Введение
Целью курсового проекта является изучение вопросов монтажа, технической эксплуатации и ремонта токарно-револьверного станка модели 1А616.
Для достижения цели необходимо решить следующие задачи:
— изучить общие сведения о станке;
— рассмотреть схему и систему смазки;
— рассмотреть технологический процесс монтажа;
— рассчитать фундамент;
— рассмотреть мероприятия по техническому обслуживанию, эксплуатации и ремонту;
— рассчитать категорию ремонтной сложности;
— рассмотреть вопросы безопасности труда при эксплуатации станка и экологической безопасности технологических процессов.
Краткая история серии

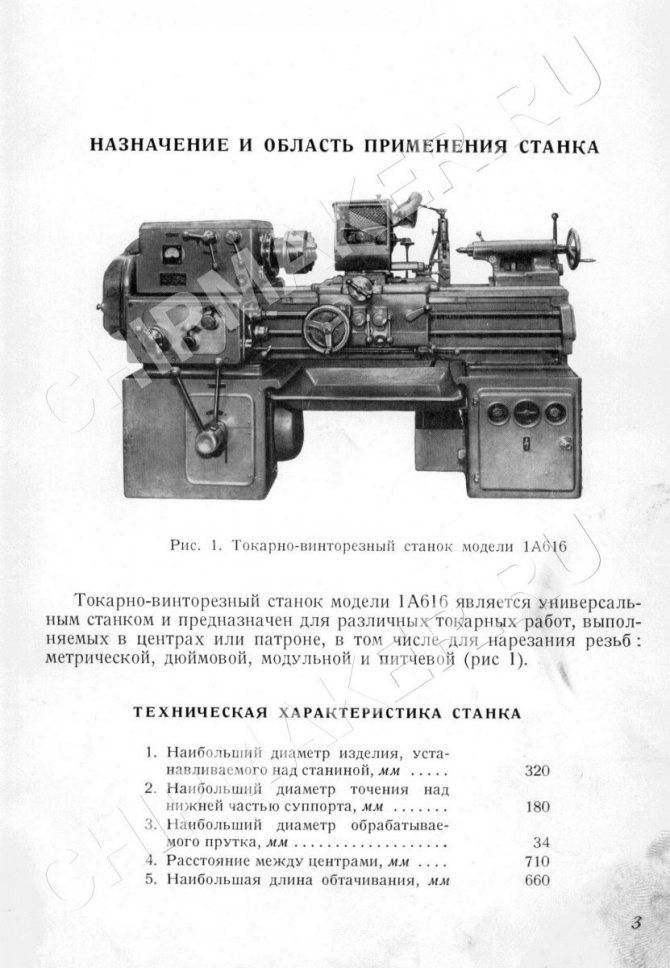
В 1957 году СВСЗ г. Самара (Средневолжский станкостроительный завод), основанный в 1876 году выпустил один из лучших универсальных токарно-винторезных станков, 1А616. Он стал достойной заменой своего предшественника — станка 1616, которому на тот момент было 8 лет (год выпуска — 1949).
На сегодняшний день агрегат снят с производства и заменен на более современные, но тем не менее используется на многих предприятиях, а также теми, кто решил заниматься токарной обработкой на дому.
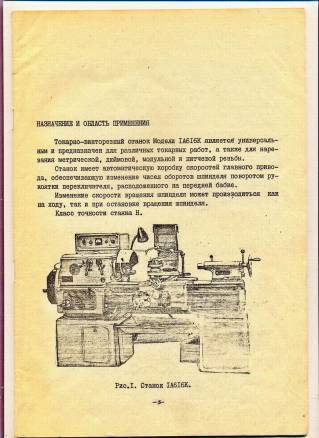
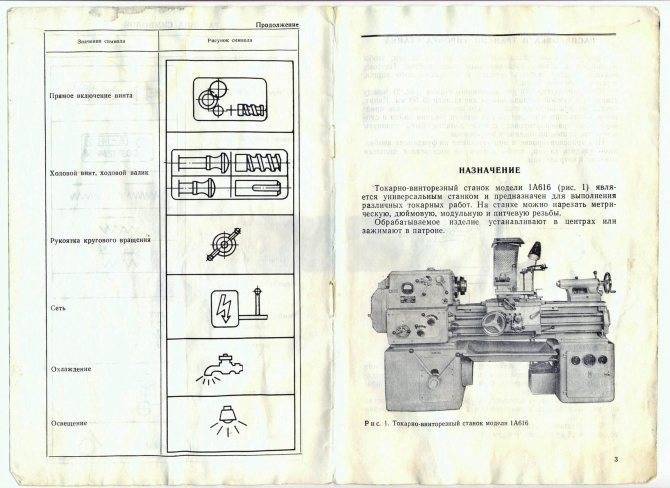
Назначение и область применения токарно-винторезного станка по металлу
Станок предназначен для токарной работы над металлом и металлическими заготовками. Обработка представляет собой срезание всего лишнего слой за слоем до придания необходимой для использования формы, размера и других требуемых характеристик.
Для обработки в машине используются быстрорежущие, такие как Р18, Р6М5 и твердосплавные (ВК, ТК, ТТК) инструменты. Основные виды работ, которые можно проводить на токарном станке серии 1А616:
- точение наружных цилиндрических и конических поверхностей, торцов;
- обтачивание конических фасонных поверхностей;
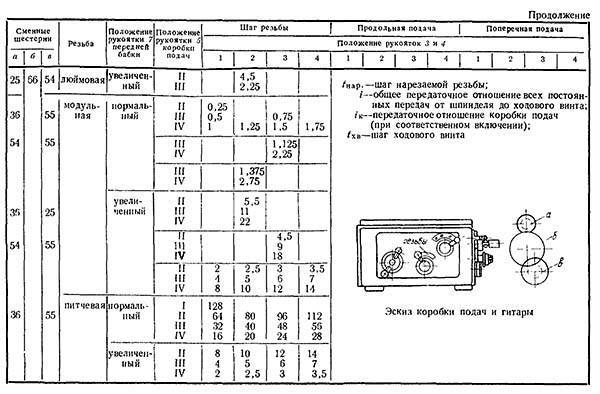
- нарезание метрической, модульной, дюймовой и питчевых резьбы резцом;
- нарезание метрической, дюймовой резьбы метчиком и плашкой;
- накатывание сетчатых рифлений поверхности;
- прорезания канавок и отрезку;
- сверления, зенкерования и развертывание отверстий.
Возможность обработки деталей-тел вращения:
- валы;
- кольца;
- втулки;
- муфты;
- гайки;
- зубчатые колеса.
Обработка происходит посредством вращения заготовки относительно режущего инструмента
Основные разновидности и расшифровка модификаций
1А616 — базовая модель данной серии:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
1А616К:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
- К — конструкция станка модернизирована (здесь: добавлена автоматическая коробка скоростей).
1А616С:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
- С — особо точный.
1А616П:
- 1 — токарный станок;
- А — усовершенствованный;
- 6 — тип токарного станка (токарно-винторезный);
- 16 — высота центров станка (165 мм в данном случае);
- п — повышенной точности.
1А616Ф3:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 — высота центров станка (165 мм в данном случае).
- Ф3 — с числовым программным управлением (ЧПУ).
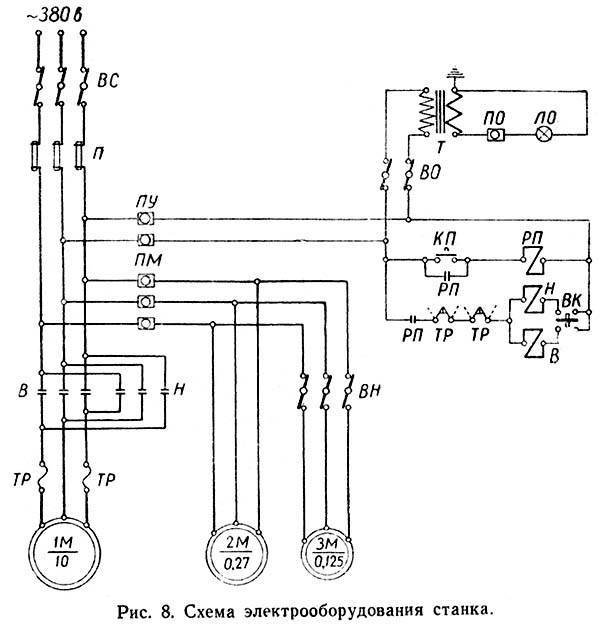
Так как в различных местах установки машины могут использоваться различное напряжение, станки поделены на группы по этому признаку:
- 220V для работы дома.
- 380V для массового производства (заводы, фабрики и т.п), считается стандартным.
- 500V изготавливаются на заказ при необходимости.
