

Виды погрешностей оборудования
Геометрические погрешности.
Характеризуют погрешности взаимного расположения узлов станка и зависят от качества изготовления и сборки станка. Точность изделия по геометрическим параметрам – это совокупное понятие, подразделяющееся по следующим признакам:
- точность размеров элементов
- точность по шероховатости
- точность формы поверхностей элементов
- точность взаимного расположения элементов
Кинематическая точность
Влияет на скорость движения рабочих органов оборудования, на формообразование при зубообработке; они являются следствием погрешностей винтовых пар, зубчатых колес, переменная жесткость узлов и т.д.
- Упругие погрешности
- Температурные погрешности
- Динамические погрешности, связаны с колебаниями.
- Износовые погрешности в процессе работы (трения)
- Погрешности инструмента.
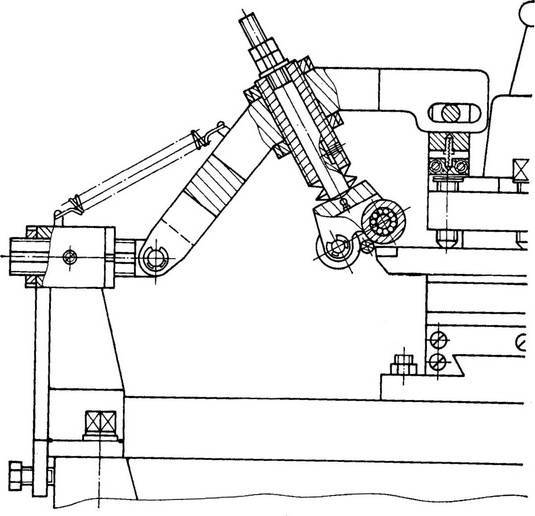
Устройство оборудования
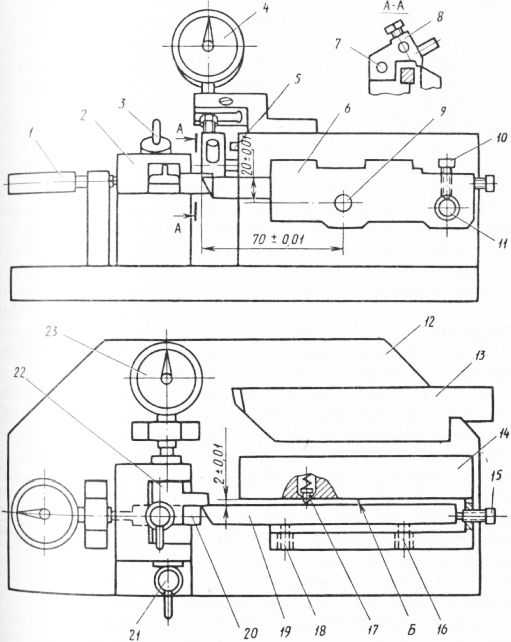
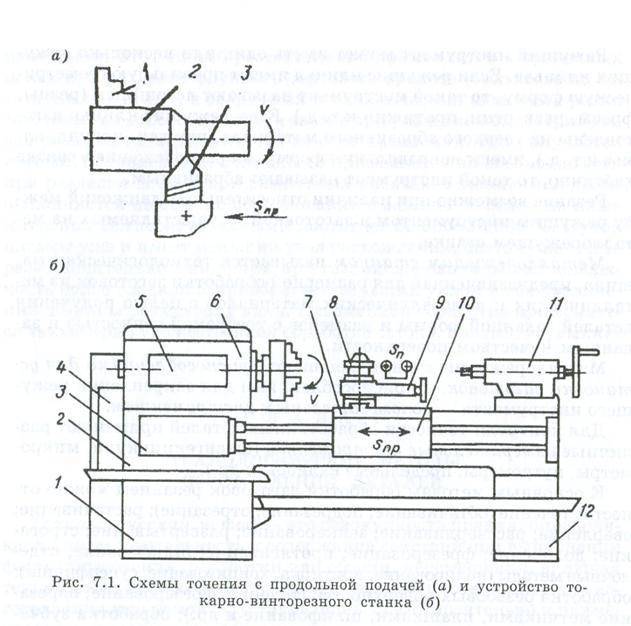
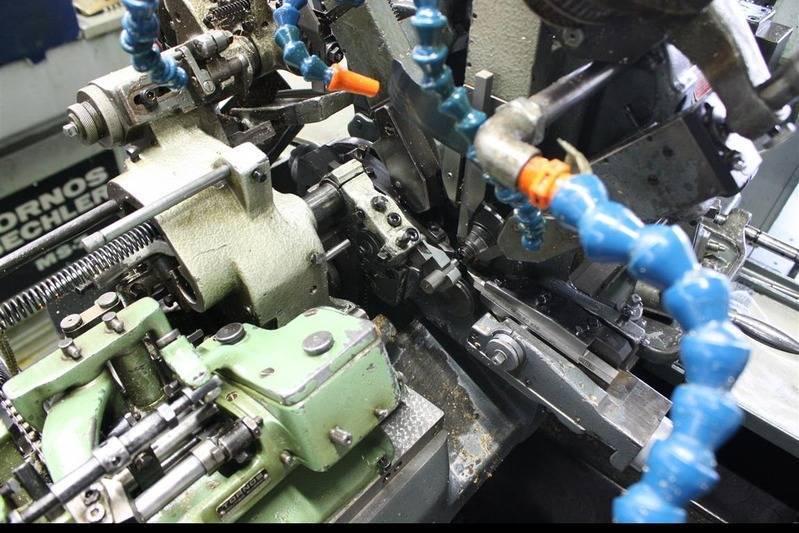
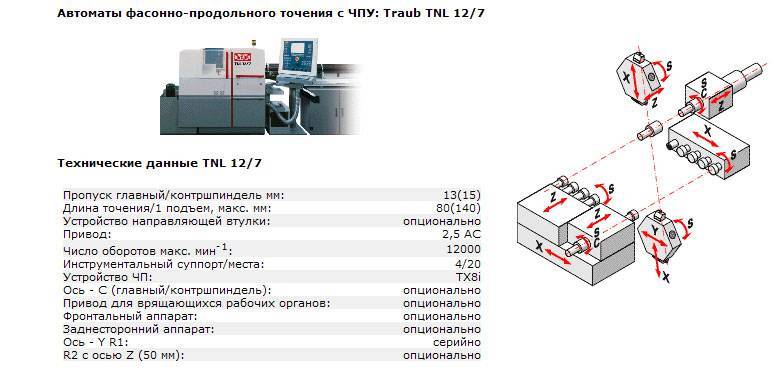
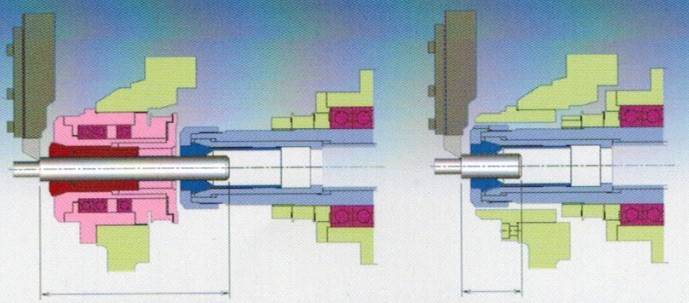
Традиционно в токарных станках формообразующее движение — это вращение главного шпинделя, а движение подачи — перемещение суппорта в поперченном к оси вращения направлении. При такой схеме процесса резания неизбежен ряд конструктивных сложностей по обеспечению жесткости, виброустойчивости и точности позиционирования суппорта, особенно при обработке деталей повышенной точности на больших скоростях. Для разрешения этой проблемы швейцарские конструкторы нашли нестандартное и революционное по тем временам решение. Они создали ручной станок (а затем и токарный автомат), в котором суппорт с инструментом находится в неподвижном состоянии, а движение подачи осуществляется подвижной шпиндельной бабкой по направлению оси вращения (т.е. вращающаяся деталь надвигается на неподвижный резец).
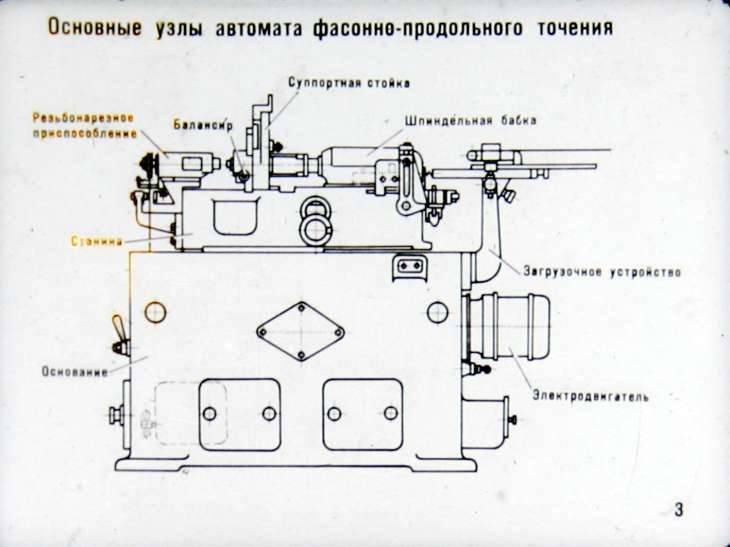
Хотя по своим производственным характеристикам токарный автомат продольного точения с ЧПУ значительно отличается от первых станков этого типа, он имеет ту же традиционную компоновку и состав основных узлов и агрегатов:
