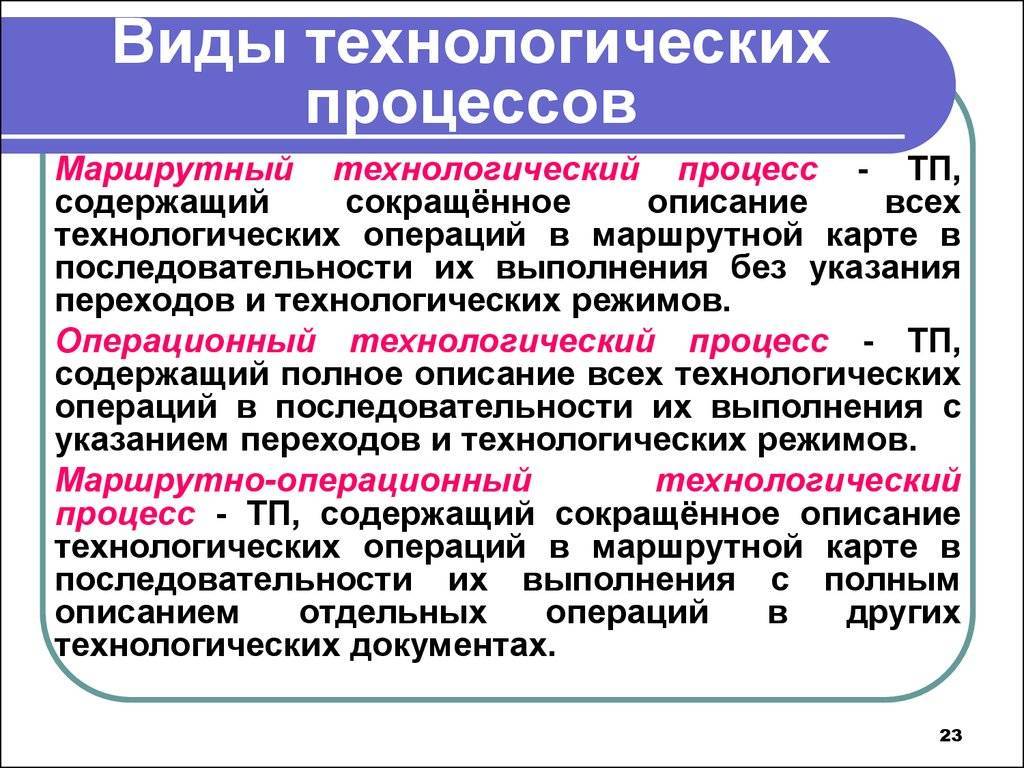
Технологи́ческий проце́сс (сокращенно ТП) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
Практически любой технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных (в пределе — элементарных) технологических процессов.
Элементарным технологическим процессом или технологической операцией называется наименьшая часть технологического процесса, обладающая всеми его свойствами. То есть это такой ТП, дальнейшая декомпозиция которого приводит к потере признаков, характерных для метода, положенного в основу данной технологии. Как правило, каждая технологическая операция выполняется на одном рабочем месте не более, чем одним сотрудником. Примером технологических операций могут служить ввод данных с помощью сканера штрих-кодов, распечатка отчета, выполнение SQL-запроса к базе данных и т. д.
Технологические процессы состоят из «технологических (рабочих) операций», которые, в свою очередь, складываются из «технологических переходов».
Это интересно: Сушка пиломатериалов — технология процесса и методы сушки древесины
Определение и характеристика
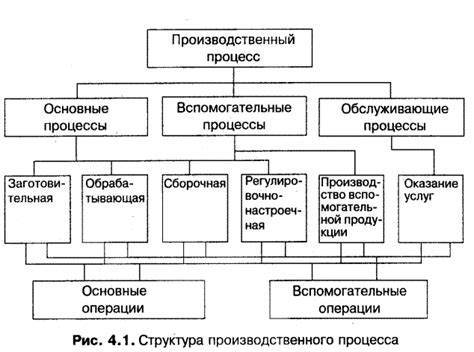
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
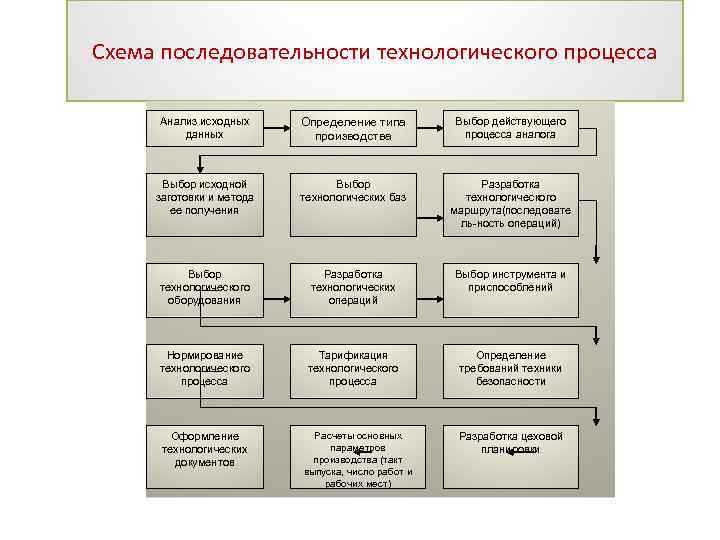
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы
При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.