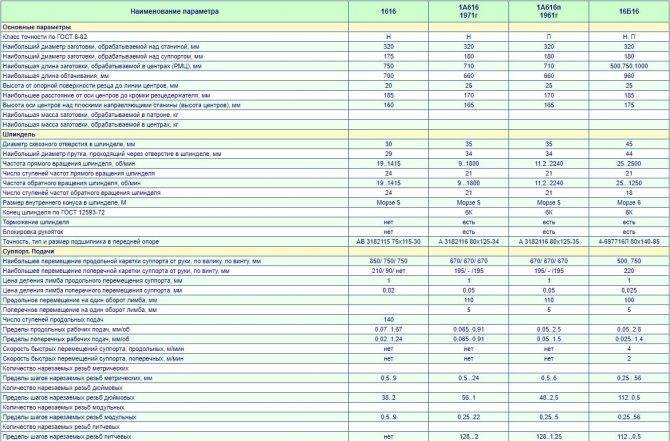
Технические характеристики
Приведенные в техническом паспорте параметры помогают определить, то ли это устройство, которое необходимо вам для работы. Предлагаем рассмотреть приведенную информацию.
Основные параметры:
- Тип — токарно-винторезный, универсальный.
- Серия — 1А616.
- Точность — Н (нормальная).
- Высота центров — 165 мм.
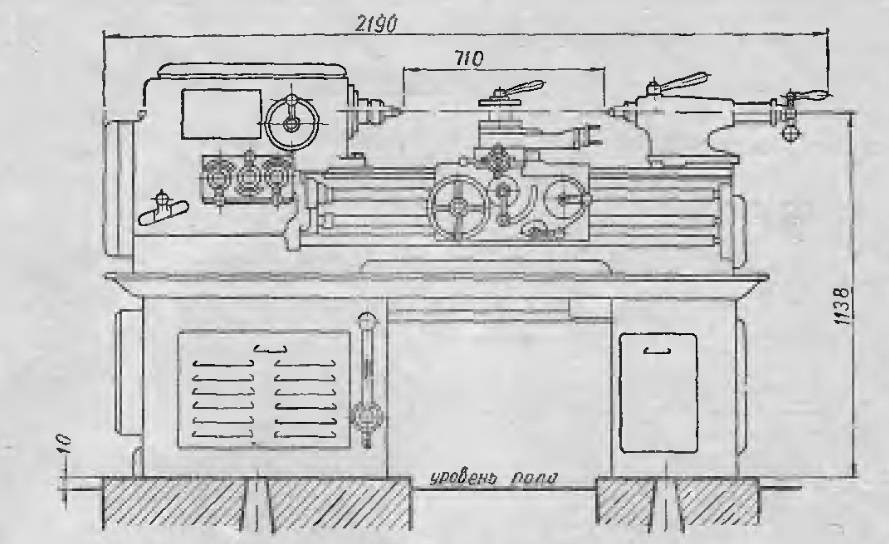
- Расстояние между центрами — 710 мм.
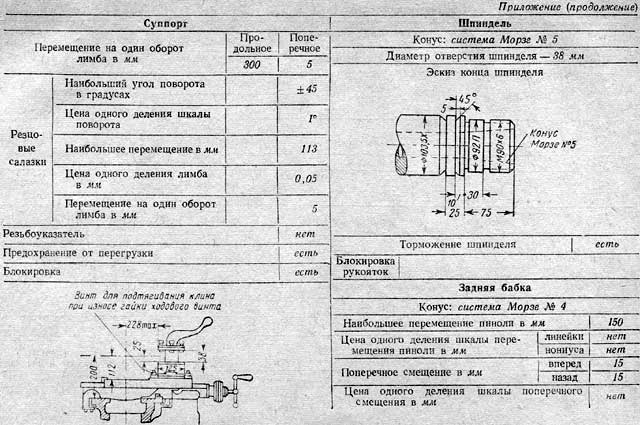
Шпиндель
Вал для закрепления заготовки в зажимном патроне:
- Пределы скоростей (прямые и обратные вращения) 9–1800 оборотов в минуту (при необходимости можно заказать с быстротой от 11 до 2240 оборотов в минуту).
- Диаметр отверстия 35 мм.
- Внутренний конус Морзе N5.
- Действует торможение шпинделя и блокировка рукояток.
Суппорт и подачи
Суппорт (поддержка) — подвижный элемент, узел для закрепления режущих инструментов или заготовок:
- Резцедержатель — 4 резца.
- Державка резца (наибольшие размеры 20х25).
- От опорной поверхности до линии центров 25 мм.
- От оси центров до кромки резцедержателя 170 мм.
- Один передний суппорт с одной резцовой головкой.
Правила эксплуатации и ухода
При работе с этим устройством, как и с какой-либо другой машиной, работающей с высокими скоростями вращения предметов, необходимо придерживаться основных правил техники безопасности.
Важно!
От следования технике безопасности зависит ваше здоровье и дальнейшая работоспособность.
- При наладке или очистке аппарата рукоятка включения должна находиться в нейтральном положении.
- Скорости запрещено переключать на полном ходу.
- Нужно использовать защитный экран.
- Во время работы задняя бабка должна быть надежно закреплена соответствующей рукояткой и надежно затянута болтом.
- Необходимо проверять, надежно ли затянуты гайки.
- Без кожуха окружения шестерен гитары работа запрещена.
- Перед тем, как открыть тумбу с электроприборами агрегат необходимо отключить из сети.
- При работе все дверцы должны быть плотно закрыты, а станок надежно заземлен.
Уход:
- Протирание открытых деталей конструкции.
- Внимательно следить за уровнем масла и других необходимых жидкостей.
- Регулярно проводить профилактику.
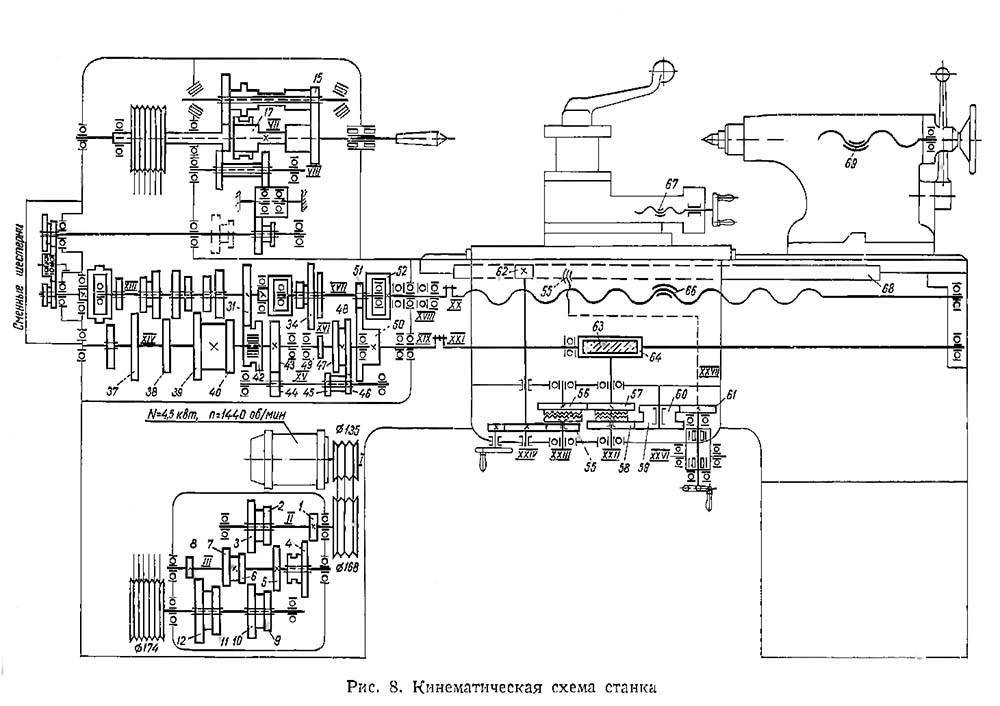
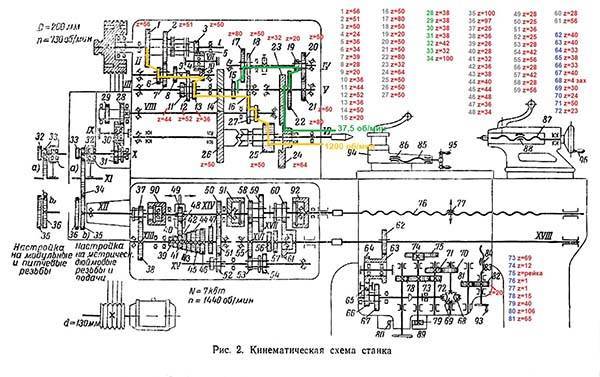
Ход впуска и металлорезание
Держатель резцов приобретает от основного вала устройства движения подач, в результате чего зуб двигается прямолинейно. Основываясь на технический паспорт агрегата 1А616, коробка осуществления подачи, способна предоставить 48 скоростей. Но в действительности – их лишь 24, так как скорости совпадают. Муфта с мелкими зубьями выполняет функцию запуска подач в сторону оси, ходовой винт, отвечает за перпендикулярный впуск.