- сплошная литая станина с направляющими для передней бабки;
- подвижная бабка с полым шпинделем и цанговым зажимом;
- люнетная втулка;
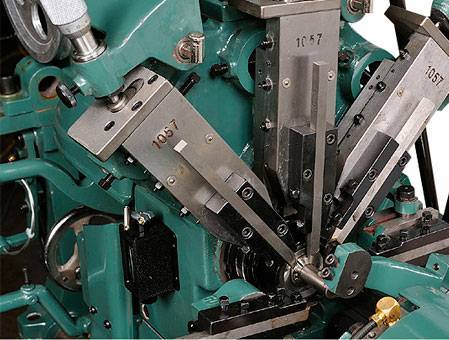
- блок неподвижных суппортов с резцами;
- приспособление для подачи прутковых заготовок через шпиндель.
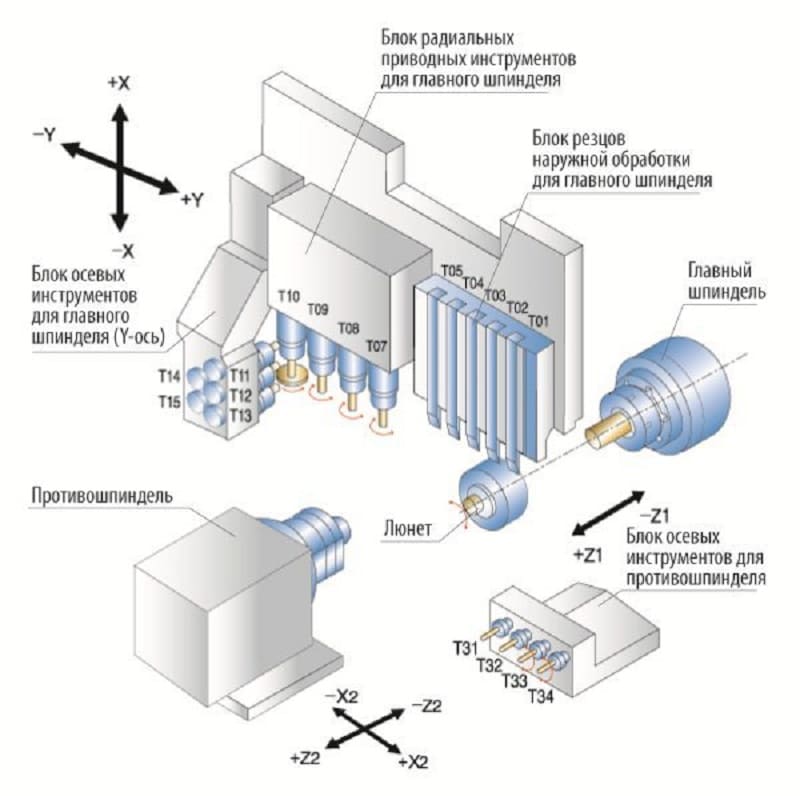
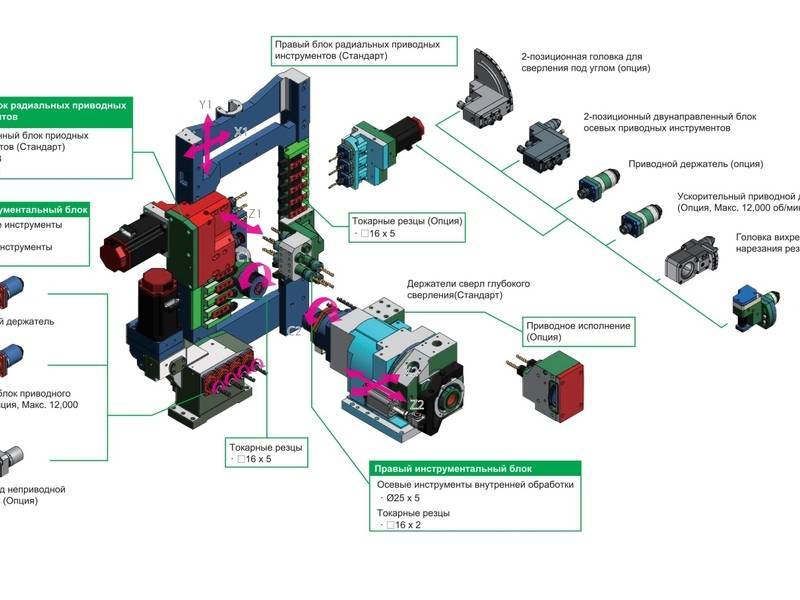
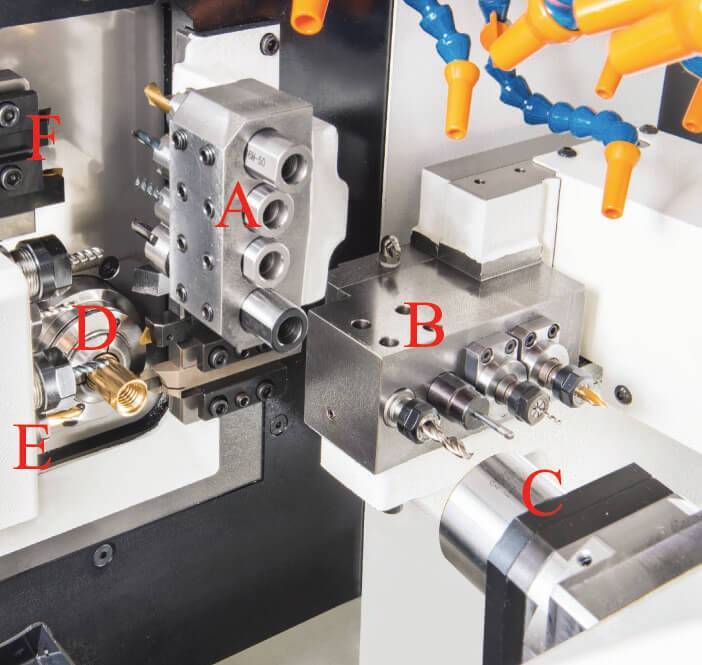
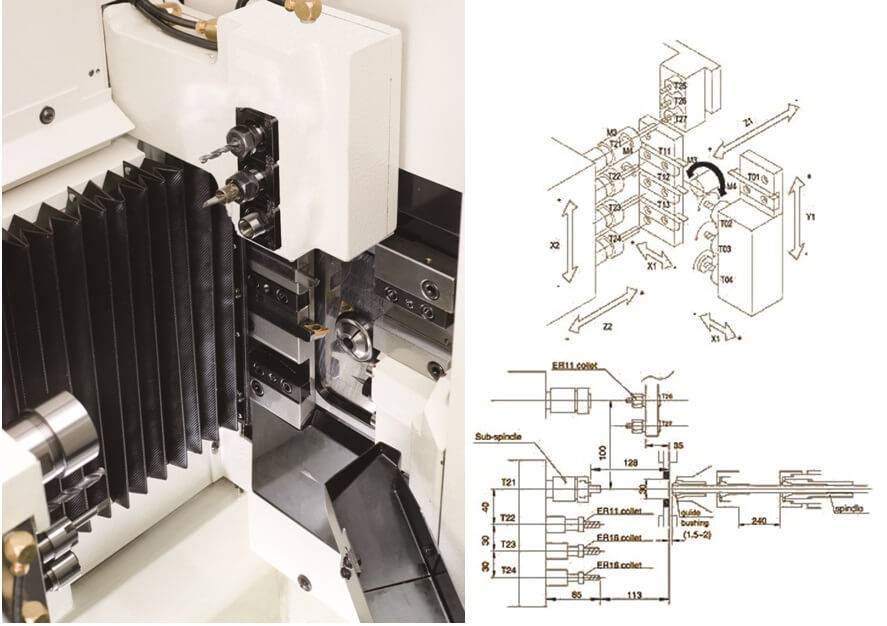
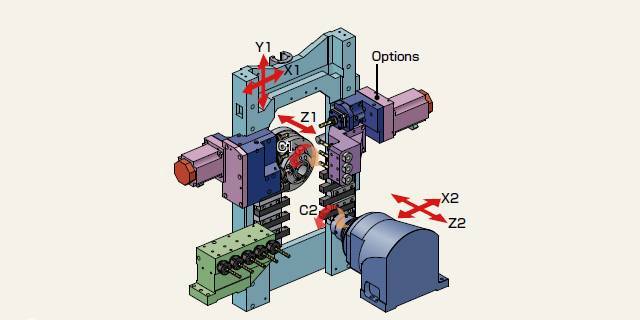
Современный токарный автомат представляет собой многофункциональный обрабатывающий центр с числовым программным управлением. Помимо традиционных компонентов такое оборудования может включать в себя:
- противошпиндель;
- блок или револьверную головку с приводным инструментом;
- позиционируемые в разных плоскостях блоки резцов;
- магазин заготовок;
- ловитель деталей и конвейер для готовых деталей;
- систему подачи СОЖ;
- конвейер стружкоудаления.
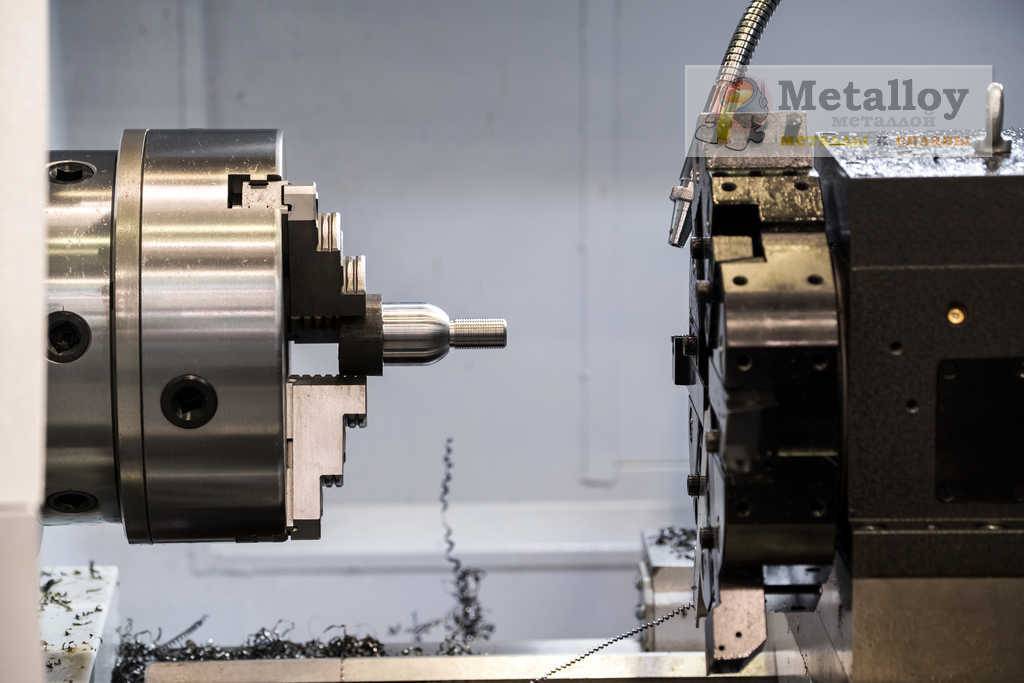
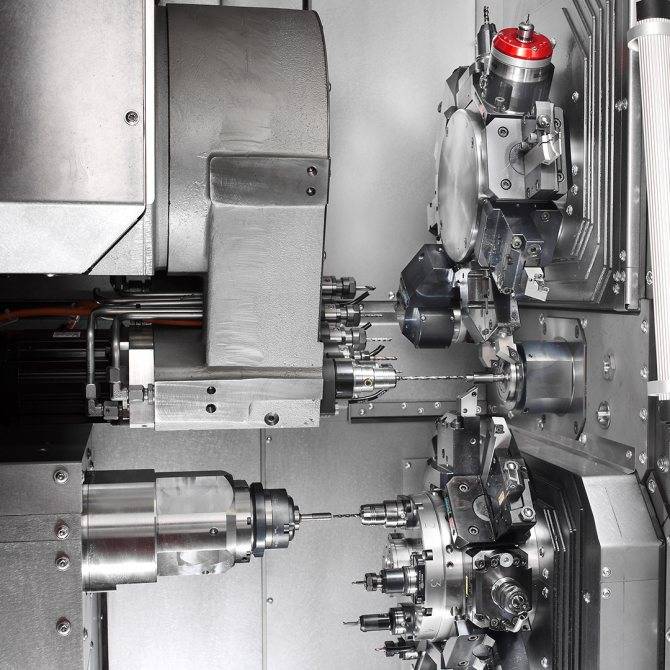
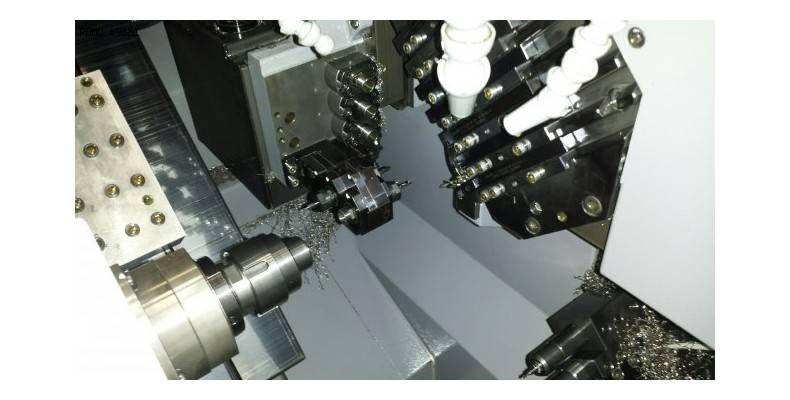
На станках такого типа можно выполнять независимую обработку резцовым и приводным инструментом одновременно двух деталей, закрепленных в шпинделе и противошпинделе. Кроме того, точная синхронизация вращения шпинделей дает возможность передавать обрабатываемую заготовку из одного шпинделя в другой, что позволяет производить за одну установку обработку обоих торцов детали. А наличие револьверной головки и различных блоков резцового и приводного инструмента дает возможность выполнять на одной установке детали весь спектр необходимых технологических операций: от точения, сверления и нарезания резьбы до плоского и контурного фрезерования.
К специфическим особенностям токарных автоматов продольного точения можно отнести высокие требования к качеству заготовок.
Считается, что точность обрабатываемого прутка, профиля или проволоки должны быть на квалитет вышее, чем получаемая из них деталь. Другая особенность — необходимость использования для повышения точности обработки невращающихся люнетных втулок, которые склонны к износу и нагреву.
Токарные автоматы и полуавтоматы: назначение и принцип работы

