

Настольные токарные станки
Настольные станки применяются для обточки деталей малого размера.
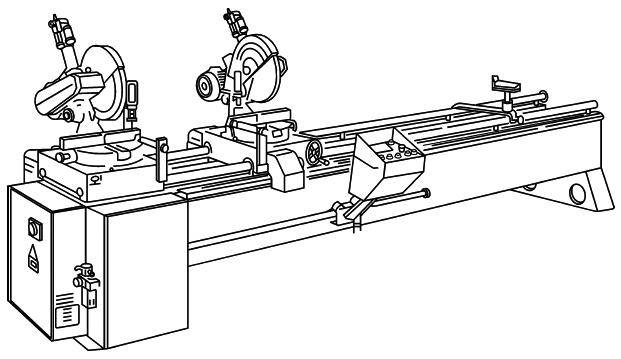
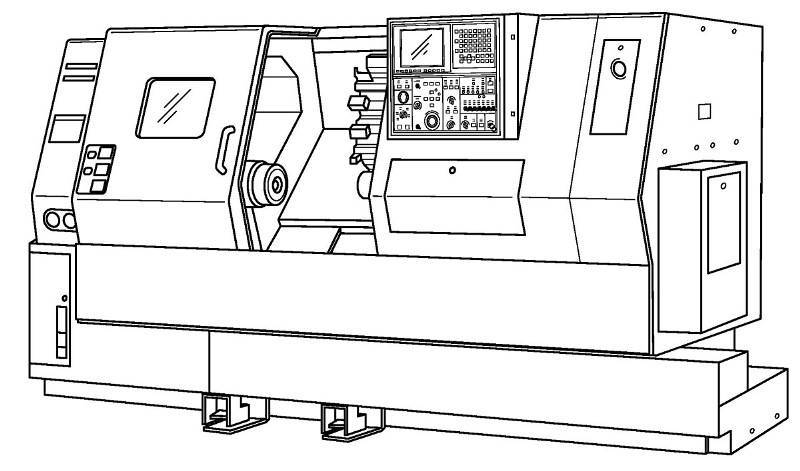
 Настольный токарный станок
Настольный токарный станок
Несмотря на небольшой размер, малый вес, а также гораздо меньшую скорость работы по сравнению с промышленными машинами, малогабаритные агрегаты способны выполнять множество различных операций.
В надежности и качестве выполненной работы они ничем не уступают полноразмерным моделям – ведь современные настольные станки также имеют числовое программное управление. Такие станки чаще всего применяются в автосервисах, мастерских, учебных заведениях и, конечно, в быту.
У домашних агрегатов немало достоинств:
- невысокая цена;
- подключение к питанию в 220 B (также рекомендовано использовать сеть в 380 B);
- минимальное энергопотребление по сравнению с большими станками – компактные агрегаты экономят электроэнергию;
- довольно тихая работа;
- из-за малых габаритов идеально подходит для небольших помещений: мастерских или сервисов;
- удобство и простота использования – работа не требует серьезной подготовки и множества специальных знаний;
- надежность и долговечность – при правильной и бережной эксплуатации настольный агрегат прослужит много лет, не требуя ремонта или замены;
- при установке дополнительных элементов легко расширить функциональность станка, например, за счет выполнения сверлильных и фрезеровочных работ.
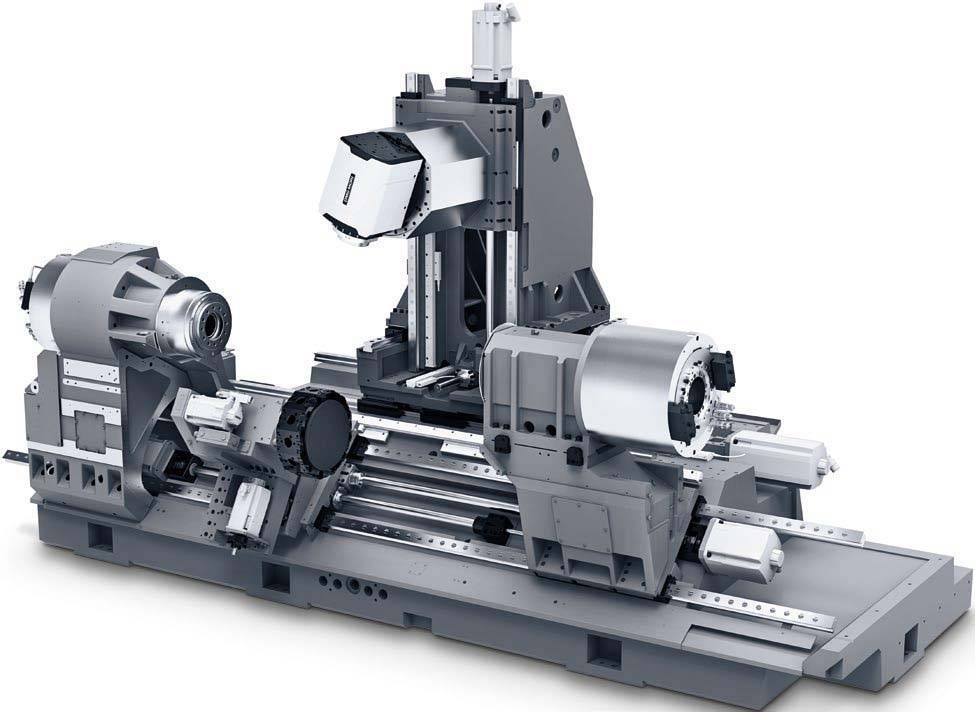
 Настольный токарно фрезерный станок
Настольный токарно фрезерный станок
Токарные станки являются неотъемлемым атрибутом крупных промышленных предприятий, они позволяют решать широкий спектр задач по обработке не только металла, как это было на первых моделях станков, но и пластика, дерева, а также других материалов.
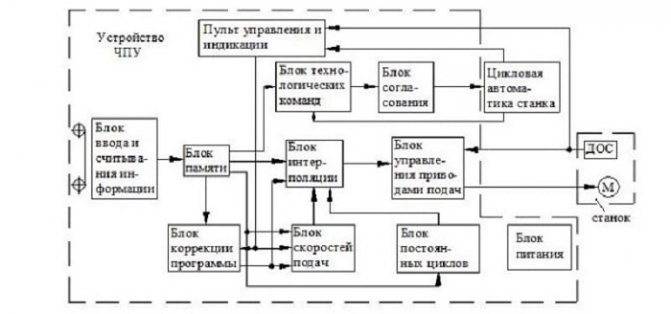
Предназначение устройства ЧПУ
Числовое программное управление (ЧПУ) предназначено для нарезки резьбы на заготовках, выточке деталей из них и тому подобное без вмешательства человеческого фактора для избежание брака на производстве.
Благодаря довольно гибким настройкам они зарекомендовали себя намного лучше, чем человек, а из-за того, что брак у них минимален, станки, оснащённые такой системой, просто незаменимы на серийном производстве, где важно изготавливать множество деталей, которые соответствуют качеству. Также есть такие виды токарных работ, с которыми может справиться только числовое программное управление
Если разделять станки с ЧПУ на виды, то нужно брать во внимание назначение и выполняемые им работы. В таком случае их можно разделить на пять видов:
- вертикально и горизонтально-фрезерные;
- консольные;
- продольные;
- широкоуниверсальные;
- инструментальные.
Классификация
Данные машины бывают трех типов:
- контурного;
- позиционного;
- адаптивного.
Первый тип включает приборы, работающие по заданной траектории. Такие агрегаты требуют контроля со стороны оператора. Ко второму типу относятся станки, способные выполнять обработку на устройстве точечным образом. Третий тип объединяет возможности контурного и позиционного станка.
Станки отечественного производства поступают в продажу с определенной маркировкой, при помощи которой можно определить возможности оборудования. Маркировка включает букву и цифру. Наиболее распространенные модели имеют маркировки:
- Ф1 – рабочий механизм выполняет обработку по заранее заданным координатам;
- Ф2 – рабочий механизм осуществляет точечную обработку;
- Ф3 – задается траектория, по которой выполняется точение на станках с ЧПУ под контролем оператора;
- Ф4 – комбинированная обработка, объединяющая возможности контурных и позиционных станков.
Также токарные станки с программным управлением отличаются:
- расположением оси шпинделя;
- расположением направляющих;
- конструкционными особенностями;
- видом осуществляемой обработки.
Приборы с числовым программным управлением делятся по уровням точности, каждому из которых соответствует определенная маркировка:
- Н – нормальная;
- П – повышенная;
- В – высокая;
- А – особо-высокая;
- С – особо точные устройства (только мастер-станки).
Маркировка выбирается в зависимости от того, где планируется применение станочного прибора. Если в маркировке отечественного станка присутствует буква «С», это указывает на наличие дополнительных возможностей устройства.
Принцип работы
Работа на токарных станках с ЧПУ зависит от характеристик используемого прибора. Выбор станка зависит от:
- допустимого показателя толщины обрабатываемой заготовки;
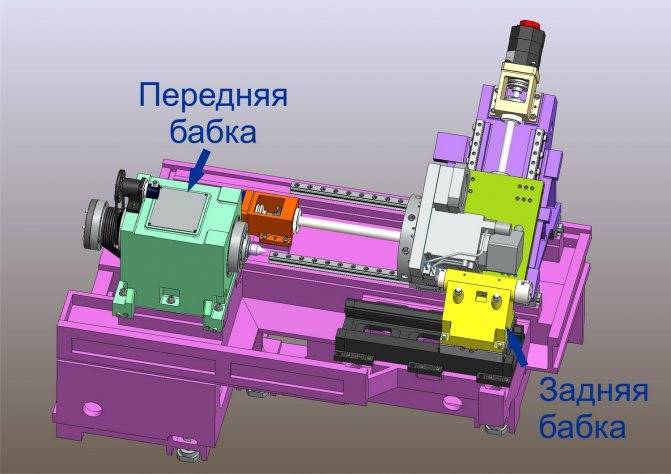
- максимального расстояние, которое можно установить между центральными частями бабок;
- допустимого диаметра детали, устанавливаемой над суппортом.
Задняя бабка используется для установки фрезы, или другого рабочего инструмента. Движение бабки выполняется по траектории рельс, расположенных на станине. Длина перемещения равна размерам заготовки. Вдоль обрабатываемой детали перемещается рабочий инструмент, движение которого зависит от каретки. Суппорт отвечает за то, чтобы его положение не сбилось в ходе точения.