Читать также: Как правильно использовать динамометрический ключ
Электрошпиндель станка 1А616 выполняет функцию резцедержателя в ситуациях, когда нужно нарезать небольшую резьбу до 6 мм. Повышенный сдвиг и перебор применяется лишь при нужде реза большего хода. Чтобы это сделать, следует вправо направить блок колес до того момента, пока шестерня пустотелого вала не ухватится за левую окружность блока агрегата. Рез представляет собой одинаковое движение ведущего вала и возделываемого изделия. Подобное вращение направляет держатель резцов в осевом, и дополнительно перпендикулярном курсе, относительно двигательного вала. Передвижение достигается вследствие раздельного привода аппарата, которое состоит:
- суппорта, обладающего 4 положениями;
- 12 ступеней КПП;
- 2 клиноременные передачи.

Технические характеристики токарного станка 1Н65
| Наименование параметра | ДИП-500(1д65) | 165 | 1м65 | 1н65 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25..192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225..3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных, модуль | 0,25..3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение бабки в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 4100..8180 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 9850..15750 |
Список литературы
Станок токарно-винторезный 1Н65. Руководство по эксплуатации 1Н65.00.000 РЭ, 1991 Станок токарно-винторезный 1Н65-6, 1Н65-8. Руководство по эксплуатации электрооборудования 1Н65-6.00.000 РЭ1, 2003 Станок токарно-винторезный 1Н65_5, 1Н65-6, 1Н65-8. Руководство по эксплуатации электрооборудования 1Н65-6.00.000 РЭ1, 1995
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Инструкция по эксплуатации

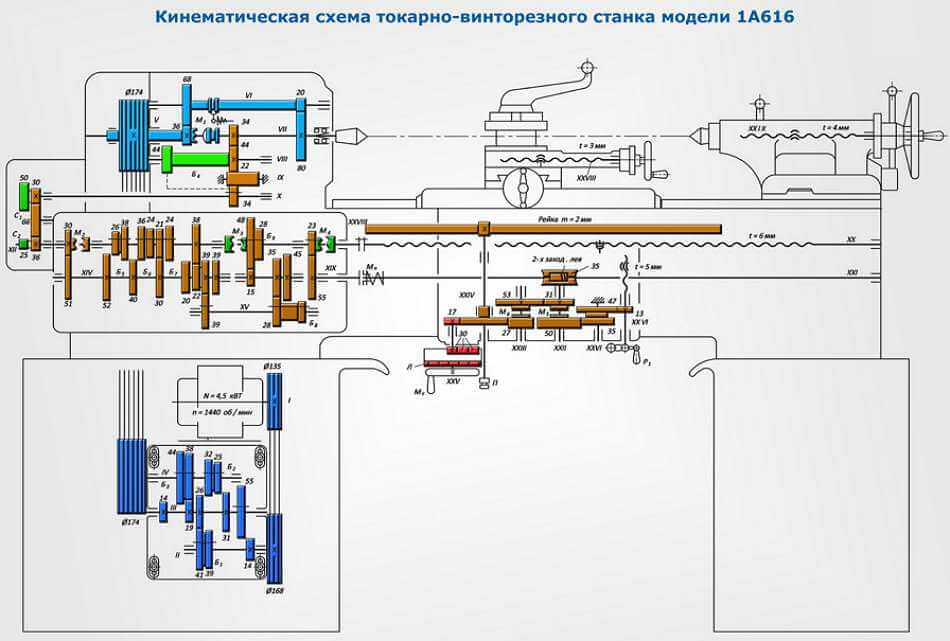
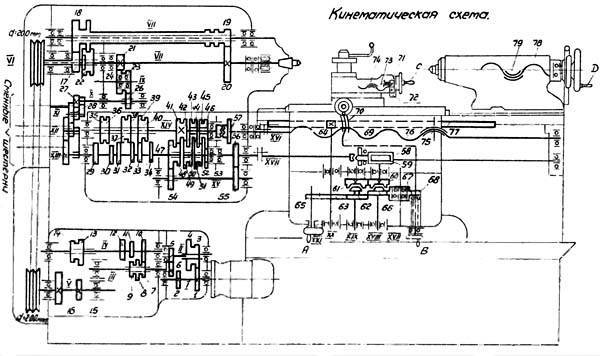
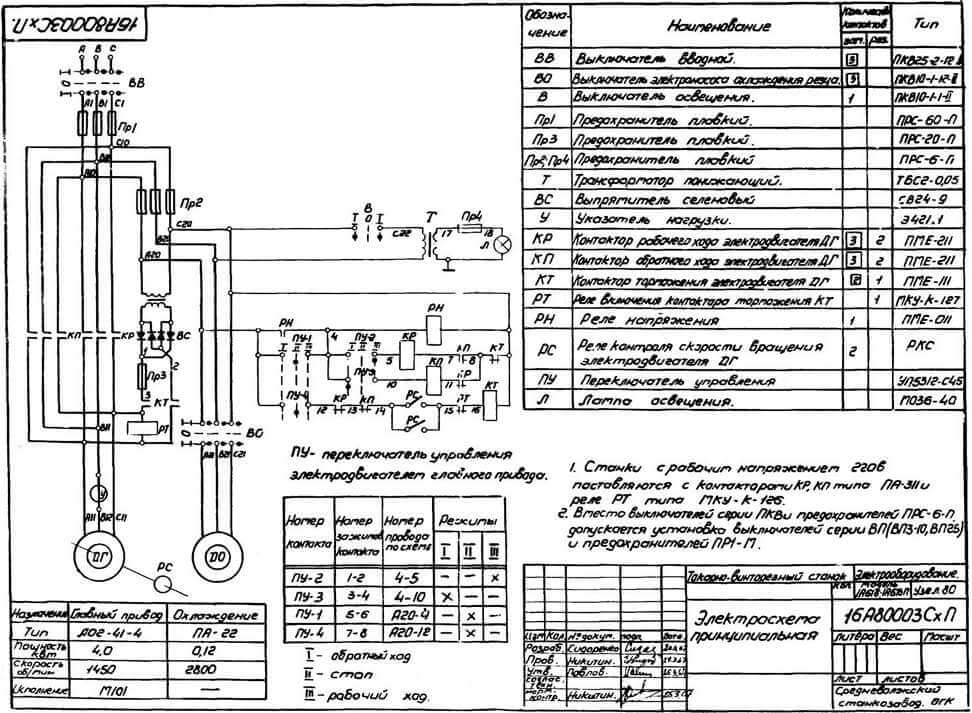
16а16 станок токарно-винторезный:схема
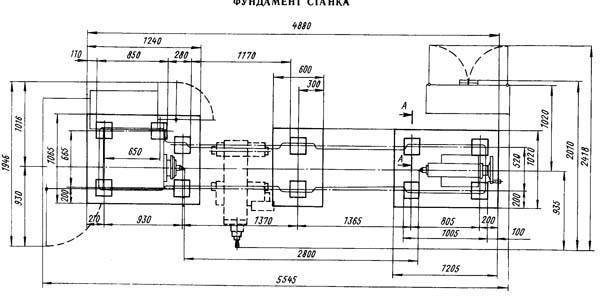
Насколько точно будет работать станок зависит от того правильно ли произвели его установку. Агрегат должен основательно закрепляться специальными болтами к фундаменту или бетонной подушке высотой не менее 150 мм. При этом проверка станка должна происходить по ГОСТу 42 — 56.
Первый пуск токарного станка в работу не менее важен, чем процесс его установки и правки. Пуск также считается первоначальным, если оборудование продолжительное время простаивало и не обслуживалось. Во избежание поломок, отнеситесь к первоначальному запуску с особой тщательностью и ответственностью. Процесс подготовки первоначально пуска представляет собой последовательный процесс.
Этап 1. Тщательно отчистите коррозионный налет, если таковой имеется на открытии и других незащищенных узлах.
Этап 2. Необходимо проверить наличие масла и при необходимости добавить его.
Этап 3. Если планируется производство токарных работ с охлаждением, то в специальный бак необходимо добавить специальную охлаждающую жидкость.
Этап 4. Проверьте целостность электрических проводов и надежность их соединения.
Этап 5. После успешного прохождения вышеперечисленных шагов можно включать станок и производить токарные работы.
Общий процесс работы станка 1А616 можно разграничить на следующие ключевые моменты.