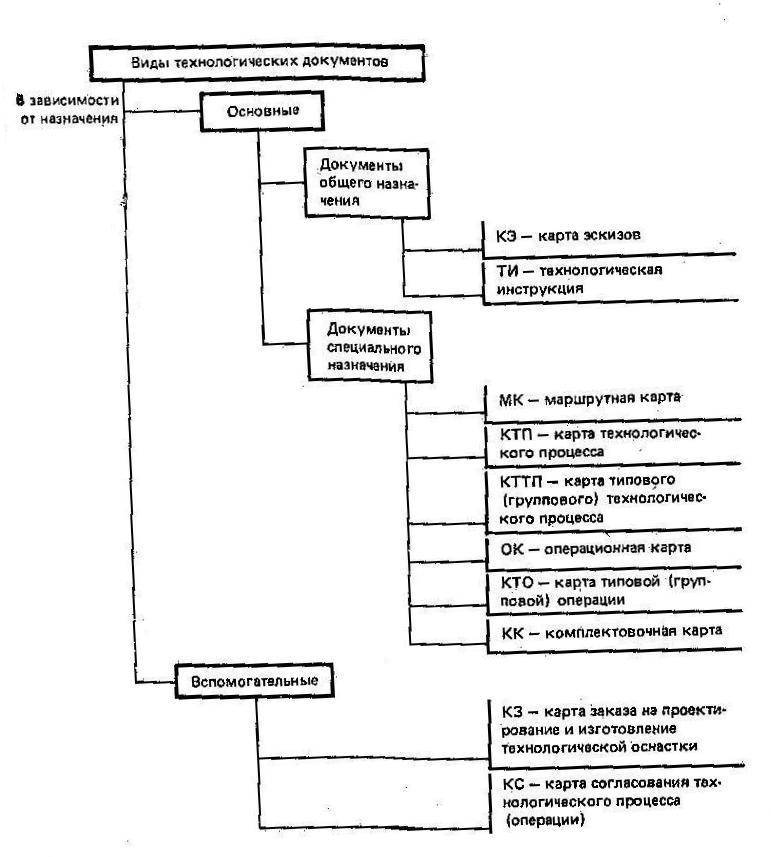
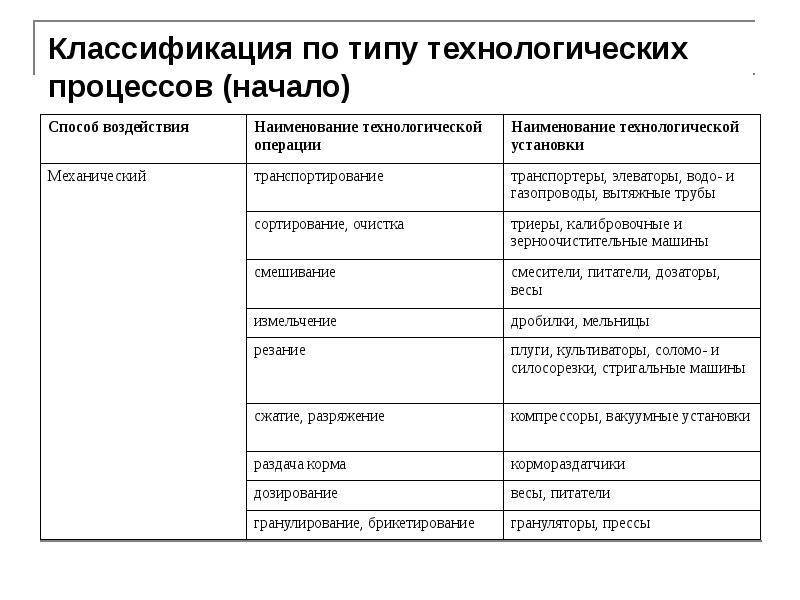
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
Технологическая карта
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
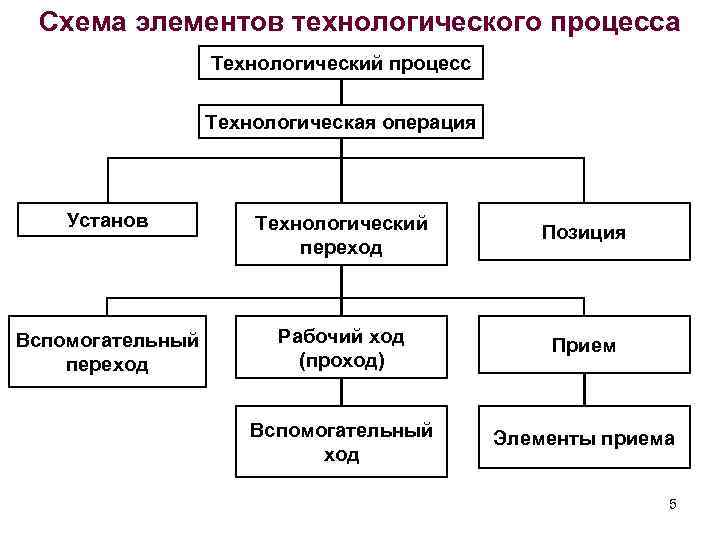
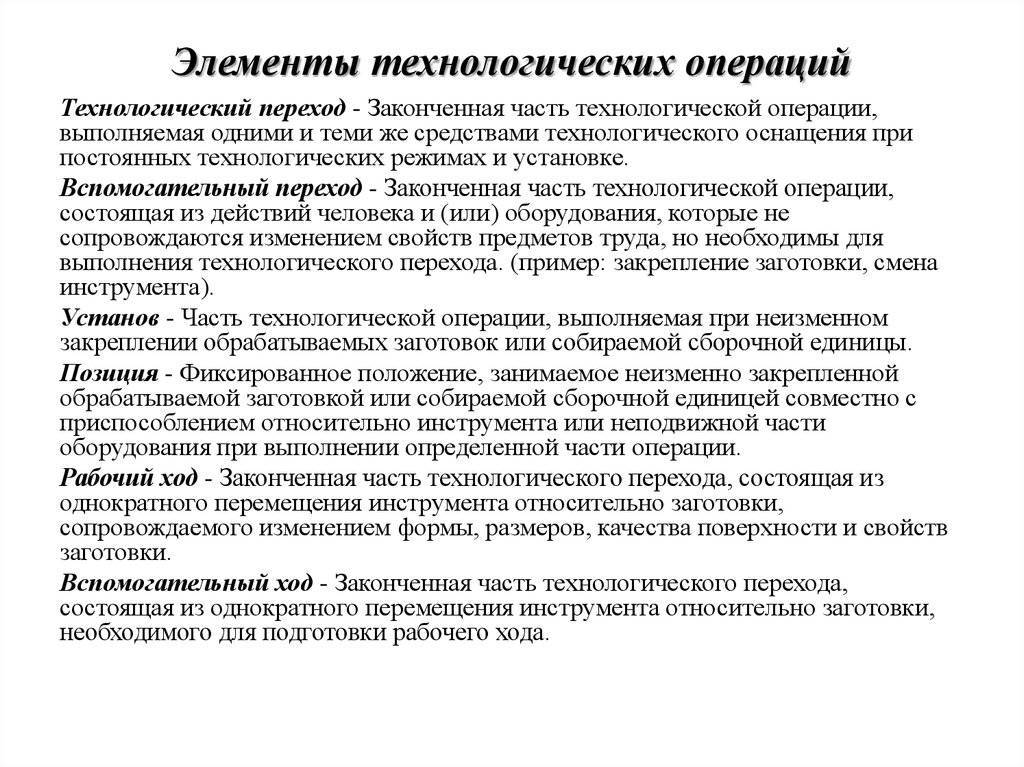
Основные элементы
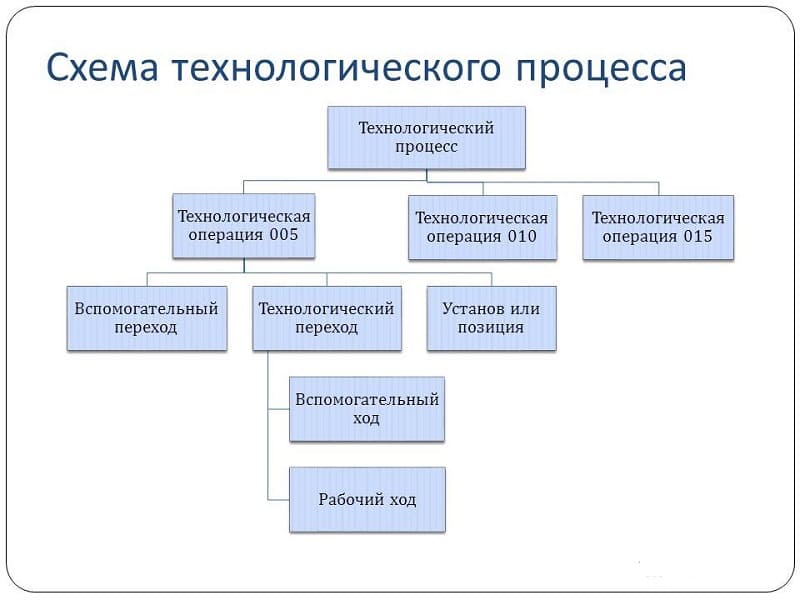
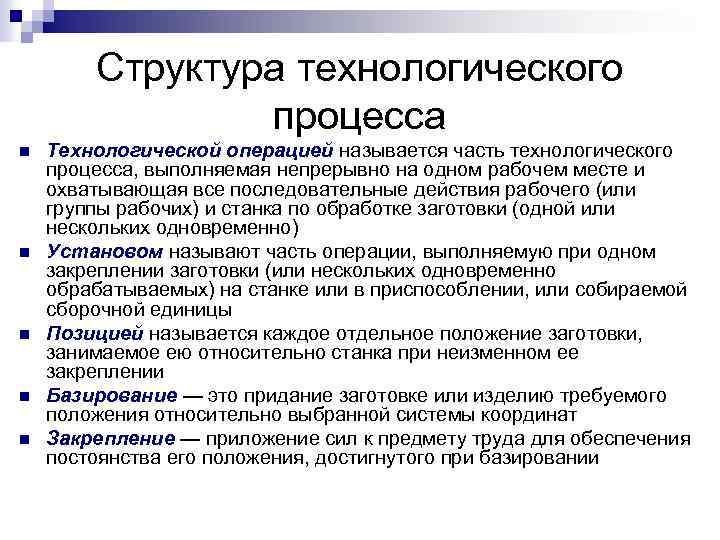
Выделяют самые различные элементы технологической операции. Основными можно назвать следующие:
- Установка. Эта часть технологической операции, выполняемая при неизменном закреплении, проводится в самом начале. Ей уделяется также довольно много внимания, так как допущенные ошибки могут стать причиной смещения заготовки при ее обработке.
