

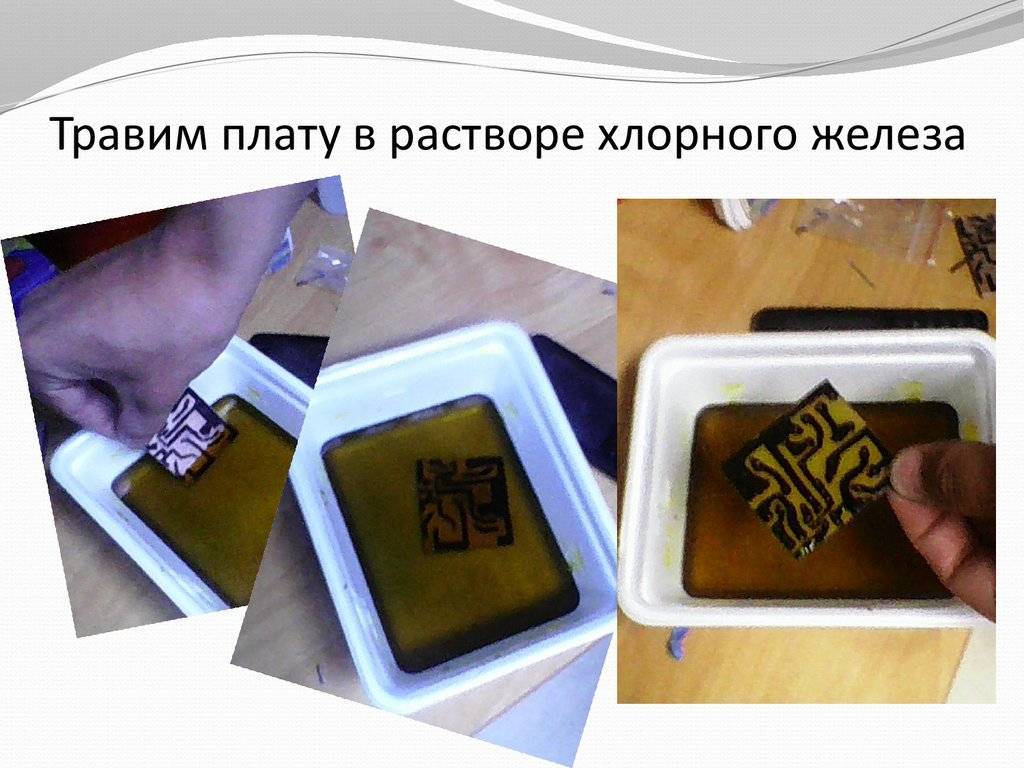
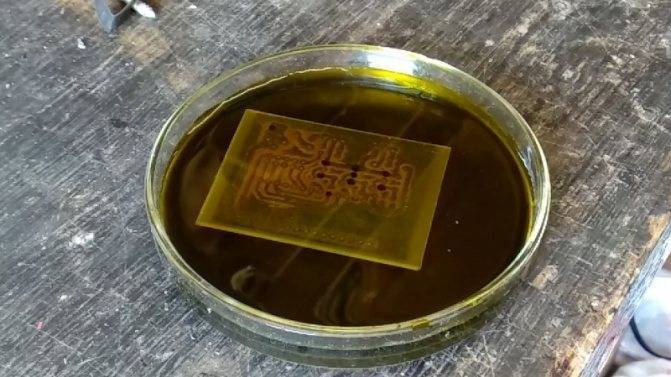
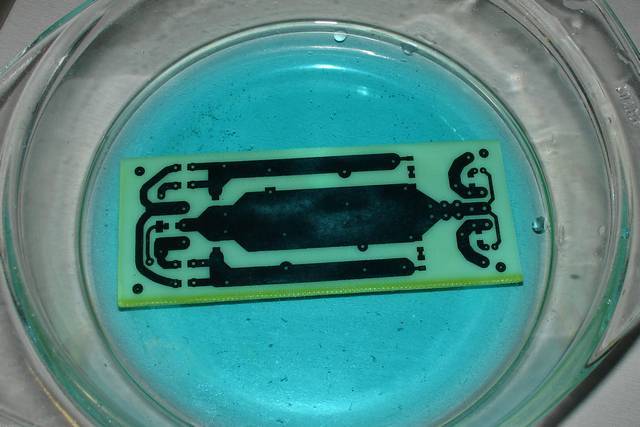
↑ Травим в хлорном железе
Открытые участки металла, которые не нужно травить (например, торцы), покрываем бесцветным лаком для ногтей (можно спереть у жены, как я). Теперь берем фотованночку, наливаем хлорное железо и бросаем туда корпус и кнопки изображением ВНИЗ.