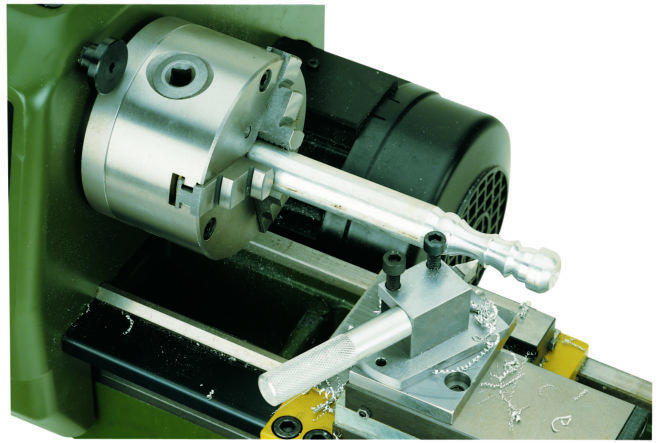
Этап 1. Заготовку необходимо надежно зафиксировать между центрами патрона или в нем самом.
Этап 2. Выбранные модификации резцов также тщательно закрепляются в специальном фиксаторе, расположенном на суппорте оборудования. В держателе одновременно должно быть установлено не больше четырех приспособлений для нанесения резьбы.
Этап 3. Инструменты необходимые для нарезки внутренней резьбы, сверления и расточки закрепляются в пиноле задней бабки.
Этап 4
Теперь важно правильно настроить необходимую частоту вращения шпинделя. Его коррекция производится специальными переключателями, размещающимися на коробке передач
Этап 5. Ходовой элемент приходит в работу нажатием на пусковую кнопку, находящейся на коробке передач.
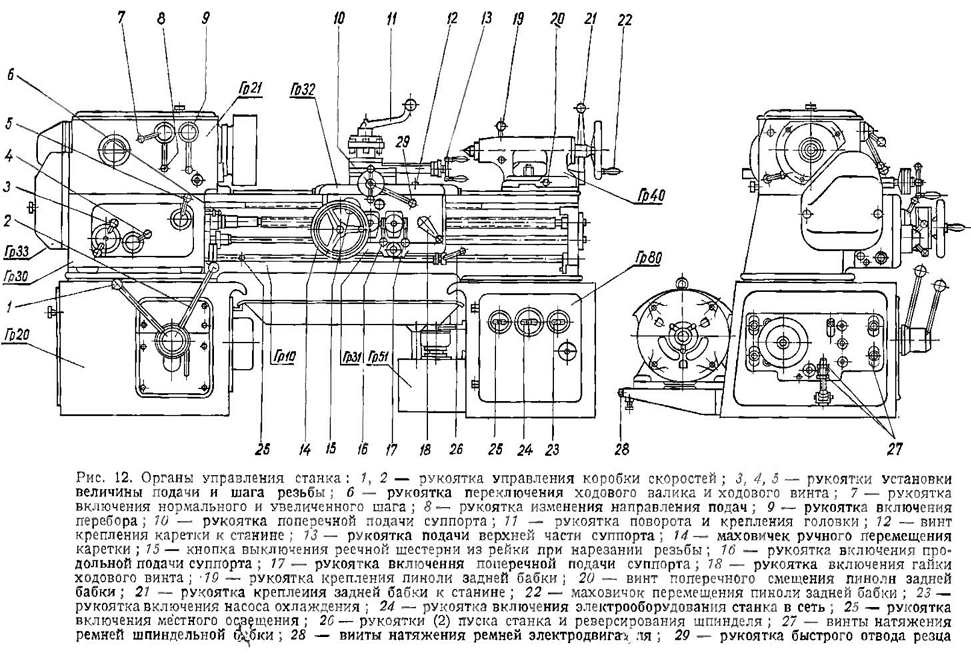
Этап 6. Для получения различных шагов резьбы производится соответствующая корректировка на рукоятках коробки передач и путем замены шестерней.
Этап 7. При включении узла, отвечающего за увеличение резьбового шага нужно резко повернуть вправо рычаг реверса подачи.
Этап 8. Рукоять передней бабки должна быть установлена в таком положении, которое будет соответствовать о.
Ремонт станка
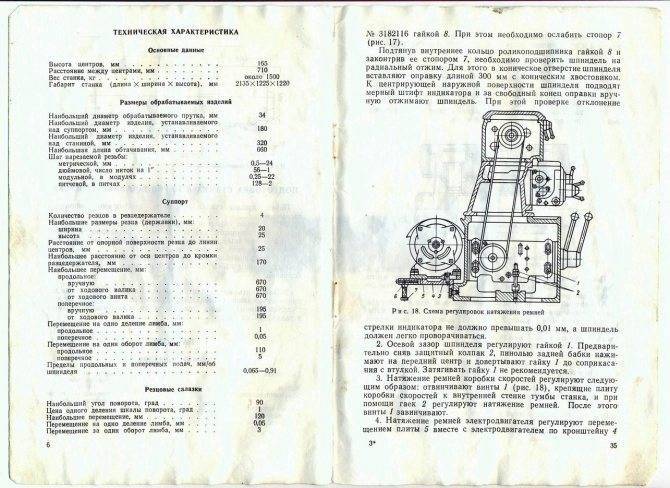
При работе со станком часто возникают проблемы со шпинделем. Именно он чаще всего выходит из строя. Для этого требуется отрегулировать зазоры подшипников и скорректировать радиальный зазор. Для этого требуется сначала подтянуть внутреннее кольцо при помощи гайки, затем закрепить стопором положение и проверить правильность операции индикатором. Стрелка индикатора не должна отклоняться больше, чем на 0,01 мм
Важно, чтобы шпиндель мог при этом крутиться свободно
Ремни коробки скоростей на шпинделе токарно-винторезного станка тоже имеют свойство изнашиваться и выходить из строя, что требует их регулировки и замены.
Регулируются ремни коробки следующим образом:
- отвинчивание крепежных винтов;
- регулировка ремней при помощи гаек;
- закрепление винтов в прежнее положение.
Замена ремней включает в себя следующие действия:
- снятие защитного колпака;
- снятие фланца, винтов, гаек;
- снятие трубки, которая подает масло;
- вкручивание в отверстия винтов М12 до тех пор, пока из передней бабки не выйдет букса;
- вставка в отверстие ремней на шов;
- фиксация буксы на место, а следом других деталей.
Выключатель перед любыми ремонтными или регулировочными работами необходимо запирать или отключать во избежание возможного неожиданного его включения. Перед ремонтом требуется удалять предохранитель из распределяющего шкафа. При разборе станка первая часть работы подразумевает отсоединение проводов и извлечение насоса. Далее, отсоединяется электропроводка.
После проведенного ремонта необходимо убрать с корпуса станка ненужные предметы, проверить ограничители и блокировку, а также исследовать агрегат на наличие стука, заеданий, шумов.
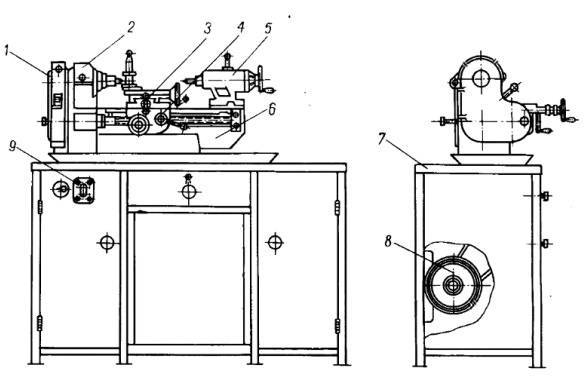
Функциональные возможности
Данное устройство применяется для обработки изделий небольших и средних размеров. Агрегат может работать и с инструментами из быстрорежущей стали. Указанный токарный станок по металлу может использоваться и на больших предприятиях, выпускающих продукцию в промышленных масштабах, и на частных производствах.