- Позиция. Законченная часть технологической операции, характеризуемая постоянством, должна проводится при фиксировании положения заготовки. Стоит учитывать, что на данном этапе может проводиться и сборка технологической оснастки, которая отвечает за непосредственную фиксацию заготовки.
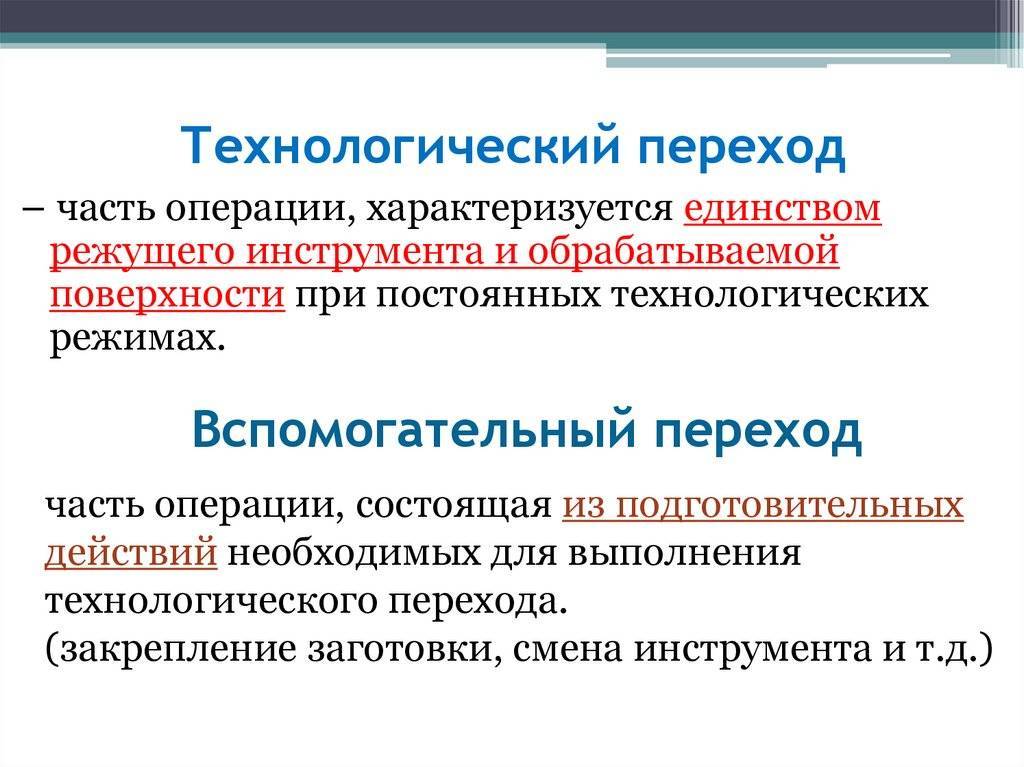
- Технологический переход. Технологический процесс перехода могут осуществляться в рамках одной операции без изменения ранее установленных режимов работы. Он осуществляется в случае, когда обработка заготовки не может быть завершена по причине недостаточной функциональности оборудования. Количество переходов во многом зависит от того, насколько сложна заготовка. Нумерация переходов проводится с учетом последовательности механической обработки заготовки.
- Рабочий ход. Именно этот элемент технологической операции считается наиболее важным, так как он обеспечивает механическое удаление материала с поверхности для придания требуемой формы и размеров. Как правило, совершается перемещение инструмента относительно поверхности заготовки с заданными параметрами при определенном углублении режущей кромки в обрабатываемый материал. Также при рабочем ходе обеспечивается обработка поверхности для получения определенной шероховатости. Рабочий ход может быть продольным или поперечным, при этом определяется глубина и скорость резания, а также многие другие параметры. Как правило, он более продолжительный и точный, рассчитан на оказание серьезного механического воздействия на рабочий орган.
- Вспомогательный ход. Он также является неотъемлемой частью технологического процесса. Вспомогательный ход представлен однократным перемещением инструмента относительно заготовки, однако при этом не происходит изменение формы, размеров и других параметров заготовки. Применяется вспомогательный ход в большинстве случаев для смещения основных органов относительно заготовки. Примером можно назвать подвод инструмента в зону резания, а также фиксирующего элемента.
- Наладка. Перед непосредственным производством проводится наладка оборудования, а также применяемой оснастки. Наладка предусматривает установку всех приспособлений, выверку размера инструмента и их положения. Наладочному процессу уделяется довольно много внимания, так как неправильная фиксация инструмента может привести к весьма серьезным последствиям. Сложнее всего провести наладку станков с ЧПУ, так как они должны обеспечивать высокую точность обработки. Кроме этого, часто финишным этапом проводимой наладки становится контрольная обработка заготовки, в ходе которой определяется точность и другие моменты.
- Подналадка. Еще одним вспомогательным процессом можно назвать подналадку, которую выделяют крайне редко. Она предусматривает регулировку технологического оборудования или применяемой технологической оснастки. В некоторых случаях только после того, как было налажено производство можно определить неправильное позиционирование инструмента и технологической оснастки.
- Технологическое оборудование. Также встречаются различные средства обеспечения проводимой процедуры. В эту категорию относят материалы и заготовки, а также требуемую оснастку. Встречается в продаже просто огромное количество различной оснастки, которая существенно упрощает поставленную задачу по обработке заготовки самой различной формы и размеров.
- Технологическая оснастка. Это определение применяется для определения технологического оснащения, без которого провести обработку заготовки практически невозможно. Она может быть самой различной, подбирается в зависимости от того, какая процедура проводится.