Рис. 10. Травление.
Раствор сразу начинает бурлить. Алюминий вытесняет из раствора железо и оно оседает тут же, в месте травления. Его надо удалять мягкой ненужной зубной щеткой приблизительно раз в 30 сек. При этом надо быть осторожным: могут появиться сколы фоторезиста у краев изображения. Если такое случилось — немедленно промойте, просушите и скорректируйте скол водостойким маркером или тем же лаком для ногтей. Однако лак может разъесть фоторезист, будьте осторожны.
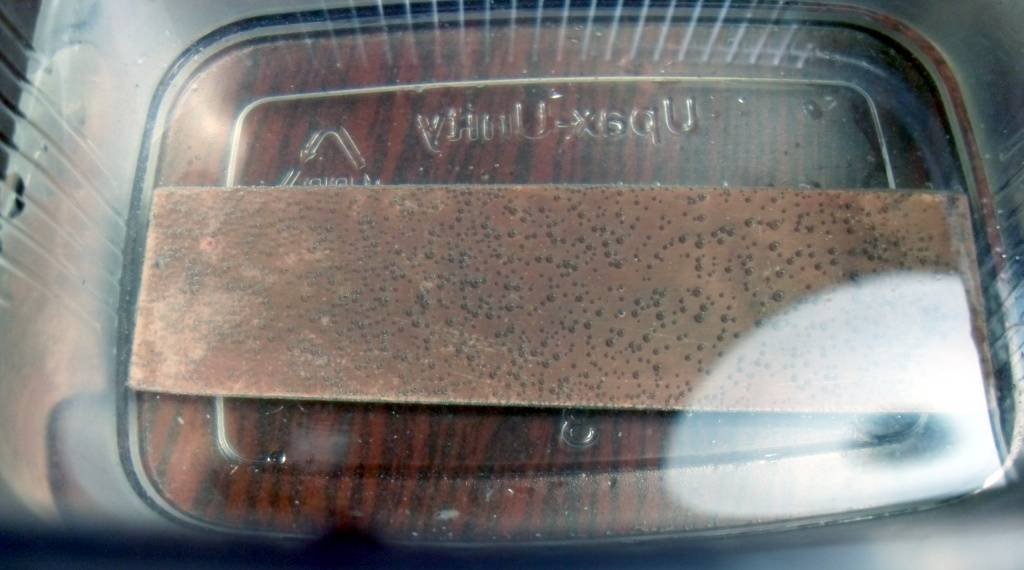
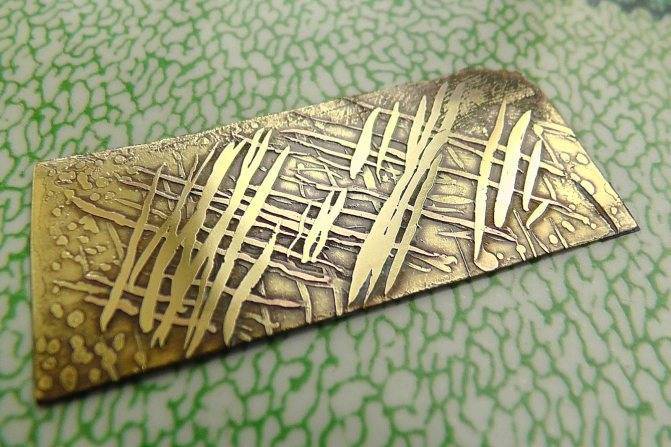
Травил я минут 5. После травления получаются углубления около 0,5 мм глубиной. Снимаем фоторезист. При изготовлении печатных плат фоторезист можно снимать раствором едкого натра (каустической соды) или чуть разбавленным «Кротом» для прочистки канализационных труб. Но для алюминия это не подходит. Он темнеет от контакта с каустиком. Если протравленные углубления глубокие, то можно снять фоторезист наждачной губкой с водой, если не очень, тогда можно бросить в посудину с ацетоном или растворителем № 646 или 647 на 15-20 мин.
Рис. 11. После травления и снятия фоторезиста.
Травление алюминия кислотой
Ввиду того, что в данном процессе применяются очень сильные кислоты, то прежде всего необходимо соблюдать повышенные меры предосторожности при работе с ними. Оператор должен надевать перчатки, маску, фартук
Важно, чтобы помещение, где происходит сам процесс, хорошо проветривалось. Не имея определенных навыков и без определенных средств защиты работать с кислотами не рекомендуется. Как уже отмечалось выше, изделие из алюминия помещается в емкость с кислотой
Наиболее часто при химическом травлении алюминия кислотой применяют следующие реагенты: соляная или серная кислоты. При взаимодействии их с металлом выделяется водород. Внешне это выглядит следующим образом: поверхность изделия покрывается мелкими пузырями. Но, в принципе, это можно предотвратить, если заранее добавить в емкость специальный ингредиент. Таким образом металл будет защищен от пузырьков тончайшей пленкой
Как уже отмечалось выше, изделие из алюминия помещается в емкость с кислотой. Наиболее часто при химическом травлении алюминия кислотой применяют следующие реагенты: соляная или серная кислоты. При взаимодействии их с металлом выделяется водород. Внешне это выглядит следующим образом: поверхность изделия покрывается мелкими пузырями. Но, в принципе, это можно предотвратить, если заранее добавить в емкость специальный ингредиент. Таким образом металл будет защищен от пузырьков тончайшей пленкой.

Очень важный момент: все операции по травлению изделия из алюминия кислотой необходимо выполнять интенсивно, чтобы сама поверхность металла осталась целостной.
Описываемый способ рекомендуется проводить в емкостях из дерева или бетона. При этом внутренняя поверхность ее должна быть облицована кислотоупорной плиткой, чтобы не разъедались стенки емкости.
Такой метод применяется на практике не очень часто.
Способы травления
- Химический
- Электрохимический
Химическое травление выполняется путем погружения изделий в раствор серной или соляной кислот. При погружении изделия в растворы кислот во взаимодействие с ними вступают не только имеющиеся на поверхности металла окислы, но и металлическое железо.

При быстром растворении окислов травление основного металла должно быть как можно меньше. Относительная скорость процессов растворения металлов и их окислов зависит от состава окислов, концентрации кислот, температуры процесса и т. д. Увеличение концентрации серной и соляной кислот ускоряет растворение как окислов, так и чистого железа.
Для удаления с железа пленки FeO наиболее целесообразно пользоваться 10%-ной НСl. Оптимальной температурой травления для серной кислоты следует считать 60°, для соляной 40°.
- Образующаяся в ванне в результате травления соль FeSO4 снижает скорость травления;
- повышение содержания в растворе соли FеСl2 увеличивает скорость травления.
При химическом травлении стали, в результате взаимодействия железа с кислотами происходит интенсивное выделение водорода, который диффундирует в поверхностный слой металла, делает его хрупким и вызывает образование на поверхности так называемых «травильных пузырьков».
Для устранения этого явления в травильную ванну добавляют специальные добавки (замедлители КС, МН), которые создают при травлении защитную пленку, предохраняющую металл от вредного действия водорода.
Мелкие изделия загружаются в ванну в корзинах или лотках. Если перед паянием требуется очистить не все изделие, а только паяный шов, то лучше всего пользоваться 10-15%-ным раствором соляной кислоты (наносить на шов при помощи кисточки) с последующей промывкой водой.