Токарные автоматы и полуавтоматы, в основном используются для точения деталей сложной формы из прутка и штучных заготовок в условиях крупносерийного и массового производства. Автоматом называется станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовки, а также загрузка заготовки и выгрузка обработанной детали. Обслуживание автомата сводится к периодической подаче материала-заготовки или прутка — и контролю обработанных деталей.
Полуавтоматом называются токарные станки, в которых автоматизированы все основные и вспомогательные движения, составляющие цикл обработки одной заготовки. По окончании цикла полуавтомат останавливается, для повторения цикла необходимо снять готовую деталь, поставить и закрепить новую заготовку и вновь запустить станок.
Токарные автоматы и полуавтоматы предназначены для изготовления деталей сложной конфигурации путем обработки заготовки несколькими инструментами. Наряду с токарными автоматами и полуавтоматами, получившими наибольшее распространение в машиностроении, существуют автоматы и полуавтоматы фрезерные, шлифовальные, сверлильные и прочие.
Автоматизация цикла работы современных станков осуществляется на основе использования средств механики, гидравлики, электротехники и электроники, пневматики или на комбинированной базе.
Станки с механической базой автоматизации производительны и надежны в эксплуатации. Однако на переналадку таких автоматов затрачивается много времени. Поэтому автоматы с механической базой автоматизации используют, как правило, в условиях массового производства, а полуавтоматы — в условиях серийного и крупносерийного производства. Станки, автоматизированные другими способами, допускают быструю переналадку и поэтому применяются чаще всего в серийном производстве.
Особое место занимают станки с ЧПУ, это оборудование с числовым цифровым программным управлением циклом. Такие станки могут быть эффективно использованы для изготовления деталей мелких и средних серий.
Токарные автоматы и полуавтоматы подразделяют по различным признакам:
- назначению — на универсальные и специализированные;
- виду заготовки — на прутковые и патронные;
- количеству шпинделей — на одно- и многошпиндельные;
- расположению шпинделей — на горизонтальные и вертикальные.
Выпуск станков токарной группы составляет большую часть общего выпуска станков. Диапазон их типоразмеров чрезвычайно широк: от настольных до тяжелых (массой до 1300 т).