В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
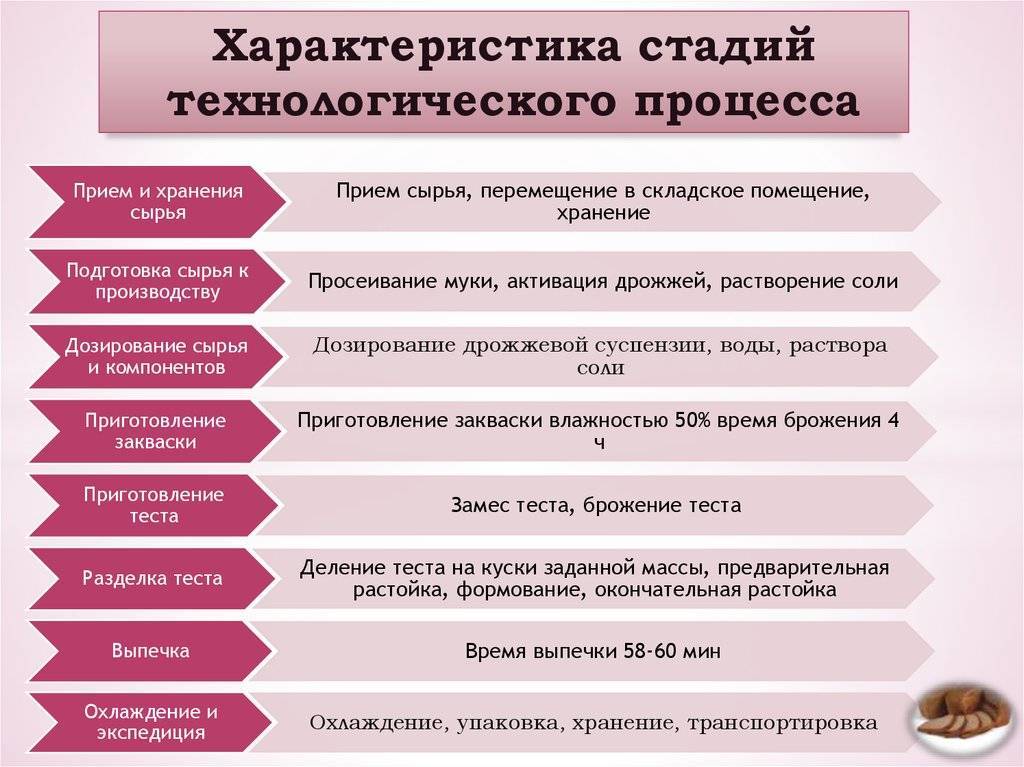
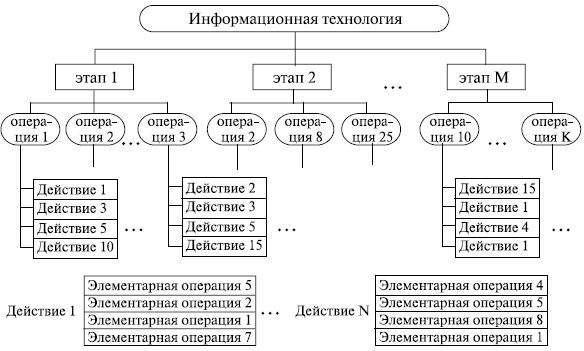
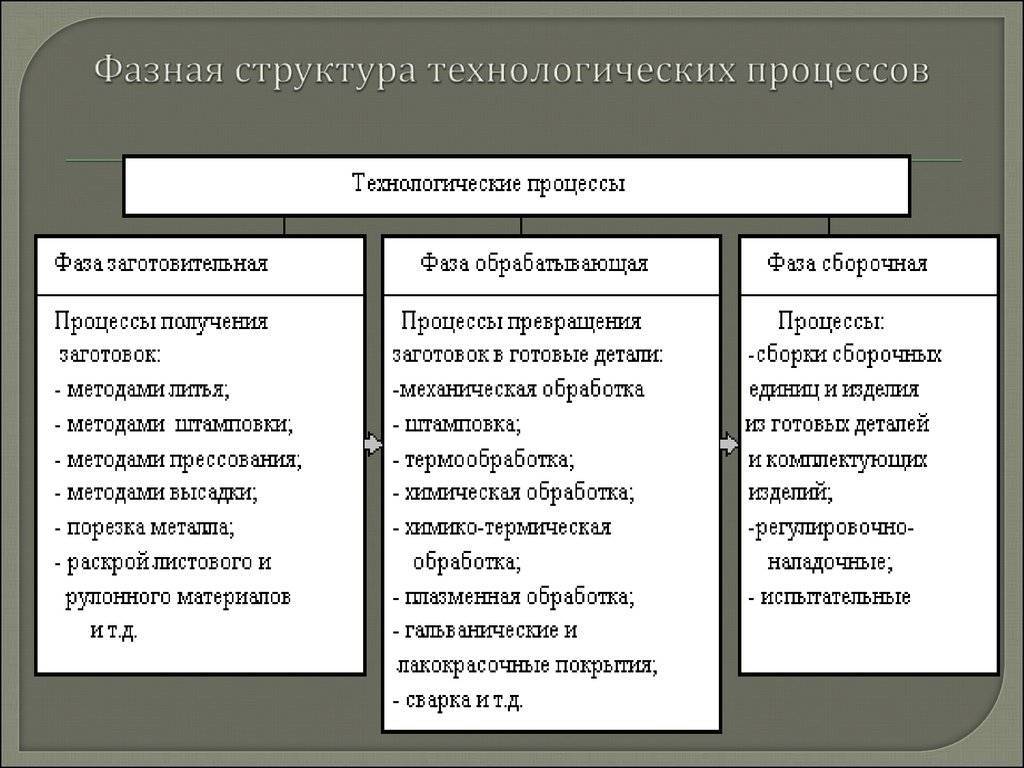
Этапы технологического процесса
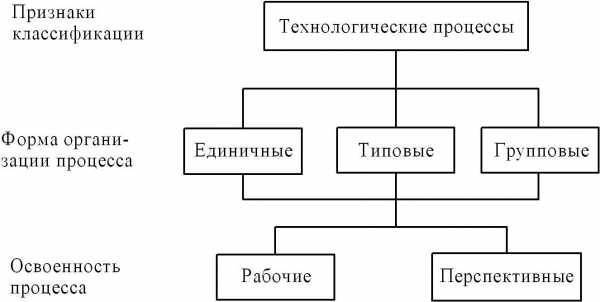
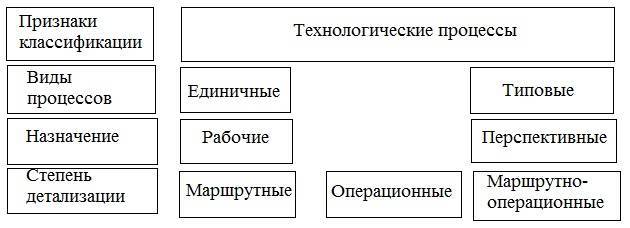
Технологические процессы
ИТ отличается от информационной системы тем, что помимо технических и программных средств обработки данных обязательно включает в себя регламенты (организационно-методическое обеспечение), описывающие организацию процессов обработки данных. Эти процессы принято называть технологическими.