Одиночный держатель применяется для простой обработки станками. Более сложные задачи выполняются при помощи головок, способных разместить несколько резцов. Наибольшее количество резцов составляет четыре.





Электромотор использует ременную передачу. Она способна обеспечить высокую производительность. Недостаток такой передачи заключается в растягивании ремня. Чтобы производительность сохранялась на высоком уровне, ремень периодически подтягивается.
Несмотря на то, что условно токарное оборудование с числовым программным управлением относится к автоматизированным системам, роль оператора в работе прибора очень важна. В обязанности оператора входит:
- выбор рабочего инструмента, необходимого для обработки на современном станке конкретной заготовки в соответствии с размерами и материалом;
- наладка станочного оборудования;
- тестирование агрегата перед запуском;
- внесение корректив в работу станка в случае необходимости;
- проверка готовых деталей на соответствие требований.

Оператор станка отвечает за работу современного токарного станка, контролирует ее выполнение, а также принимает меры безопасности при возникновении непредвиденных ситуаций. В случае поломки агрегата оператор оценивает степень проблемы, и выполняет ремонт, если это возможно. Также оператор должен уметь создавать управляющие программы, работать с ними, и изменять в случае возникновения ошибки. Это условие является обязательными при работе с устройствами ЧПУ.
Важные узлы токарно-винторезного станка и их особенности
Разберем несколько элементов станка, которые стоит отметить отдельно.
В шпиндель устанавливается специальный патрон (рис. 4), который имеет кулачки для закрепления заготовок. Процедура закрепления осуществляется автоматически или при помощи винта, установленного в патроне. Количество кулачков и их профиль могут быть самыми разнообразными.
Рисунок 4. Патрон токарного станка.
Рисунок 4. Патрон токарного станка.
Некоторые модификации коробок подач для токарно-винторезных станков комплектуются фрикционной муфтой (рис. 5). Она позволяет разорвать кинематическую цепь, если возникают критические перегрузки, что предохраняет детали коробки передач от разрушения. Также эта муфта дает возможность плавного переключения направления вращения шпинделя.