Научно-технические достижения в станкостроении, технологии машиностроения, теории резания металлов, радиоэлектронике, электротехнике, а также в области создания систем автоматического управления создали условия для производства нового класса станков по уровню автоматизации — высокопроизводительных металлорежущих станков, оснащенных системой числового программного управления.
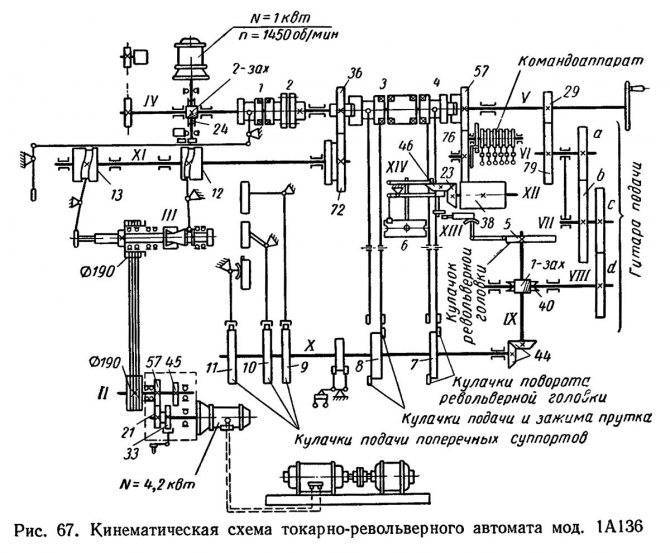
Токарные автоматы и полуавтоматы относятся к высокопроизводительным станкам, которые широко применяют в условиях крупносерийного массового производства. Эти станки следует рассматривать как станки с программным управлением на механической основе. Главным органом управления таких станков является распределительный вал, на котором расположены кулачки, управляющие отдельными механизмами станка, обеспечивающие надежную синхронизацию всех движений цикла работы станка. В данном случае кулачки (копиры) являются носителями программы работы автомата или полуавтомата. Поэтому такие станки часто называют кулачковыми автоматами. Необходимо квалифицированно использовать это сложное технологическое оборудование механических цехов машиностроительных заводов, чтобы обеспечить максимальный съем деталей со станка при минимальной затрате времени, при высокой точности изготовляемых деталей.
Классификация
Из-за многообразия видов токарных автоматов, человеку без опыта сложно их отличать. Для этого было создано несколько классификаций. В них указываются отличия автоматов по выполняемым операциям или конструкции.
По назначению
Любое промышленное оборудование можно разделить по назначение. Автоматические токарные станки бывают двух типов:
- Специализированные — используются при проведении определённой операции с заготовкой. Не подлежат перенастройке.
- Универсальные — оборудование которое может выполнять различные операции с заготовками.
Также существуют полуавтоматы, которые используется для изготовления штучных деталей.
По расположению шпинделей
Если говорить о расположении рабочей части токарного автомата, можно выделить две конструкции:
- вертикальный шпиндель;
- горизонтальный шпиндель.
Перемещение ключевых элементов оборудования и сам процесс обработки зависит от расположения шпинделя.
По количеству шпинделей
Устройства различаются и по количеству подвижных элементов:
- одношпиндельные — предназначены для обработки одной заготовки;
- многошпиндельные — одновременно могут обрабатывать несколько заготовок.
Существует несколько типов одношпиндельных автоматов. Каждый их них представляет собой отдельную конструкцию, выполняющую определённые операции.
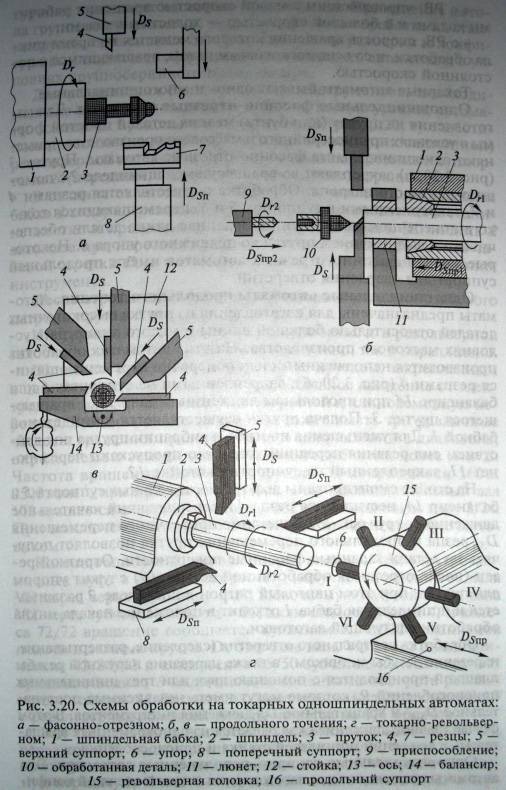
Одношпиндельный автомат
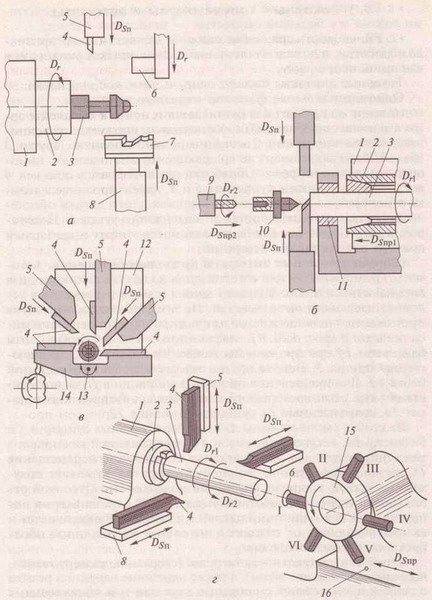
Фасонно-отрезные
Фасонно-отрезные автоматы используются для изготовления коротких заготовок, у которых небольшой диаметр. На выходе получается простая форма. Принцип работы заключается в том, что заготовка закрепляется во вращающемся шпинделе. Для обработки детали в суппортах закрепляются резцы. Количество суппортов может достигать 4. Перемещать их можно по поперечному направлению. В новых моделях есть специальные направляющие, которые позволяют перемещать суппорт вдоль оси шпинделя.
Дополнительно в фасонно-отрезных автоматах устанавливается упор. Его можно передвигать для увеличения или уменьшения длины заготовки.
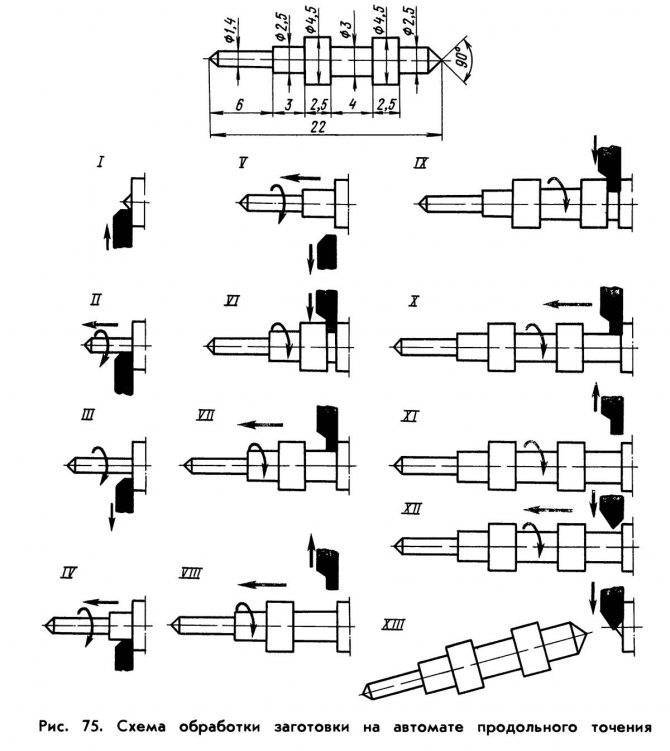
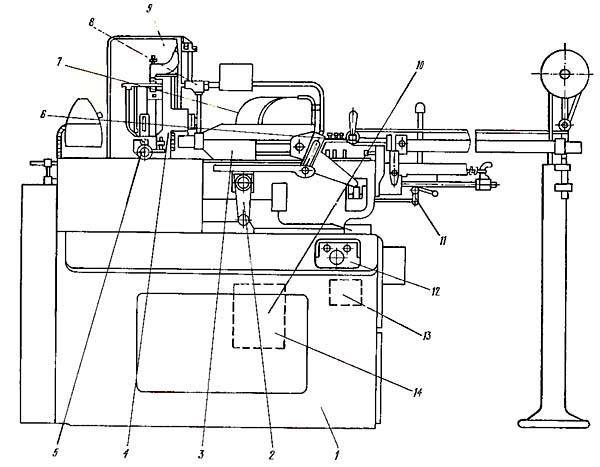
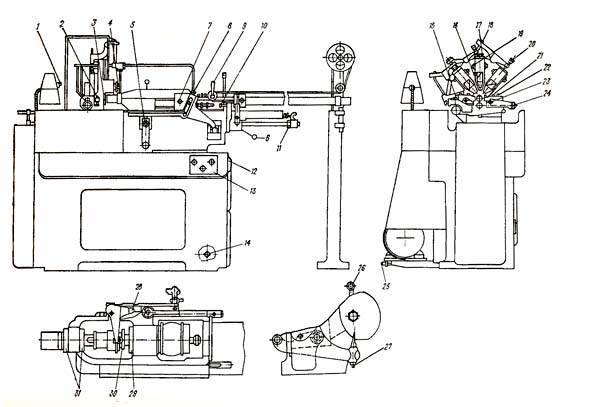
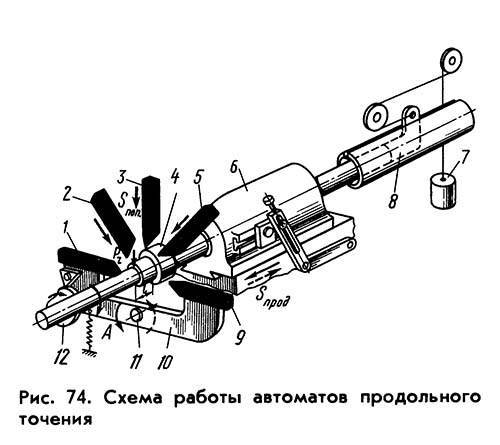
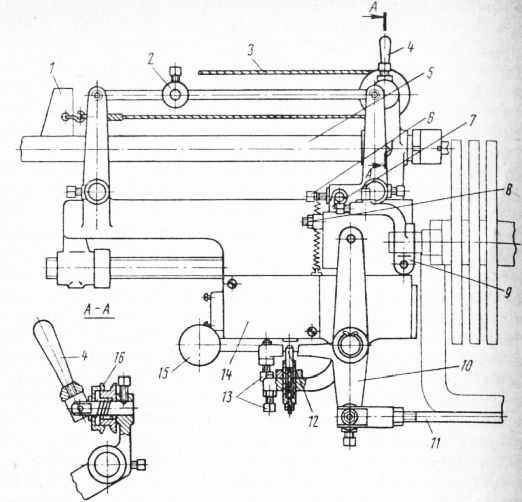
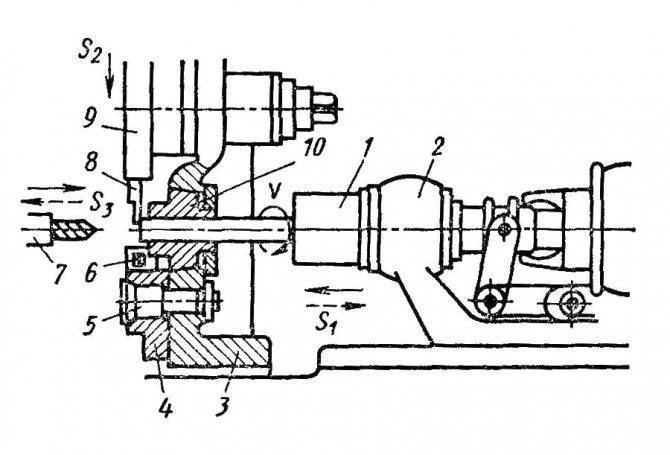
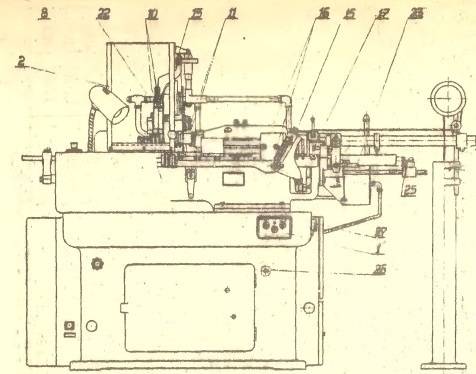
Продольного точения
Токарный автомат продольного точения применяется при производстве длинных деталей с малым сечением из металлического прутка. Используется на предприятиях, занимающихся приборостроением или часовым производством. С помощью цангового патрона заготовка закрепляется в шпинделе. Он закреплён на подвижной бабке, которая передвигается по направляющим. Резцы же остаются неподвижными. Они прочно закрепляются в суппортах.
Дополнительно напротив заготовки могут устанавливаться специальные приспособления, с помощью которых выполняются различные операции. К ним относится сверление, нарезание резьбы и зенкерование. Шпиндель может оборудоваться отдельным приводом, который будет обеспечивать поступательные движения.
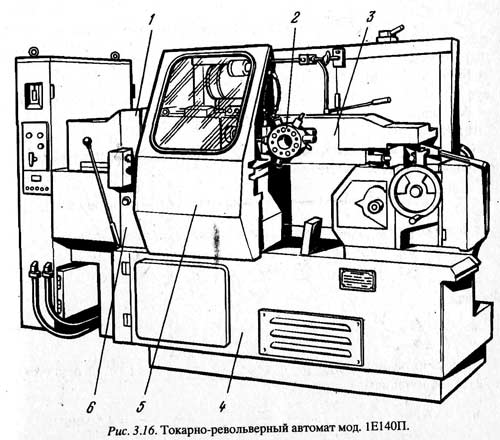
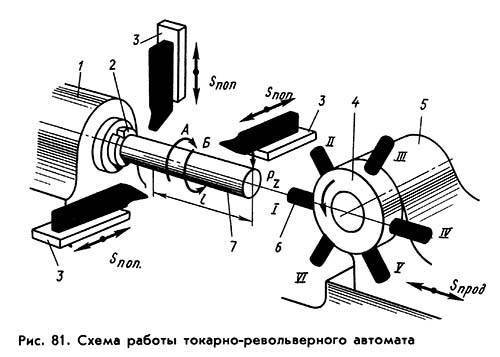
Токарно-револьверные
Токарно-револьверные автоматы используются на производстве при изготовлении изделий сложной формы. При работе применяется металлический пруток. Некоторые модели предназначены для создания штучных заготовок. Металлическое изделие или прут закрепляется в подвижном шпинделе. Револьверная головка начинает автоматически перемещаться. Суппорты совершают поперечные движения.
Типы токарного оборудования
Токарно-револьверные станки предназначены для изделий, обрабатывать у которых необходимо несколько поверхностей, используя различные инструменты. Чтобы не выполнять установку и настройку каждого инструмента, на таких станках устанавливаются револьверные головки, в которых может быть предусмотрено два и более гнезда для размещения инструментов. Конечно, обслуживать такой токарный станок значительно сложнее, чем обычную модель, но это полностью компенсируется функциональностью этого агрегата. К примеру, популярными моделями подобных станков являются 1Е316П, 1Г340ПЦ, 1П371, 1А341.
Карусельный станок — одна из разновидностей станков токарной группы
Карусельные станки токарной группы предназначены для выполнения обработки заготовок, характеризующихся небольшой длиной, значительной массой, большим внешним диаметром. К ним относятся габаритные зубчатые колеса, маховики и др. Функциональные возможности таких токарных станков (например, моделей 1512, 1541, 1550, 1Л532 и прочих) позволяют выполнять на них различные виды токарных работ: точение, растачивание, прорезывание канавок, обработку торцов и др. А если дооснастить такие токарные агрегаты дополнительными приспособлениями, то они станут еще более универсальными: с их помощью можно будет выполнять некоторые фрезерные операции, нарезать резьбу, осуществлять шлифовку и производить ряд других технологических действий.
Рабочие органы многошпиндельного станка
Многошпиндельные станки, относящиеся к токарной группе, необходимы для выполнения сложнейших технологических операций в условиях серийного производства. Заготовки, которые можно обрабатывать на таких станках, могут иметь форму труб, шестигранных, квадратных и круглых прутков, фасонного профиля и др. Отличается подобная техника высокой жесткостью своей конструкции и мощным приводом, что позволяет выполнять с ее помощью обработку с высокой производительностью.