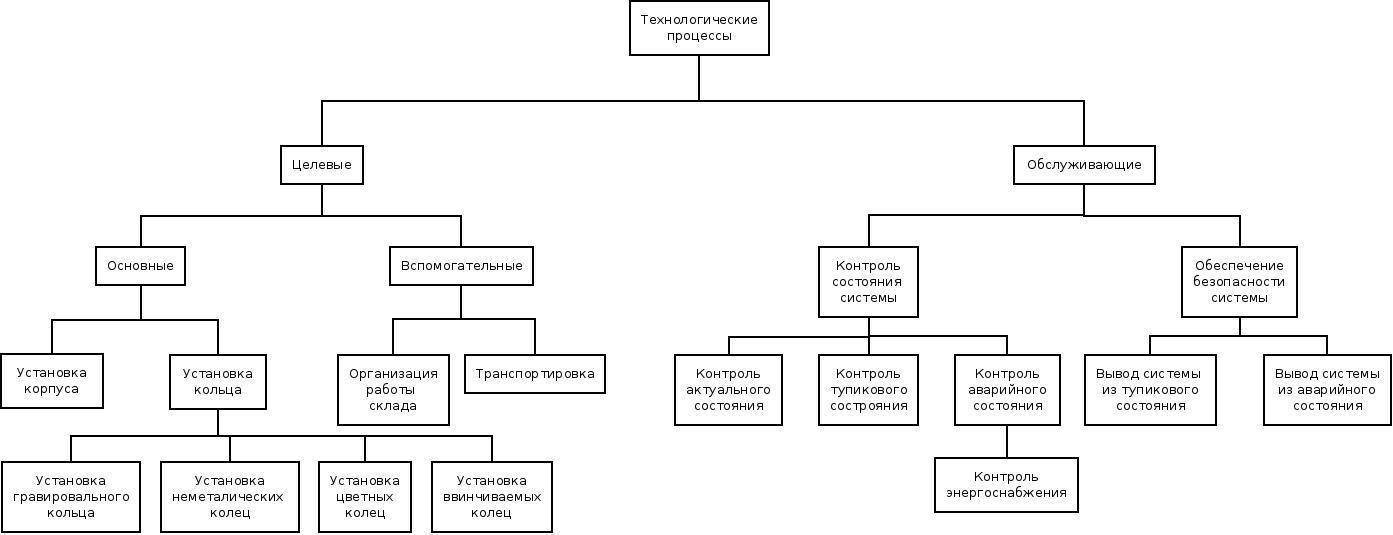
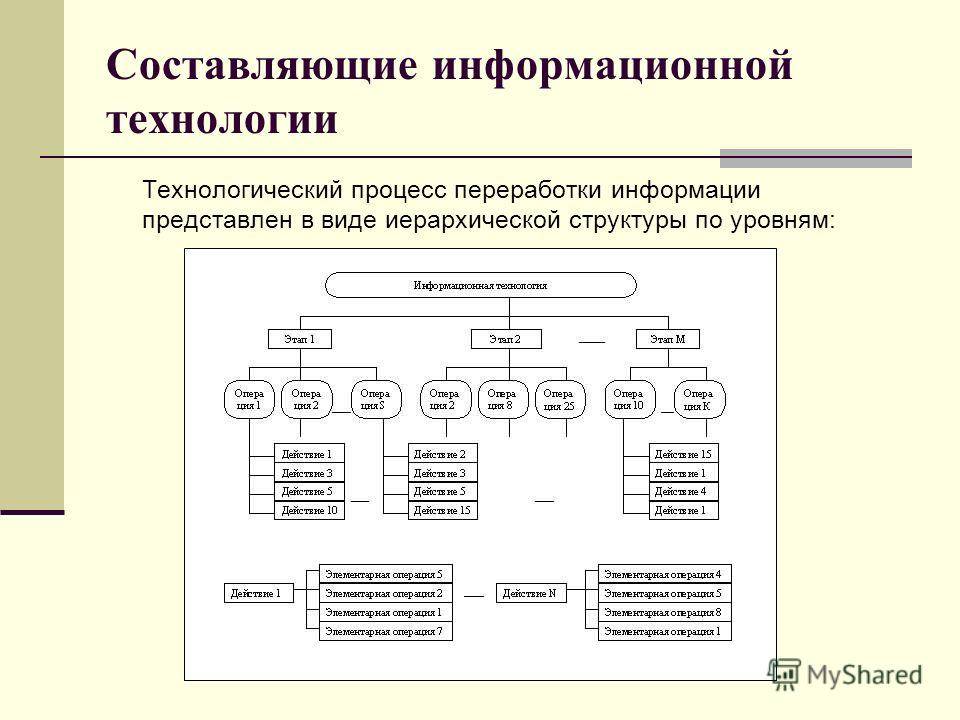


Технологический процесс (ТП) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
Практически любой технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных (в пределе — элементарных) технологических процессов.
Элементарный технологический процесс (технологическая операция) — наименьшая часть технологического процесса, обладающая всеми его свойствами. Т.е. это такой ТП, дальнейшая декомпозиция которого приводит к потере признаков, характерных для метода, положенного в основу данной технологии.
Как правило, каждая технологическая операция выполняется на одном рабочем месте не более, чем одним сотрудником. Примером технологических операций могут служить ввод данных с помощью сканера штрих-кодов, распечатка отчета, выполнение SQL-запроса к БД и т.д.