Для травления изделий из меди и медных сплавов часто применяют растворы соляной, серной или азотной кислот, но более надежные результаты дает травление в 8%-ном растворе серной кислоты с добавкой 10% хромпика. Изделия из алюминия и его сплавов рекомендуется травить в растворе щелочей, но иногда для этой цели пользуются и соляной кислотой.
Травление изделий из никеля и его сплавов производится в 20% -ном растворе серной кислоты с добавкой хромового ангидрида при температуре 60—80°. Изделия из мельхиора травятся в 10%-ном растворе серной кислоты с добавкой 1,5% хромпика. После травления необходима обязательная промывка в горячей воде с небольшим количеством винного камня.
Электролитическое травление выполняется методом погружения изделия в качестве анода (анодное травление) или катода (катодное травление) в электролитическую ванну.
В случае анодного травления:
- электролитом обычно служат растворы кислот или солей щелочных металлов
- очистка происходит путем быстрого электролитического растворения
- Обязательно строгое соблюдение режима во избежание чрезмерного растворения металла
- Катодом служат нерастворимые в электролите материалы, главным образом свинец и иногда железо.

При катодном травлении:
- в качестве анода применяют обычно свинец или его сплав с 6—10% сурьмы
- электролитом служат растворы кислот или их смеси с солями щелочных металлов
Очистка поверхности металла от окислов по этому методу происходит действием образующегося на катоде атомарного водорода, который восстанавливает окислы металла, а газообразный водород механически отрывает их от поверхности металла.
Во избежание коррозии, которая может начаться от наличия остатков кислот и солей на изделии, желательно после травления произвести нейтрализацию остатков травильных растворов.
Для этой цели изделия погружают в 2,5—5,0% раствор кальцинированной соды на 1/2—1 мин. при комнатной температуре и после промывки в холодной и горячей воде тщательно высушивают.









После такой обработки хранение паяемых деталей в сухом помещении не вызовет коррозии их поверхности. Для того, чтобы подготовленное изделие не окислилось снова, рекомендуется возможно скорее производить пайку его.
Травление – это процесс очистки и обработки металлической заготовки. Химическое, кислотное, щелочное, электрохимическое – есть много способов выполнения этой технологической операции. Где применяют травление металла, зачем его используют в промышленности, какие бывают способы обработки с применением этой технологии, всё эти вопросы подробно разобраны в представленной ниже статье.
Холодная технология
Для проведения анодирования алюминия необходимы:
- источник питания 12 В (АКБ, стабилизатор);
- алюминиевые провода;
- реостат;
- амперметр;
- емкости для растворов.
Вначале проводятся подготовительные работы, описанные выше. Затем детали необходимо закрепить. Не следует забывать, что под крепежным элементом пленка не образуется. А подвешенные заготовки при опускании в емкость не должны касаться стенок и дна.
К деталям от источника питания подключается анод, соответственно к емкости катод. Плотность тока подбирается в пределах 1,6-4 А/дм2. Рекомендуемые значения 2-2,2 А/дм2. При малых значениях процесс будет протекать медленнее, а при больших может возникнуть пробой цепи и покрытие начнет разрушаться.
Не рекомендуется, чтобы температура электролита поднималась выше 5°С. При анодировании электролит нагревается не равномерно. В центре он теплее, чем в углах емкости, поэтому необходимо постоянное перемешивание.
Продолжительность анодирования при холодном способе составляет около получаса для небольших элементов. Для крупных деталей продолжительность может составлять 60-90 минут. На окончание процесса указывает измененный цвет на поверхности алюминиевого изделия. После отсоединения проводов деталь промывается.
Травление алюминия щелочью
Чаще всего при данном способе применяется водный раствор едкого натра (возможен вариант с добавками или без них).
А используется он для того, чтобы очистить поверхность алюминиевого изделия от оксида или ненужной смазки и получить более гладкую (матовую или глянцевую) поверхность.

Для чего вообще необходимо так тщательно очищать? Для того, чтобы готовое изделие (например, декоративные архитектурные элементы, таблички) имело идеальную поверхность. А также данный способ применяется для глубокой гравировки.
Метод травления щелочью алюминия, с одной стороны, является достаточно недорогим, но он очень трудоемкий.
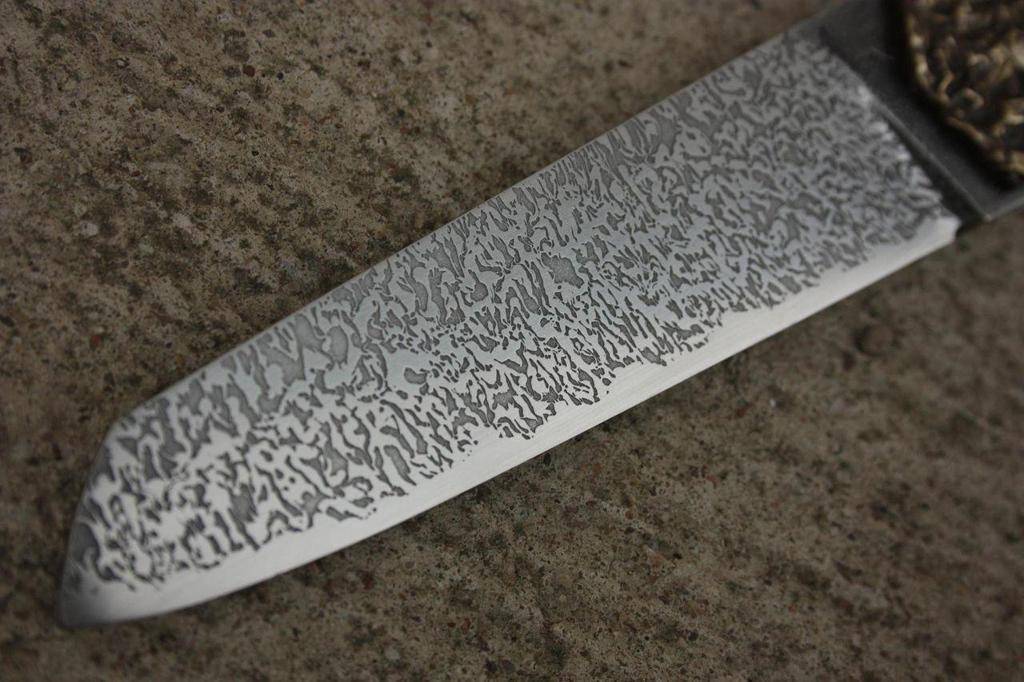
Травление нержавеющей стали