Что важно, такая сложная и функциональная техника обслуживается точно так же, как и станок обычной модели. Перечень технологических операций, которые можно выполнять на подобном агрегате, достаточно обширен: растачивание, черновое и фасонное обтачивание, нарезание и накатывание резьбы и др
Наиболее популярными моделями подобного токарного оборудования являются станки 1П365 и 1Б140.
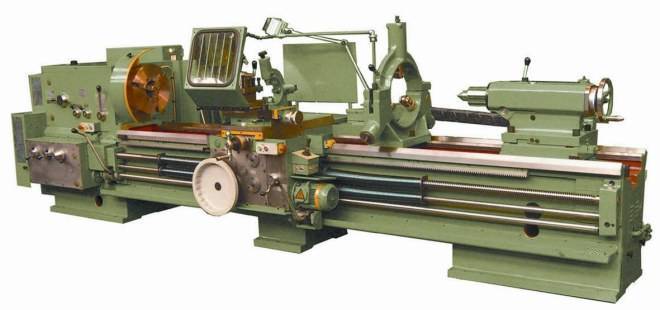
Токарно-винторезный станок 16К20
Распространенными моделями станков для токарной обработки, которые завоевали широкую популярность еще во времена СССР, являются токарно-винторезные устройства. Свою популярность такие станки, которые можно встретить не только практически на любом промышленном предприятии, но и в школьных мастерских, завоевали благодаря тому, что с их помощью можно эффективно выполнять большой перечень технологических операций.
Каждый такой станок, вне зависимости от модели, имеет типовую конструкцию, состоящую из однотипных узлов. Наряду со своей функциональностью, токарно-винторезные модели токарных станков отличаются высокой безопасностью, простотой в работе и обслуживании, что и дает возможность использовать их в качестве агрегатов для оснащения школьных мастерских еще со времен СССР. Наиболее известными и популярными моделями такого токарного оборудования являются станки 16К20, 16К50, 16Б16А и 16П16П.
На предприятиях, выпускающих свою продукцию крупными сериями и использующими в производстве заготовки из фасонных профилей и калиброванных прутков, активно применяются токарные автоматы. Такие станки, на которых преимущественно выполняют операции точения в продольном направлении, с одинаковым успехом справляются с обработкой заготовок из различных металлов: сверхтвердых сплавов, мягкой меди и др.
Токарно-продольный автомат 1М10ДА
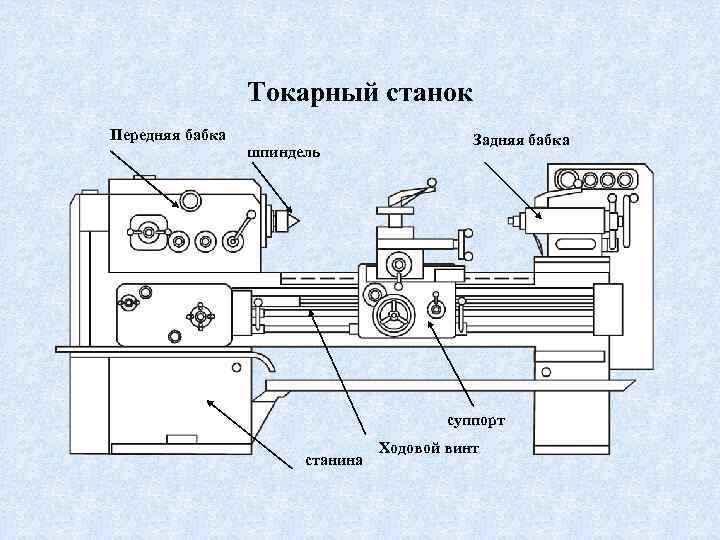
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.
Верхние рейки служат направляющими, по которым двигаются суппорт токарного станка и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.
Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.
Шпиндель токарного станка, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.
Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!

Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.
Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.
Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка токарного станка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.
Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.
Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).
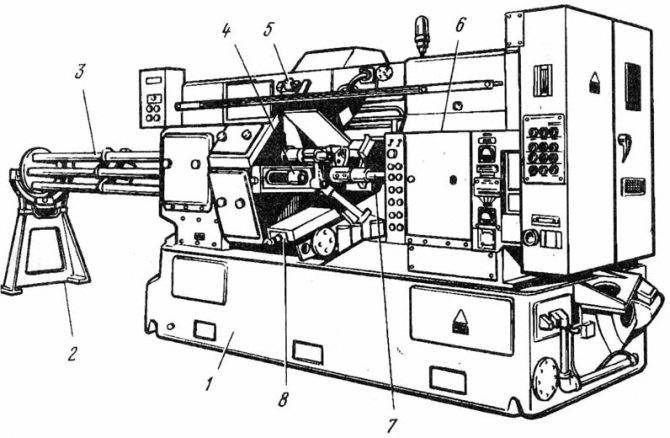
Револьверные станки
Отличительной особенностью токарно-револьверных станков (рис. 1.) является наличие специализированной многопозиционной головки. Эта головка называется револьверной и имеет несколько резцедержателей. Смена режущего инструмента в процессе работы производится за счет поворота револьверной головки на определенный угол.