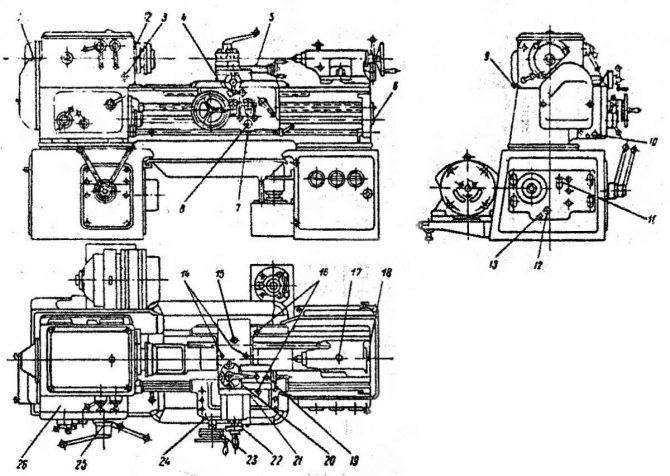
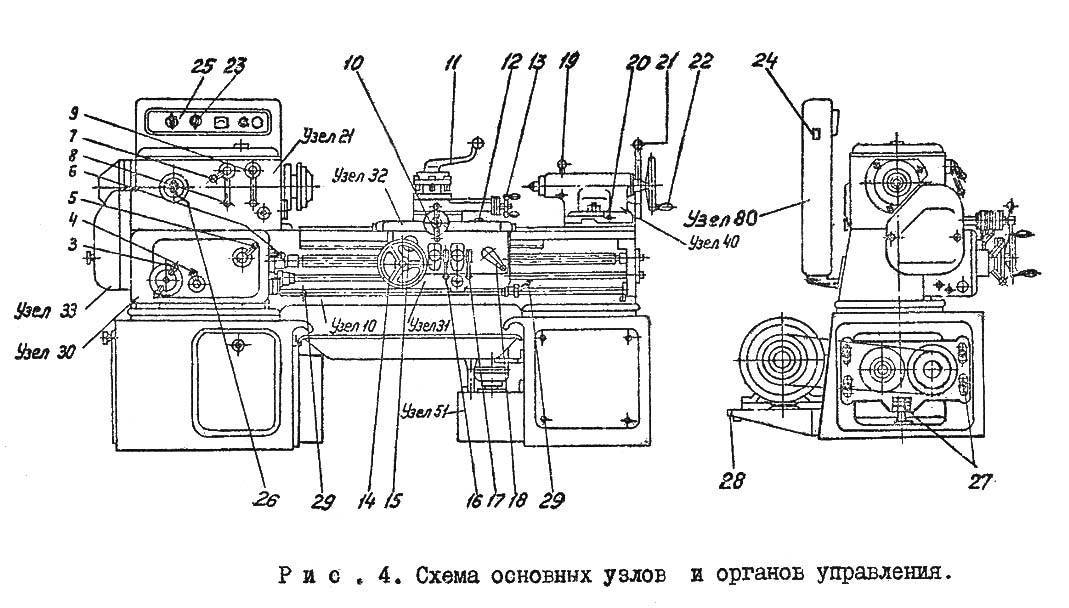
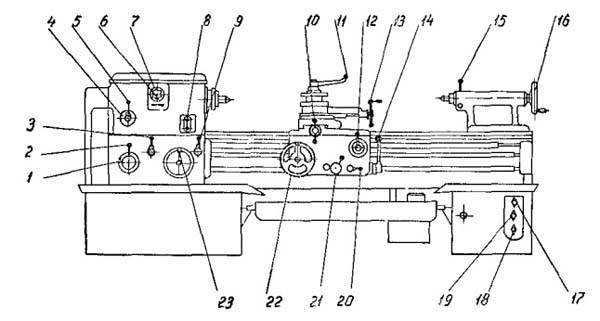
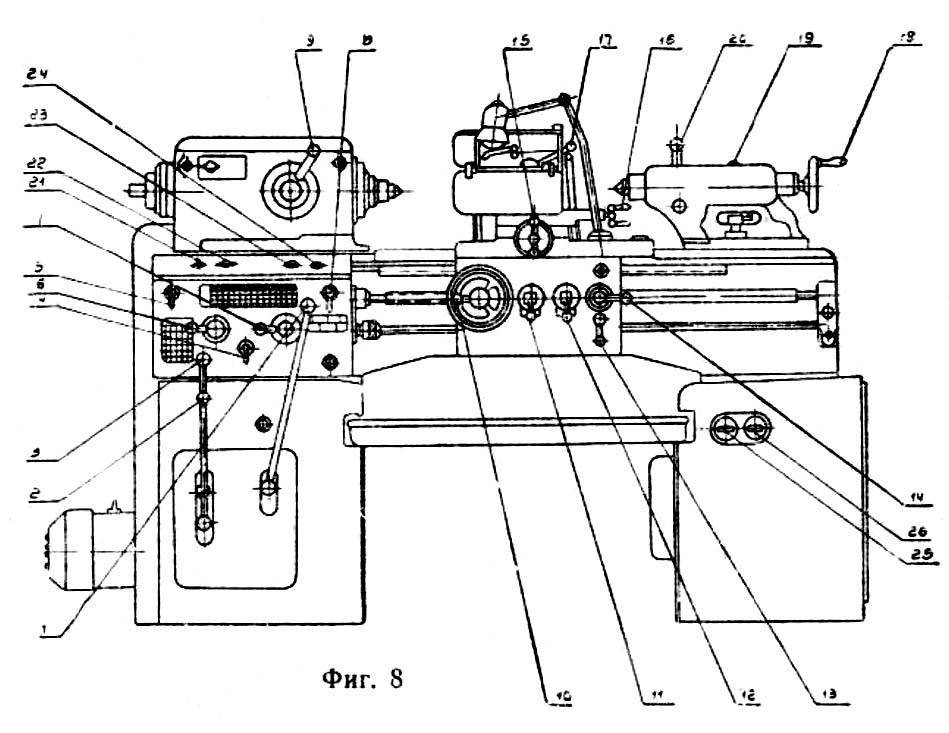
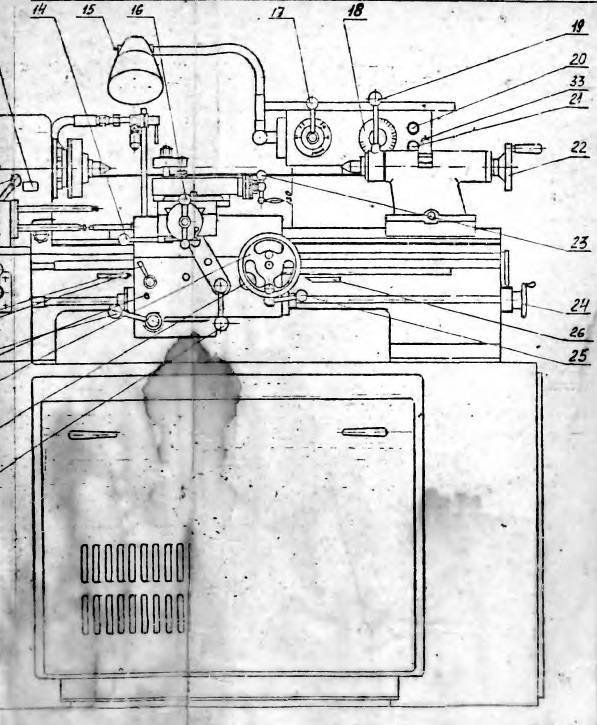
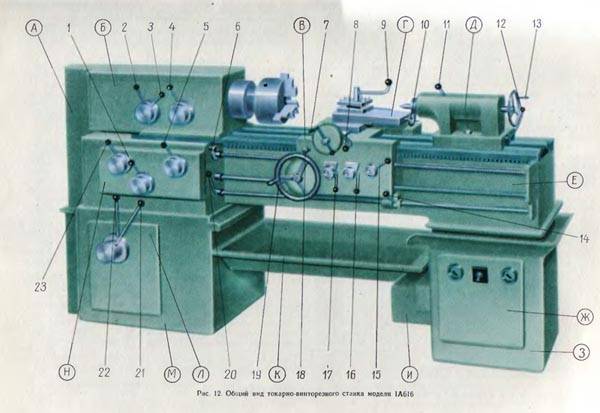
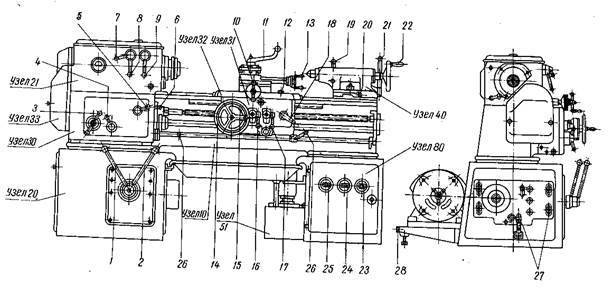
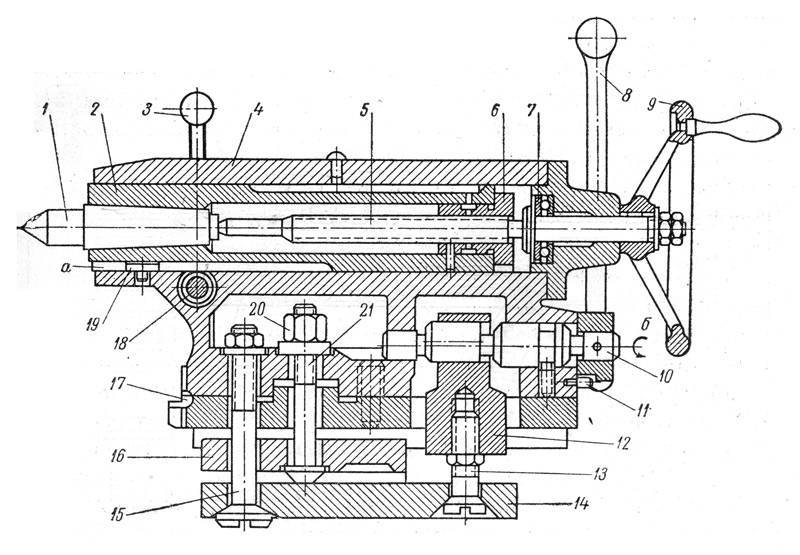
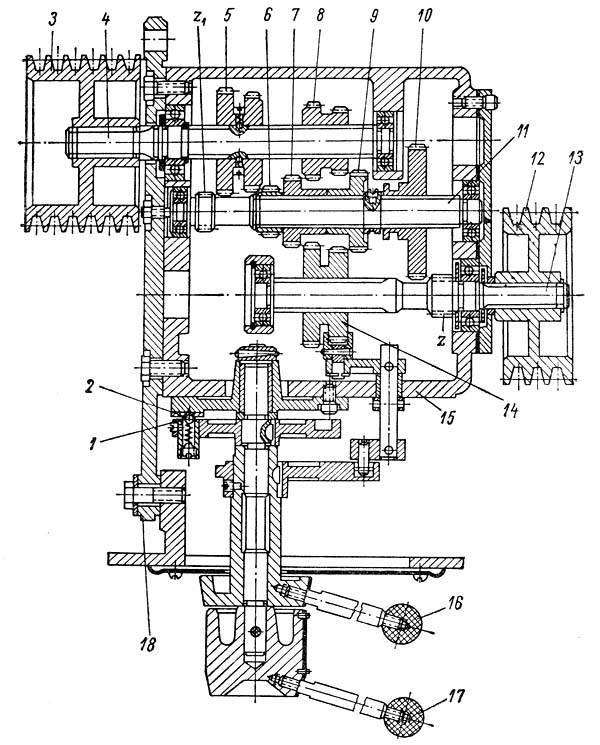
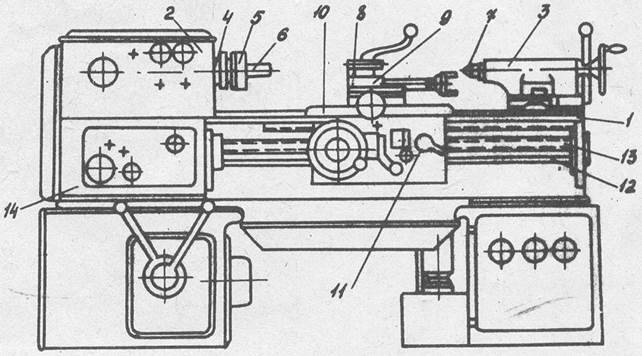
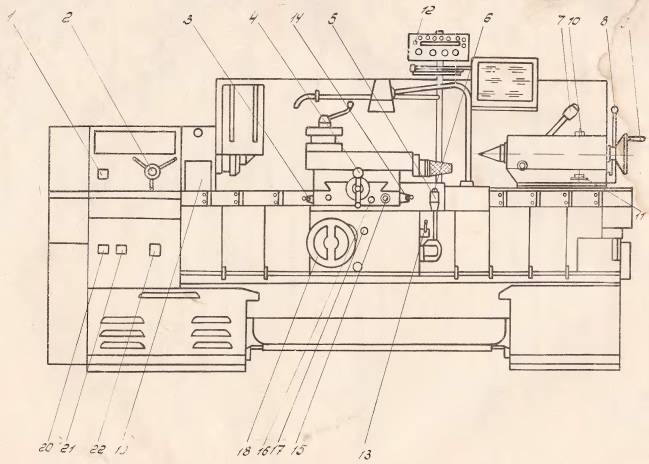
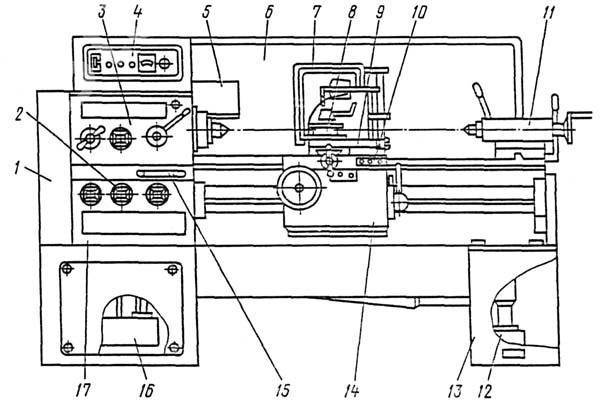
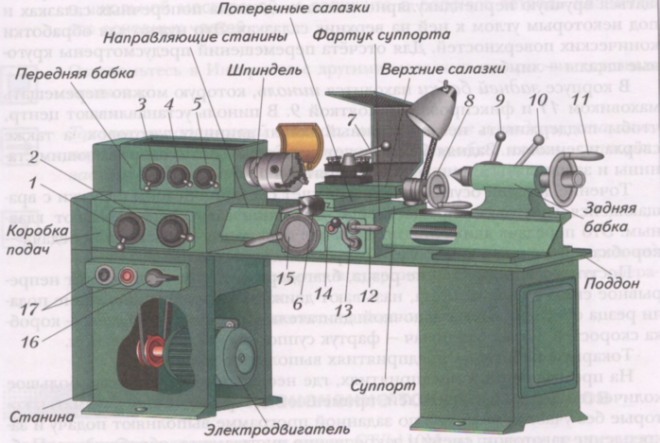 Устройство токарного станка 1а616
Устройство токарного станка 1а616
Помимо обработки изделий аппарат способен выполнять следующие операции:
- рифление сетчатой матрицей;
- обработка фасонных изделий, имеющих форму конуса;
- сверление;
- точение торцов;
- резьба при помощи плашки, резца и метчика;
- огранка изделий, имеющих форму цилиндра, конуса (как с внутренней, так и с внешней стороны);
- развертывание отверстий разной формы.
Такой станок способен обрабатывать изделия, выполненные из любого материала. Обработка проводится насадками, сделанными из твердых сплавов, и приспособлениями из быстрорежущих металлов.
Аппарат имеет следующие технические характеристики:
- диаметр сквозного отверстия составляет 34 мм;
- общие размеры составляют 2135*1225*1220 мм;
- максимально допустимая длина изделия для обработки составляет 711 мм;
- вес агрегата составляет 1499 кг;
- интервал вращения шпинделя составляет от 9 до 1799 оборотов в минуту путем регулирования параметра при помощи 21 ступени;
- максимально допустимый диаметр обрабатываемого изделия над станиной составляет 321 мм, над суппортом — 179 мм;
- максимально допустимая длина обтачивания составляет 660 мм;
- резьбовой конец шпинделя имеет тип 6К.
 Резьбовой конец шпинделя типа 6К
Резьбовой конец шпинделя типа 6К
Сведения о производителе токарно-винторезного станка 165