Травление нержавеющей стали – немаловажный процесс, который обеспечивает удаление верхнего слоя материала и восстановление первоначального состояния.
Суть в том, что после проведения определённых работ на поверхности нержавейки могут образоваться дефекты в виде сварных швов, оксидов и окалин, которые способны заметно подпортить внешний вид материала, а также ухудшить эксплуатационные и эстетические свойства. Отличительной чертой стали считается наличие оксидохромовой пленки, целью которой является защита верхнего слоя.
Именно из-за неё и возникают вышеперечисленные дефекты, которые с трудом вступают в связь с реагентами. В случае возникновения таких неприятностей можно исправить ситуацию, воспользовавшись специальной процедурой – травление нержавеющей стали.
Процедура травления нержавеющей стали
Химическая и электрохимическая обработка или травление считается одним из лучших способов очистки верхнего слоя нержавейки.
Данная процедура отлично очищает поверхность стали от сварных швов, устраняет деформации различного типа, а также способствует укреплению структуры сплава после термической обработки.
Кроме очистных свойств, процедура обеспечивает восстановление пассивного слоя стали, необходимого для защиты сплава от разрушения структуры при повышенных температурах.
В основном используются соляная либо серная кислоты, после чего в ход вступает смесь расплавленной щелочи.
Процесс очистки кислотой имеет две стадии: в первую очередь металл обрабатывается основным кислотным составом, а в заключении сплав выдерживается в ванне с раствором азотной кислоты.
Обрабатывая нержавейку, стоит строго соблюдать этапы технологического процесса. Емкость с раствором, в которую помещен сплав, должна обрабатывать лишь верхние слои металла, дополнительно устраняя имеющиеся повреждения. Не рекомендуется допускать изменение макроструктуры нержавеющей стали, так как железо может потерять свои первоначальные свойства.
Гальванический метод
Второй способ травления – гальванический. Он более простой и по времени происходит намного быстрее. А в результате получается очень качественная поверхность изделия, четкие контуры рисунка (при художественном способе, как разновидности гальванического).
Особенность данного метода заключается в том, что в нем применяют источник электрической энергии (4-5 В).
Также понадобится ванна такого размера, чтобы в нее поместилось изделие из алюминия. Материал, из которого изготовлена ванна, должен быть диэлектриком. Состав ванны для травления алюминия – это раствор медного купороса и поваренной соли.






Перед началом процесса заготовку необходимо очистить, а также обезжирить. Далее припаять оловом к изделию медную проволоку и опустить ее в раствор едкого натра, а потом – в раствор серной кислоты. Через 2 минуты достать и промыть под потоком горячей воды. Запрещено в этот момент изделие трогать руками.
Если некоторые участки заготовки травить не нужно, на них наносится мастика. После этого можно начинать сам процесс.
В данном методе применяются две так называемые опоры, которые необходимо присоединить к аноду (положительный заряд) и катоду (отрицательный) источника электроэнергии
Важно, чтобы эти опоры располагались поперек ванны. На опору с анодом крепится заготовка из алюминия, а на вторую – заготовка из другого металла
Все это опускается в ванну и выдерживается определенное количество времени. После этого промывается скипидаром и дообрабатывается шлифованием и полированием.
↑ Накатываем фоторезист
Далее отмеряем фоторезист для корпуса и кнопок.

Рис. 3. Пленочный фоторезист.
Отмеряем немного с запасом по краям, чтобы удобно было накатывать. Пленочный фоторезист состоит из 4-х слоев: нижний (он матовый) — полиэтилен, потом тонкий слой клея, потом, собственно, сам фоторезист, а сверху глянцевый защитный слой (лавсан). Аккуратно поддеваем матовый слой иголкой или скальпелем, отдираем полоску шириной миллиметров 5-8 и приклеиваем на корпус. Фоторезист легче накатывать вдоль длинны корпуса.
Да! Еще один нюанс. Корпус лучше подогреть над газом до температуры приблизительно 40 градусов. Тогда фоторезист лучше приклеивается. Постепенно отрывая основу, прикатываем фоторезист к поверхности жестким фотоваликом, или, на худой конец, пальцем. Выступающие края фоторезиста срезаем надфилем к корпусу или острым ножом.
Следите, чтобы под фоторезист не попали пылинки и пузырьки воздуха. В этом месте возможно попадет хлорное железо и будет бяка. Если пузырьки воздуха все же случились, можно аккуратно проколоть их острой иглой и сильно прокатать фотоваликом. Верхний защитный слой пока не снимаем, потому что фотошаблон может приклеиться к фоторезисту (были случаи).

Рис. 4. Накатанный фоторезист.
Травление в домашних условиях
Травление в домашних условиях вполне посильная задача. Наиболее результативным будет использование электрохимической реакции для создания гравировки. В процессе выполнения потребуется:
- Источник тока, 9-12 В. Источник тока в обязательном порядке должен иметь контакты с клеммами.
- Раствор соли.
- Гвоздь.
- Пленку для защиты поверхности. Подойдет обычный скотч или бесцветный лак в качестве защитного состава.
- Инструмент для нанесения изображения на пленку. Может подойти металлический резак, но для создания красивой, симметричной гравировки с ровными линиями лучше использовать лазерный гравер. Мощность гравера должна быть достаточной для того, чтобы прорезать пленку.
- Посуда из диэлектрика. Отлично подойдет обрезанная емкость от пластиковой бутылки.
- Ацетон и ватные тампоны или ветошь.
Для того, чтобы приготовить раствор поваренной соли, нужно растворить в литре воды 4 столовые ложки соли. Особого влияния на домашнее травление температура не оказывает. Для достижения эффекта можно использовать как немного нагретый раствор, так и остывшую емкость комнатной температуры.
Порядок действий:
В первую очередь нужно приготовить раствор способом, описанным выше.
Второе действие: очистка поверхности изделия. Его нужно протереть ацетоном, промыть горячей водой и просушить.
На поверхность металла нужно нанести защитный состав или пленку.
С помощью гравера вырезать планируемую гравировку
Обратите внимание, что рисунок может быть как выпуклым, так и впалым. Секрет в том, что для выпуклого рисунка, гравером нужно обрезать защитный состав везде, кроме места предполагаемых линий
Тогда в результате электролиза алюминий снимается с поверхности вокруг предполагаемой гравировки, а сама гравюра остается нетронутой. В случае, если будет вырезан именно рисунок, то его и снимет электрохимическая реакция.
Клемму со знаком «минус» нужно присоединить к гвоздю. Гвоздь стоит обернуть в ветошь или картон для дополнительной защиты.
На руки надеть резиновые перчатки.
Опустить в раствор подвешенный на нитках или леске предмет.
Засечь на таймере 5 минут и опустить в раствор клемму и гвоздь.
Через пять минут достать предмет. Просушить его и отчистить от остатков лака или пленки ацетоном.
Гравюра готова.