Рисунок 1. Токарно-револьверный станок.
Рисунок 1. Токарно-револьверный станок.
Токарно-револьверный станок конструктивно состоит из следующих основных частей.
- Станина с фундаментной плитой и направляющими. Служит для размещения узлов станка.
- Коробка подач суппортов. Предназначена для задания скорости автоматической подачи.
- Передняя (шпиндельная) бабка. Вмещает в себя электродвигатель, систему шестерен коробки скоростей и привод шпинделя.
- Патрон. В патроне закрепляется обрабатываемая деталь.
- Резцедержатель. Служит для закрепления токарного резца. Стандартное оборудование токарного станка.
- Суппорт. Создает движение подачи резца в зону обработки. Оснащается приводным винтом, который связан с коробкой подач. Коробка подач, в свою очередь, способна работать в паре с коробкой скоростей. Это позволяет настраивать автоматическую скорость подачи, которая зависит от частоты оборотов шпинделя. Используется для нарезки резьб или при точении с точно заданной скоростью подачи.
- Резцедержатель револьверного типа. На представленной модели револьверного станка имеет шесть гнезд, служащих для закрепления осевого режущего инструмента (сверл, зенкеров, разверток). Также в револьверной головке может быть установлен обычный резец.
- Суппорт револьверной головки. Выполняет те же функции, что и стандартный суппорт. Также связан с коробкой подач при помощи ходового винта.
- Барабан револьверного суппорта.
Сегодня токарно-револьверные станки набирают все большую популярность, особенно в сегменте металлорежущего оборудования с ЧПУ. Это объясняется довольно обширными технологическими возможностями токарно-револьверных станков с ЧПУ.
Разновидности и конструктивные особенности
Станком на самом деле очень много и выполняют они всевозможные операции по обработке металла, но мы наведем самые известные виды
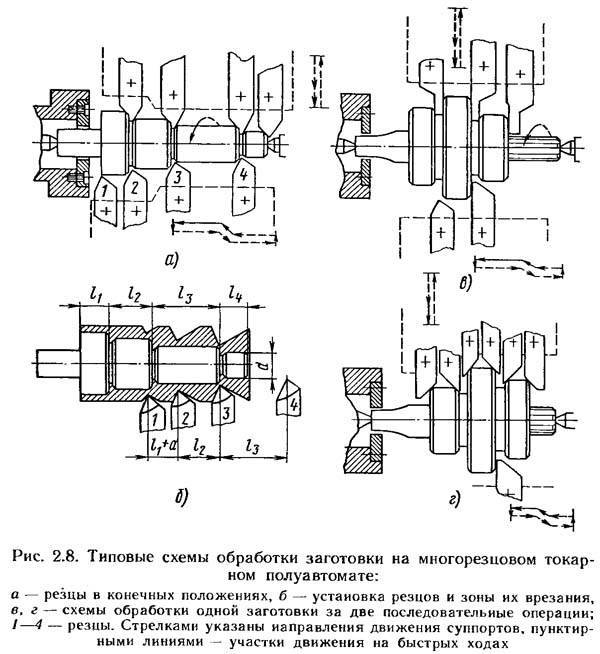
Многорезцовые
Предназначены для обработки сложных деталей, сделанных из труб, фасонного профиля или прутков разного сечения. Многорезцовые или многошпиндельные станки в основном используются при серийном производстве.

Производимые операции:
- сверление;
- резьба;
- точение;
- подрезка;
- растачивание;
- зенкерование;
- развертывание.
Многорезцовые станки обладают высокой производительностью благодаря большой площади приводного механизма, жесткости конструкции, способности выполнять несколько операций одновременно.
Карусельные
Группа станков для работы с крупногабаритными деталями и заготовками. Детали, обрабатываемые на них, отличаются небольшой длиной, но значительной массой и диаметром.




Особенности карусельных моделей:
- используются для обработки поверхностей конической или цилиндрической формы;
- выполняются пазы различной конфигурации;
- также можно сделать шлифовку, фрезеровку, подрезку торцов;
- нарезка резьбы.
Помимо основных элементов любого токарного станка, данный вид имеет дополнительное оборудование:
- стол с планшайбой;
- стойки для передвижения траверсы.
Затыловочные
Станки предназначены для обработки задних поверхностей зубьев инструментов. Также на нем можно выполнять и другие токарные работы. Отличает затыловочный станок особая конструкция суппорта. Затылование детали производится следующим образом:
- вращательное движение детали;
- возвратно-поступательное движение режущего инструмента к детали.

Винторезные
Наиболее распространенная группа станков. Широко используются в серийном и единичном производстве. Винторезные модели можно встретить и в мастерских, и в школах, и на любом производстве. Они отличаются простотой эксплуатации и обслуживания.
СПРАВКА! Токарно-винторезный станок является универсальной моделью для всевозможных обработок металлических заготовок. На нем можно выполнять различные виды резьбы: модульную, дюймовую, метрическую.