Производитель токарного станка модели 165 — Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1А64 станок токарно-винторезный универсальный Ø 800
- 1А983 станок трубонарезной Ø 800
- 1М63 станок токарно-винторезный универсальный Ø 630
- 1М63Б, 1М63БГ станок токарно-винторезный повышенной мощности Ø 630
- 1М63БФ101 станок токарно-винторезный с УЦИ Ø 630
- 1М63МФ101 станок токарно-винторезный с УЦИ Ø 630
- 1М63Ф101 станок токарно-винторезный с УЦИ Ø 630
- 1М63Н станок токарно-винторезный универсальный Ø 630
- 1М65 станок токарно-винторезный универсальный Ø 1000
- 1Н65 станок токарно-винторезный универсальный Ø 1000
- 1Н983 станок трубонарезной Ø 830
- 1П756ДФ3 станок токарный с ЧПУ Ø 630
- 16К30Ф3 станок токарный с ЧПУ Ø 630
- 16К30 станок токарно-винторезный универсальный Ø 630
- 16К40 станок токарно-винторезный универсальный Ø 800
- 16М30Ф3 станок токарный с ЧПУ Ø 630
- 16Р25П станок токарно-винторезный повышенной точности Ø 500
- 163 станок токарно-винторезный универсальный Ø 630
- 165 станок токарно-винторезный универсальный Ø 1000
- ДИП-300 станок токарно-винторезный универсальный Ø 630
- ДИП-400 станок токарно-винторезный универсальный Ø 800
- ДИП-500 станок токарно-винторезный универсальный Ø 1000
- ТНП-111 станок токарный настольный Ø 150
История токарно-винторезного станка 165
В 1934 году на Московском станкостроительном осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300, ДИП-400, ДИП-500. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF.
В 1944
году производство этих станков было передано наРязанский станкостроительный завод РСЗ. В 1953
году запущен в производство первый станок 165-й серии — модель 165 (диаметр обработки — Ø 1000 мм).
Серийный выпуск токарных станков: 1м65, 1н65.
Инструкция по эксплуатации
К работе со станком 1А616 не должен допускаться персонал без соответствующей квалификации. Выполнение операций разрешается работникам, получившим первичный инструктаж, о чем должна быть сделана отметка в журнале техники безопасности.