Использовать достижения современной промышленности для травления металлов можно и нужно. Это может стать предметом хобби или дополнительного заработка. Но стоит всегда помнить о мерах безопасности. В конкретном приведенном примере электрохимической реакции это резиновые перчатки и ветошь на гвоздь перед тем, как опустить его в раствор.
Особенности этого способа
Применяемые растворы содержат от четырех до десяти процентов натра. Температура при травлении щелочью составляет примерно 40-90 градусов по Цельсию.
При необходимости, чтобы получить легкое пенистое покрытие на заготовке, применяется увлажняющее средство или специальная добавка.
Средняя температура в разгаре процесса – шестьдесят градусов. Именно при таких тепловых показателях происходит качественная очистка поверхности.
Оптимальные показатели чистоты алюминия — 99.5%, а концентрация раствора едкого натра — 10, 15, или 20% .
Таким образом, во время реакции алюминий растворяется в едком натре, при этом выделяется водород. В результате формируется составной алюминат, и существует он только в растворе щелочи.









Процесс травления для других материалов
Кроме металлов, операции травления подвергают и другие материалы. Наиболее часто встречается протравливание стекла с декоративными целями. Травление осуществляют в парах плавиковой кислоты, единственной, способной растворить стекло. На этапах подготовки проводится предварительная кислотная полировка поверхности изделия, потом на нее переводится контур будущего изображения. Защитные покрытия для стекла делают из смеси воска, канифоли и парафинов. После нанесения защитного покрытия заготовку окунают в травильную емкость.
Применение плавиковой кислоты создает на поверхности красивую матовую структуру. Чтобы получить гладкую, прозрачную поверхность, в протравочную смесь добавляют концентрированную серную кислоту. Для получения рельефного, глубокого узора операцию повторяют.
В травлении металлов используются чрезвычайно активные в химическом отношении вещества-сильные кислоты, щелочи и их растворы. При неправильном обращении они могут причинить серьезный вред здоровью и нанести значительный материальный ущерб.
Использование резиновых перчаток
Поэтому при работе с ними нужно соблюдать особые меры предосторожности и строго выполнять правила техники безопасности при проведении работ:
- Работы проводят только при наличии хорошей вентиляции, предпочтительно — вытяжного шкафа.
- Обязательно использование средств индивидуальной защиты: резиновых перчаток и фартука, плотной производственной одежды, респиратора, защитного лицевого щитка.
- Нельзя ставить банки с кислотами и щелочами на высоко расположенные полки и шкафы.
- Во время разведения кислот КИСЛОТУ ЛЬЮТ в ВОДУ, и никогда — воду в кислоту.
- При работе с кислотой иметь под рукой раствор соды, а при работе со щелочью — слабый уксусный раствор для промывания участков кожи, на которые случайно попали капли раствора.
- При работе гальваническим методом перед началом работы тщательно осмотреть все используемое электрооборудование на предмет отсутствия механических повреждений и целостности изоляции.