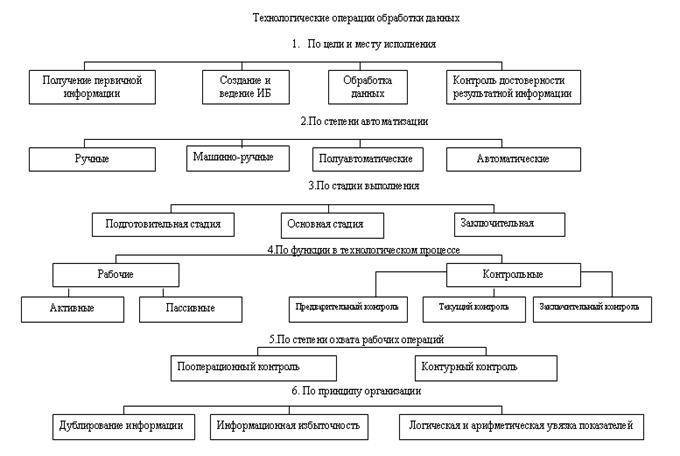
Технологический процесс обработки данных можно разделить на 4 укрупненных этапа:
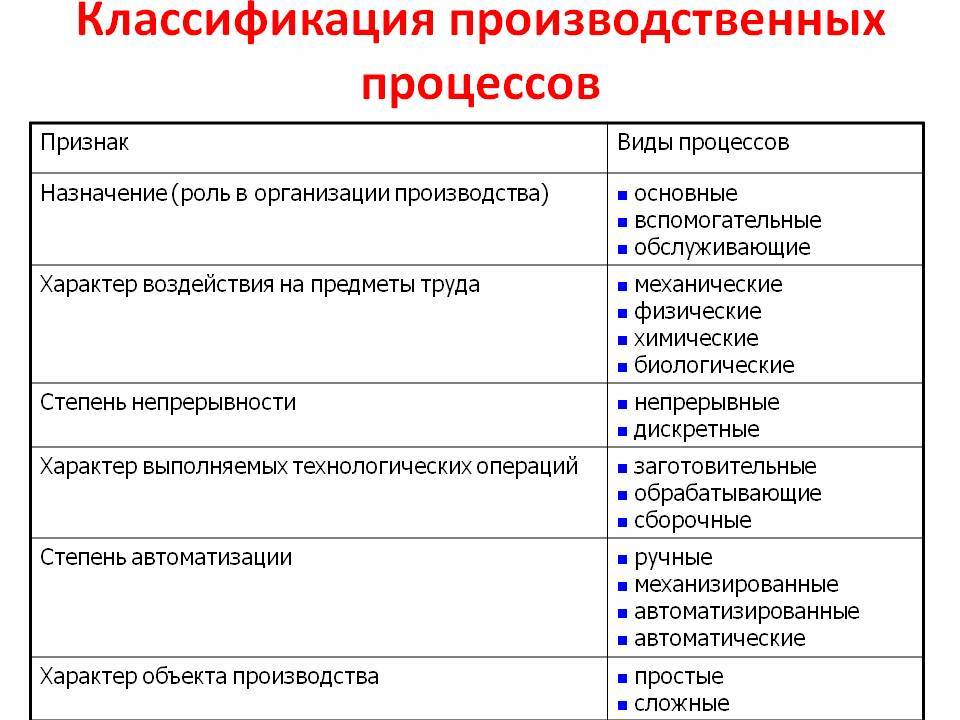
1. Начальный (первичный). Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т.д.) По способам осуществления сбора и регистрации данных различают следующие виды ТП:
— механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т.д.);
— автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей;
— автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
2. Подготовительный (прием, контроль, регистрация входной информации и перенос ее на машинный носитель). Различают визуальный и программный контроль, позволяющий отслеживать информацию на полноту ввода, нарушение структуры исходных данных, ошибки кодирования. При обнаружении ошибки производится исправление вводимых данных, корректировка и их повторный ввод;
3. Основной. Непосредственно обработка информации. Предварительно могут быть выполнены служебные операции, например, сортировка данных.
4. Заключительный (контроль, выпуск и передача результатной информации, ее размножение и хранение).
Категории автоматизированных систем
Классификация структур автоматизированных систем в промышленной сфере разделяется на такие категории:
Децентрализованная структура. Система с данной структурой применяется для автоматизации независимых объектов управления и является наиболее эффективной для этих целей. В системе имеется комплекс независимых друг от друга систем с индивидуальным набором алгоритмов и информации. Каждое выполняемое действие осуществляется исключительно для своего объекта управления.
Централизованная структура. Реализует все необходимые процессы управления в единой системе, осуществляющей сбор и структурирование информации об объектах управления. На основании полученной информации, система делает выводы и принимает соответствующее решение, которое направлено на достижение первоначальной цели.





Централизованная рассредоточенная структура. Структура функционирует по принципам централизованного способа управления. На каждый объект управления вырабатываются управляющие воздействия на основании данных обо всех объектах. Некоторые устройства могут быть общими для каналов.
Алгоритм управления основывается на комплексе общих алгоритмов управления, реализующиеся с помощью набора связанных объектов управления. При работе каждый орган управления принимает и обрабатывает данные, а также передает управляющие сигналы на объекты. Достоинством структуры является не столь строгие требования относительно производительности центров обработки и управления, не причиняя ущерба процессу управления.
Иерархическая структура. В связи с возрастанием количества поставленных задач в управлении сложными системами значительно усложняются и отрабатывающиеся алгоритмы. В результате чего появляется необходимость создания иерархической структуры. Подобное формирование значительно уменьшает трудности по управлению каждым объектом, однако, требуется согласовать принимаемые ими решения.
Принципы составления
Технологическая схема должна составляться в строгой последовательности и соответствии с основными принципами. Она должна включать методы и способы производства, правила выполнения технологических процессов, условия работы, четкий порядок и последовательность этапов. Если производство сложное и объемное, для каждого отдельного этапа может быть разработан индивидуальный проект.
Вектора в данном случае указывают на движение продукта. Главная задача проектирования в том, что вектора должны быть направлены в одну сторону, если существует поступательно-возвратное перемещение продукта между блоков, это усложняет восприятие информации. Все должно быть четко понятно и структурировано, читая схему, инженер должен понимать все процессы, от начала поступления сырья, до хранения готового продукта.
Часто блочные схемы дополняются буквенными и цифровыми данными, указывающие на тип оборудования. Операции могут выражаться в виде треугольников, кругов, прямоугольников и других геометрических фигур. Это значительно упрощает процесс чтения, и делает ее меньше и лаконичнее.
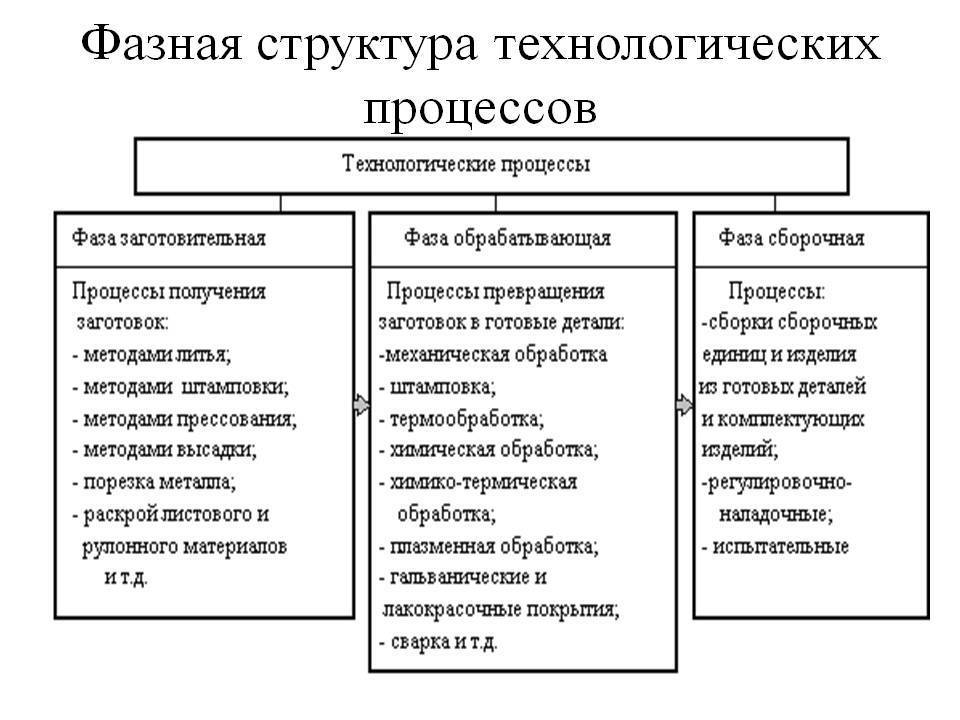
Типовая принципиальна технологическая схема обычно содержит перечень следующих этапов:
- Этап приема основного сырья, заготовок, готовых элементов и дополнительных компонентов, расположение в складских помещениях с описанием процесса погрузочных работ.