Конструктивные элементы:
- станина;
- передняя и задняя бабка;
- суппорт;
- фартук;
- коробка подач.
Револьверный
Станки револьверной группы рассчитаны на обработку деталей из калиброванного прутка. Операции, которые могут выполняться на данном оборудовании:
- точение;
- расточка;
- фасонное точение;
- зенкерование;
- сверление;
- формирование резьбы;
- развертывание.

СПРАВКА! Название станков данной группы происходит из-за специального держателя. Он может быть приводным или статическим. Приводной тип дает больше возможностей для проведения различных операций.
Универсальный
К универсальным токарным станкам относятся винторезные станки, так как на них можно выполнять практически любые операции по металлу.
Основные технические характеристики универсального станка:
- скорость вращения (количество оборотов); класс точности; он указывается в маркировке изделия буквами С, В, Н, А, П;
- число передач;
- каких размеров детали можно устанавливать;
- вес и габариты станка;
- величина подачи и максимального перемещения по оси.

Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
- С – особая точность.
- В – высокая точность.
- Н – нормальная точность.
- А – особо высокая точность.
- П – повышенная точность.
Цифры обозначают:
- первая цифра 1 указывает на то, что это токарный станок;
- вторая цифра обозначает тип устройства;
- третья и четвертая – показывают особенности обработки.
Например, 16К20Т обозначает:
- 1 – токарный станок;
- 6 – тип лобовой;
- 20 – 200 мм основной параметр;
- Т – модифицированный.
Отличие автоматов и полуавтоматов
Различие между автоматами и полуавтоматами заключается в том, что на полуавтомате оператор выполняет такие действия:
- установка и закрепление заготовки;
- пуск оборудования;
- освобождение и снятие готового изделия.
Прутковые токарные автоматы предназначены для их эксплуатации в серийном и массовом производствах. Объясняется это тем, что устройство таких автоматов предполагает использование достаточно сложных инструментальных наладок, которые занимают много времени для подготовки. Их рентабельность достигается только тогда, когда обработать нужно большую партию деталей.



Классификация универсальных токарных станков
Виды токарно-винторезных станков выделяют в зависимости от нескольких параметров, к числу которых относятся:
- масса оборудования;
- максимальная длина детали, допускаемой к обработке на токарно-винторезном станке;
- максимальный диаметр такой детали.
Длина детали, обрабатываемой на токарно-винторезном станке той или иной модели, зависит от того, какое расстояние выдержано между его центрами. Если рассматривать диаметр заготовки, которую позволяет обрабатывать конкретный универсальный токарно-винторезный станок, то данный параметр находится в диапазоне от 100 до 4000 мм. Следует иметь в виду, что модели станков, на которых могут обрабатываться детали одинаковых диаметров, могут отличаться длиной обрабатываемых заготовок.

Тяжелый токарно-винторезный станок 1А670
Универсальные токарные станки могут иметь различный вес. Так, по данному параметру оборудование относят к одной из следующих категорий:
- тяжелые станки, вес которых может доходить до 400 тонн (на токарно-винторезных станках данной категории можно обрабатывать детали с диаметром 1600–4000 мм);
- станки весом до 15 тонн (на таком оборудовании можно обрабатывать детали диаметром 600–1250 мм);
- оборудование массой до 4 тонн (с допустимым диаметром обрабатываемых деталей 250–500 мм);
- легкие станки, вес которых не превышает 0,5 тонн (на таком оборудовании можно обрабатывать детали с диаметром 100–200 мм).
Легкий универсальный токарный станок — это настольная модель, которая используется, как правило, в домашних мастерских или на небольших предприятиях.

Токарно-винторезный станок CU500
Наиболее распространенными типами предприятий с такими токарно-винторезными станками являются:
- опытно-экспериментальные участки предприятий различных отраслей промышленности;
- предприятия, занимающиеся производством часовых механизмов;
- заводы, выпускающие приборы и контрольно-измерительное оборудование.
Токарно-винторезными станками тяжелой группы оснащают предприятия энергетической и машиностроительной отрасли. Устройства этого типа также применяют для обработки элементов специальных механизмов и узлов – деталей:
- турбинных механизмов;
- для оснащения железнодорожного транспорта (колесных пар и др.);
- для комплектации тяжелого прокатного оборудования.
Универсальный токарный станок, относящийся к средней категории, обладает целым рядом весомых преимуществ: широкий диапазон подач рабочего инструмента и частот вращения шпинделя, высокая жесткость конструкции и мощность двигателя, позволяющая выполнять широкий перечень работ с заготовками из металла и других материалов.
Токарно-винторезные станки средней категории, кроме того, оснащаются различными механизмами и приспособлениями, которые значительно расширяют их функционал, позволяют делать обработку с большей точностью, делают труд обслуживающего персонала более комфортным и безопасным. Такие элементы дополнительного оснащения, что удобно, позволяют автоматизировать многие процессы обработки заготовок на токарно-винторезных станках.
Отдельно следует сказать о токарно-винторезных станках с числовым программным управлением (ЧПУ), которые в советское время выпускались одновременно несколькими предприятиями. Такими станками, как правило, оснащались предприятия, которые занимались выпуском большой номенклатуры мелкосерийной продукции. Устройство токарно-винторезного станка данного типа и возможность его быстрой переналадки делает его просто незаменимым в тех ситуациях, когда необходимо быстро перейти на выпуск деталей другой модификации.
Токарно-винторезный станок 1М63
Примечания
- (англ.). Brighthub Engineering. Дата обращения: 26 марта 2018.
- Clifford, Brian (англ.). The Woodturner’s Workshop. Woodturners’ Guild of Ontario. — «the first evidence of the lathe itself comes from the 3rd century BC but it is known that it was in use long before that. A flat wooden dish which stood on wooden legs was found in a pit grave at Mycenae dated at 1100 to 1400 BC… suggests that it could have been turned on a mandrel held between centres in a lathe. Against this view must be set the fact that there is no sign of turned grooves on the piece». Дата обращения: 24 июля 2018.
- Clifford, Brian (англ.). The Woodturner’s Workshop. Woodturners’ Guild of Ontario. — «The earliest piece from that was found at a site known as the «Tomb of the Warrior» at Corneto. This is a fragment of a wooden bowl, dated at around 700 BC, which shows «clear evidence of rounding and polishing on its outer surface and of hollow turning…» (Woodbury) Other Etruscan turned vessels were found on this site. … Excavations of a mound grave in Asia Minor (now Turkey) revealed two flat wooden dishes with decorative turned rims. These have been dated as from the 7th century BC.». Дата обращения: 24 июля 2018.
- Clifford, Brian (англ.). The Woodturner’s Workshop. Woodturners’ Guild of Ontario. — «The earliest information on the lathe dates from the 3rd century BC. This is a bas-relief carving on the wall of the grave of an Egyptian called Petrosiris.». Дата обращения: 24 июля 2018.
- Murthy, S. Trymbaka. Textbook of Elements of Mechanical Engineering (англ.). — ISBN 978-9380578576.
- . histrf.ru. Дата обращения: 26 января 2019.
- . www.inventor.perm.ru. Дата обращения: 26 января 2019.
- Tomiyama, Testuo (англ.) (PDF). OpenCourseWare: TUDelft. TUDelft (16 February 2016). — «1770 Jan Verbruggen Escaped to England with his Son Pieter Verbruggen (1734-1786) and Became Master Founder at Woolwich Arsenal». Дата обращения: 24 июля 2018.