- Иметь под рукой исправный огнетушитель.
В случае попадания травильного раствора на кожу следует немедленно промыть пораженный участок соответствующим нейтрализующим раствором. Если брызги кислоты или щелочи попали на одежду — ее следует немедленно снять.
Промыть водой пораженный участок
Если травильный раствор попал на слизистые оболочки — следует немедленно обратиться за медицинской помощью. Промедление в таких случаях может стоить здоровья или даже жизни.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Один из способов получения на металлических изделиях выпуклого или вдавленного рисунка, появившийся сравнительно недавно, получил название травление. Принцип действия этого метода основан на использовании электрохимических процессов в жидком электролите. При наличии художественных способностей, даже в домашних условиях можно получить узор высокого качества при минимуме требуемых материалов и оборудования.
При самостоятельном выполнении травления в домашних условиях потребуются следующие расходные вещества и приспособления:
- изделие, предназначенное для украшения – различные столовые приборы, охотничьи или походные ножи или простые мыльницы, на которых можно выполнить простейшие узоры;
- емкость достаточного объема и удобной формы из неметаллических материалов, подходящая для помещения в нее всего обрабатываемого изделия или украшаемой его части. Наиболее удобно использовать с этой целью стеклянные емкости, позволяющие визуально контролировать процесс обработки.
- достаточное количество обыкновенной поваренной соли;
- лак для ногтей любого цвета;
- средство для снятия лака, предназначенное для очистки обработанного изделия;
- источник постоянного электрического тока небольшого напряжения. В этом качестве может быть использовано зарядное устройство для зарядки автомобильных или телефонных аккумуляторов.
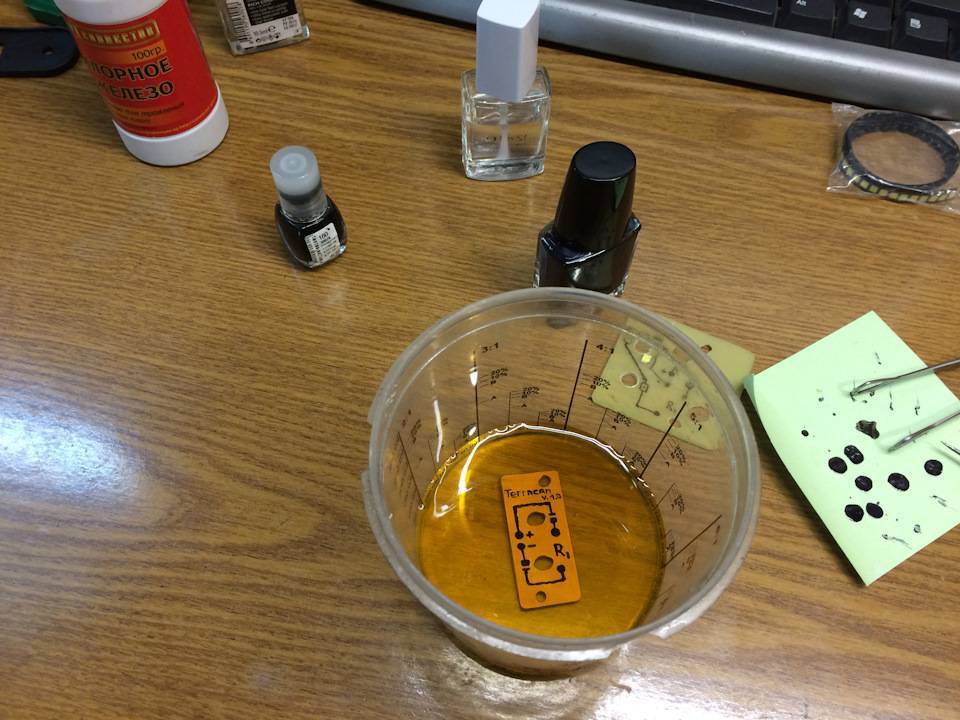
↑ Как использовать рецепт?
Всё это необходимо смешать перед использованием в стеклянной или пластиковой посуде. Количество ингредиентов можно пропорционально изменять, а лимонной кислоты можно и побольше .
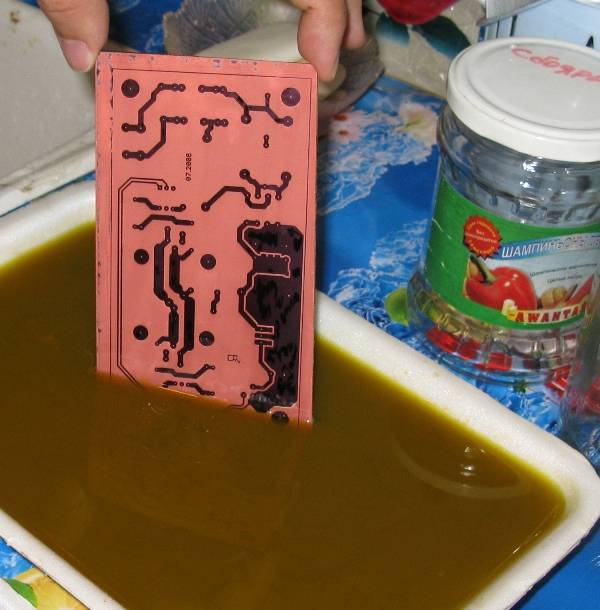
Время травления около 20 минут
при комнатной температуре, зависит от площади платы. Увеличение температуры не приводит к значительному увеличению активности, поэтому, я считаю, что подогревать не нужно
Важно перемешивать травящий раствор для доступа свежего раствора и смывания продуктов реакции
Раствор по этому рецепту руки и одежду не разъедает
и раковину не пачкает. Изначально раствор прозрачный, а по мере использования приобретает цвет «морской волны», зеленовато-голубоватый.
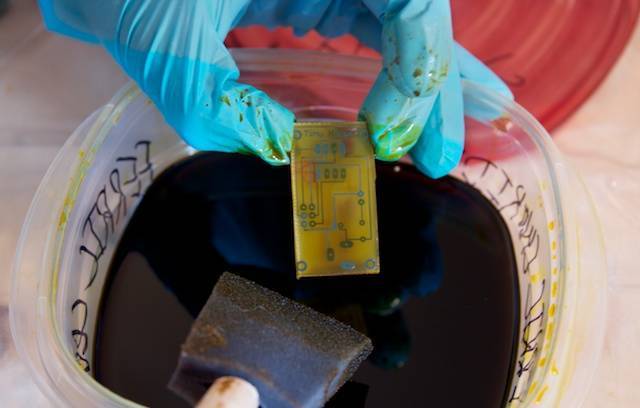
Фотка в процессе, прислал на Датагор Beso
(Минск): «Действительно, травит быстро, травит чисто, и, что немаловажно, травит дешевле, чем хлорным железом»
Для коррекции недостатков ЛУТ подходит перманентный маркер, маркер с краской (paint marker) или лак для ногтей. Раствор не хранится, всегдалучше травить в свежеприготовленной смеси .