Правила эксплуатации учитывают как постоянно проводимые операции, так и пусконаладочные работы. Последние выполняются после доставки оборудования с завода или от покупателя, по окончании установки на жестком фундаменте.
- С открытых поверхностей и корпусов узлов — очищается коррозионный налет и загрязнения.
- Согласно документации к оборудованию, проверяется уровень масла и при необходимости производится долив.
- В случае проведения постоянных работ с охлаждением, в бак системы заливается соответствующий состав. Проверяется установка накопительного поддона.
- Осматриваются силовые кабеля, проверяется соединение с источником питания.
Если станок приобретен на вторичном рынке — рекомендуется проверить все параметры зазоров, натяжений, другие показатели настройки системы. По окончании наладочных работ — производится тестовый пуск агрегата на малых оборотах.
Перед производством постоянных операций — проводится проверка состояния питающей линии, визуальный осмотр узлов станка. После этого станок обесточивается, устанавливаются резцы, другое нужное оснащение, настраиваются обороты шпинделя, осуществляется крепление детали в патроне или центрах. Только после этого на оборудование подается напряжение и осуществляется пуск главного привода.
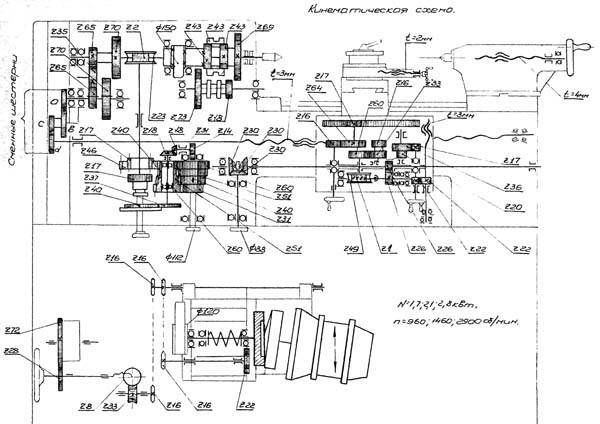
Настройка токарно-винторезного станка 1К62
Настройка механизма главного движения токарно-винторезного станка 1К62

Настройка скорости вращения шпинделя станка 1к62 (табл.18)

Настройка скорости вращения шпинделя станка 1к62 (табл.18)
Настройка механизма подач токарно-винторезного станка 1К62

Настройка механизма подач токарного станка 1к62 (табл.19)

Настройка механизма подач токарного станка 1к62 (табл.19)
Настройка приклона (гитары) токарно-винторезного станка 1К62
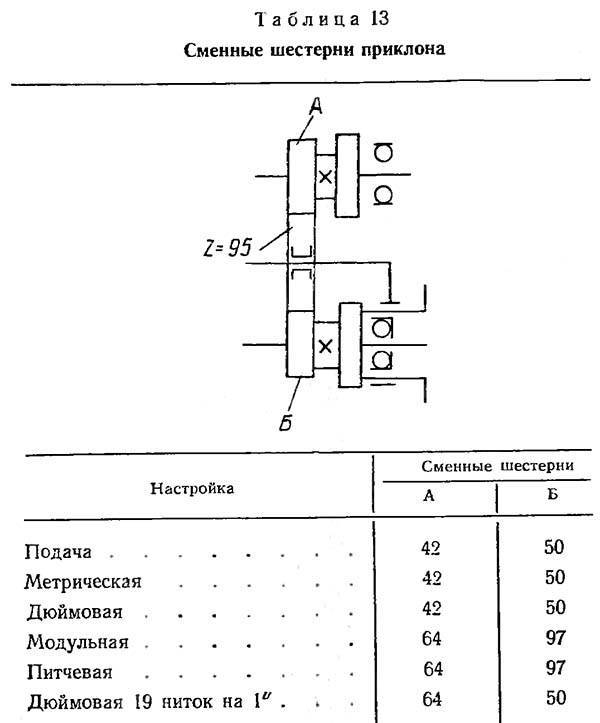
Стандартный набор сменных шестерен 1к62 (табл.13)
При отправке с завода на станке 1К62 устанавливаются сменные зубчатые колеса с числом зубьев z =42 (А), z =95 (В), z = 50 (Б).
Комбинация сменных зубчатых колес (А/В)·(В/Б) = (42/95)·(95/50) = (42/50) = 0,84 обеспечивает нарезание метрических и дюймовых резьб с шагами, величины которых указаны в таблице станка.
Настройка станка для нарезания торцовых резьб (спираль Архимеда)
Спираль Архимеда – это особый вид спирали с постоянным расстоянием между витками. Благодаря этому свойству она широко распространена при проектировании катушек и пружин.
Настройка станка для нарезания торцовых резьб (табл.14)
Настройка необходимого числа оборотов шпинделя, величины подачи указана в описании передней бабки, коробки подач и фартука.
Данные для настройки сменных шестерен приклона приведены в табл. 13.
Данные для настройки станка для нарезания торцовых резьб даны в табл. 14.
Формулы настройки приклона для нарезания торцовых резьб:
где:
tнар — шаг нарезаемой резьбы;
iсм — передаточное отношение сменных зубчатых колес (А/В)·(Г/Б);
iп.б — передаточное отношение от шпинделя передней бабки до сменных зубчатых колес;
iк.п — передаточное отношение коробки подач;
iф. — передаточное отношение фартука;
tх.в — шаг ходового винта;
где шестерни конуса 26; 28; 32; 36; 40; 44; 48; звено множителя 1; 2; 4; 8.
tнар = 3/8;
iсм = А/Б = 46/58;
(46·64·72·54·1) / (58·185·28·4) = 9,52459 мм
Ошибка на шаге равна 0,00041 мм.
tнар = 7/16;
iсм = А/Б = 46/58;
(46·64·72·54·1)/(58·185·48·2) = 11,112022 мм
Ошибка на шаге равна 0,000478 мм.
Настройка станка для нарезания резьб при прямом включении ходового винта
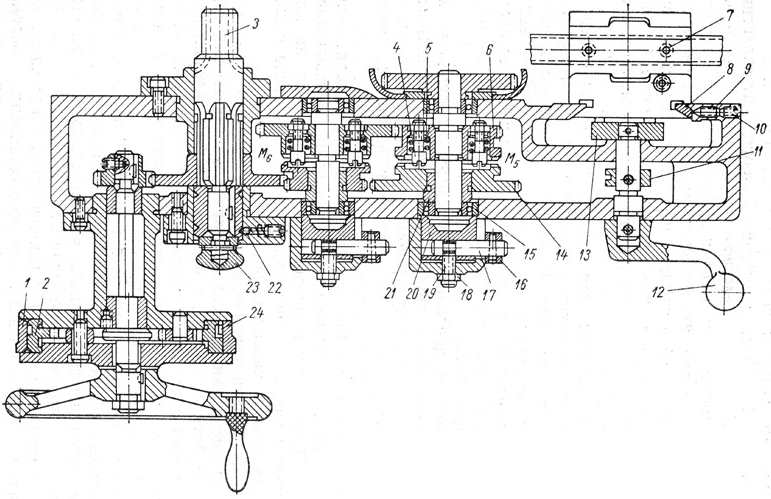
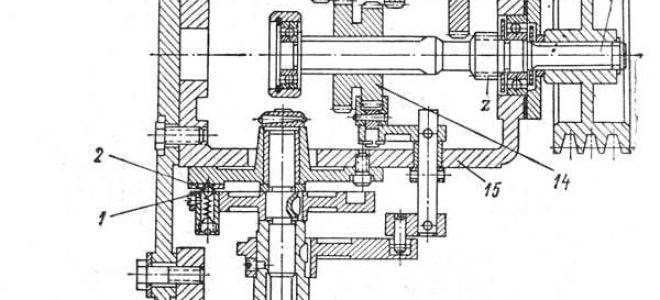
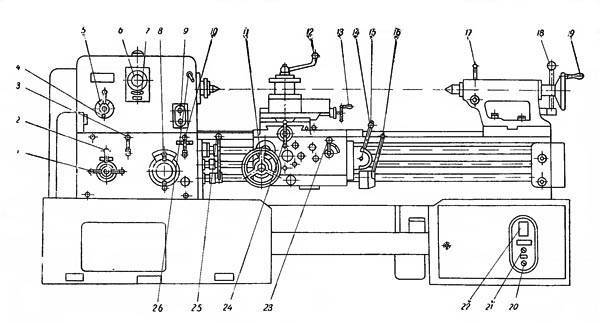
При прямом включении ходового винта движение передается от выходного колеса “Б” гитары напрямую на ходовой винт станка. Переключение осуществляется рукояткой 1 (Рис.3).