- Первичная обработка сырья или заготовок.
- Основной этап производства, предусматривающий изготовление ключевых деталей, компонентов или узлов готового продукта.
- Этап монтажа и комплектации товара, предусматривающий соединение полученных ранее компонентов и узлов.
- Упаковка готового товара.
- Отгрузка товара на склад для хранения или поставка покупателям.
Конечно же, разработка принципиальной аппаратурно-технологической схемы может значительно отличаться в зависимости от типа производимой продукции. В некоторых случаях она может занимать несколько листов, а в некоторых – более сотни страниц.
К счастью, в наше время составлять схемы вручную не нужно, существует определенный набор компьютерных программ, позволяющих упростить и ускорить процесс выполнения проекта. К таким программам можно отнести CADE, Concept Draw Pro и Diagram Designer. Они имеют определенные шаблоны, основываясь на которых можно создавать собственный проект. Имеющийся функционал упрощает процесс создания схем, диаграмм и графиков, вводя исходные данные.
Очень важно постоянно усовершенствовать первичный проект, исходя из полученной информации в процессе производства. Если проект разрабатывается для нового предприятия, ее стоит расширить, включив несколько дополнительных разделов, регламентирующих следующие операции:
Если проект разрабатывается для нового предприятия, ее стоит расширить, включив несколько дополнительных разделов, регламентирующих следующие операции:
Подготовка помещения.Если планируется строительство нового помещения, следует рассчитать минимально возможною площадь производственного отдела и складов. Если планируется эксплуатация готового помещения, лини производства должны располагаться компактно, в соответствии с конструктивными особенностями здания, а также не мешать свободному перемещению грузов и работников. Должна учитываться пожарная безопасность.
Подготовка оборудования.Оборудование подбирается в зависимости от объемов, характеристик помещения и объема капитальных вложений. Предпочтение отдается компактным моделям, позволяющим выполнять такой же объем работ, как и более габаритные аналоги. При этом все элементы линии должны полноценно совмещаться и работать в комплекте. При возможности проектируется установка автоматизированных систем.
Подготовка персонала.Персонал предприятия должен иметь необходимую квалификацию, при необходимости пройти дополнительное обучение или инструктаж по эксплуатации оборудования


Важно, чтобы работники соблюдали правила безопасности и трудовой дисциплины, а также полностью понимали и разбирались в технологической схеме изготовления своего продукта. Важно наладить вертикаль управления, информация должна быстро передаваться от исполнителей к руководству, а в обратном направлении – приказы и постановления.
Если технологическая схема разработана с соблюдением необходимых требований, производственное помещение ей отвечает, а сотрудники четко понимают свои обязанности, эффективность изготовления товара будет на высоком уровне.
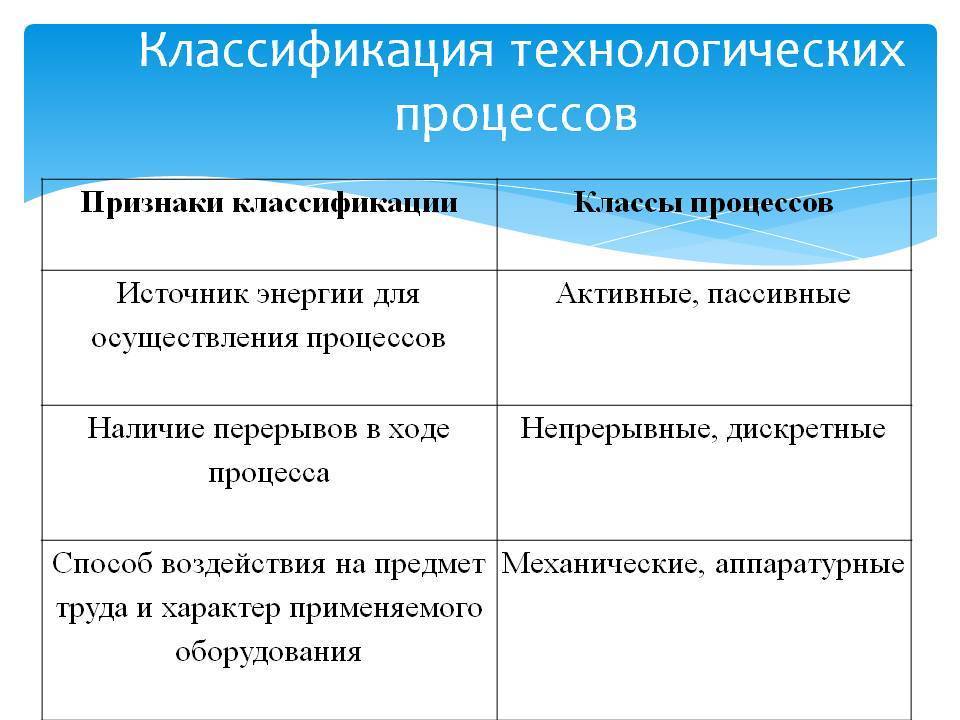
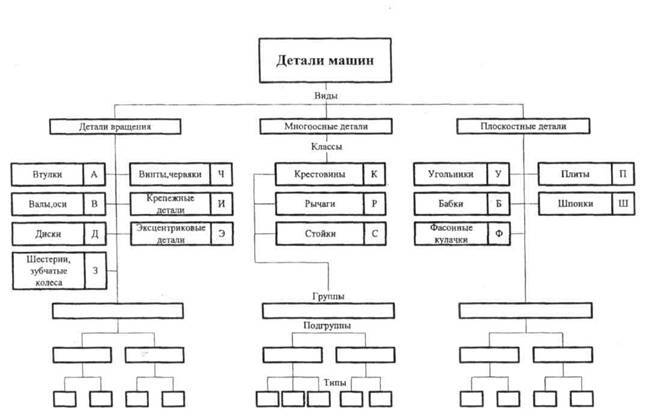
Классификация станочных приспособлений
В зависимости от типа используемого станка приспособления классифицируют на: токарные, сверлильные, фрезерные, расточные и другие.
В зависимости от уровня механизации приспособления могут быть: с применением ручного зажима, механического, полуавтоматического и автоматического вида.
По степени специализации выделяют следующие типы станочных приспособлений:
- УП – универсальные приспособления. Предназначены для обработки различных деталей. Использование таких приспособлений не требует замены установочных и зажимных элементов.
- Специальные приспособления. Применяют для обработки определенного вида деталей.
Переналаживаемые приспособления.
Переналаживаемые приспособления подразделяется на следующие группы:
универсально-наладочные приспособления (УНП). Состоят такие приспособления из двух основных частей: постоянной (универсальной) и сменной (наладочной), используются для обработки деталей близких по конструктивно-технологическим признакам ко всем типам станков серийного производства ;
специализированные наладочные приспособления (СНП). Состоят из базового агрегата и сменной наладки, базовая часть представляет собой на 80% готовое приспособление и наладок, применяется для геометрически подобных заготовок в серийном производстве;
универсально-сборные приспособления (УСП). Представляют собой приспособления, собираемые из набора ранее изготовленных деталей и сборочных единиц. Из комплекта УСП можно очень быстро собрать различные фрезерные, сверлильные, токарные и другие приспособления.