Мой вариант травления в ведёрке из-под какой-то еды. Очень экономно расходуется раствор.
А ещё в Сети предлагают вариант с заменой лимонной кислоты на 70% уксусную. Я считаю, что делать так можно только в самом крайнем случае, т. к. получаем вонь и работу с более опасной средой.
Дальнейшие процессы, происходящие при травлении щелочью
Во время данного процесса постепенно количество едкого натра становится меньше. И таким образом уменьшается и скорость самого протекания процесса, но повышается вязкость.
При условии, что в емкость совсем не добавлялось едкого натра, реакция может очень сильно замедлиться. Но в итоге коричневатый или чистый раствор для травления алюминия становится белым.
И с этого момента скорость процесса повышается.
В результате реакции в осадок выпадает гидрат окиси алюминия, который выглядит как суспензия. А также выделяется едкий натр, который также необходим, чтобы процесс травления продолжался.
Химическое травление металла
Травление осуществляют двумя способами — химическим и электрохимическим.
Химическое травление. При химическом травлении с поверхности изделий, изготовленных из черных металлов, действием травильных растворов удаляют окалину и ржавчину. Травление осуществляют в растворах серной или соляной кислот, иногда с добавками азотной, плавиковой и других кислот. Для понимания сущности химического травления рассмотрим воздействие водорода на поверхность с окисью железа, т. е. окалиной.
В серной, соляной, азотной и других кислотах атомы водорода являются составляющей частью. Например, молекула серной кислоты состоит из двух атомов водорода, одного атома серы и четырех атомов кислорода. Атомы водорода обладают свойством выделяться из кислоты, как только в нее будет помещен черный металл. Образующаяся на поверхности изделий из черных металлов окалина имеет поры и, кроме того, она покрывает поверхность металла неравномерно, поэтому серная кислота через поры достигает верхних слоев основного металла и действует на основной металл растворяющим образом, и от действия кислоты на основной металл происходит энергичное выделение водорода. Образовавшийся под коркой окалины водород вследствие все увеличивающегося давления разрыхляет на поверхности изделия окалину и сбивает ее с поверхности, что способствует очистке поверхности металла, т. е. осуществлению травления.
При травлении поверхности изделия с плотной пленкой окалины, препятствующей проникновению кислоты внутрь металла, пользуются обычно растворами соляной кислоты, так как растворы серной кислоты на такую окалину действуют значительно медленнее. Содержание серной и соляной кислот в травильных растворах не превышает 20%, применение более концентрированных растворов может привести к значительному растворению (перетравлению) основной части металла. При перетравлении металл имеет черную и глубоко изъеденную поверхность.
Водород, проникая в верхние слои металла, способствует образованию травильной хрупкости, из-за этого ухудшается качество металла.
В целях устранения травильной хрупкости и уменьшения возможности перетравливания металла в процессе травления в растворы добавляют либо так называемые травильные присадки (КС, ЧМ, УНИКОЛ), полученные путем специальной обработки отходов мясных комбинатов и других пищевых предприятий, либо органические вещества, называемые ингибиторами (замедлителями). В процессе травления пленка присадки или ингибитор закрывает доступ водороду в межкристаллические промежутки металла и прекращает химическое действие кислоты на металл.
Химическое травление поверхности изделий, изготовленных из углеродистых сталей, осуществляют в растворах серной или соляной кислот. Для травления поверхности изделий из низкоуглеродистых сталей применяют травильные растворы следующих двух составов: первый— серная кислота до 20%, присадка КС 0,1—0,2%, вода — остальное; температура нагрева первого раствора наименьшая 16—20° С, наибольшая 50—60° С; второй— соляная кислота до 20%, присадка КС 0,1—0,2%, вода — остальное; температура нагрева этого раствора 30—40° С.
Для травления поверхности изделий из углеродистых сталей часто применяют раствор следующего состава: серная кислота 200 г, хлористый натрий 50 г, присадка КС жидкая 10 г, вода 1 л. Температура нагрева этого раствора 50—60° С.
Для этой цели применяют также травильный раствор, состоящий из соляной кислоты 150 г, присадки КС жидкой 10 г, воды 1 л. Температура нагрева раствора 30— 40° С.
Для травления поверхности изделий, изготовляемых из нержавеющих и жаропрочных сталей, применяют травильный раствор следующего состава в весовых частях: серная кислота 14, соляная кислота 13, азотная кислота 1, вода 75. Температура нагрева раствора 50—70°С.
Травление поверхности изделий, изготовляемых из углеродистых сталей, выполняют в такой последовательности: заправка ванны, загрузка ванны, травление изделия, промывка изделия, контроль качества травления.
↑ Делаем фотошаблон
Далее в любой удобной программе готовим фотошаблон и печатаем на прозрачной пленке для принтеров. При печати указываем максимальную контрастность и минимальную яркость, но тут надо пробовать. У меня Epson RX610. Настройки такие: качество печати «Наилучшее фото», «Оттенки серого», тип бумаги «Epson Matte», яркость: -25, контрастность+25. Фоторезист негативный! То есть, где на шаблоне отсутствует краска, там фоторезист засветится и при проявке не смоется! Будьте внимательны.

Рис. 5. Фотошаблон. Пленку я использую экономно. Поэтому печатаю разные проекты на одном листе пока остается место.
День Химика — 2011.
Уважаемые друзья и коллеги!
Поздравляю Вас с нашим профессиональным праздником – Днем Химика!
Химия – это великая наука, захватывает целиком и навсегда. Требует к себе внимания, бережного и творческого отношения.
Твердо помните и соблюдайте заповеди технолога-гальваника:
1. Содержи в чистоте и порядке электролит, как тело свое.
2. Вышел на режим – не трепыхайся: лучшее – враг хорошему.
3. Не «идет покрытие» – зри в корень, смени обезжирку!
5. Чти нормативную документацию, как священное писание.
6. Хочешь жить без проблем – обрати конструктора в свою веру.