Рисунок 5. Фрикционная муфта токарно-винторезного станка.
Рисунок 5. Фрикционная муфта токарно-винторезного станка.
Пиноль и шпиндель имеют отверстия под установку так называемого конуса Морзе (рис. 6), который предназначен для быстрого закрепления различного осевого инструмента. Это приспособление имеет несколько стандартных типоразмеров.
Рисунок 6. Конус Морзе.
Рисунок 6. Конус Морзе.
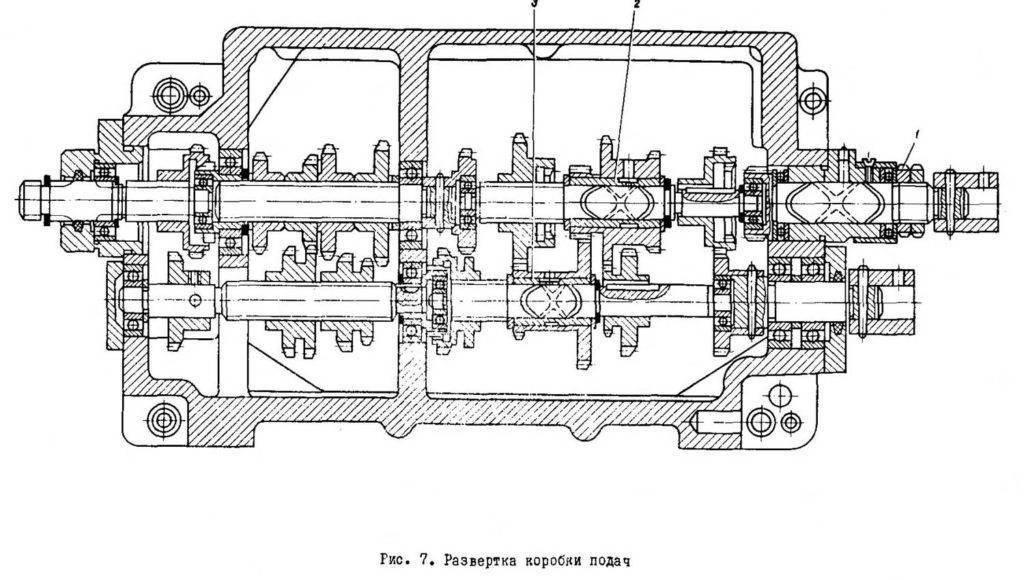
На суппорте установлена каретка токарного станка (рис. 7), которая служит для закрепления режущего инструмента. Стандартная каретка вмещает 4 резца. Помимо перемещения на салазках в поперечном и продольном направлении, она может поворачиваться в горизонтальной перпендикулярной оси вращения заготовки плоскости. При этом каретка имеет не только фиксированные положения, но и может быть установлена под любым углом. Это позволяет обрабатывать конусные и другие нестандартные детали.
Рисунок 7. Каретка токарного станка.
Рисунок 7. Каретка токарного станка.
На рукоятках фартука имеются лимбы (рис. 8). Это специальные кольцевые поворотные шкалы, которые служат для осуществления точной подачи. Лимбы в обязательном порядке имеют гравировку, на которой указана цена деления шкалы.

Рисунок 8. Лимб.
Рисунок 8. Лимб.
Токарно-винторезные станки часто доукомплектовываются нестандартным оборудованием, которое предназначено для проведения узкоспециализированных операций.
Классификация
Кроме перечисленного распределения, есть еще множество факторов, по которым происходит разделение всех устройств на модели и категории. Рассмотрим их подробнее.





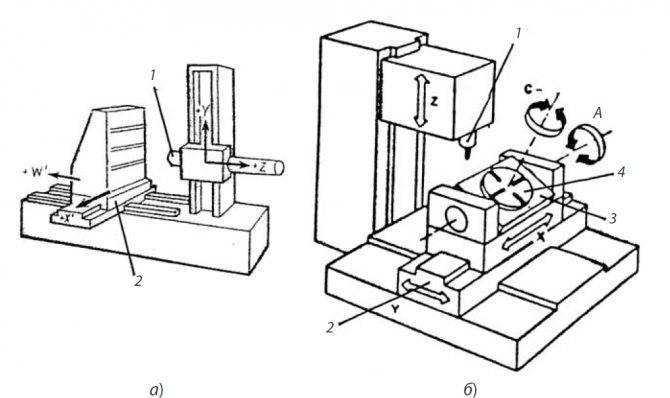
По размещению шпинделя
Фактически это предопределяет расположение заготовки. Есть вертикальные и горизонтальные токарные станки с ЧПУ. Первые встречаются реже, но они удобны тем, что занимают мало места. Однако для их установки потребуется достаточно крепкое бетонное основание.
Если деталь крепится с двух сторон в позиции по горизонтали, то сама станина, как и рабочая зона, занимает больше места. Это более классическая и привычная форма, поскольку обычные, без пульта управления имели именно такое расположение.
По расположению направляющих
Это важный узел, по которому передвигаются ползунки с инструментами. Они могут двигаться в нескольких направлениях:
- по горизонтали;
- по вертикали;
- по наклонной линии.
По организации инструментальной системы
Существует два вида:
- Сменные магазины с инструментами. Иногда в одном может находиться до 300 разновидностей лезвий.
- Револьверные шпиндельные головки. Кассетный резцедержатель вмещает до 12 резцов.
По виду выполняемых работ
Все машины различаются по технологическим группам. Токарная обработка на станках с ЧПУ имеет 1-й номер. В то время как фрезерная, например, – 6-й.
Количество функций может быть разным. Чем больше возможностей у оборудования, тем оно универсальнее. Многозадачность может быть выражена возможностью делать глухие и сквозные отверстия, а также наносить внутреннюю и внешнюю резьбу.
Мини-токарный станок по дереву
В деревообработке разделение оборудования на промышленное и бытовое значительно более условно, чем в металлообработке.
На маленьких настольных токарных станках обрабатывается абсолютное большинство деталей цилиндрической формы даже на крупных предприятиях по производству мебели.