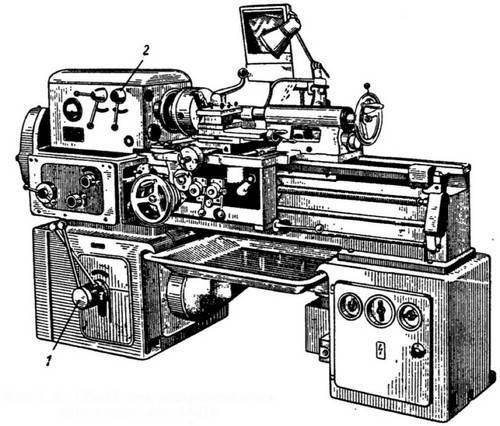
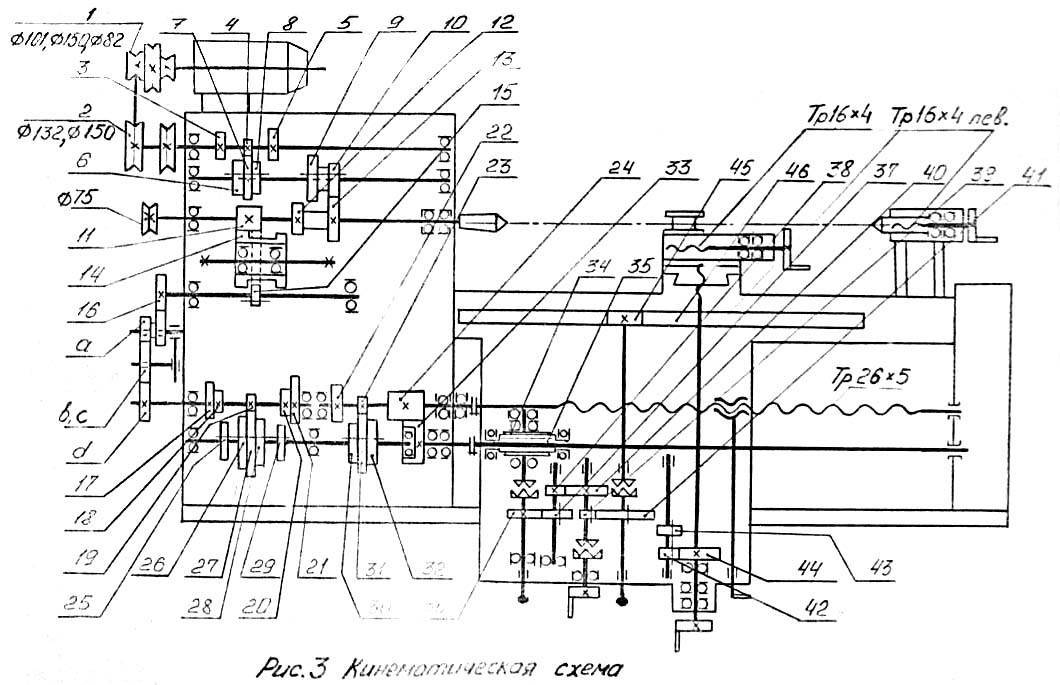
Таким образом, исключаются зубчатые передачи коробки подач, что увеличивает точность нарезаемой резьбы. Вид резьбы и ее шаг определяется исключительно комбинацией сменных колес гитары.
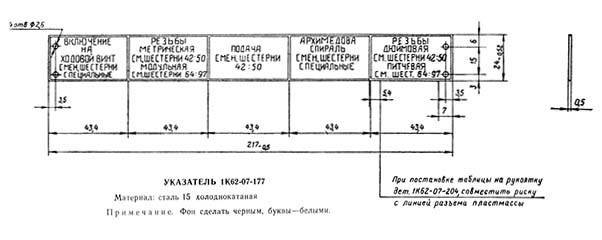
Настройка станка для нарезания торцовых резьб (табл.15)
Формулы настройки станка для нарезания резьб при прямом включении ходового винта:
Формула настройки на модульные резьбы:
(А/В)·(Г/Б) = (π·m·z)/12
Формула настройки на метрические резьбы:
(А/В)·(Г/Б) = (tнар·z)/12
Формула настройки на питчевые резьбы:
(А/В)·(Г/Б) = (127·π·z)/(60·Р)
Формула настройки на дюймовые резьбы:
(А/В)·(Г/Б) = (127)/(60·Р)
где
m — модуль, мм;
z — число заходов резьбы;
tнар — шаг нарезаемой резьбы, мм;
р — нарезаемый шаг в питчах;
n — число ниток на дюйм.
Настройка токарного станка 1к62 для нарезания резьб
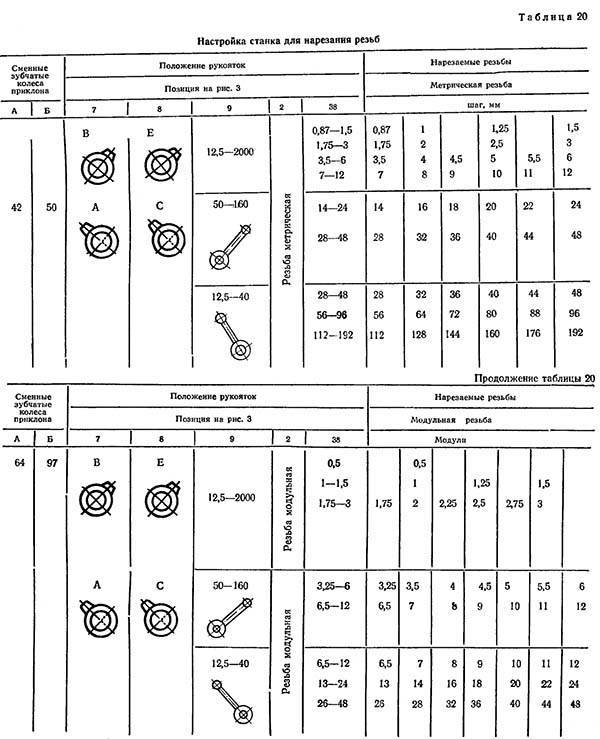
Настройка станка для нарезания резьб (табл.20)

Настройка станка для нарезания резьб (табл.20)
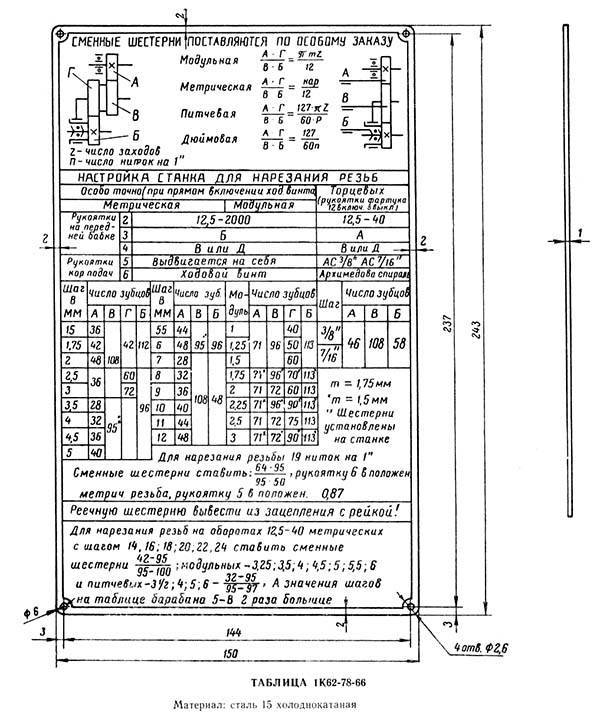
Табличка укрепленная на станке токарного станка 1к62
Табличка для рукоятки 1 токарного станка 1к62
Механика токарно-винторезного станка 1К62
Данные для настройки шага нарезаемой резьбы приведены в таблице 20.
Сменные шестерни для нарезания различных типов резьб, не (приведенных в таблице 20), через механизм коробки подач подбираются по формулам:
Питчевые резьбы:
iсм = (64/97) ·Р1/Р
где:
iсм — передаточное отношение сменных зубчатых колес;
t — нарезаемый шаг резьбы, мм;
t1 — шаг резьбы по таблице, мм;
m — нарезаемый модуль, мм;
m1 — модуль по таблице, мм;
n — нарезаемое число ниток на дюйм;
n1 — число ниток на дюйм по таблице;
Р — нарезаемый шаг в питчах;
P1 — шаг в питчах по таблице.
- остановить главный электродвигатель;
- включить фрикционную муфту прямого хода;
- снять футляр, закрывающий сменные шестерни и приводные ремни;
- вращать против часовой стрелки фрикционный вал до совпадения риски «60» на диске 12 (см. рис. 18) с риской на фланце стакана 2. После этого снять натяг в цепи;
- рукоятку передней бабки 7 (см.рис. 3) установить в положение «Механическое отключение при делении на многозаходные резьбы»;
- фрикционный вал поворачивать против часовой стрелки при делении на двухзаходную резьбу на 30 делений по диску, на трехзаходную — на 20, на -четырехзаходную — на 15 и т. д.;
- рукоятку 7 передней бабки установить в положение, соответствующее нарезанию резьбы.