И пусть Ваша любовь к химии будет взаимной!
Королева Галина Владимировна
Описание процесса
Смысл реакции протравки алюминия в том, чтобы снять тонкий слой металла с поверхности. В промышленности таким образом избавляются от трещин, сколов, царапин и оксидной пленки на поверхности. Процедура помогает подготовить металл к дальнейшей обработке.
Если речь идет о химическом травлении, то алюминий растворяется кислотой или восстанавливается в щелочь. Время выдержки металла зависит от раствора и всегда строго нормировано. Если не соблюсти время реакции, то раствор снимет слишком большое количество металла. В рамках промышленной отрасли потери в несколько грамм на реакцию способны перерасти в общие потери в размерах десятков и сотен тонн.
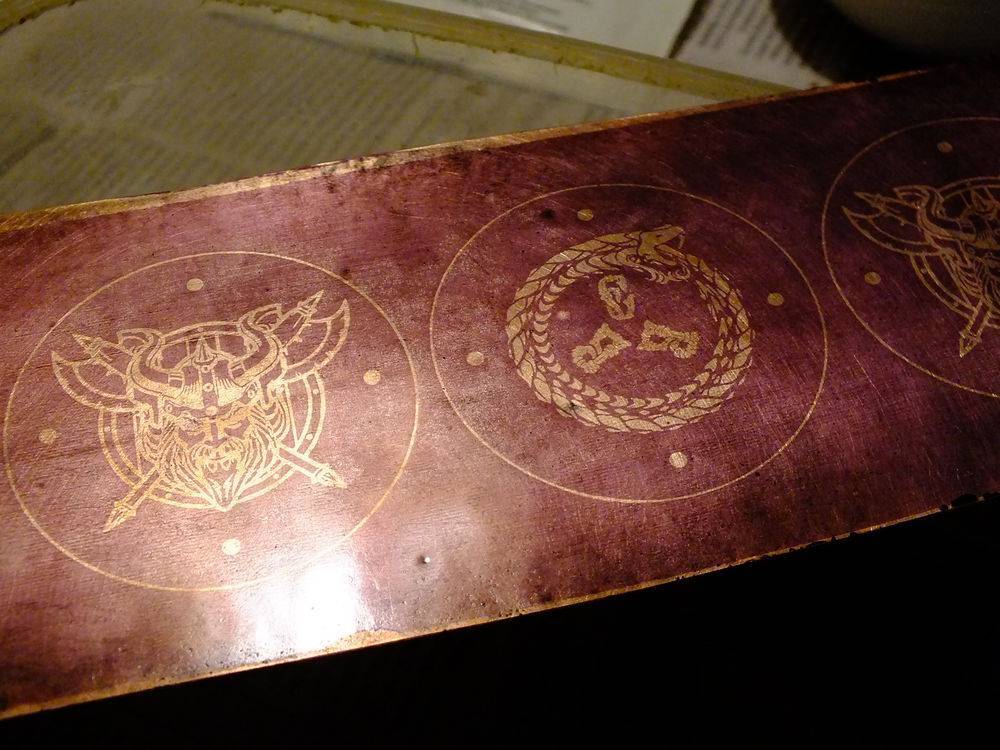
Если речь идет о художественной травке, то для неё чаще используется электролитический способ, который подразумевает восстановление алюминия в растворе электролита. Для того, чтобы создать на поверхности металл надпись, его сначала покрывают защитным составом или пленкой. Обязательным условием является плотное прилегание пленки к поверхности металла Следующим шагом на пленке или составе выполняют отверстие в форме будущей гравировки. В результате электрохимической реакции раствор собирает металл исключительно с будущей надписи. Время реакции для художественной травки алюминия так же ограниченно, слишком глубокая гравировка может порезать пальцы.
Как в условиях домашнего творчества, так и в промышленности обязательно использование защитных средств. Если речь идет о химическом процессе, то обязательны следующие средства индивидуальной защиты:
- Толстые резиновые перчатки.
- Респиратор с защитной планкой для глаз.
- Фартук.
Так же стоит помнить, что ванночки под кислоту изготавливают из дерева или бетона, служба одной ванночки не превышает 2 лет вне зависимости от активности использования. Раствор для травления алюминия
Травку химическим путем может осуществляться в следующих растворах:
Хлорное железо. Травление алюминия в хлорном железе подразумевает активный процесс выделения металла в кислоту и его осаждение в месте травления. Это значит, что место гравировки придется постоянно чистить, чтобы освободить его для дальнейшей реакции. Поэтому в промышленных условиях хлоридное железо для травления используется очень редко. Но для домашних условий раствор вполне подходит. Травление стоит производить из условий 0,1 мм в минуту. Достаточно эстетично смотрятся гравюры глубиной 0,5 мм, залитые краской.
Каустическая сода. Травление алюминия каустической содой подразумевает использование бытовой химии. Наиболее подходящим является сухая вариация средства против канализационных засоров «Крот». Стандартный пакет средства заливается граненные стаканом теплой воды и производится травление. Для красивой гравюры или отчистки поверхности металла хватит 3-4 минут реакции
Обратите внимание, что реакция происходит с выделением вредного газа, поэтому должно проводиться в хорошо проветриваемом помещении. Оптимальная температура раствора 70-80 градусов.
Ортофосфорная кислота
Травление алюминия ортофосфорной кислотой подразумевает использование 10-20 % ортофосфорной кислоты. Для реакциии раствор подогревают до 40-50 градусов. В зависимости от изначального состояния металла на реакцию требуется от 40 секунд до 2- 3 минут. Использование щелочей, ортофосфорной и соляной кислоты недопустимо в электротехнике. Если в будущем планируется использовать алюминиевую деталь для использования в электродеталях или самодельных радиосборках лучше использовать другую смесь для травления.
Азотной. Травление азотной кислотой непригодно для использования в художественной гравировке. Используется азотная кислота, как правило, после щелочи или для подготовки поверхности перед покраской. В результате травления металла в щелочи на поверхности образуется темный слой металлического шлама, который образуется в результате восстановления металла в объем щелочного раствора. Для того, чтобы придать изделию эстетичный вид используется 15-20% раствор азотной кислоты. Оптимально травление при комнатной температуре раствора. На всю реакцию достаточно 2-5 минут.
Как говорилось ранее, на поверхности алюминия образуется оксидная пленка. Большая часть химических растворов используется для так называемого осветления поверхности металла. Иначе говоря, чтобы убрать шлам от прошлых манипуляций или подготовить металл к будущей обработке.
Для домашнего травления можно использовать кислоты. Но для художественной гравировки лучше использовать электролитический способ. Так же, при использовании кислот стоит учитывать требования к проветриванию помещения.
Типы травления
В зависимости от используемого для разрушения поверхности материала вещества, выделяют следующие способы травления.
1. Химический метод (его еще называют жидким). При этом используются особые растворы на основе кислот. Таким образом наносят на сплавы орнаменты, надписи.
2. Электрохимическое травление металла — предполагает использование электролитной ванны. Ее заполняют специальным раствором. Также часто при этом используют соли свинца, которые предотвращают перетравливание. Этот способ имеет ряд преимуществ. Во-первых, рисунок получается более четким, а время, необходимое для завершения процесса, значительно сокращается. К тому же такая обработка металла экономична: объем использованной кислоты гораздо меньше, чем при первом методе. Еще одно несомненное преимущество — отсутствие вредных газов (протрава не содержит едкие кислоты).
3. Существует также и ионно-плазменный способ (так называемый сухой). В данном случае поверхность повреждается минимально. Такой метод используется в микроэлектронике.