Устройство токарных станков по металлу и дереву практически одинаково с теми же передней и задней бабками на станине, электродвигателем и ременной передачей. В деревообработке значительно многообразнее инструменты и приспособления для разных видов обработки дерева, включая фасонную обработку и художественную резьбу. Поэтому и больше набор патронов и планшайб для установки их на станке. Существует даже специальное приспособление в виде насадки на шпиндель с эксцентриком и ползунами для точения овалов.
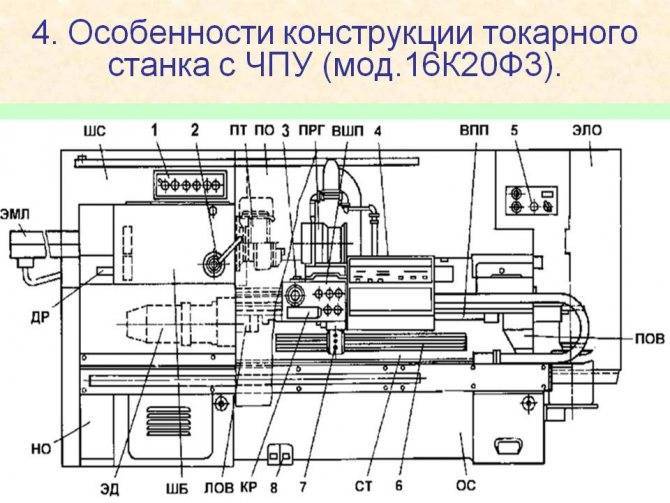
Особенности конструкции
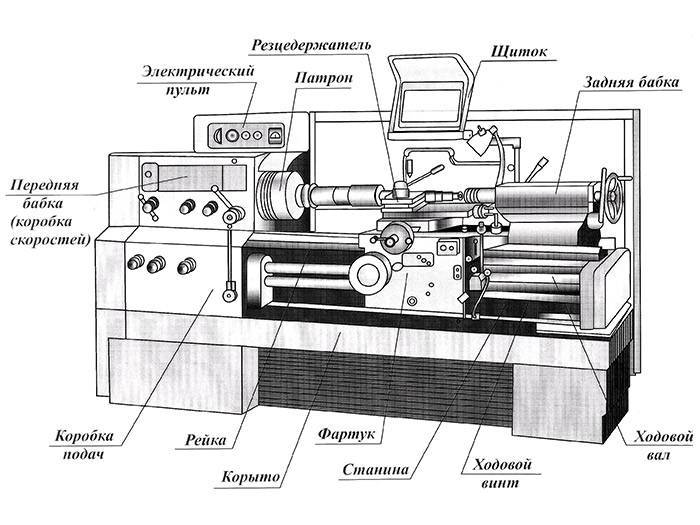
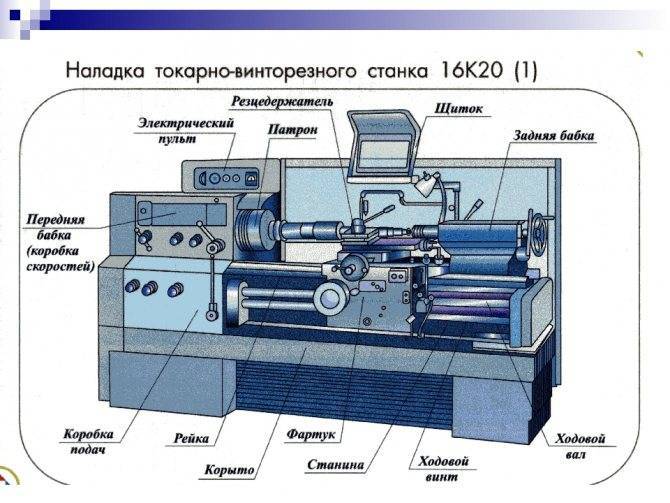
Вне зависимости от специализации, автоматизации и назначения токарных станков, у всех, у них присутствуют одни и те же составные узлы и элементы, что делает их конструкцию во многом универсальной, а узлы — взаимозаменяемыми:
Станина
Самая массивная часть станка. Она является базисной основой для установки на ней всех прочих узлов. В задачи станины входит:
- обеспечение жесткости всей станочной конструкции в целом;
- сосредоточение на себе и гашение всех возникающих вибраций.
Станина, как правило, отливается из чугуна и делается монолитной.
Впрочем, существуют варианты легкой станины из профилированных труб (квадратного сечения). Такие станки устанавливают на виброопоры.
Фартук
Это каретка, перемещающаяся по направляющим (при воздействии ходового винта), на которой жестко закреплен суппорт. Помимо автоматизированного движения фартук может быть оборудован и ручным приводом.

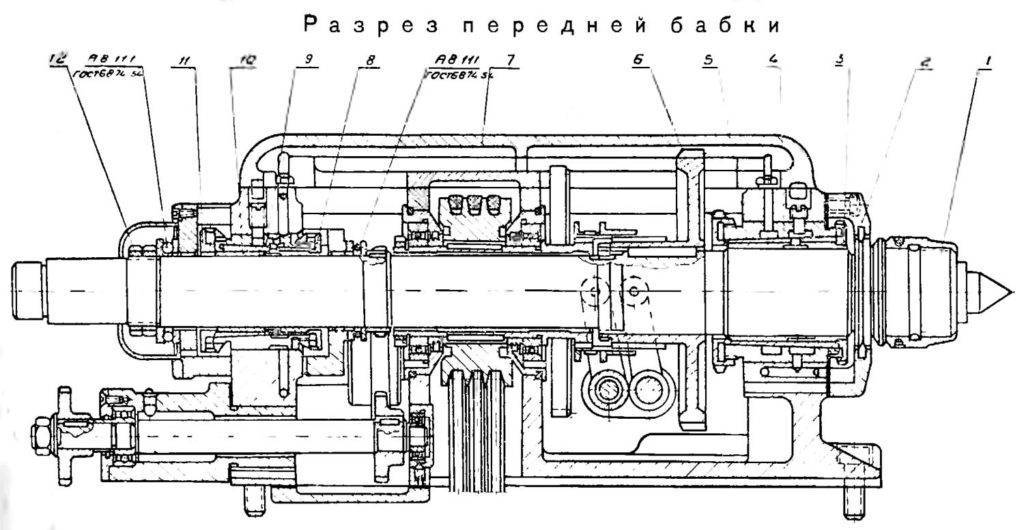
Шпиндельная бабка
Иное ее название – передняя бабка. Это часть станка, в которой расположена коробка скоростей и где крепится главный вал со шпинделем (отсюда и название), в котором крепится заготовка.
Суппорт
Это конструкционный элемент токарного станка, располагающийся на фартуке. На суппорте, в свою очередь, расположены резцедержатели, где и укрепляется режущий инструмент. Обычно говорят о поперечном или продольном перемещении не резца или фартука (соответственно), а именно суппорта.

Коробка скоростей
Конструкционно она размещается в передней бабке. На переднюю панель выведены ручки переключателей скоростей. Если станок не оборудован бесступенчатым приводом, то для изменения передачи (то есть, частоты вращения заготовки и усилия на валу) требуется сначала выключить станок и дождаться остановки главного вала.
Электрическая часть
Данный элемент конструкции включает в себя тяговый электродвигатель, а также прочее электрооборудование, с помощью которого производится управление станком.
Конструкция и принцип работы
Большинство токарных станков имеют схожую конструкцию и имеют одни и те же элементы. Отличаются они только габаритами и расположением некоторых деталей.
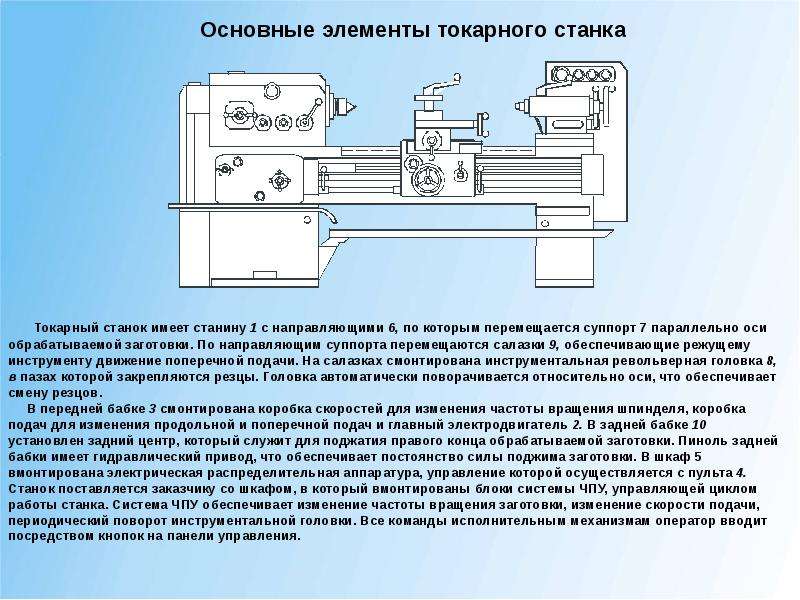
На токарных станках производится в результате вращения обработка деталей режущим инструментом. При поступательном движении резца с поверхности заготовки снимается слой металла, ей придается нужный вид и форма. Современные станки обладают высокой точностью, резьба может быть нарезана любого профиля.