По целевому назначению приспособления делят на пять групп:
- станочные приспособления;
- приспособления для крепления рабочих инструментов;
- сборочные приспособления;
- контрольные приспособления;
- приспособления для захвата, перемещения и перевертывания обрабатываемых заготовок.
ОКП.
В связи с большим количеством (множеством) видов и разнообразием наименований выпускаемой отечественным производителем продукции, появилась необходимость ввода ОКП. С момента введения, классификатор обеспечивает учет сельскохозяйственной и промышленной продукции, с его вводом все товары систематизированы в группы и имеют обусловленные коды и наименования, кроме этого код ОКП используется при оформлении отказных писем для торговли. В системе сертификации ГОСТ Р согласно ее требований при заполнении заявления на получение сертификата или иных разрешительных документов, необходимо указывать ОКП.
Для упрощения использования ОКП состоит из:
- классификационная (К-ОПК)- это свод кодов, наименования классификационных групп систематизирующих продукцию по общим признакам и в основном, потребительского характера;
- ассортиментная (А-ОПК) – свод, определенных, наименований и кодов, которые относятся к определенной группе, разрешающих идентифицировать продукцию, элементы ассортимента, марки и ее типы.
В 1985г. была создана ОПК классификационная и на момент создания включала примерно 60000 классификационных группировок, при построении ее использовали метод иерархической классификации.
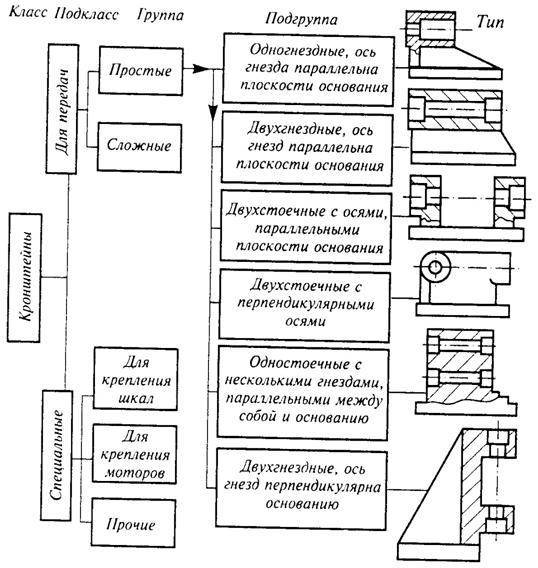


Продукция разделена по особо важным признакам на 5ступеней классификации:
- класс
- вид
- группа
- подкласс
- подгруппа.
Такая ступень классификации, как вид, рассматривается более конкретно в ассортиментной части ОПК и является многотомным изданием наименований и кодов конкретной продукции.
Любая позиция ОКП состоит из шестизначного (ХХХХХХ) — цифрового кода, однозначного (Х) — контрольное число и название группы продукции.
Например, 560000 (код ОКП) 6 (контрольное число) Мебель (наименование).
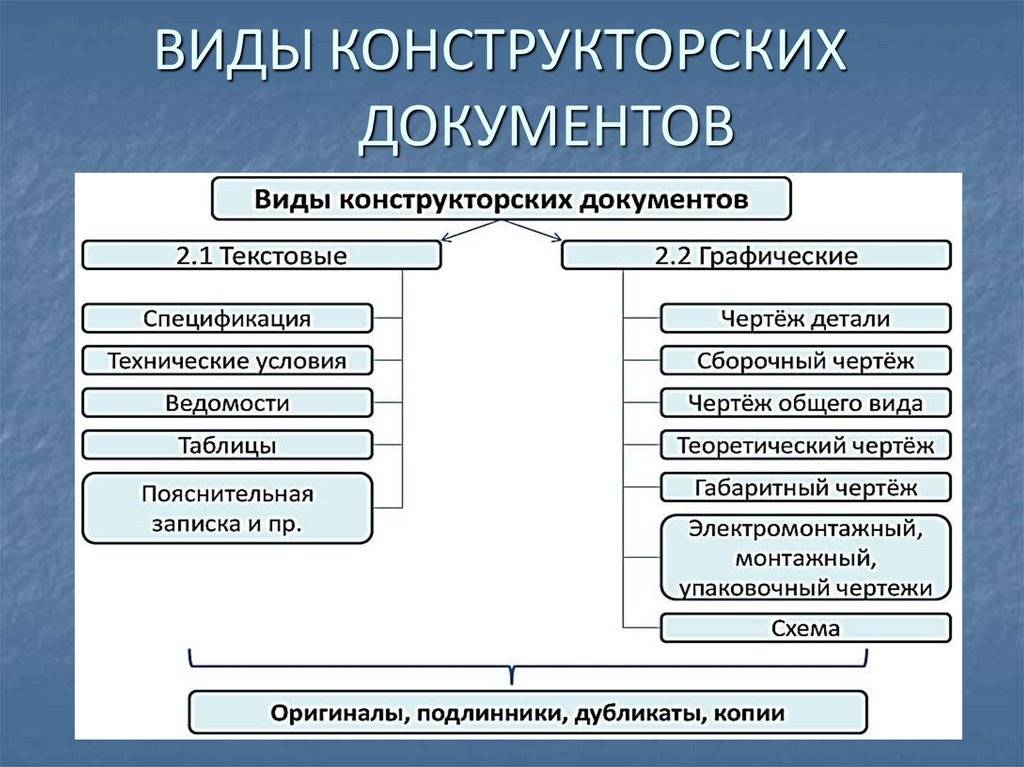
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Любое столярное изделие изготовляется по общему и рабочим чертежам и на основании технологических карт. На общем чертеже (находится обычно в конторе цеха) изображено в трех проекциях и в разрезах изделие и показаны сложные узлы. Рабочие чертежи разрабатываются на каждый узел и каждую деталь. На них изображения даются в большом масштабе, с точным показом форм и простановкой всех размеров деталей.Рабочий чертеж выдается на руки рабочему. К нему всегда нужно обращаться для проверки точности выполнения работы.Важнейшим технологическим документом является технологическая карта. Технологические карты составляют на изготовление каждой детали, на сборку каждого узла, комбината, изделия в целом, на отделку изделия. В них указываются все операции независимо от их сложности. К технологической карте прилагается объяснительная (инструкционная) записка, в которой содержатся необходимые указания относительно выполнения операций и технические условия.Иногда, главным образом для внешней отделки, составляют технологические карты на каждую отдельную операцию. Такие карты называются операционными. В них указываются: 1) назначение операции; 2) способы ее выполнения; 3) инструменты и приспособления; 4) материалы; 5) требования к выполненной работе; 6) нормы расхода материала; 7) норма времени. К технической документации относится наряд, содержащий производственное задание. В нем указываются: вид и объем работы, срок выполнения, расценки. Наряд нужно всегда получать до начала работы. Если наряд выдан на бригаду, полезно всей бригадой обсудить содержащееся в нем задание и наметить пути к наилучшему его выполнению. После окончания работы наряд «закрывается», т. е. в нем проставляются все необходимые сведения отчетного характера, и сдается в контору цеха. По закрытому наряду начисляется заработная плата.