Принцип работы токарного станка состоит в следующем:
- инструмент для работы вставляется в пиноль задней бабки;
- задняя бабка должна быть установлена в соответствии с размерами детали; она передвигается по направляющим станины;
- между передней и задней бабками располагается суппорт, в процессе работы он перемещается по направляющим с помощью каретки;
- резцедержатели подбираются в зависимости от размера детали, они могут быть как одиночными, так и предназначенными для нескольких резцов.
Конструктивные особенности
- Станина. Это сварная или литая конструкция для размещения всех остальных механизмов. Она устанавливается на виброопоры или крепится анкерными болтами к бетонному полу цеха. На станине монтируется передняя бабка и горизонтальные направляющие.
- Передняя бабка. Внутри нее находится главный привод, коробка скоростей и шпиндель. Для зажима заготовки используется кулачковый патрон или планшайба, которые крепят на конец шпинделя.
- Задняя бабка. Расположена на продольных направляющих напротив передней бабки. Предназначена для фиксации второго конца заготовок или закрепления инструмента для работы с цилиндрическими и коническими отверстиями.
- Суппорт. Служит для позиционирования резца или поворотной инструментальной головки. В его состав входят каретка, поперечные салазки, верхние салазки, резцедержатель и механизм, обеспечивающий перемещение этих устройств.

Конструкция токарного станка с ЧПУ
Эти агрегаты дополняют устройства регулировки вращения главного привода и скорости перемещения режущего инструмента.
При ручном механическом управлении — это коробка скоростей и коробка подач, а также гитара — сменный набор шестерен для изменения скорости подачи или шага резьбы.
В современных установках вместо механических приводов применяют раздельные электроприводы с цифровым управлением.
Главное отличие механообработки с использованием ЧПУ от выполнения технологических операций в ручном режиме — это не только программное управление перемещениями и режимами резания, но и полная автоматизация всех вспомогательных операций.
Конструкция токарного станка с ЧПУ позволяет управлять и такими вспомогательными действиями, как:
- зажим заготовки;
- позиционирование револьверной головки;
- включение и выключение системы охлаждения;
- управление транспортером стружкоудаления;
- блокировка и разблокировка защитного ограждения.
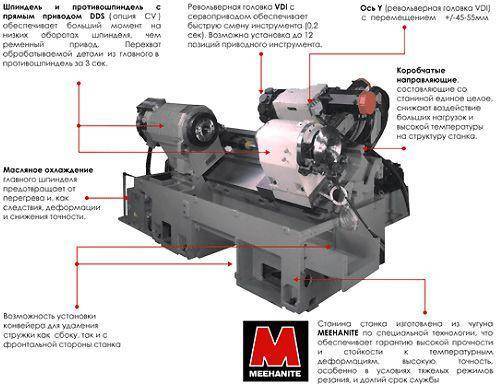
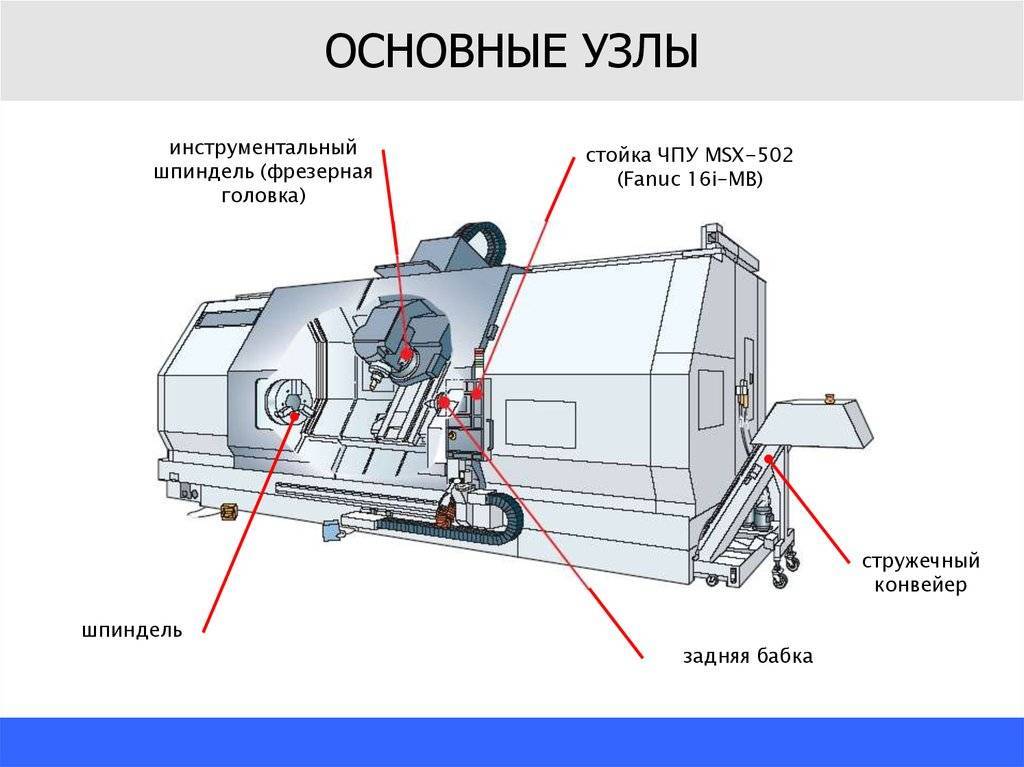
Обрабатывающий центр 1728С
Это часто встречающийся аппарат, который способен выполнять несколько разных функций:
- работа сверлом непосредственно прямо и под необходимым углом;
- фрезеровка контурная и стандартным методом;
- заточка и расточка.
Обработка необходимой детали происходит в патроне или в его центре. Точность при обработке обеспечивается за счет особенностей механизмов:
- Главные узлы отличаются прочностью и устойчивостью к вибрациям.
- Подшипники в этом устройстве имеют высокую точность.
- Специфические термосимметричные элементы помогают предотвратить деформацию, вызванную колебанием температур.
- Система числового управления отличается надежностью и налажена по последнему слову техники.
Данная конструкция помогает обработать различные детали диаметром до 40 см и длиной до трех метров.
Как написать управляющую программу
Программы для работы станков с ЧПУ делаются в три шага, на каждом из которых определяется — как будет выглядеть новая деталь:
- Создание трёхмерной модели. Этот этап — создание модели заготовки, с которой будет осуществляться работа. Этим, в основном, занимаются не операторы, а дизайнеры, так как не все так хорошо понимают, как сделать хорошую трёхмерную модель.
- Инструкция. Имея трёхмерную модель, оператор задаёт параметры, которые станок должен будет выполнить при работе с заготовкой чтобы получилась деталь.
- Тестовый запуск. Он необходим чтобы проверить — правильно ли была написана программа для работы. Ведь если плохую программу сразу, без теста, запустить на станке — он испортит все заготовки. Поэтому оператор смотрит — правильно ли станок выполняет работу с заданной программой, а после смотрит на результат и решает — требуется доработка или нет. Чаще всего она, конечно, требуется, но никаких критических ошибок она вывести не может.
После того как программа была установлена — станок готов к работе. Для написания таких программ существует пять специальных приложений:
- AutoCAD.
- T-FlexCAD.
- NanoCAD.
- ArtCam.
- SolidWorks.
Сейчас о каждой будет рассказано по отдельности
AutoCAD
Эта программа была разработана компанией Autodesk специально для автоматического проектирования токарных работ. В AutoCAD есть функции трёхмерного моделирования, а также возможность работы с трёхмерными данными сканирования, что позволяет не тратиться на дизайнеров. Но, из-за отсутствия трёхмерной параметризации эта программа не является лучшим выбором.
T-FlexCAD
Эта программа была разработана для разработки разного вида работ с токарными станками. Имеет все нужные для этого функции, но лучшим выбором не является и популярностью не пользуется.
NanoCAD
Эта программа может работать как с трёхмерными, так и с двухмерными моделями. С её помощью могут проводиться расчёты работ, готовятся 3D и 2D модели, разнообразные чертежи и ещё много чего. Благодаря этой программе значительно облегчается работа операторов.
ArtCam
Эта программа нужна исключительно для создания трёхмерной модели. Расчёты работ или что-то подобное на ней производиться не может, зато модели получаются очень качественные.
SolidWorks
Это уже непросто программа, а целый программный комплекс. Выпущен он был ещё в 1995 году, но до сих пор считается одним из лучших среди разработки программ для токарных станков системой ЧПУ. Правда, стоит этот программный комплекс прилично, зато принцип «цена равна качеству» он прекрасно показывает.
Обрабатывающий центр 1728С
Это часто встречающийся аппарат, который способен выполнять несколько разных функций:
- работа сверлом непосредственно прямо и под необходимым углом;
- фрезеровка контурная и стандартным методом;
- заточка и расточка.
Обработка необходимой детали происходит в патроне или в его центре. Точность при обработке обеспечивается за счет особенностей механизмов:
- Главные узлы отличаются прочностью и устойчивостью к вибрациям.
- Подшипники в этом устройстве имеют высокую точность.
- Специфические термосимметричные элементы помогают предотвратить деформацию, вызванную колебанием температур.
- Система числового управления отличается надежностью и налажена по последнему слову техники.
Данная конструкция помогает обработать различные детали диаметром до 40 см и длиной до трех метров.

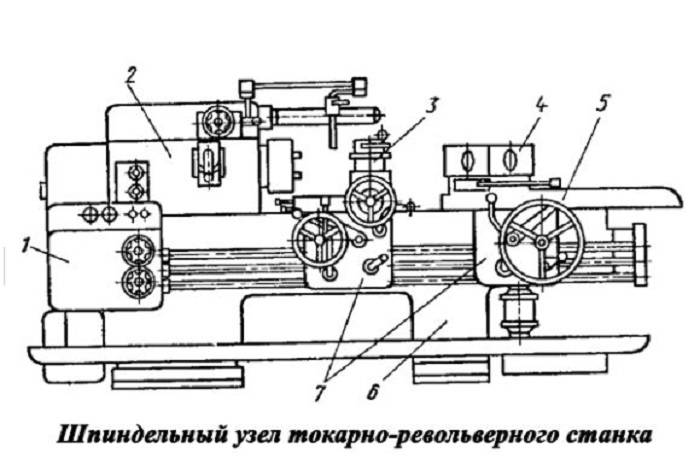
Устройство
Устройство станков в целом имеет сходство с другими группами токарного оборудования. Основу составляет станина, на которой расположены остальные узлы.





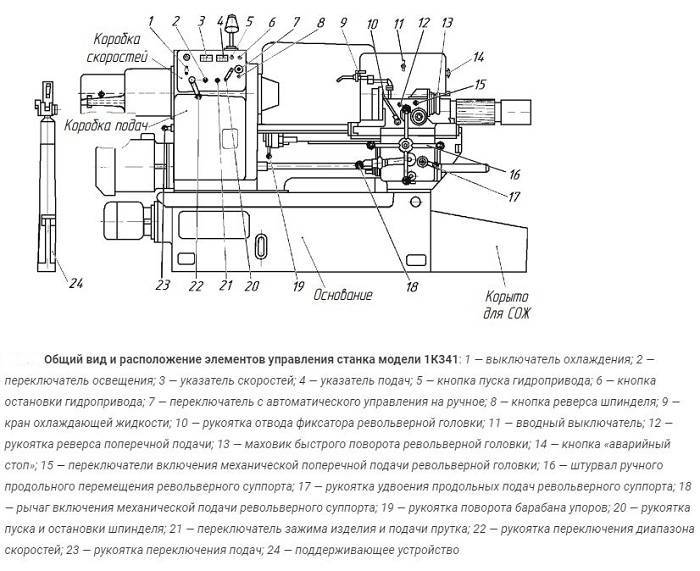
Коробка скоростей
На револьверных станках коробка скоростей встроена в шпиндельную бабку. В зависимости от модели, она имеет определенное число диапазонов оборотов шпинделя и подач инструмента.
Суппорт
Узел несет на себе револьверную головку для крепления режущего инструмента. Он устанавливается в пазы головки и закрепляется при помощи специальных державок. Они, в свою очередь обеспечивают жесткость и надежность фиксации инструментов. Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.
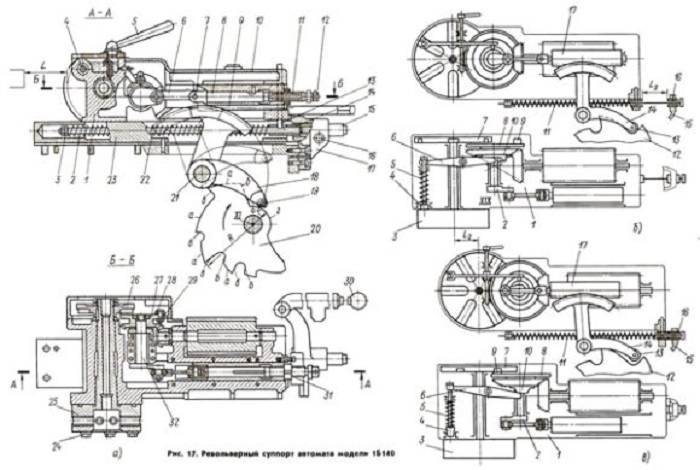
Также на суппорте расположены командоаппарат и барабан упоров. Командоаппарат отвечает за включение/выключение заданной частоты оборотов и скорости подачи для каждого инструмента. Барабан упоров обеспечивает автоматическую остановку суппорта, когда инструмент пройдет заданное расстояние.
Некоторые модели оснащены револьверным и поперечным суппортом. Конструкция последнего позволяет устанавливать два резцедержателя одновременно с шестью инструментами. Это удобно во время обработки сложных деталей.
Узел шпинделя
Данный узел обеспечивает подачу и фиксацию прутковой заготовки. Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.
Диаметр шпиндельного отверстия на конкретном агрегате определяет наибольший размер прутка, с которым можно работать. В зависимости от модели, в него можно установить пруток с максимальным диаметром 10, 16, 18, 25, 40, 65, 100 мм.
Частота вращения шпинделя и подача настраивается при помощи командоаппарата, либо вручную путем установки находящихся на шпиндельной бабке рукояток в нужные позиции.
Система ЧПУ MULTICUT
В перечень ее базовых возможностей входят:
- управление пятью координатными осями;
- оптическое определение меток на заготовке для точной контурной обрезки;
- поддержка работы двух- и трехшпиндельных станков с последовательной обработкой различными фрезами или работающих в режиме копира;
- управление осью вращения инструмента при одновременной обработке по X, Y и Z;
- работа на станках с автоматической сменой режущего инструмента.
Система способна управлять периферийным оборудованием и дополнительными функциями станка, такими как:
- освещение рабочей зоны;
- насос вакуумного стола;
- аспирация и переключение воздушных каналов при смене рабочего шпинделя;
- упоры позиционирования заготовки;
- подача СОЖ;
- прочие настраиваемые функции согласно конфигурации оборудования.
По отзывам пользователей, MULTICUT является одной из лучших систем ЧПУ в России и достойно конкурирует с зарубежными аналогами.
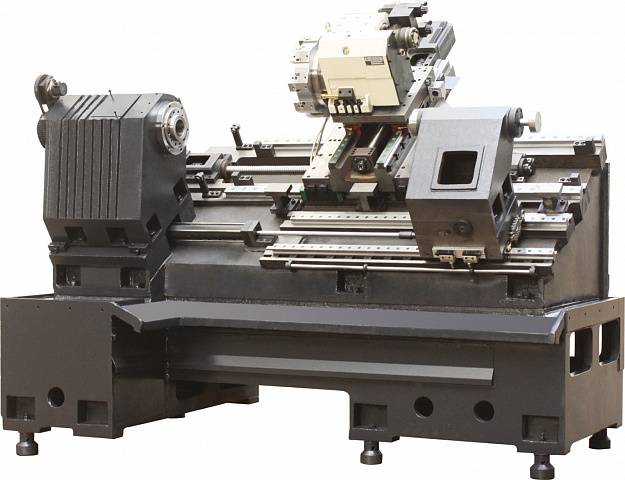
Обзор прочих вариантов обрабатывающего оборудования по металлу
Спросом в России пользуются токарно-фрезерные центры, которые выпускаются на Тайвани под именем компании TAKISAWA. При большом количестве выполняемых функций данная марка обладают доступной ценой.
У наиболее популярных станков данных моделей есть по 2 токарных узла и один фрезерный. Наличие револьверной головки гарантирует высокую точность в обработки заготовки.
Испанская компания применяет свои устройства для изготовления из металла деталей с повышенным уровнем точности, а также для их последующей подгонки.
Основные особенности марки станков испанской компании GMTK:
- Сменщики инструмента.
- Гидростатическая направляющая.
- Функция температурного контроля.
На испанских станках прекрасно обрабатывают детали из металла, которые требуют особой точности.
Есть еще несколько импортных организаций, которые пользуются успехом в производстве токарно-фрезерных станков.
VICTOR
Компания из Тайвани работает на инструментальном рынке уже более 70 лет. Станки отличаются качеством и большим количеством комплектующих. Для производства станков фирма использует специальный сорт чугуна.
MULTICUT
Чешский производитель выпускает качественное современное оборудование с высокотехнологичными системами ЧПУ. Часто эти станки имеют второй шпиндель или заднюю бабку.
Такое устройство легко обрабатывает деталь по 5 координатам. Инструмент шлифует, точит, а также производит много других действий над металлическими деталями.
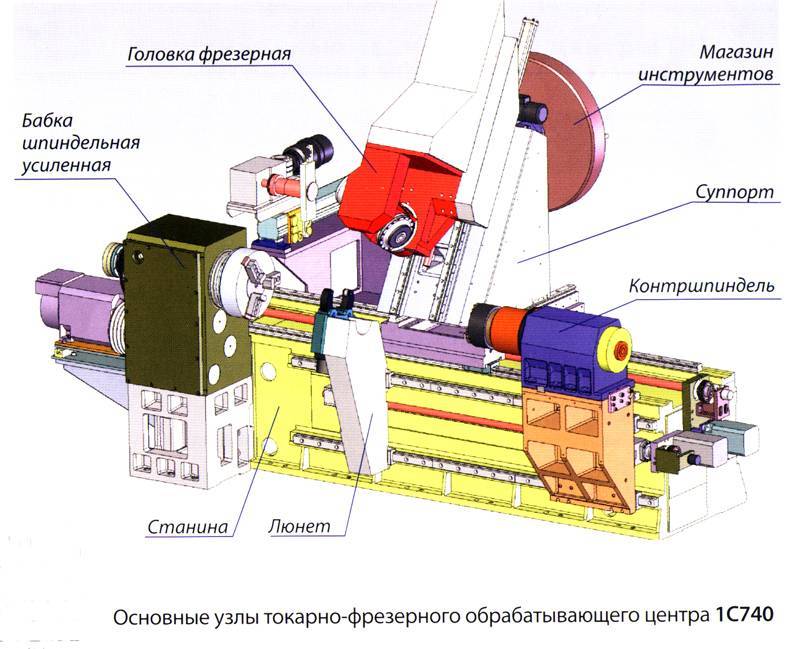
Токарно-фрезерные станки с ЧПУ
Числовое управление делает станки автоматизированными и помогает точно обработать самые разные заготовки. Станки по металлу с ЧПУ обладают большими плюсами, по сравнению с аналогами на ручном управлении:
На порядок выше производительность, что важно
Используется повышенная точность, что особенно важно при изготовлении мелких и точных деталей.
Возможность применить современные информационные технологии при переходе на другие разновидности деталей.
Подготовка к процессу происходит в инженерной сфере труда.
Служат долго и надежно.
Экономичны в расходе ресурсов, что очень важно для большого предприятия.
Просты в использовании и обслуживании.
Также такие станки отличаются эргономичностью в дизайне. Обрабатывать при помощи таких станков можно длинные и плоские детали.






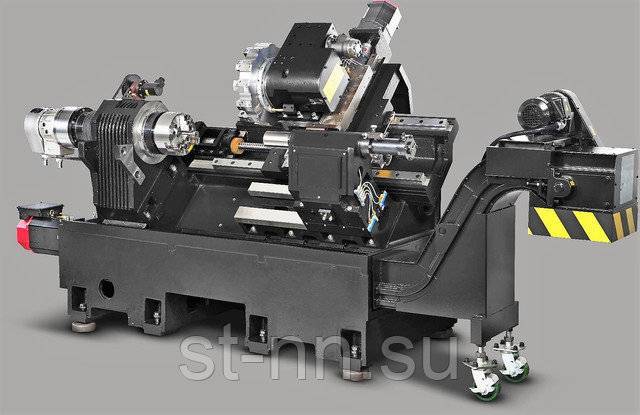


Разновидности токарно-фрезерного оборудования с ЧПУ
Производство на данный момент выпускает несколько видов фрезерных станков:
- стандартного устройства;
- с наличием противошпинделя;
- с противодным центром;
- с наличием С-оси.
Каждый из подвидов станка имеет свои технологические различия. Современные стандартные станки могут не только заниматься фрезерованием, но и сверлить отверстия в металлических изделиях. Правда револьвера у таких станков малоподвижна, а следовательно и производительность низкая.
Токарно-фрезерный аппарат по обработке не имеет таких проблем, поскольку оснащен фрезерной головкой с посадочным концом в виде самых разных типов конусов. Наличие таких головок позволяет устанавливать на оборудовании специальные резцы. Это значительно расширяет процессы, которые могут быть произведены с металлом на таком оборудовании:
- зенкерование;
- просверливание;
- фаски, а также канавки на заготовках;
- обработочные действия у торцов;
- развертывание;
- нарезание резьбы.
Также используется специальное приспособление, чтобы фиксировать квадратный хвостовик или особый инструмент для резки. Также имеется специальный механизм, который отвечает за замену инструментов в токарно-фрезерной установке с ЧПУ. Это устройство так и называется — сменщик.
Такие сложные установки необходимо на предприятиях, где изготавливают максимально сложные металлические детали различной точности и сложности. При помощи данного оборудования получается по много раз чередовать фрезерование с обточкой.
Это интересно: Термическая обработка металла
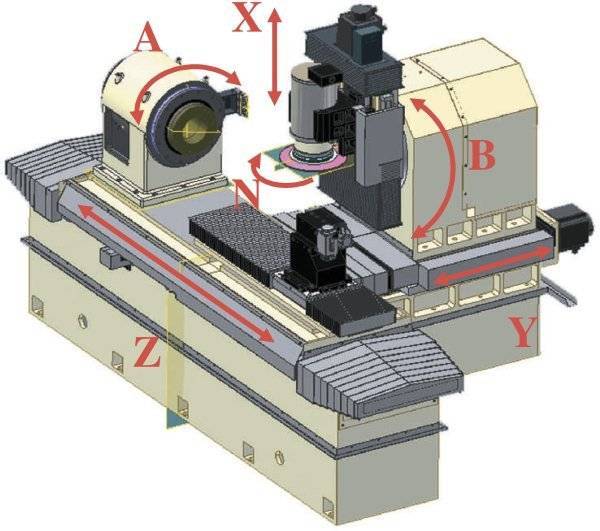
Фрезерные центры с наличием противошпинделя и С-оси
Наличие С-оси — одна из первых моделей оборудования с фрезами на центрах первейших модификаций.
Имеется отдельный привод для того, чтобы придать основному инструменту (сверлу или фрезе) вращательный момент. За замену инструментария отвечает автоматизированное устройство — сменщик.
Все устройства с С-осью — имеют одну важную рабочую функцию — контролировать угол наклона и скорость вращения обрабатываемой детали. Точность индексации в таком случае будет одна тысячная градуса.
При наличии таких механизмов обрабатывающий центр с С-осью может выполнять гораздо больше функций, чем стандартный токарный станок:
- работа над шестернами;
- операции фрезой над червячными передачами;
- обточка коленчатых валов, а также их изготовление.
Все эти операции выполняет аппарат с наличием С-оси без проблем. Это повышает его производительность.
Но аппараты с противошпинделем является более совершенным инструментом для работы с фрезой и токарным оборудованием. Второй шпиндель крепится на место задней бабки. Наличие на обрабатывающем устройстве второго шпинделя обеспечивает инструмент огромной функциональностью. Для того, чтобы инструмент стал в разы более эффективным, его можно оснастить вторым сменщиком.
История возникновения и дальнейшего развития оборудования
Если посмотреть на современные модели, может сложиться впечатление, что токарный станок был изобретен относительно недавно.
Однако сведения о самом далеком предке современного станка относятся к Древнему Египту 2-го тысячелетия до нашей эры. Токарные технологии были и в древнем Китае, в Индии 1-го тысячелетия нашей эры.
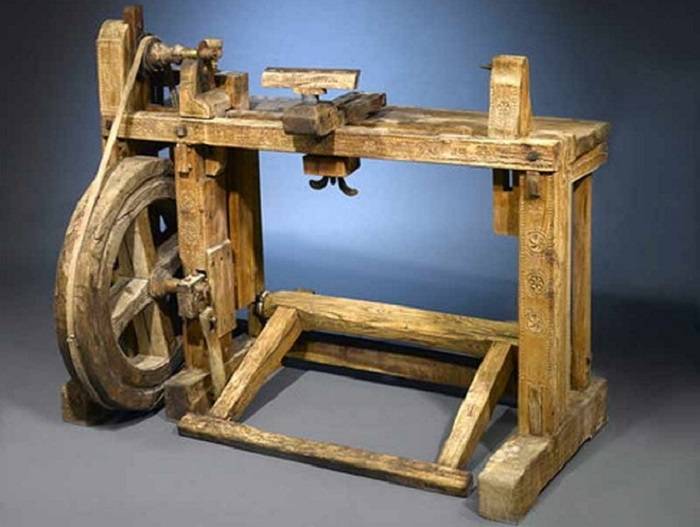
В XIV веке был изобретен ножной привод, в XVIII русский ученый Андрей Нартов изобрел токарно-винторезный станок с механизированным суппортом и сменными зубчатыми колесами.
Особенно бурный период развития пришелся на промышленную революцию конца XIX века – станок менял источники привода, приобретал всё большие размеры, усложнялся.
Сейчас его основной источник энергии – электричество. Наиболее современная версия станка появилась в 1950-х годах, когда для управления обработкой начали применять числовое программное управление (ЧПУ) и сервомеханизмы.

Токарный станок часто называют «матерью всех станков», потому что с его помощью впервые стали создавать и другие станки.





